3.1. Tribology
Pathfinding cold spray coatings were grown at ASB Industries. Other early coatings were produced using KM equipment at Applied Tungstenite. With the goal of reproducing results by other researchers, composite coatings with high metal:sulfide ratios in the powder feedstock were studied during this early period. However, XRF showed that the coatings exhibited lower metal:sulfide ratios than those obtained in previous studies [
4,
7,
8,
9]. For example, Cu/WS
2 coatings nominally containing 8 wt% WS
2 grown at ASB, and coatings grown with nominally 5 wt% WS
2 using KM equipment, were shown to contain actual Cu contents of 37 and 23 wt%, respectively (compared to, for example, results from [
7], which showed that Cu/MoS
2 samples with nominally 5 wt% MoS
2 were measured to contain 1–3 wt% MoS
2). Note that for clarity, the coatings in this study were identified by their nominal composition; that is, the composition of the powder mixture as it was added to the powder feeder. Measurements by XRF were also conducted of the actual composition of some of the coatings, and these will be discussed periodically in the text.
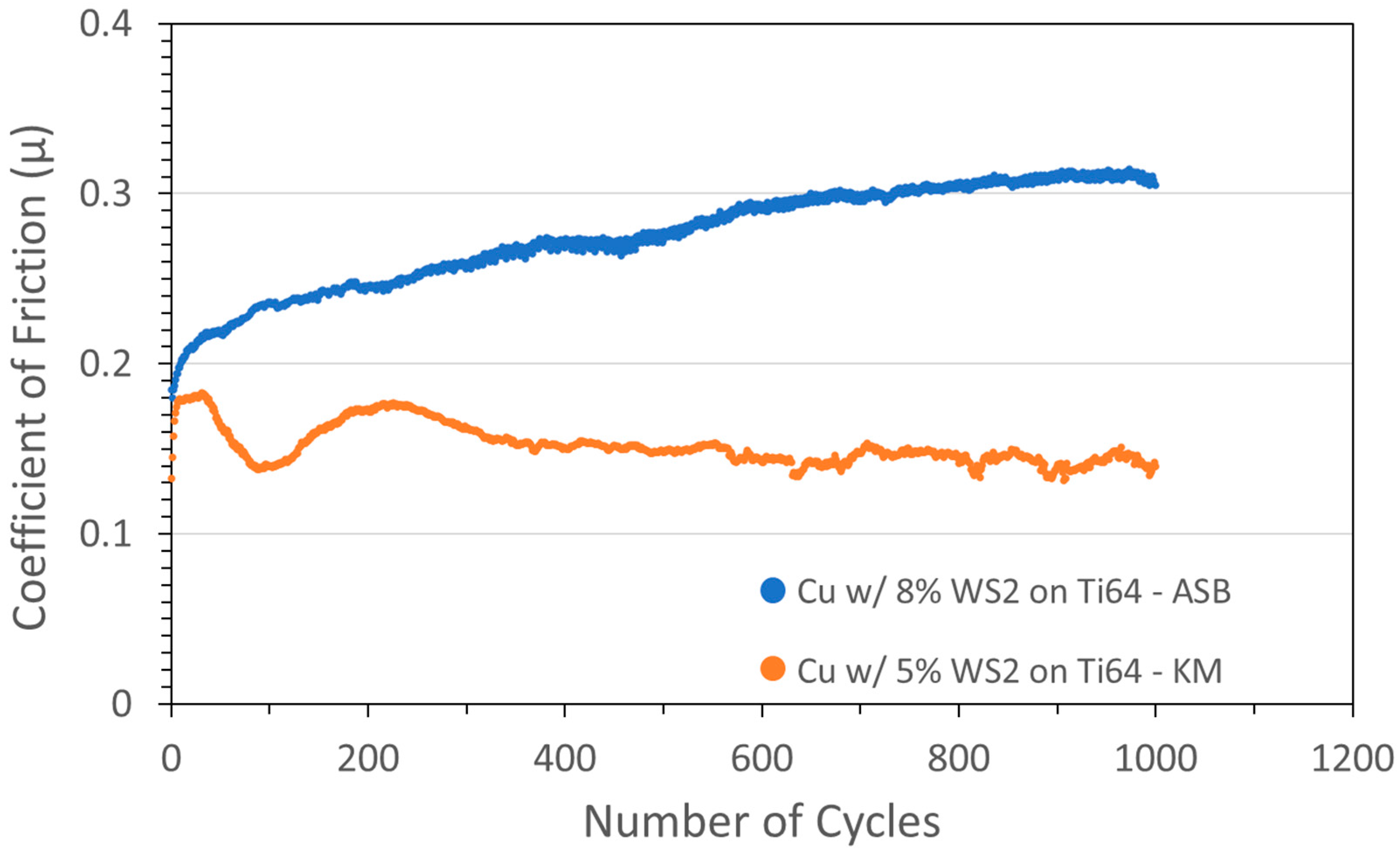
Ball-on-flat tribometry results for two such coatings deposited on 304 SS are shown in
Figure 1 (obtained using a 2N normal load and a N
2 atmosphere). The coatings showed significant friction reduction of COF~0.15–0.25, compared to that obtained for a pure cold spray Cu coating of 0.6. In addition, the coatings lasted until the end of the 1000-cycle test without failure. The performance was similar to that of previously studied Cu/MoS
2 coatings that showed a COF of 0.14 for a test with the same cycle length [
7]. This similarity is in spite of the differences in sulfide contents (63 and 77 wt% WS
2 compared with 1–3 wt% MoS
2).
Similar results were obtained when coatings with the same nominal composition were deposited on Ti6Al4V alloy (see
Figure 2).
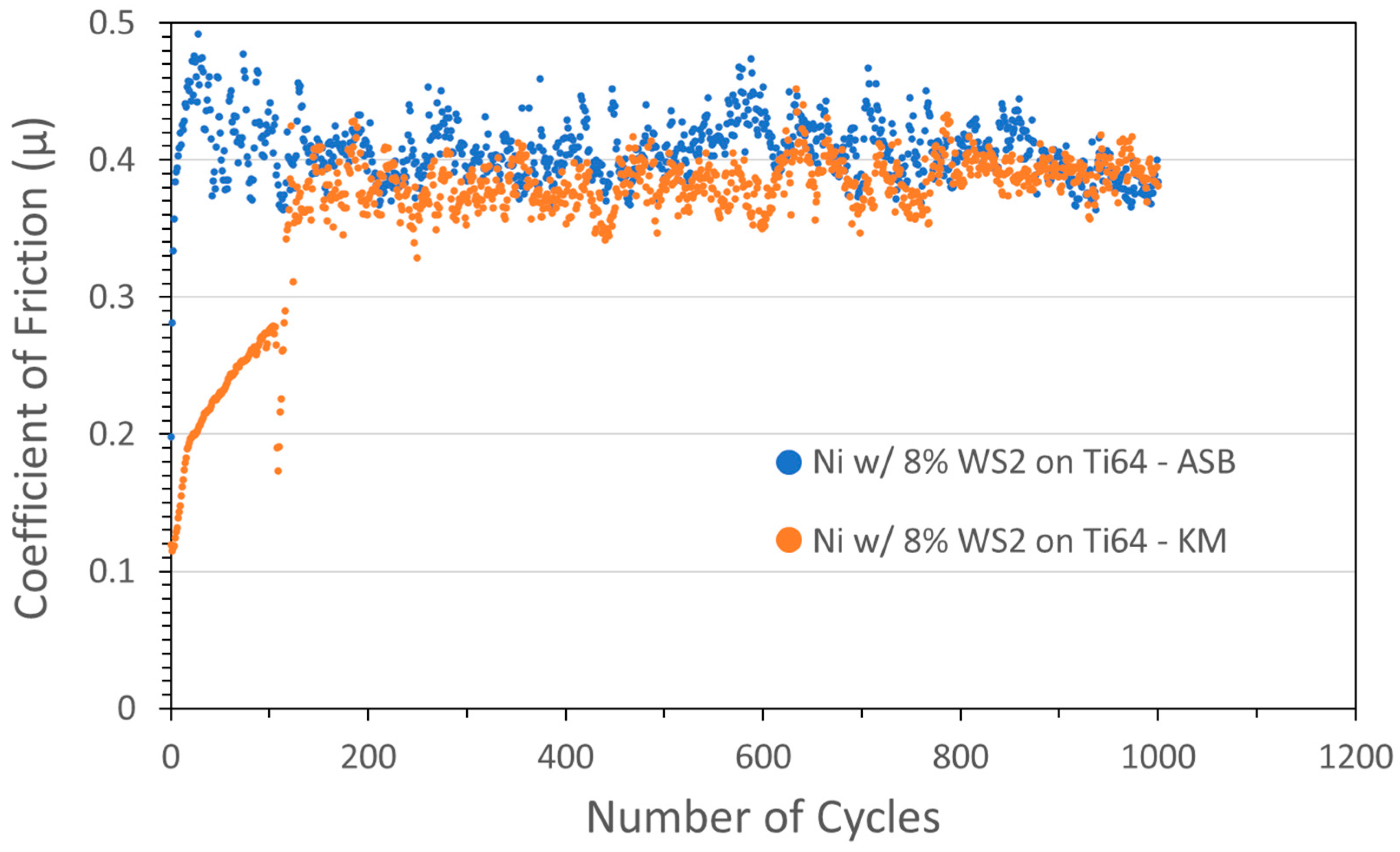
Coatings were also studied using WS
2 with Ni metal. Tribometer results for Ni/WS
2 cold spray coatings grown using ASB and KM equipment, and both nominally containing 8 wt% WS
2, are shown in
Figure 3. Although the friction started low in both cases, the coatings failed relatively quickly, with the ASB coating failing after a few cycles, and the KM coating COF slowly rising, followed by failure at 120 cycles.
