Optimization of Microwave-Based Heating of Cellulosic Biomass Using Taguchi Method

Abstract
:1. Introduction
2. Methods
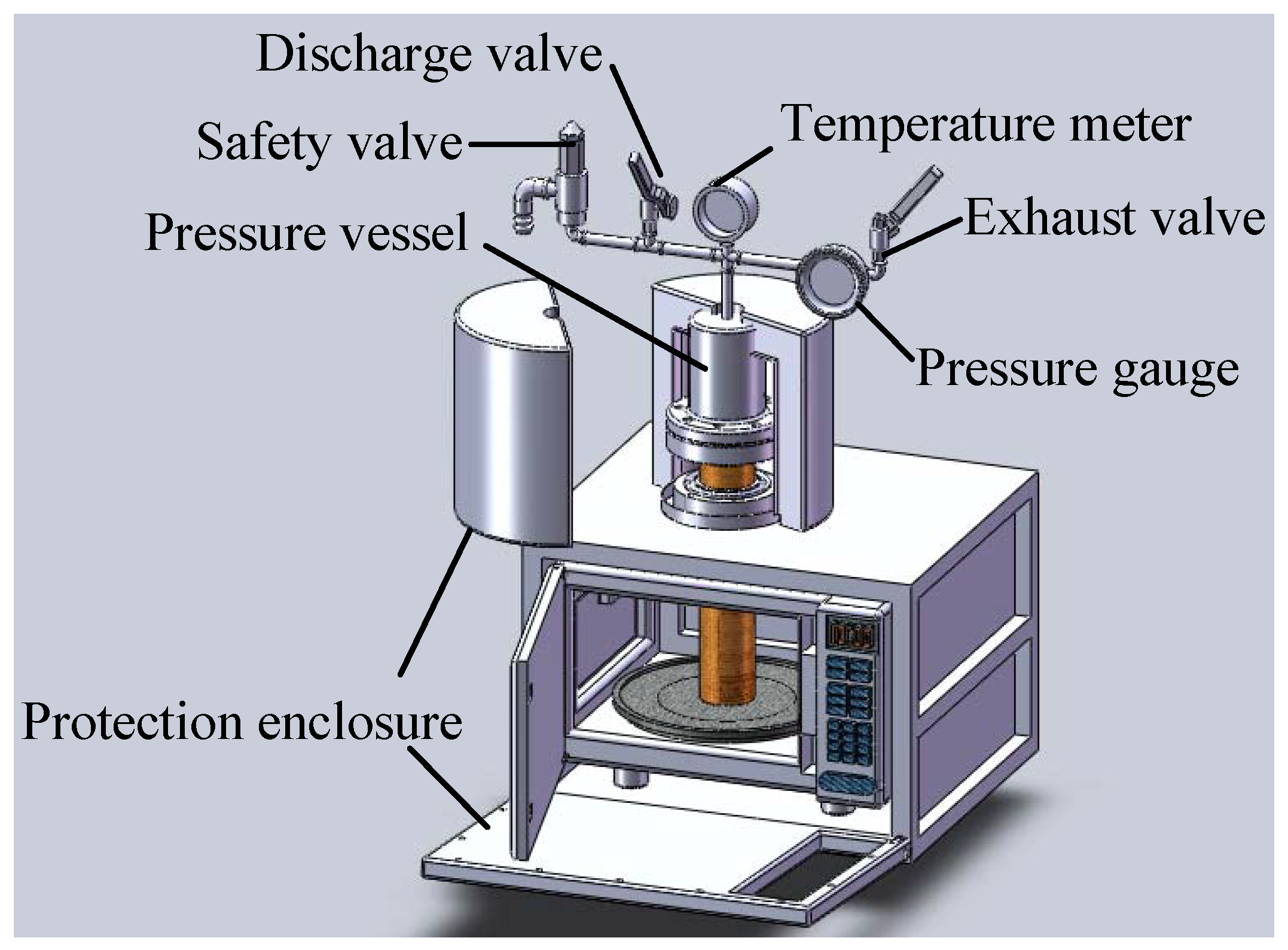
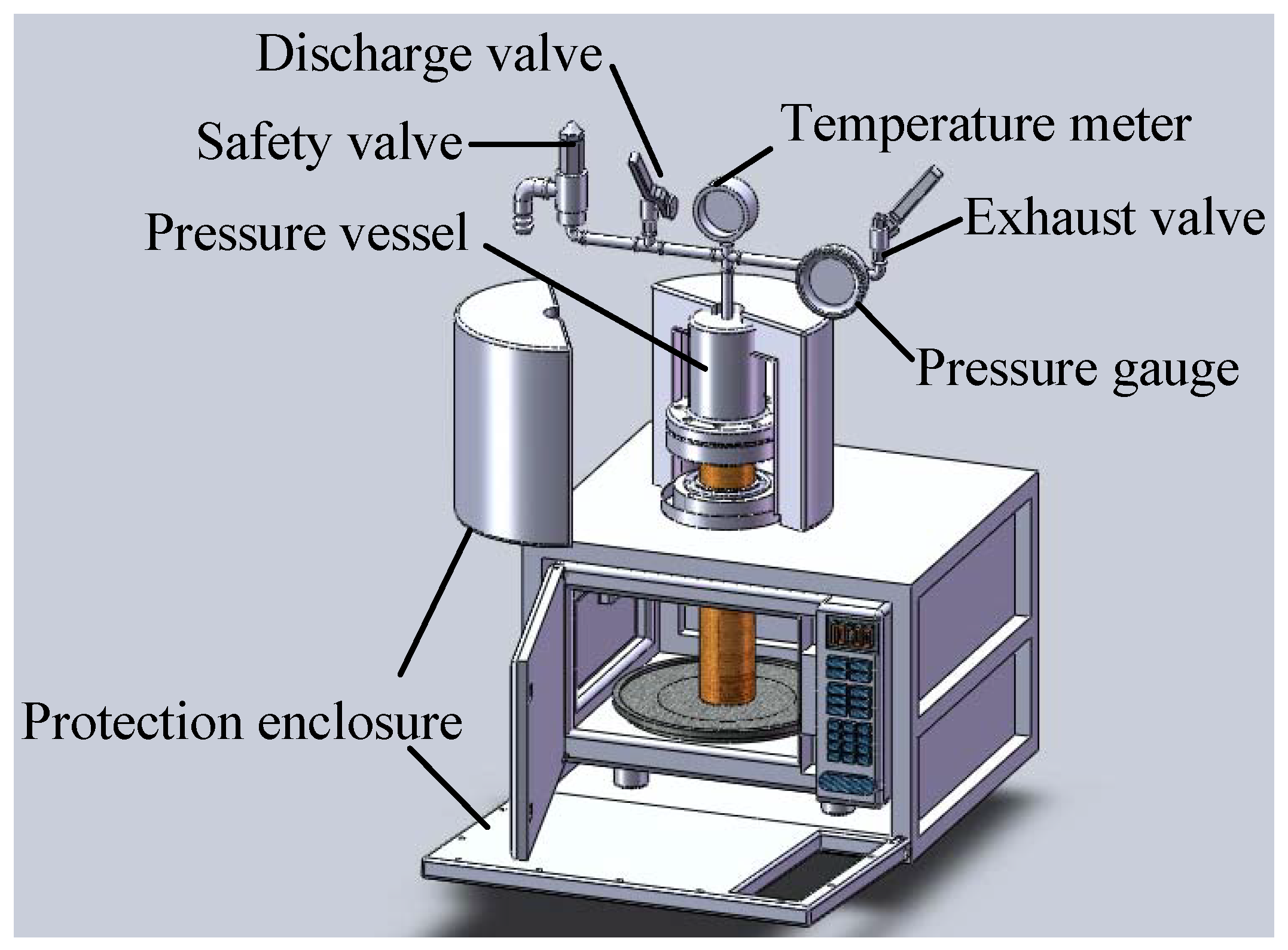
2.1. Microwave-Based Heating Device
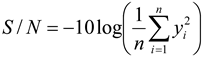
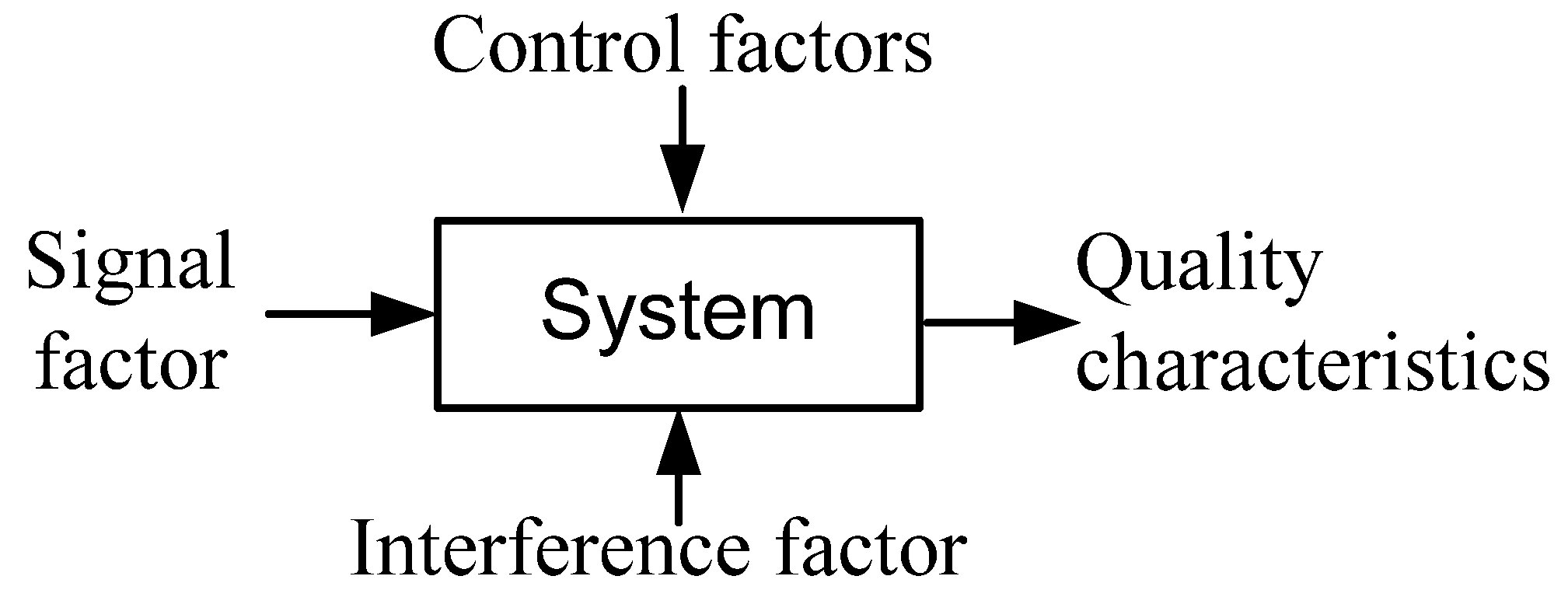
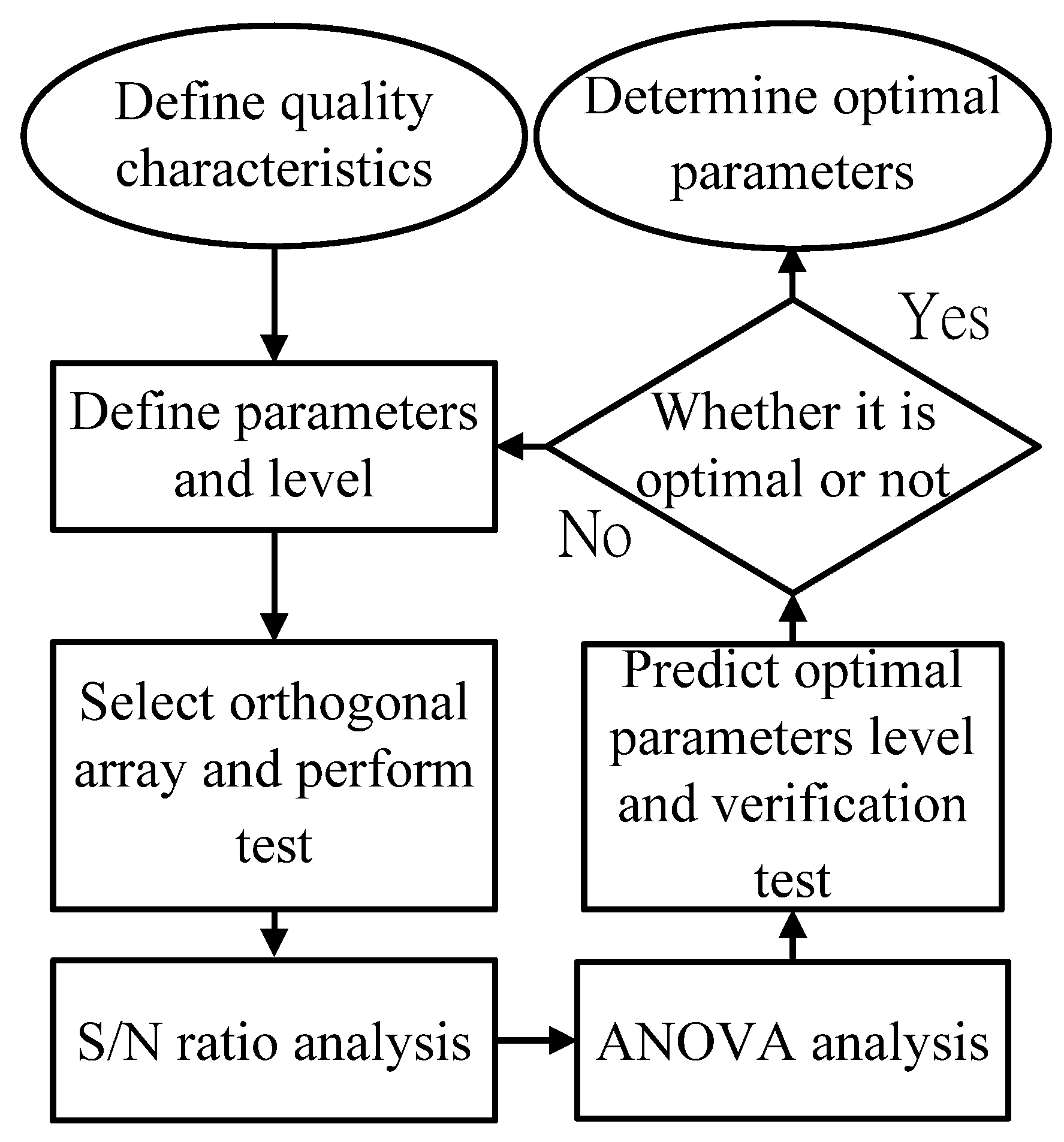
2.2. Taguchi Method
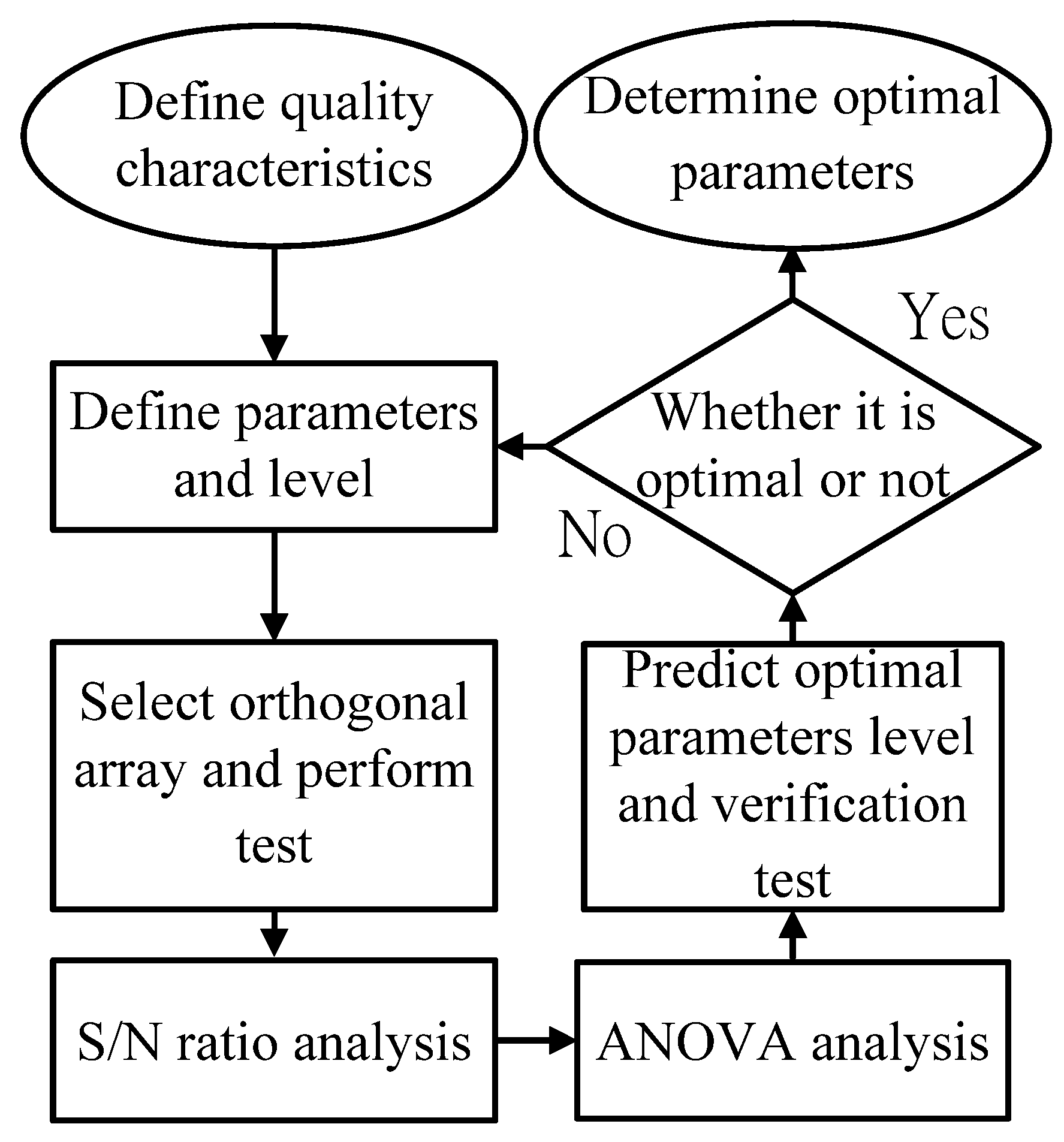