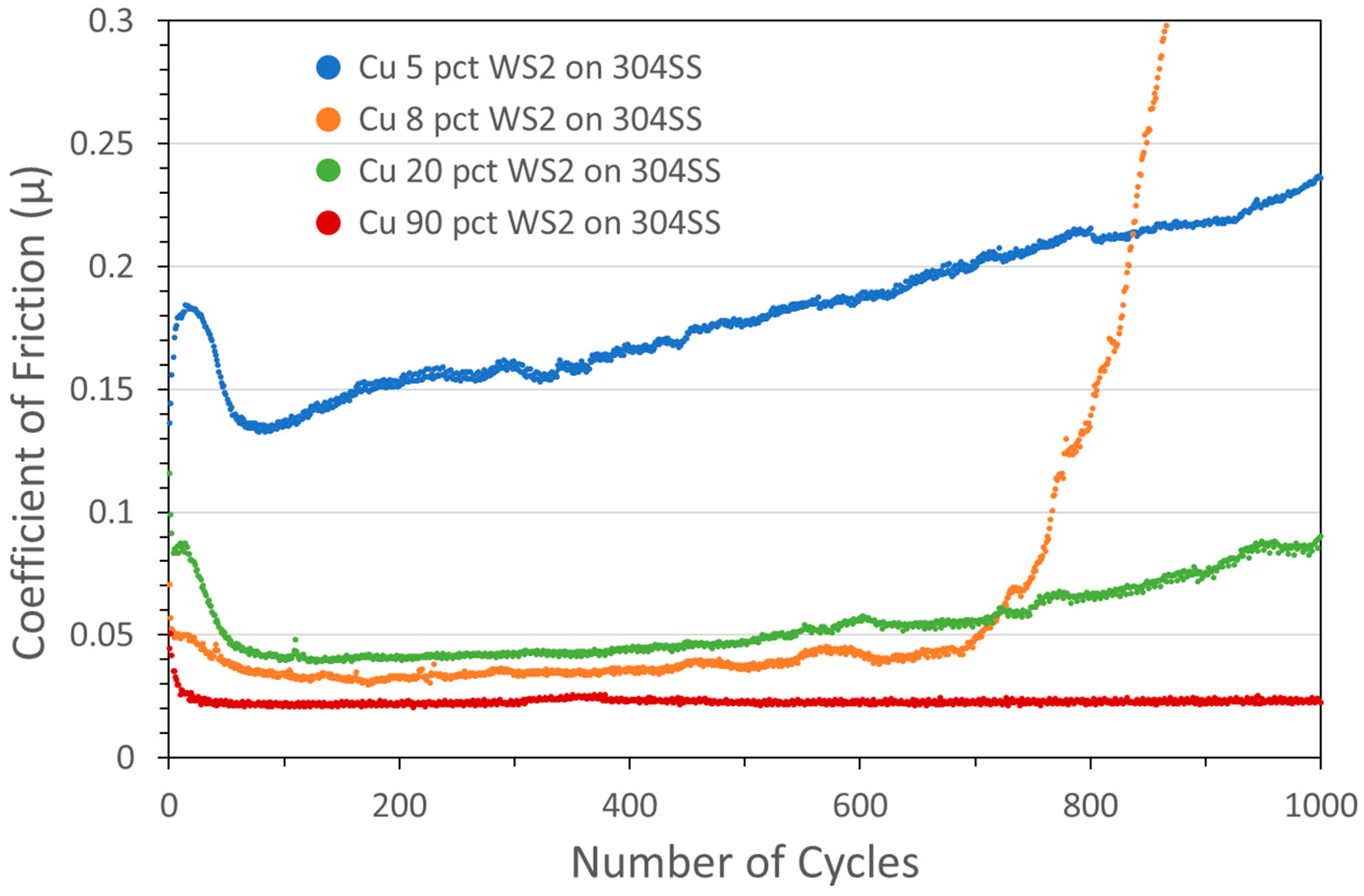
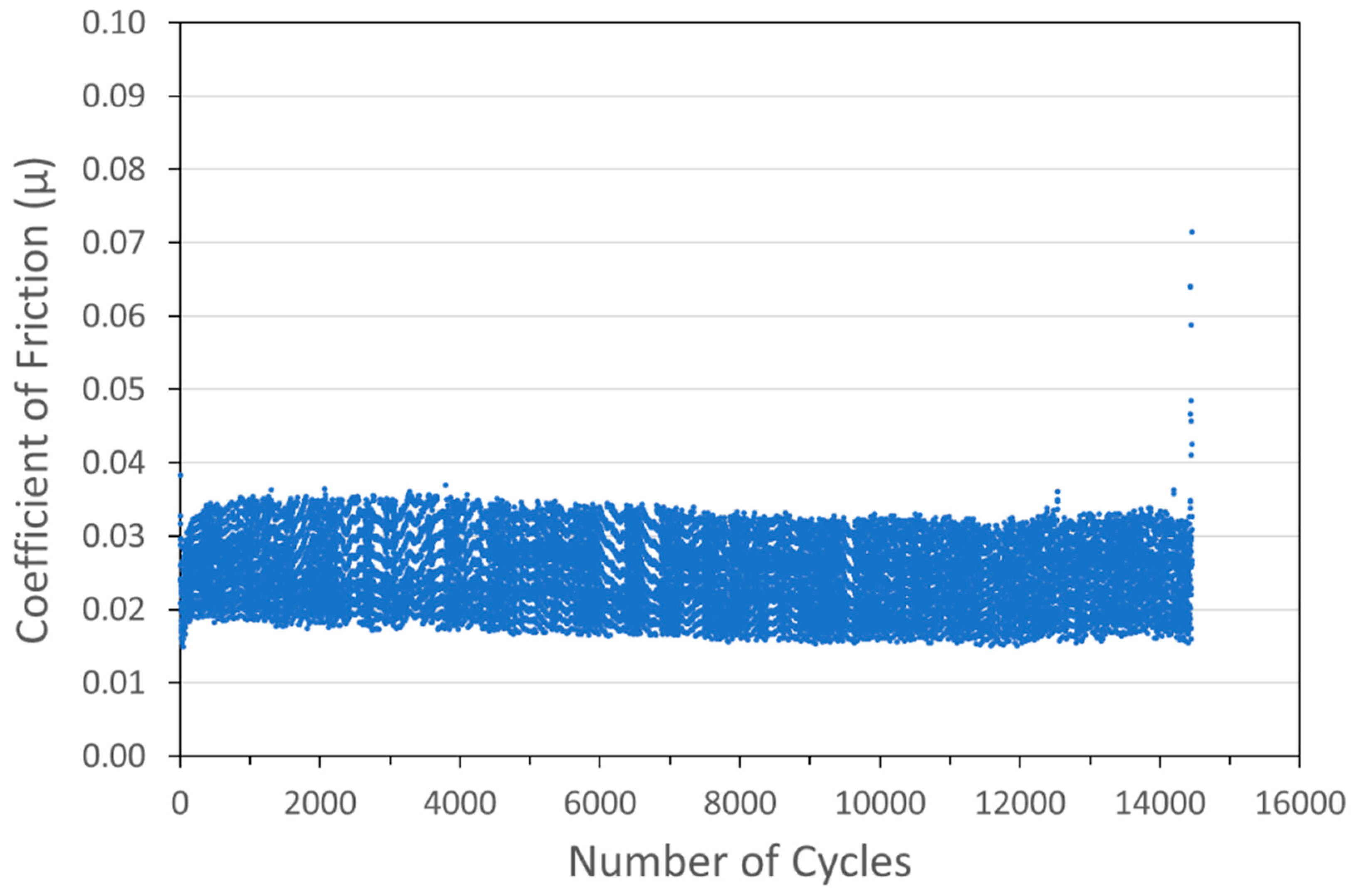
Subsequent to this initial pathfinding period, coatings were all produced using KM equipment at Applied Tungstenite. During the process of obtaining optimized coatings, a number of coating parameters were varied, including the nominal metal:sulfide ratio in the powder feedstock, particle size (of both metal and sulfides), feed gas temperature and pressure, powder feed rate, and substrate material. Although all these affected the tribology and composition of the coatings, the nominal metal:sulfide ratio (i.e., the composition of the powder feedstock) emerged as the critical parameter. In particular, low added metal contents were found to yield the best friction and endurance results. This is illustrated in
Figure 4, where tribometry results for a number of Cu/WS
2 coatings with different initial Cu:WS
2 ratios are shown (at a 2N normal load; the coating with nominally 5 wt% WS
2 is also represented in
Figure 1). Increasing nominal WS
2 content from 5 wt% to 8 wt% resulted in a significant drop in COF, although endurance did not improve, with the 8 wt% coating failing at 700–800 cycles. The coating with 20 wt% WS
2 exhibited marginal endurance improvement. However, significantly raising the WS
2 content to 90 wt% resulted in an additional drop in COF, with the steady-state friction lasting throughout the 1000-cycle test.
Actual WS
2 contents were measured by XRF for these coatings: coatings with nominal concentrations of 5, 8, 20, and 90 wt% actually contained 77.1, 97.6, 98.7, and 99.1 wt% WS
2. Based on these results, it was not surprising that pure WS
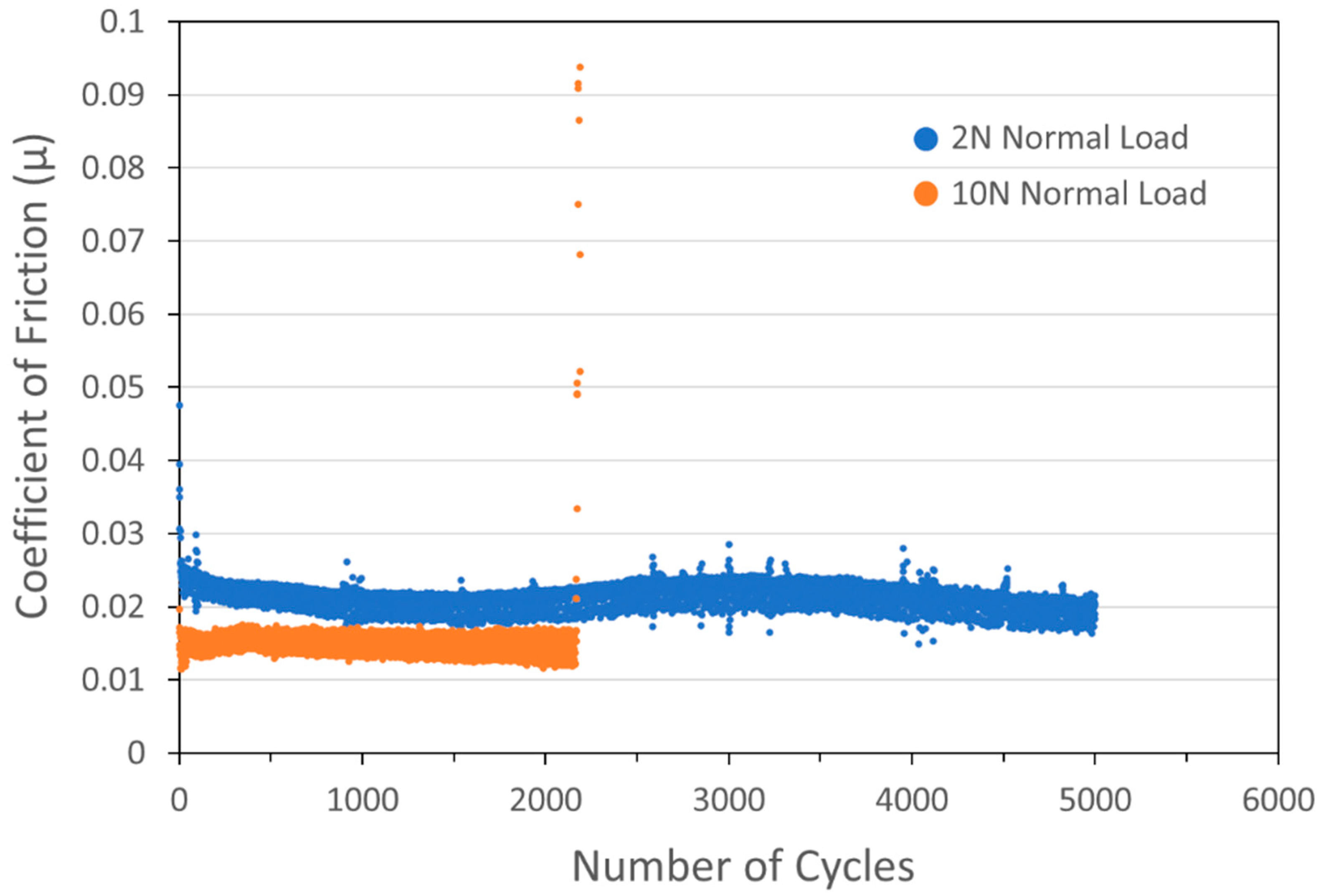
2 coatings (i.e., with no added Cu) also demonstrated excellent performance, exhibiting low COF and lasting for an entire 5000-cycle test without failure (see the blue curve in
Figure 5).