2.2.1. Define Quality Characteristics
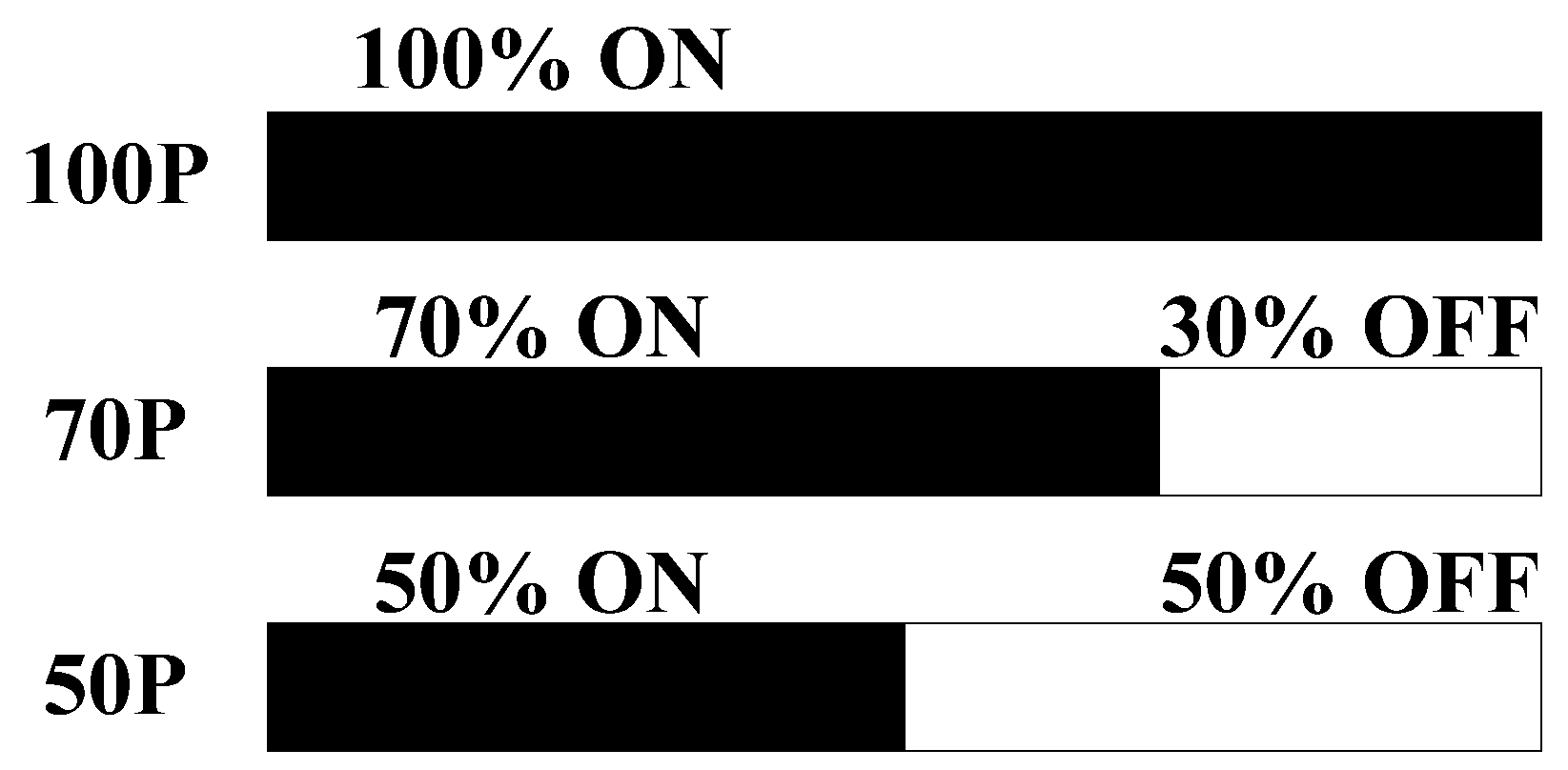
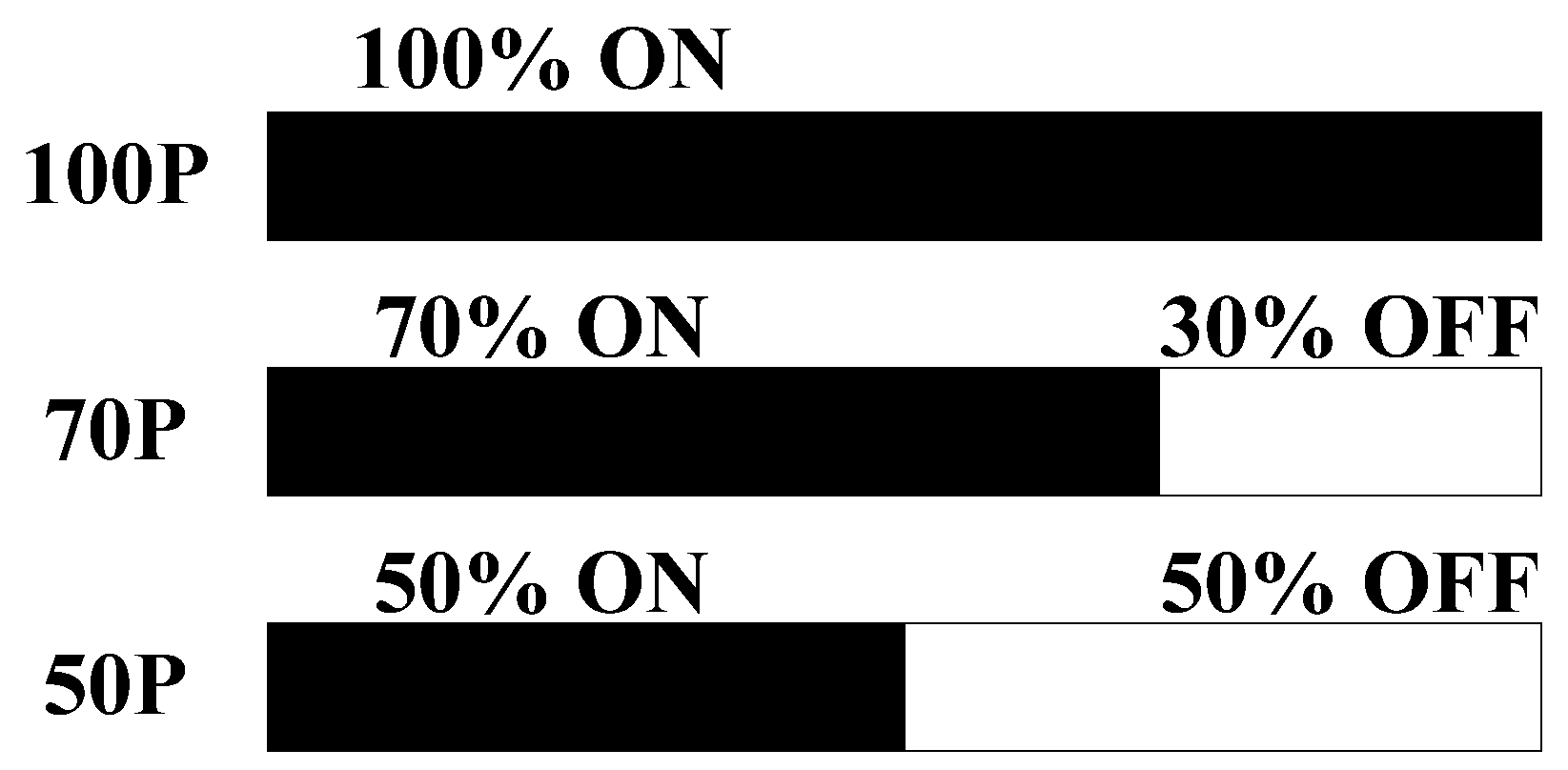
2.2.2. Define Parameters and Level

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Water volume of vessel (mL) | 100 | 150 | 200 |
| Power setting (kW) | 0.5 | 0.7 | 1 |
| Pennisetum purpureum mass (g) | 5 | 10 | 15 |
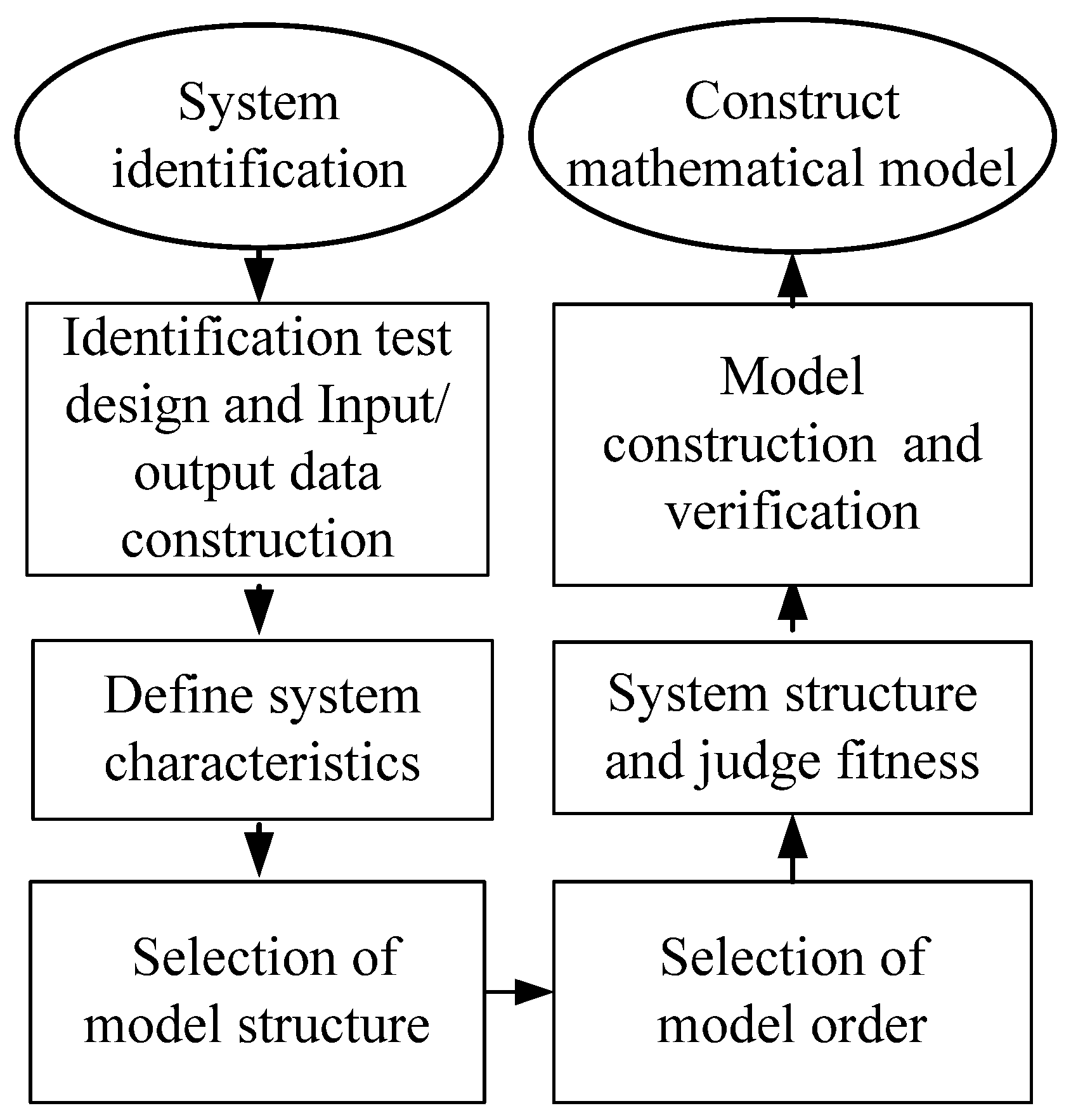
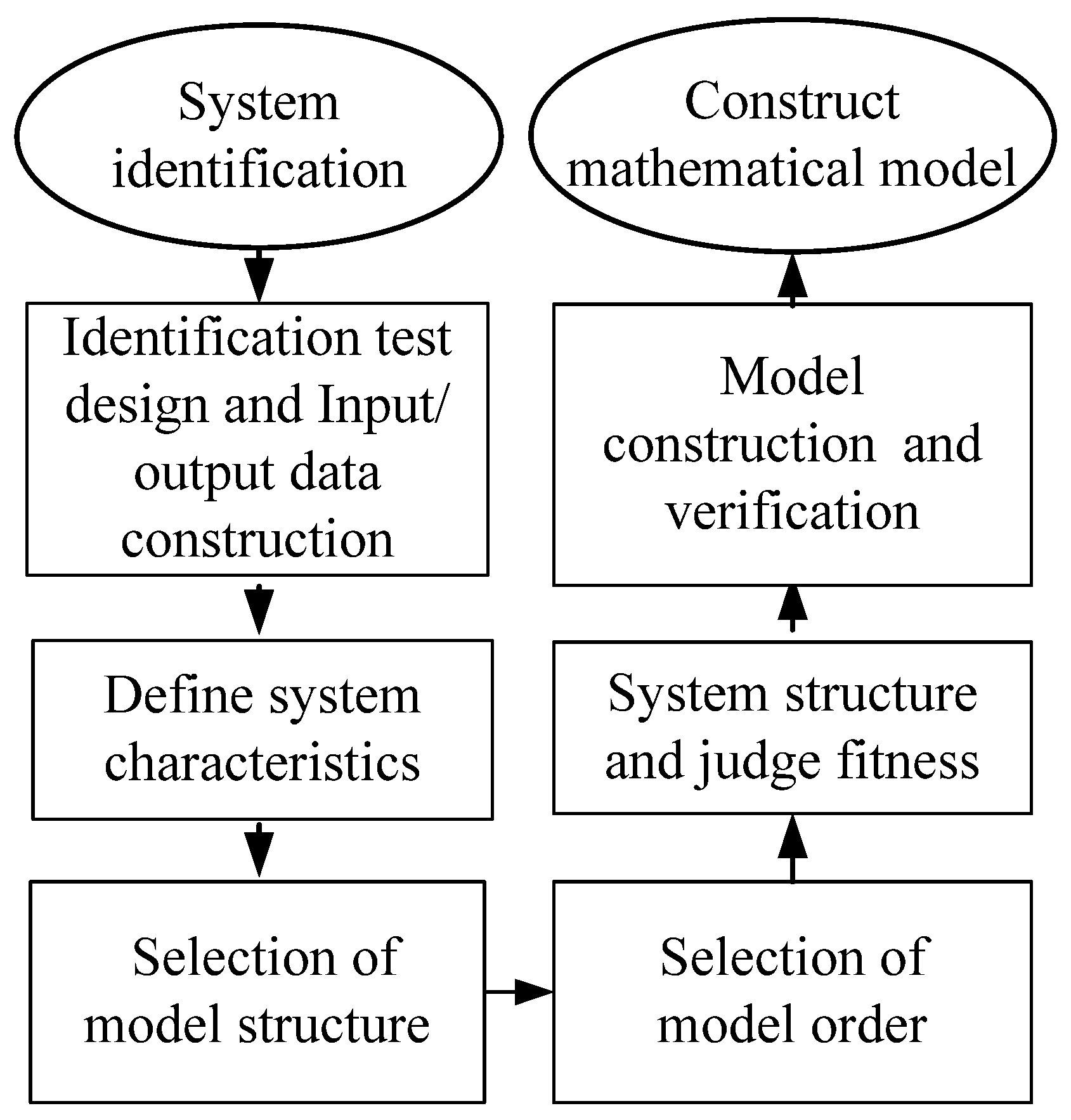
2.3. System Identification
3. Results and Discussion
3.1. Parameter Optimization Experiment Using the Taguchi Method
3.1.1. Orthogonal Arrays
| No. | Water volume (mL) | Power setting (kW) | Pennisetum purpureum mass(g) | Heating time (min) | S/N ratio (db) |
|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 27.5 | −28.787 |
| 2 | 1 | 2 | 2 | 46 | −33.255 |
| 3 | 1 | 3 | 3 | 55 | −34.807 |
| 4 | 2 | 1 | 2 | 36 | −31.126 |
| 5 | 2 | 2 | 3 | 48 | −33.625 |
| 6 | 2 | 3 | 1 | 33.76 | −30.568 |
| 7 | 3 | 1 | 3 | 44 | −32.869 |
| 8 | 3 | 2 | 1 | 42 | −32.465 |
| 9 | 3 | 3 | 2 | 38 | −31.596 |
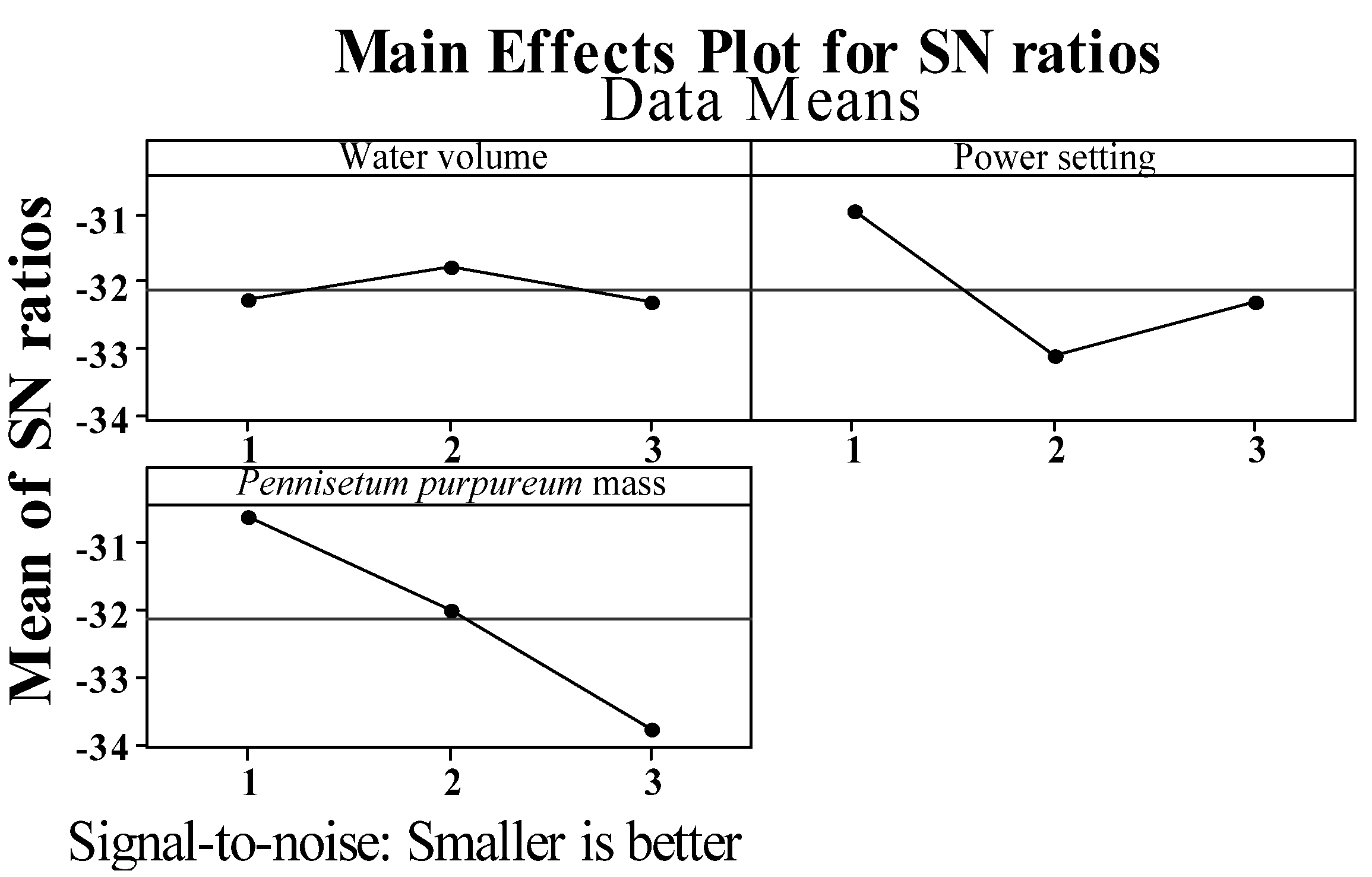
3.1.2. Analyze Mean Value
- Average S/N for A (water volume of vessel):
- average S/N for A1 = [(−28.787) + (−33.255) + (−34.807)]/3 = −32.28
- average S/N for A2 = [(−31.126) + (−33.625) + (−30.568)]/3 = −31.77