At this point in the investigation, many samples lasted for 5000+ cycles without failure. To better discriminate between the performance of different coatings, further investigation required altering tribometry testing parameters to encourage chances for failure in a reasonable timeframe, in particular by increasing the normal load from 2N to 10N. The concomitant increase in nominal maximum Hertzian contact stress (S
max) from 811 MPa (118 ksi) to 1386 MPa (201 ksi) is shown in
Figure 5 for a pure WS
2 coating: the higher load result is shown in the orange curve to result in a failure at 2200 cycles.
The increase in load also resulted in the COF of the pure WS
2 coating dropping from ~0.022 to ~0.015. Like MoS
2, WS
2 conforms to the Hertzian Contact Model [
14], where the COF decreases as the normal load is increased. Specifically, the COF for such species is inversely proportional to the Hertzian contact stress, unlike solids that follow Amontons’ Law, where the COF is independent of load [
15]. This behavior is caused by the low shear strength of metal disulfides, as opposed to harder materials where the COF is related to surface interaction.
While the nominal composition of the feedstock powder had the most significant effect on performance, particle size had a modest effect on performance. This is partly because smaller metal particles exhibited less clogging in the KM cold spray machine. In particular, WS2 showed the best performance when particles had a 100 nm average width. With MoS2, good performance was obtained with average widths of 15 µm (smaller MoS2 sizes were briefly investigated and showed promising performance).
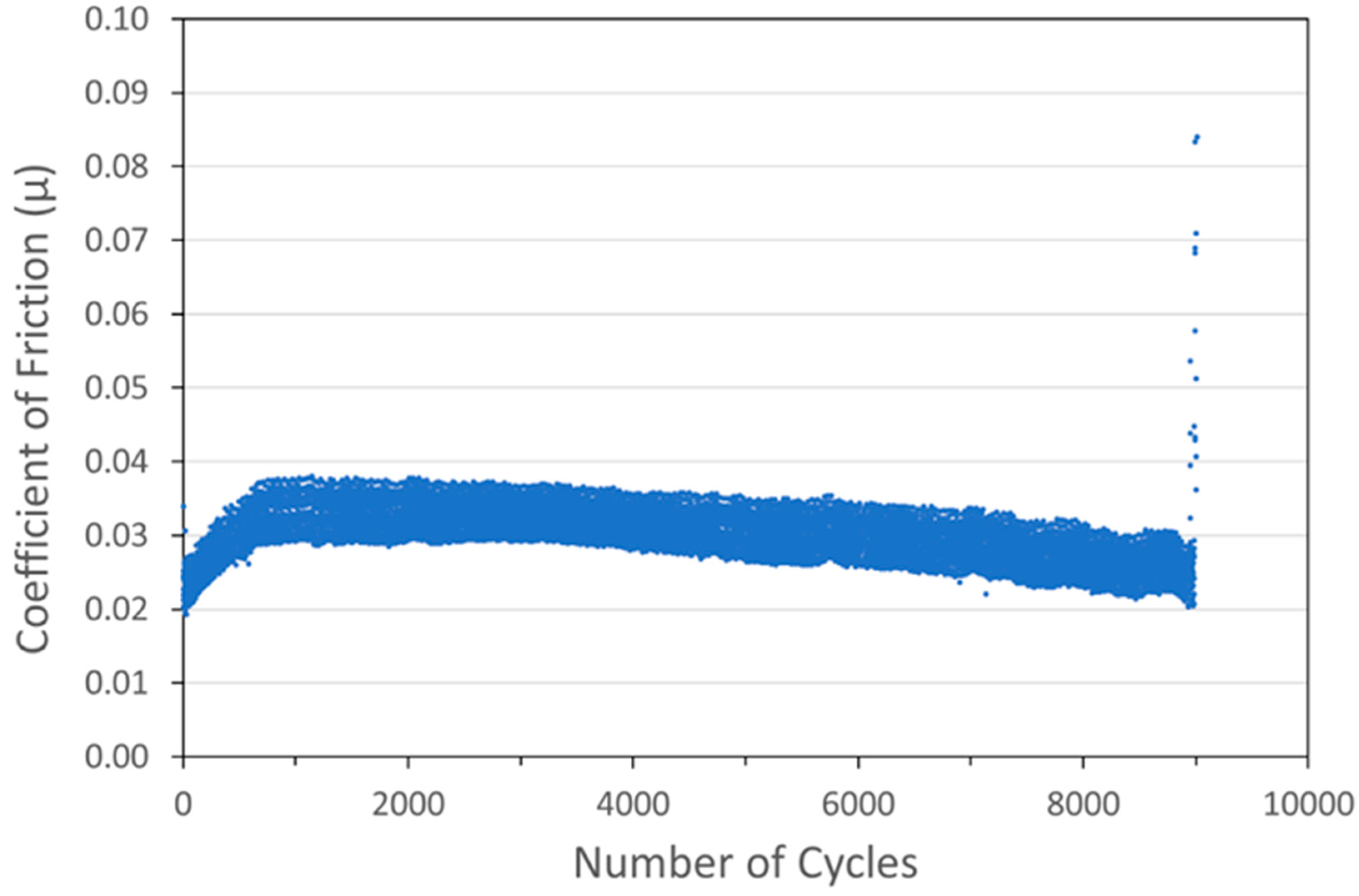
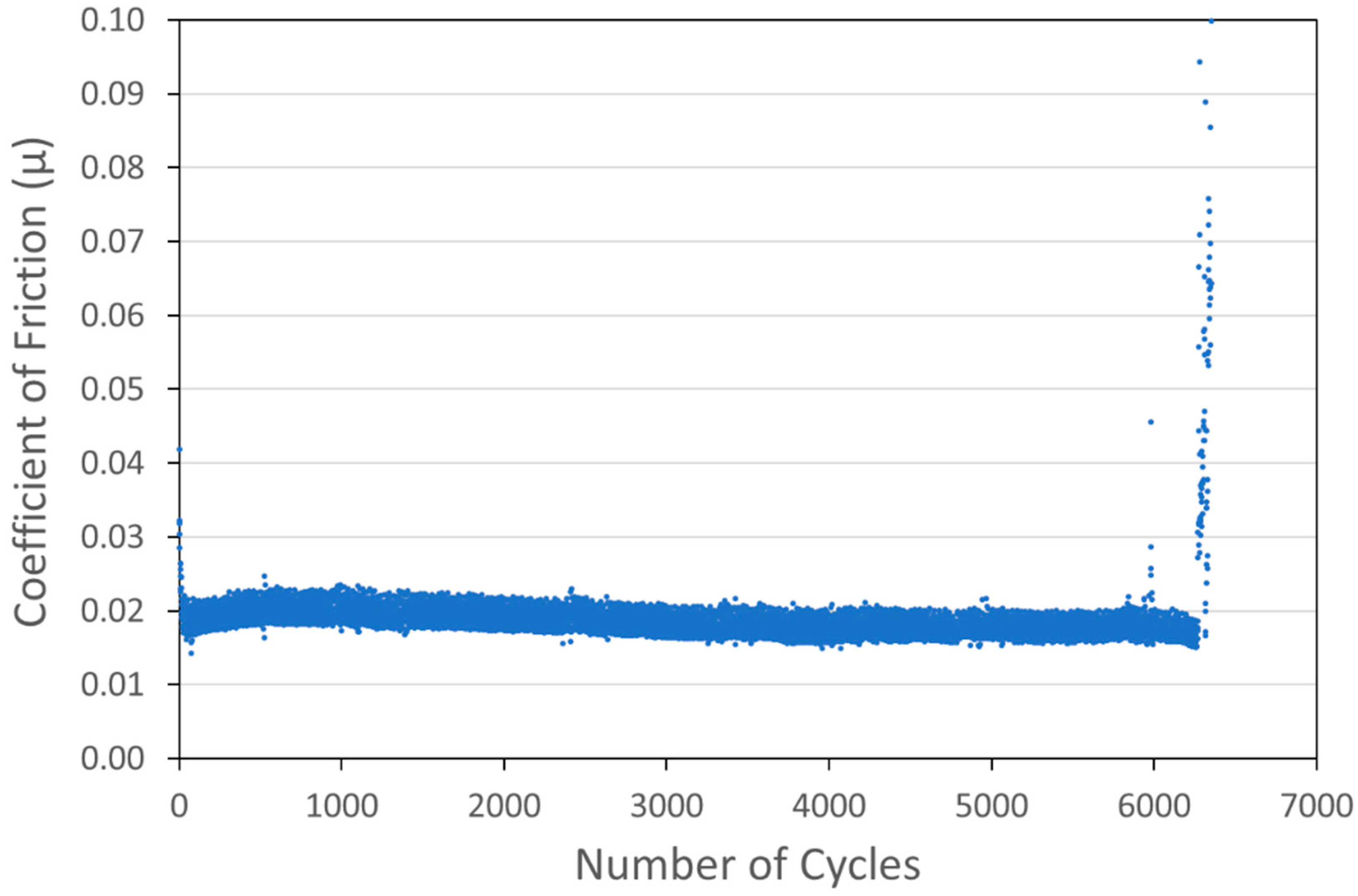
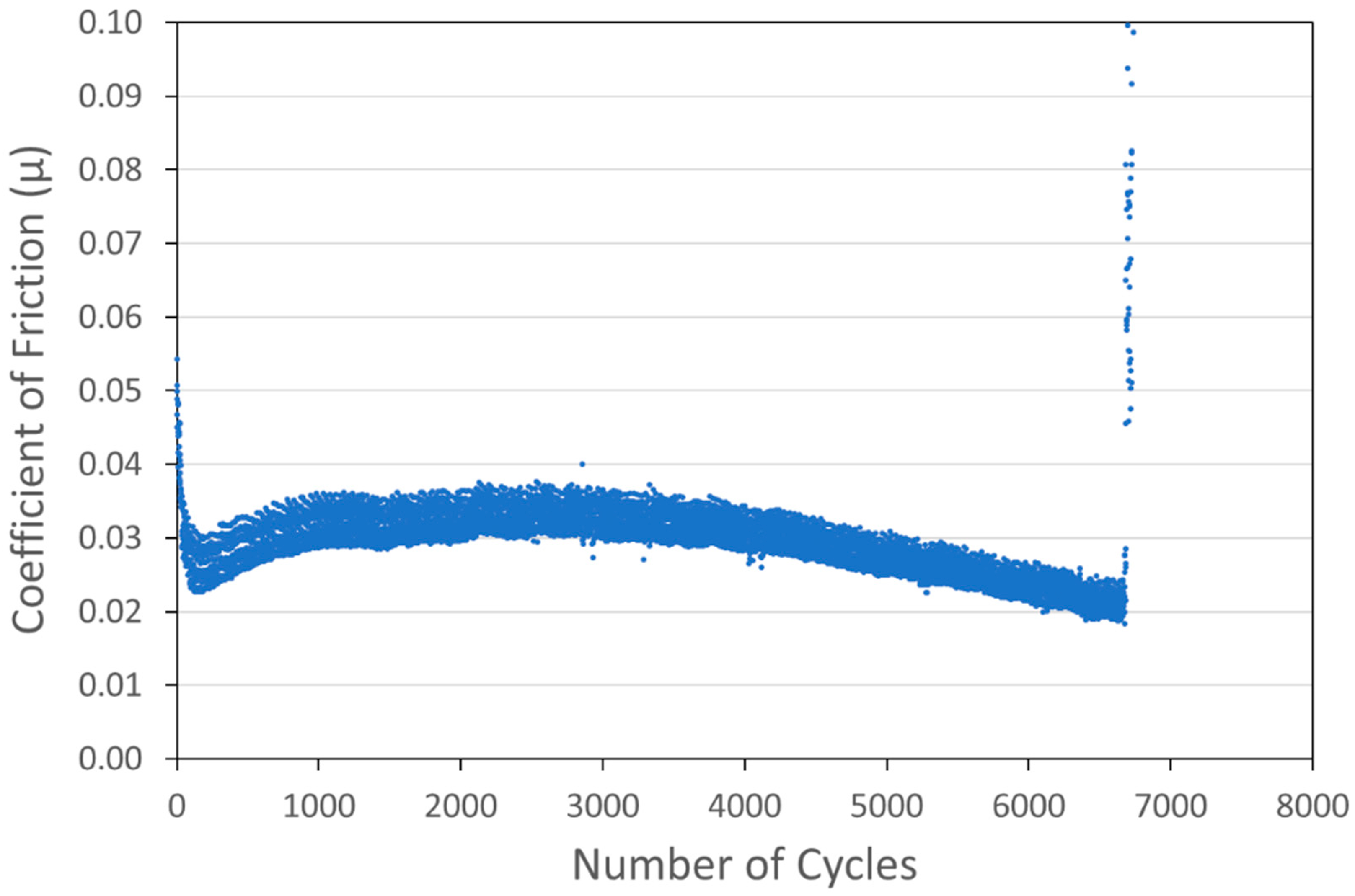
Optimized versions of six coating types were developed and are shown in
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10 and
Figure 11. Specifically, coatings with the following nominal compositions are shown: 1 µm Cu + 90 wt% 100 nm WS
2, 1 µm Cu + 90 wt% 15 µm MoS
2, 1 µm Ni + 88wt% 100 nm WS
2, 1 µm Ni + 80 wt% 15 µm MoS
2, 100 nm WS
2, and 15 µm MoS
2.