- average S/N for A3 = [(−32.869) + (−32.465) + (−31.596)]/3 = −32.31
- Average S/N for B (heating power):
- average S/N for B1 = [(−28.787) + (−31.126) + (−32.869)]/3 = −30.93
- average S/N for B2 = [(−33.255)+(−33.625) + (−32.465)]/3 = −33.11
- average S/N for B3 = [(−34.807) + (−30.568) + (−31.596)]/3 = −32.32
- Average S/N for C (Pennisetum purpureum):
- average S/N for C1 = [(−28.787) + (−30.568) + (−32.465)]/3 = −30.61
- average S/N for C2 = [(−33.255) + (−31.126) + (−31.596)]/3 = −32.99
- average S/N for C3 = [(−34.807) + (−33.625) + (−32.869)]/3 = −33.77
| Level | Water volume(A) | Power setting(B) | Pennisetum purpureum mass (C) |
|---|---|---|---|
| 1 | −32.28 | −30.93 | −30.61 |
| 2 | −31.77 | −33.11 | −32.99 |
| 3 | −32.31 | −32.32 | −33.77 |
| Effect | 0.54 | 2.18 | 3.16 |
| Rank | 3 | 2 | 1 |
3.1.3. Analyze Variance
| Source | dof | SS | V | F-ratio |
|---|---|---|---|---|
| Water volume | 2 | 0.549 | 0.275 | 0.17 |
| Heating power | 2 | 7.362 | 3.681 | 2.25 |
| Pennisetum purpureum mass | 2 | 15.059 | 7.529 | 4.61 |
| Error | 2 | 3.267 | 1.633 | – |
| Total | 8 | 26.237 | – | – |
| Source | dof | SS | V | F-ratio |
|---|---|---|---|---|
| Water volume | Pooled | |||
| Heating power | Pooled | |||