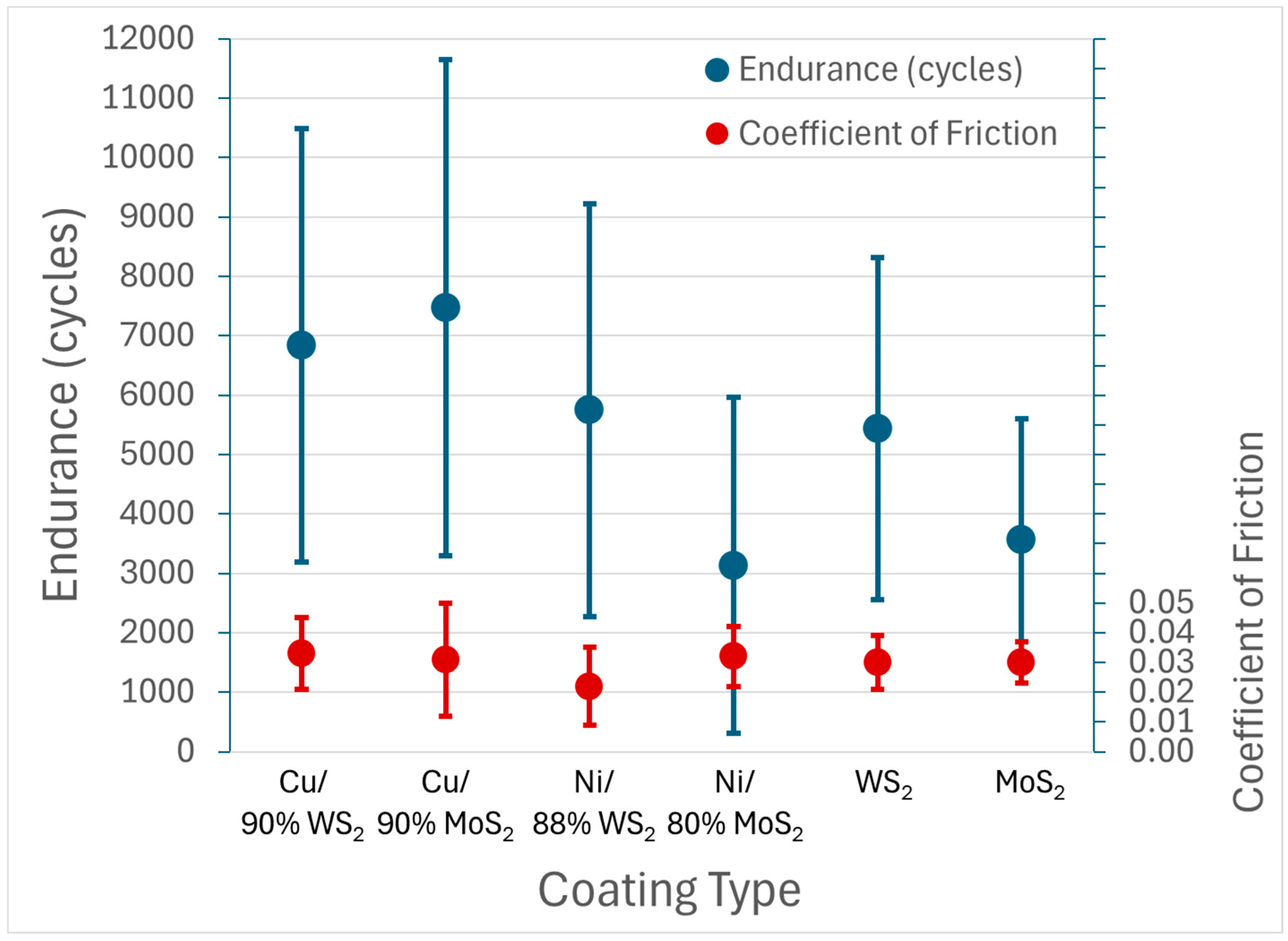
Average performance based on cycle life and steady-state COF for each coating type is summarized in
Figure 12. All coatings exhibited average values in the range 0.02–0.03. The cycle life appeared somewhat better for the coatings using Cu or Ni additions than for the pure WS
2 and MoS
2 coatings, but definitive discrimination was difficult due to the magnitude of the data scatter. In any case, the data represent coatings that are competitive with other dry-film lubricant formulations, with low friction and significant endurance at a high S
max value of 1386 MPa (201 ksi).
To determine the amount of coating wear for each optimized coating formulation, we conducted tests with the Anton Paar tribometer at a fixed duration of 3000 cycles, which was prior to coating failure for all samples. This ensured that the wear calculations were for the coating only, and not for the underlying substrate, the latter of which would have been included if we ran the tests to failure.
For each of these 3000 tests, profilometry of the wear tracks was obtained using WLI imaging. For each wear track, three scans were obtained at different locations across the wear track. For each, the difference between the depth of the scan in the wear track and the average height of the neighboring unworn areas was determined. The three resulting values were averaged to yield an average wear depth in the wear track. Wear widths were also measured, which averaged ~0.14 ± 0.2 µm for all samples.
Surface roughness values Sa and Sz were also calculated, both inside and outside the wear track. Sa is the standard arithmetic roughness averaged over the area of interest, while Sz is the average of the five largest peaks and valleys. Sz is useful because it provides a sense of the degree of large asperities in the contact region, which can be even more important than Sa in tribological contacts.
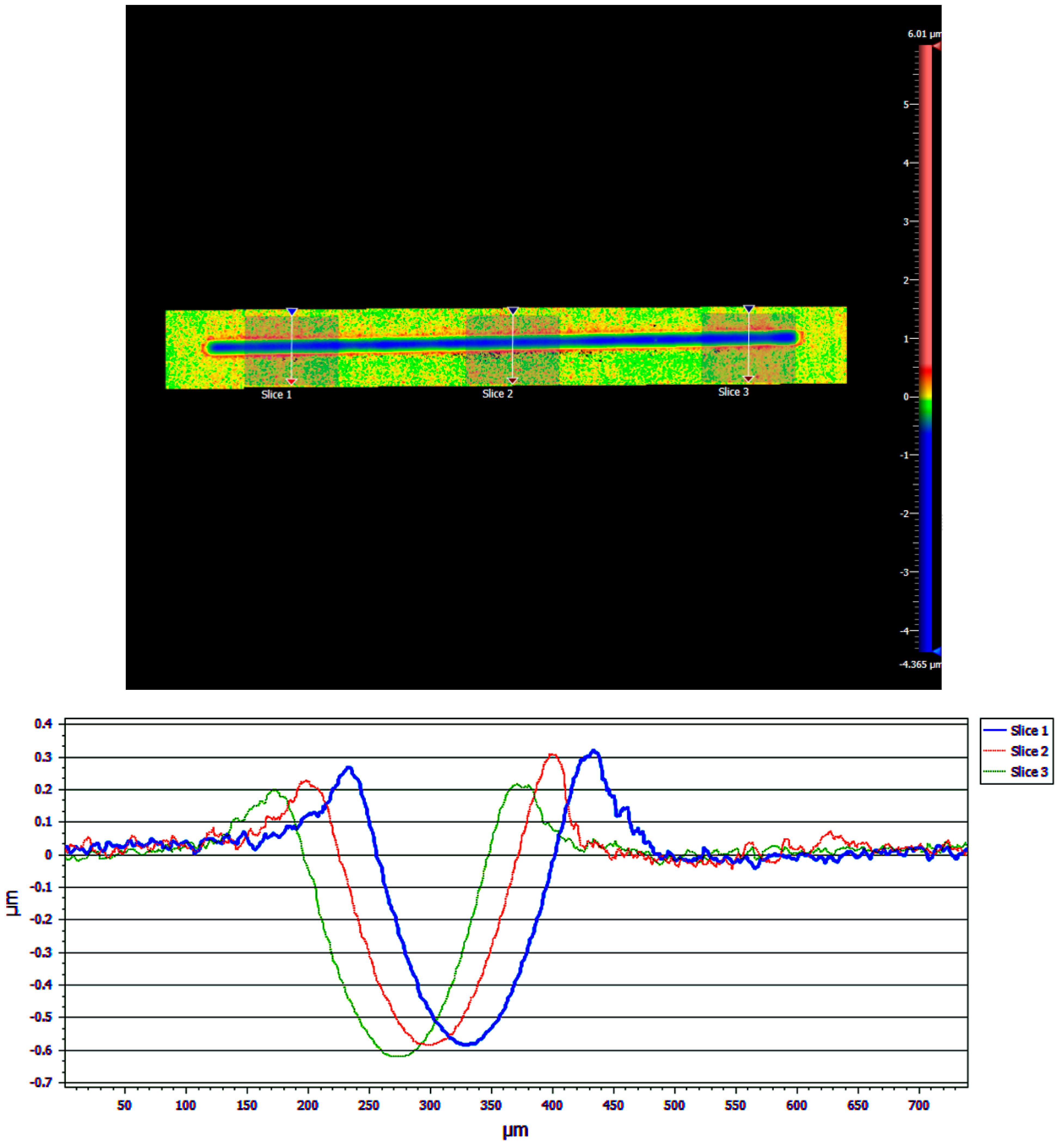
Results from the WLI imaging of one of the samples are shown in
Figure 13. The blue line in the upper image represents the wear track, where the blue color represents a negative height due to wear, and these are the valleys seen in the three cross-sectional profile traces in the lower part of the figure. The green area is the level of the unworn coating, which was set arbitrarily to zero. The red areas next to the wear track represent positive heights and correspond to the raised “wings” in the profile traces in the lower part of the figure. These wings are likely worn coating material that has built up at the edges of the wear track. This material can act as a lubricant reservoir that can be cycled back into the contact region during sliding.
Roughness and wear results for the samples analyzed by WLI imaging are shown in
Table 1. The
Sa values were very small in the unworn areas outside the wear track. In contrast, the
Sz values were large outside the wear track. These values describe an unworn coating that is very smooth on average but has a few large asperities.
Sz was larger for the coatings that contained MoS
2, which is consistent with the larger particle size used in the feedstock. Although the coatings were enhanced in the smaller particle sizes, the larger MoS
2 size distribution resulted in the presence of a few large particles remaining.
Inside the wear track, the Sa values increased slightly but were still relatively small. In contrast, the Sz values were significantly reduced after wear. The decrease in the Sz values may be explained by burnishing of the few larger lubricant particles during the run-in period. There appeared to be a small average increase in Sa after testing, although it decreased for a few samples. The variation is likely not statistically significant.
In general, the variation of
Sa and
Sz values for the samples may partially explain the large variation in cycle life seen in
Figure 12.
Average wear rates can be determined from the wear depth results. Assuming that the cross-section of each wear track is a circular arc, the cross-sectional area can be estimated, which can be used to find the specific wear rate in units of mm
3 N
−1 m
−1 [
16,
17]. The results are shown in the last column of
Table 1. The assumption of a circular cross-section is supported by the lack of apparent wear of the spherical ball surface, as discussed below. In addition, a circular model provided a good fit to the wear track cross-section data.
The specific wear rates were all in the 10
−6 range, which is much smaller than those for non-lubricating materials, such as metals and ceramics, and is typical for solid lubricant coatings [
18]. Differences between wear rates of various coatings were relatively small and did not correlate with coating composition.
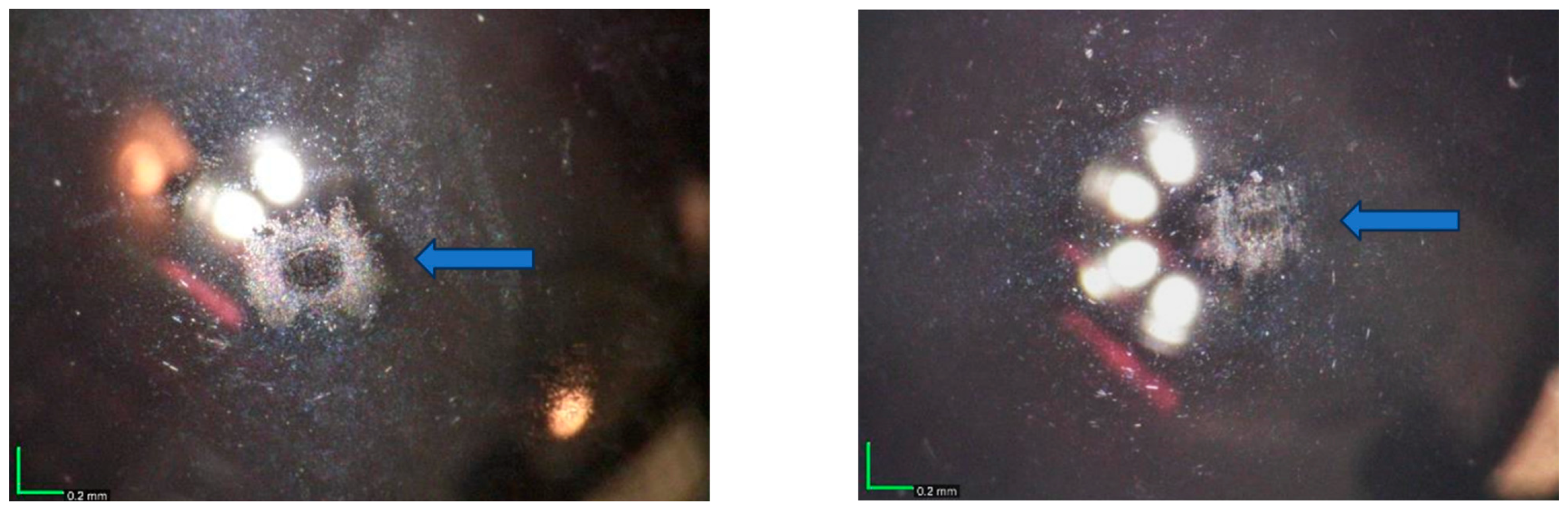
The contact regions of some of the balls used in the 3000-cycle tests were examined by optical microscopy, since changes in surface quality due to wear would be readily apparent on the surfaces of the highly polished balls. The surfaces appeared shiny, with some additional material that was likely a thin transfer film. No evidence of abrasive or adhesive wear was seen, which would have been observed as a non-reflective surface with multiple parallel lines or a distinctive galling pattern, respectively [
19]. A microscope image of the ball used in one of the tests of the 1 µm Cu/90% 100 nm WS
2 is shown on the left side of
Figure 14. The contact region appeared as one would expect from a solid lubricant ball-on-flat test. There was no apparent wear in the center of the contact region (the darker elliptical area). The material surrounding the center of the contact region is likely transfer material from wear of the coating (the third body, as discussed above). A microscope image of the ball used in the 100 nm WS
2 3000-cycle test is shown on the right side of
Figure 14. Again, there was no apparent wear in the center of the contact region, and transfer material from wear of the coating surrounded this region. Further analysis using optical profiling techniques, such as WLI, could have provided a more quantitative measure of the presence or absence of wear but was not conducted in this study.
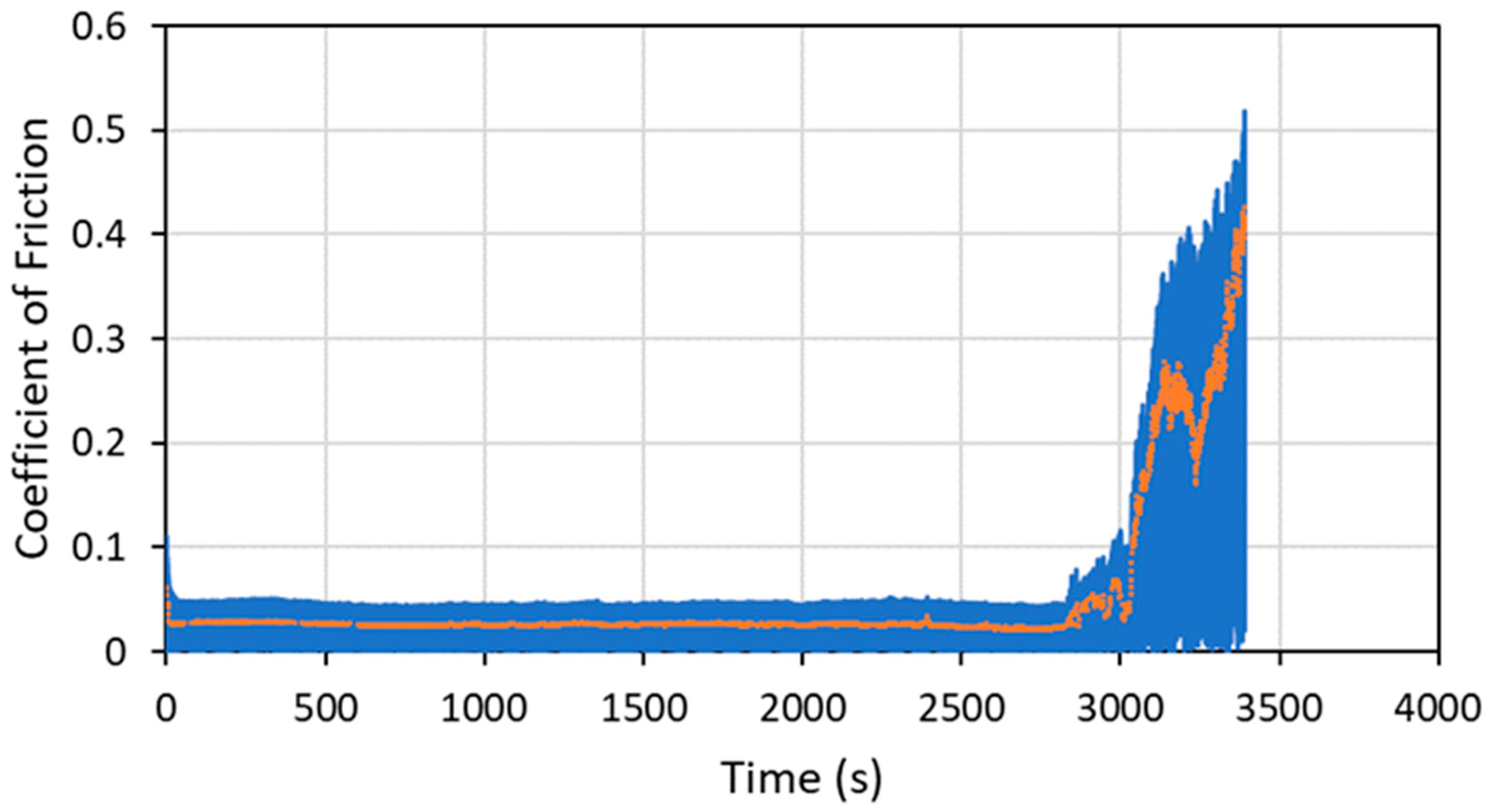
To demonstrate the performance of the coatings in a more space-like environment, ball-on-flat tribometry was conducted on several coating formulations in a vacuum (3.5 × 10
−4 Torr or 0.047 Pa) using an RTEC Vacuum Linear Reciprocating Tribometer. Vacuum testing was designed so that the loads and contact geometry (especially S
max) were close to those used in the N
2 testing in the Anton Paar tribometer. Typical vacuum tribometry data are shown in
Figure 15 for a pure WS
2 cold spray coating on a 304 SS substrate.
A summary of the vacuum tribometry results is shown in
Table 2, along with previous data obtained in dry N
2 for those samples. The average friction values in the vacuum were similar to those for the N
2 testing, within the expected data uncertainty for these tests (as shown by the lengths of the error bars in
Figure 12). In contrast, the endurance/cycle life for most of the coatings tested in the vacuum was markedly lower than for those tested in N
2. This is not surprising, since it is well documented that wear lives of MoS
2-based solid lubricants are higher in dry N
2 compared to vacuum [
20,
21]. MoS
2 wear particles form a third body that can act as a beneficial reservoir of lubricating material that is cycled back into the contact region. The N
2 is thought to be incorporated into MoS
2 wear particles—possibly as adsorbed molecules—influencing their plastic and shear properties as a third body so as to increase the wear life. WS
2 likely exhibits similar behavior, since WS
2 and MoS
2 have very similar crystallographic and electronic structures, as well as chemistry [
1].
3.2. Coating Characterization
Cross-sections of representative coatings were obtained using the FIB technique. The resultant cross-sections were then analyzed using SEM and EDX, enabling determination of the thickness of the coatings as well as the thickness variation (i.e., morphology) and distribution of elements within the coating.
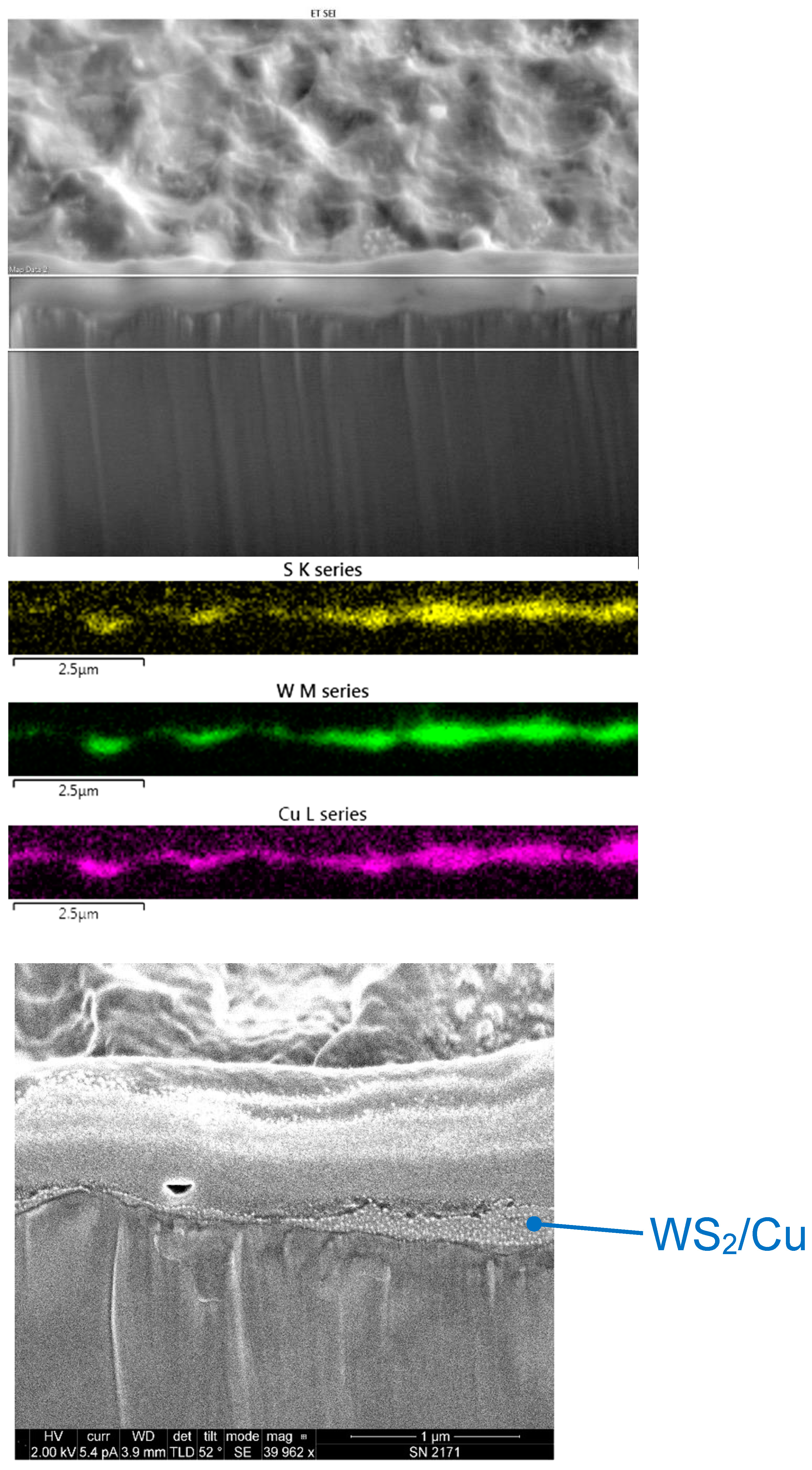
Figure 16 shows an SEM image of a FIB cross-section of Cu/WS
2, cold sprayed from a feedstock mixture of 1 μm Cu with 80 wt% of 24 μm WS
2. The coating is within the two horizontal white lines on the image, between the lower darker region representing the substrate, and the upper lighter region representing a platinum film that was deposited to protect the surface during the FIB sectioning. Also shown in the figure are EDX false-color maps that each represent different elements, which enables facile visualization of the coating. Specifically seen are S from WS
2, W from WS
2, and Cu. The color intensity has been enhanced so that the Cu layer is seen clearly, even though XRF showed that it was only present in amounts of a few weight percent.
The coating was shown to be thin, with an average thickness of ≤1 μm. In addition, there was considerable thickness variation. However, based on the map resolution, it cannot be discerned if all areas of the substrate surface were covered with coating species. The surface analysis presented below will help in this regard.
The EDX maps indicated that the Cu appeared to be distributed in the same regions as the WS2, without showing phase separation on the micron scale. This was surprising because the average size of the Cu particles used in the feedstock was 1 μm, which is similar to the coating thickness. This can be explained by the fact that the Cu in the feedstock was present in a size distribution: the cold spray process apparently favored smaller particle sizes to be incorporated in the coating. This was even more striking for the WS2, whose feedstock had a significantly larger average size (24 μm) than the Cu, and much greater than the coating thickness. Here, again, smaller particles sizes were incorporated in the coating from the distribution, impacting the surface. For the WS2, this may not be as dramatic as it seems, because the 24 μm value refers to the width of the particles. Because of their anisotropic crystal structure, particles are generally formed in platelets with a much smaller thickness than width. As a result, films with a thickness much less than the particle width can form if the articles align with their long dimension oriented along the surface.
Using the EDX maps as a guide, the regions within the SEM images corresponding to the coating species could be identified. At the bottom of
Figure 16, a higher-magnification SEM image is shown of the surface region obtained from the region in the top image located by a blue oval. The area representing the Cu-WS
2 coating in the cross-section appeared homogeneous, in agreement with the distribution seen in the EDX maps.
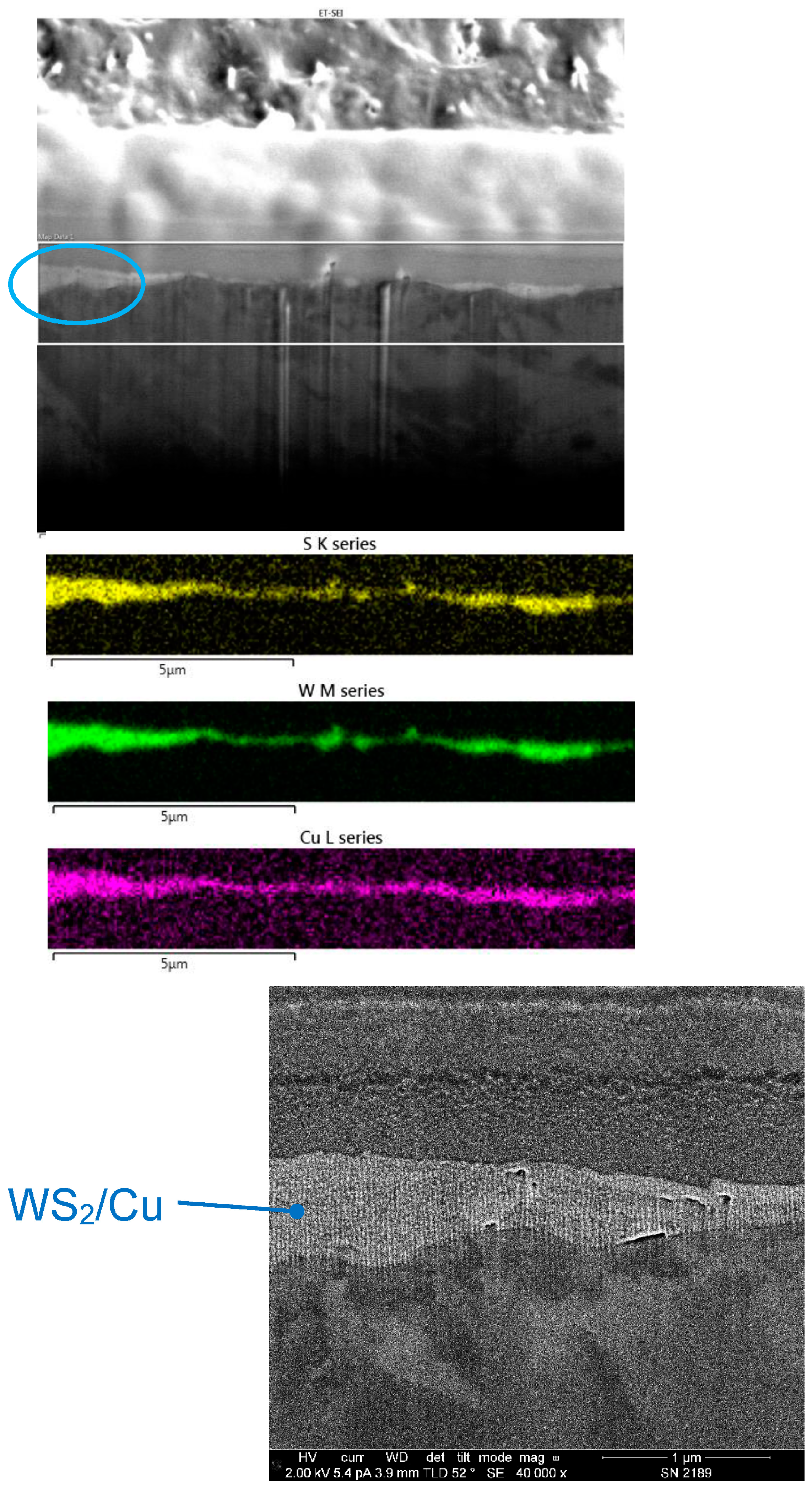
Figure 17 shows an SEM image of a FIB cross-section of a Cu/WS
2 coating that was cold sprayed from a feedstock mixture of 1 μm Cu with 90 wt% 100 nm WS
2 (i.e., with a greater nominal amount of WS
2 than the coating shown in
Figure 16, but with much smaller WS
2 particles). The EDX maps for this coating showed that it was qualitatively similar to the one in
Figure 16, with thickness ≤ 1 μm, significant thickness variation, and homogeneous distribution of Cu with the WS
2. A higher-magnification SEM image is shown, which is located within the blue oval in the upper SEM image. Again, the coating material in this image appeared homogeneous, although with a few small inclusions on the right side of the material. These inclusions were not analyzed further, so it is not known if they are due to chemical variations or voids in the coating.
Figure 18 shows an SEM image of a FIB cross-section of an MoS
2 coating that was cold sprayed from a feedstock containing 15 μm-diameter MoS
2 powder. The EDX maps for this coating showed that it was ≤1 μm in thickness, with greater thickness variation than the Cu/WS
2 coatings shown in
Figure 16 and
Figure 17. In two higher-magnification SEM images, located within the blue ovals in the upper SEM image, regions of greater coating thickness are seen.
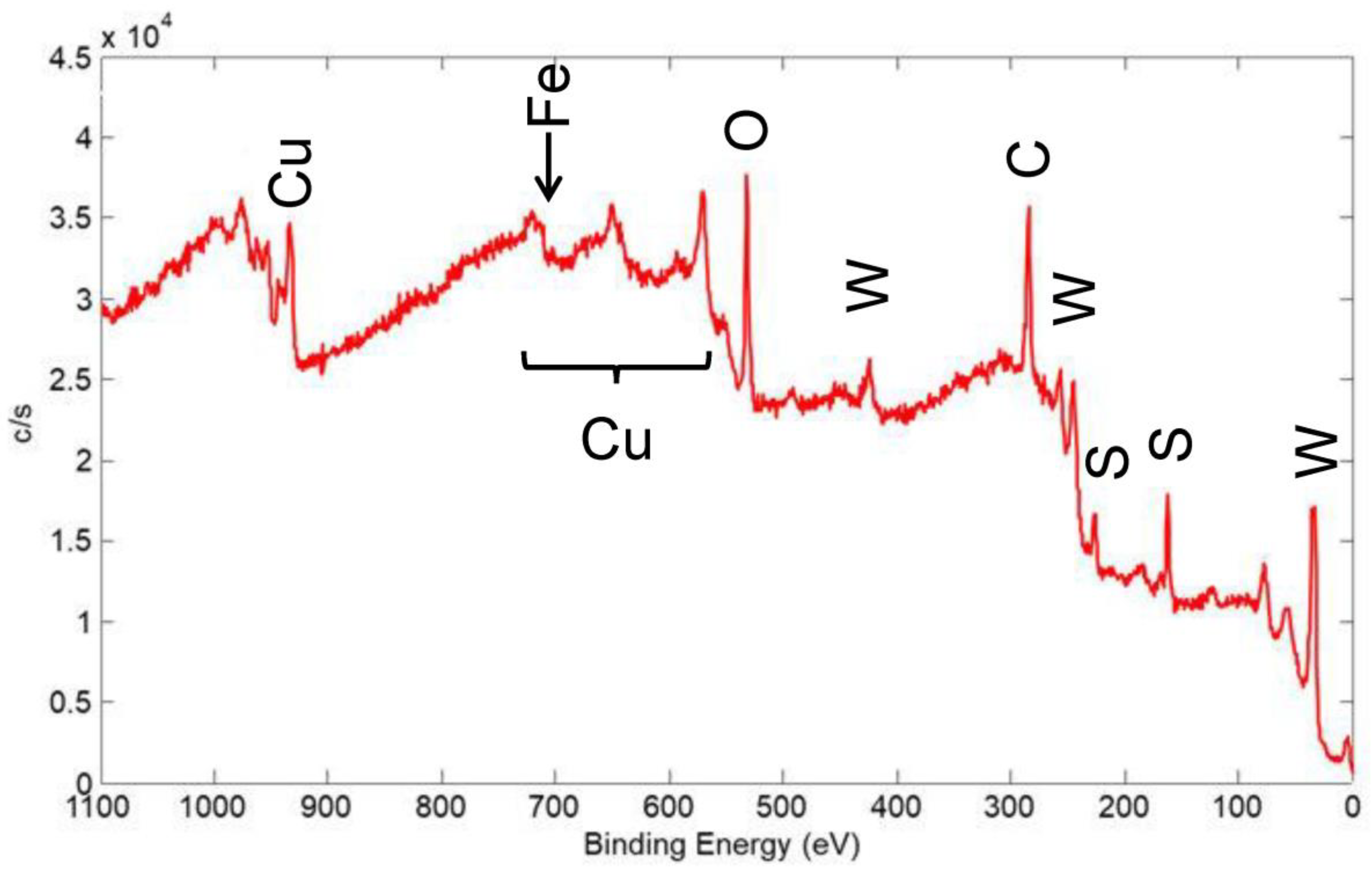
XPS spectra were acquired for several coatings to determine the elements present on the surface and their chemical state. In addition, the surface sensitivity of XPS helped in determining the coating coverage on the substrate surface. In
Figure 19, an XPS wide scan of the surface of a coating made from a nominal mixture of 1 μm Cu with 90 wt% 100 nm WS
2 is shown, and this coating was similar to the one represented in
Figure 17. The spectrum showed the expected presence of the constituents of the coating, including Cu, W, and S. It also showed C and O that were from adsorbed contaminant species usually seen on the surface of air-exposed materials: the C is adventitious carbon, usually due to adsorbed organic species, while the O is from adsorbed H
2O and other oxygen-containing molecules, as well as oxidation products of the coating materials.
The Cu content (as a percent of the coating constituents Cu, W, and S) was 27 at%, which is equivalent to 22 wt%. This is significantly higher than the bulk value of ~1 wt% that was calculated by XRF. The mean escape depth (MED) calculated for the Versaprobe XPS instrument setup for Cu was 0.7 nm [
22], whereas XRF probed the entire thickness of the coating. As such, Cu appeared to be significantly enhanced at the surface of the coating.
In the cold spray technique, the temperature of the powder-laden gas jet and the temperature of the powder material were low enough to prevent a phase change or stress in the deposit or substrate. As such, the surface enhancement of Cu was likely not due to chemical reaction of Cu with WS2 or the steel substrate. Therefore, either Cu particles coated the surface of WS2 particles before they adhered to the surface to form a coating, or Cu particles adhered to the surface of the coating after WS2 particles were deposited. Either possibility is not expected to significantly affect the performance of the coating in terms of cycle life or steady-state COF. Because the COF of Cu was higher than that for WS2, the initial COF (i.e., in the first few cycles) may be increased. However, this was also likely an insignificant effect because initial/pre-run-in COF is higher for most solid lubricating materials anyway.
A small Fe peak was seen on the edge of a Cu Auger transition, whose intensity indicated that Fe only comprised ~3% of the detected surface species. The Fe was detected from the 304 SS substrate. As such, most of the surface was covered by the solid lubricant coating, at least to a thickness of 2–3 nm, i.e., several times the MED for the Fe XPS peak. This helped to further describe the coating morphology: SEM with associated EDX maps of a similar coating implied significant thickness variation (see
Figure 17), but the XPS showed that even in the thin regions, sufficient solid lubricant coating was present to provide low friction.
A high-resolution XPS scan of the surface of the Cu/90% WS
2 coating taken in the W 4f region is shown in
Figure 20. The spectrum is representative of mostly WS
2 with a small amount of WO
3. A thin, oxidized surface film is typical of metal sulfide powders and coatings due to exposure to humid air in the atmosphere [
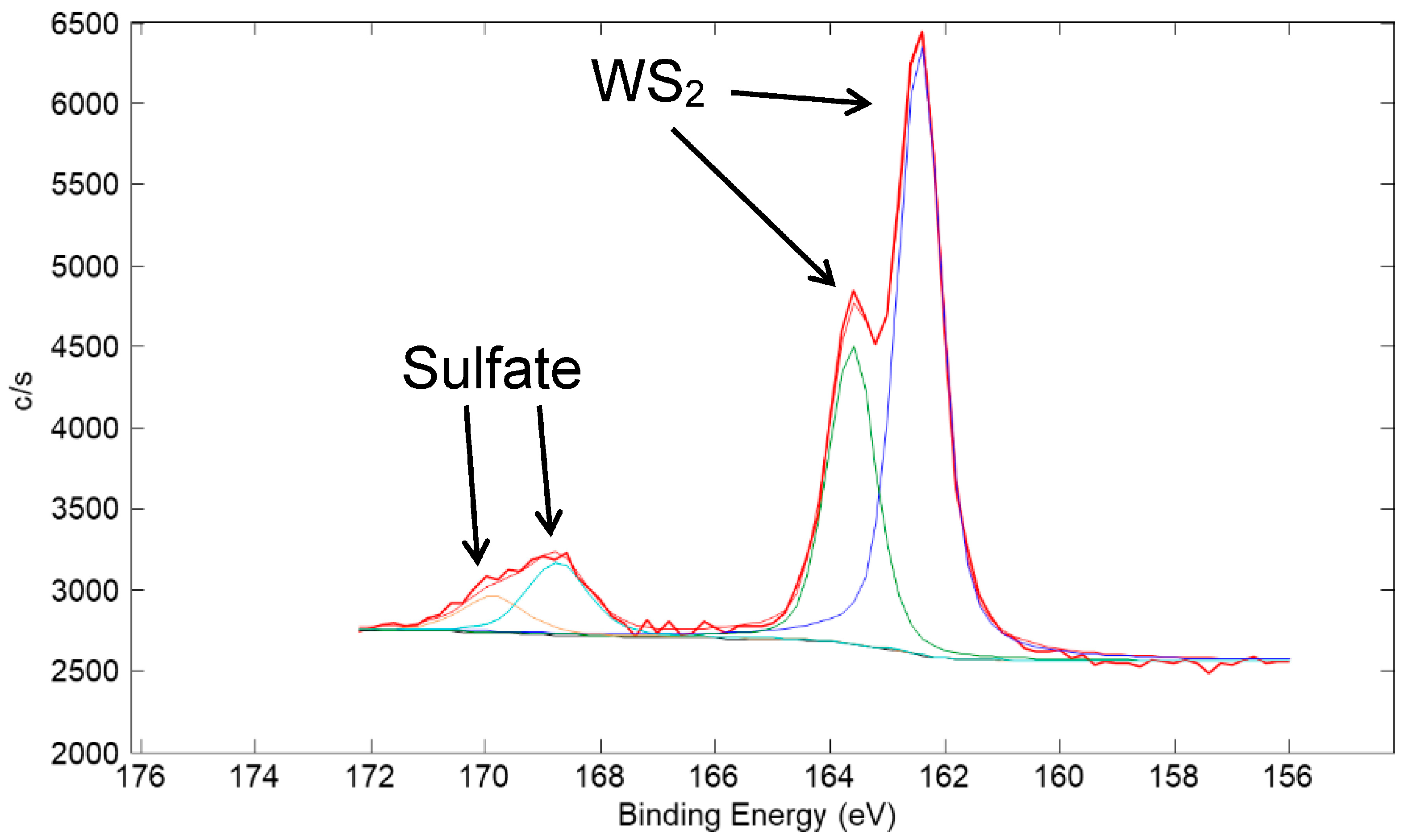
23]. A high-resolution XPS scan in the S 2p region is shown in
Figure 21. The spectrum is representative of predominantly WS
2 with a small amount of sulfate species. Such a sulfate species is consistent with the observation of oxidized W because sulfuric acid is a product of the metal sulfide oxidation reaction [
23].
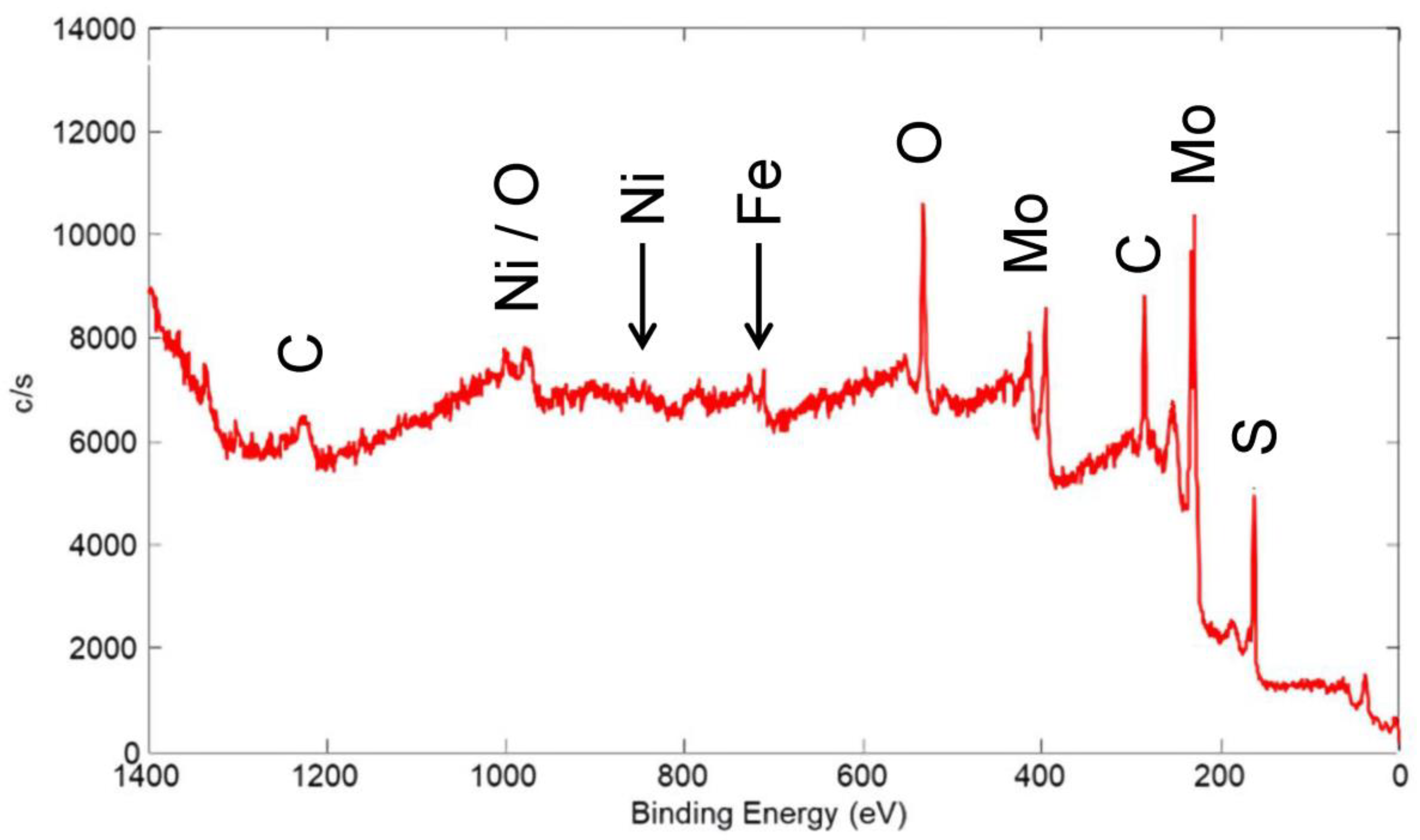
An XPS wide scan of the surface of a coating made from a nominal mixture of 5 μm Ni with 80 wt% 15 μm MoS
2 is shown in
Figure 22 (the same coating whose friction scan is seen in
Figure 9). As expected, Mo and S from MoS
2 were apparent in the spectrum, with only a small peak for Ni (less than 1 wt%). Based on FIB/SEM/EDX results, the bulk Ni content was estimated to be ~1 wt% (XRF could not be used because of the high Ni content in the 304 SS substrate). As such, there was no apparent surface enhancement of the Ni, unlike that for the Cu-containing coating, as discussed above.
Similar to the wide scan for the Cu/90% WS
2 coating in
Figure 19, the Ni/80% MoS
2 coating showed a small Fe peak that originated from the 304 SS substrate. As before, Fe only comprised ~3% of the detected surface species. As such, most of the surface was covered by the solid lubricant coating, at least to a thickness of 2–3 nm, i.e., several times the MED for the Fe XPS peak. Again, although we expected significant thickness variation in this coating, XPS showed that even in the thin regions, sufficient solid lubricant coating was present to provide low friction.
A high-resolution XPS scan of the surface of the Ni/80% MoS
2 coating taken in the Mo 3d region is shown in
Figure 23. Similar to the corresponding W 4f spectrum for the Cu/90% WS
2 coating in
Figure 20, it is representative of mostly metal sulfide (MoS
2), with a small amount of metal oxide (MoO
3). A high-resolution XPS scan in the S 2p region is shown in
Figure 24. Similar to that for the corresponding S 2p spectrum for the Cu/90% WS
2 in
Figure 21, the spectrum is representative of mostly metal sulfide (MoS
2), with a small amount of a sulfate species.
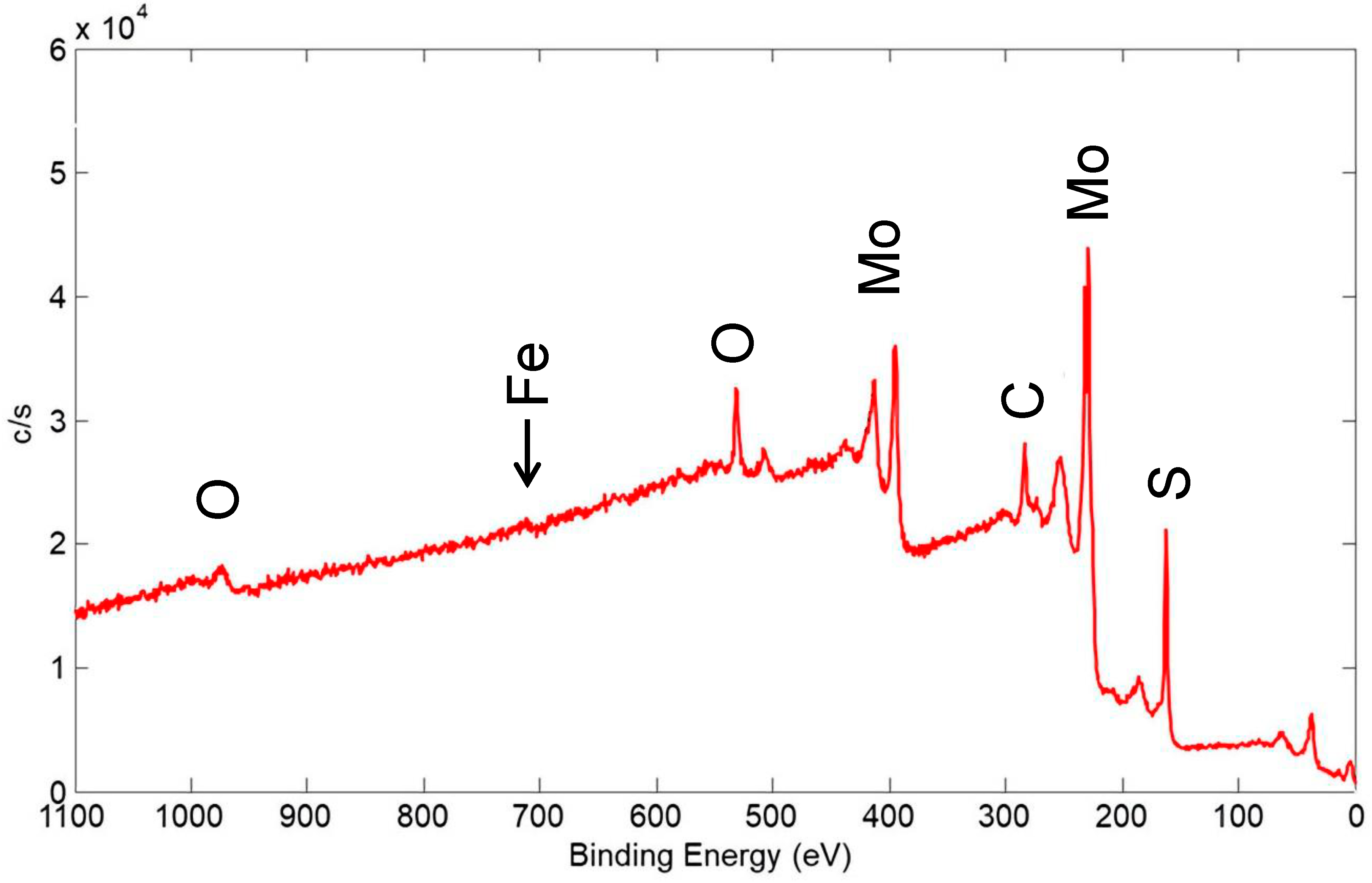
An XPS wide scan of the surface of a coating made from pure 15 μm MoS
2 feedstock is shown in
Figure 25, which is the same coating whose SEM and cross-section EDX map in
Figure 18 showed significant thickness variation. The XPS scan showed an even smaller Fe peak than that for the Ni/MoS
2 coating in
Figure 22, here comprising only ~1% of the detected surface species. As such, virtually all of the surface was covered by solid lubricant to a thickness of at least 2–3 nm, which explains its good tribological performance, even from the first few cycles of testing (see
Figure 11 for a friction scan of a similar pure MoS
2 coating).

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}