| Pennisetum purpureum mass | 2 | 15.059 | 7.529 | 4.04 |
| Error | 6 | 11.178 | 1.863 | – |
| Total | 8 | 26.237 | – | – |
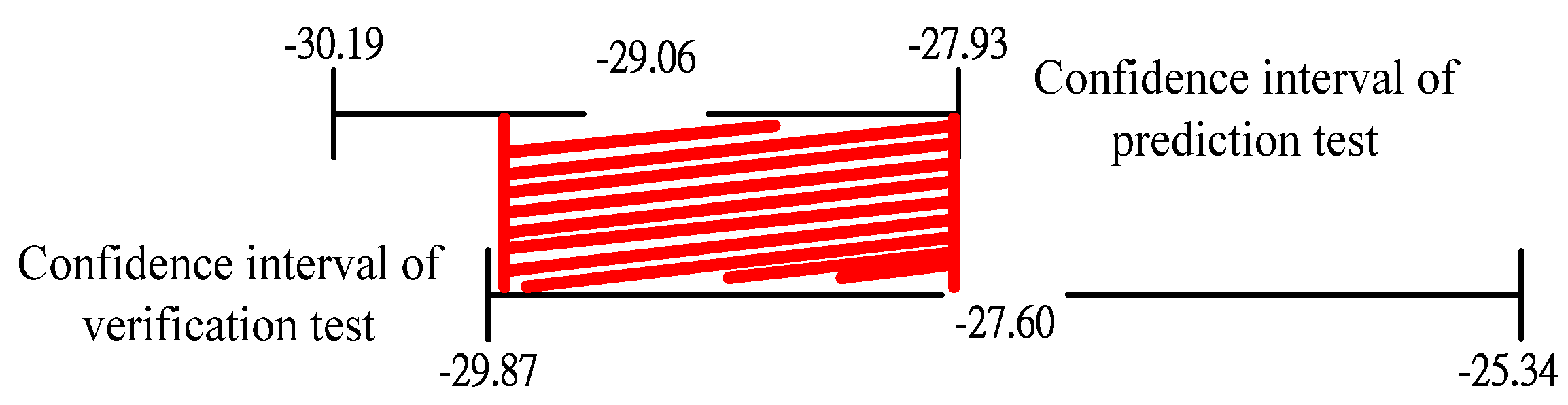
3.1.4. Verification Test

| Value | S/N ratio | Heating time (min) |
|---|---|---|
| Predicted value | −29.06 | 27.23 |
| Actual value | −27.60 | 24 |
3.2. Building Parametric Model Using System Identification
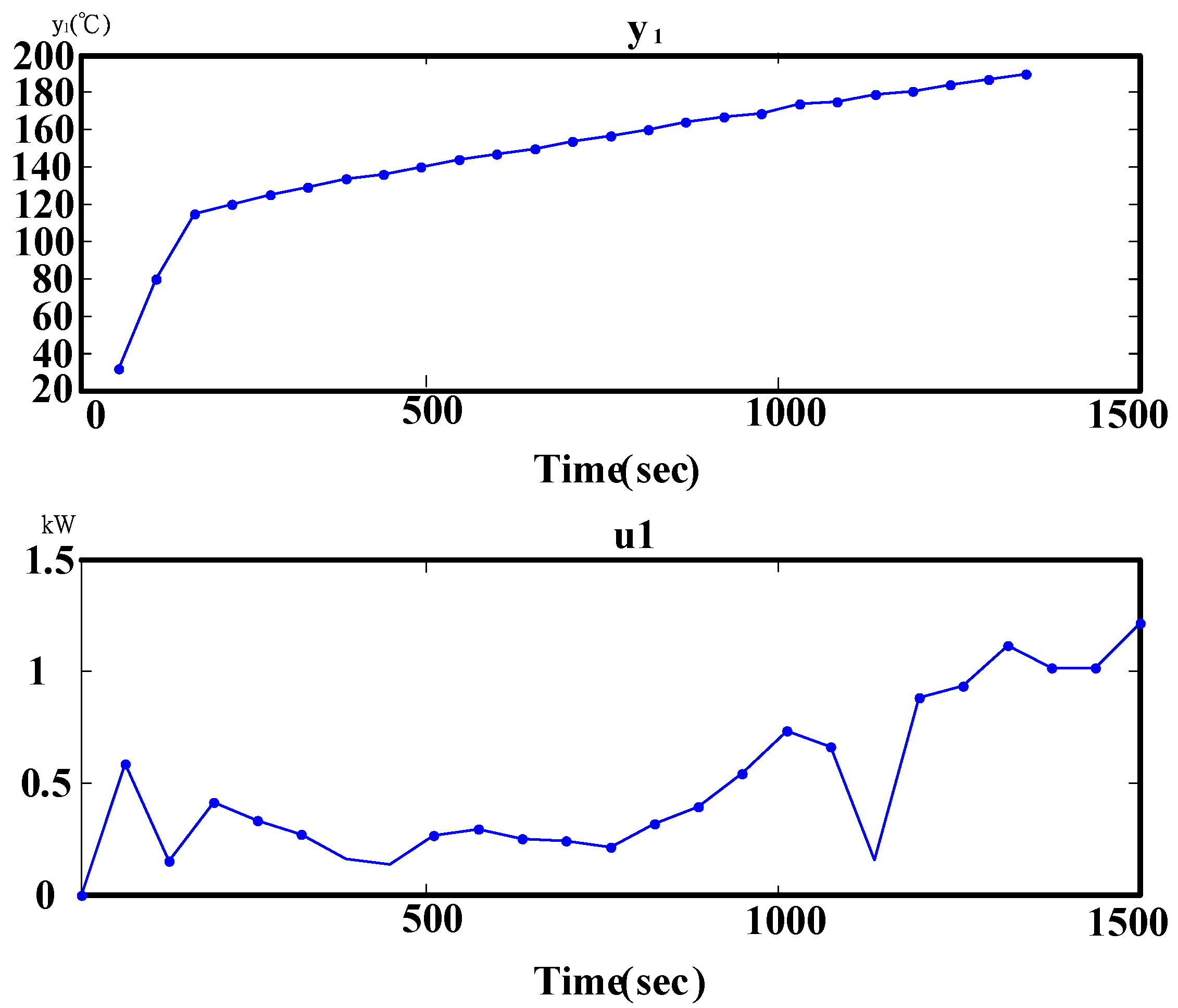
3.2.1. Identification Test Design
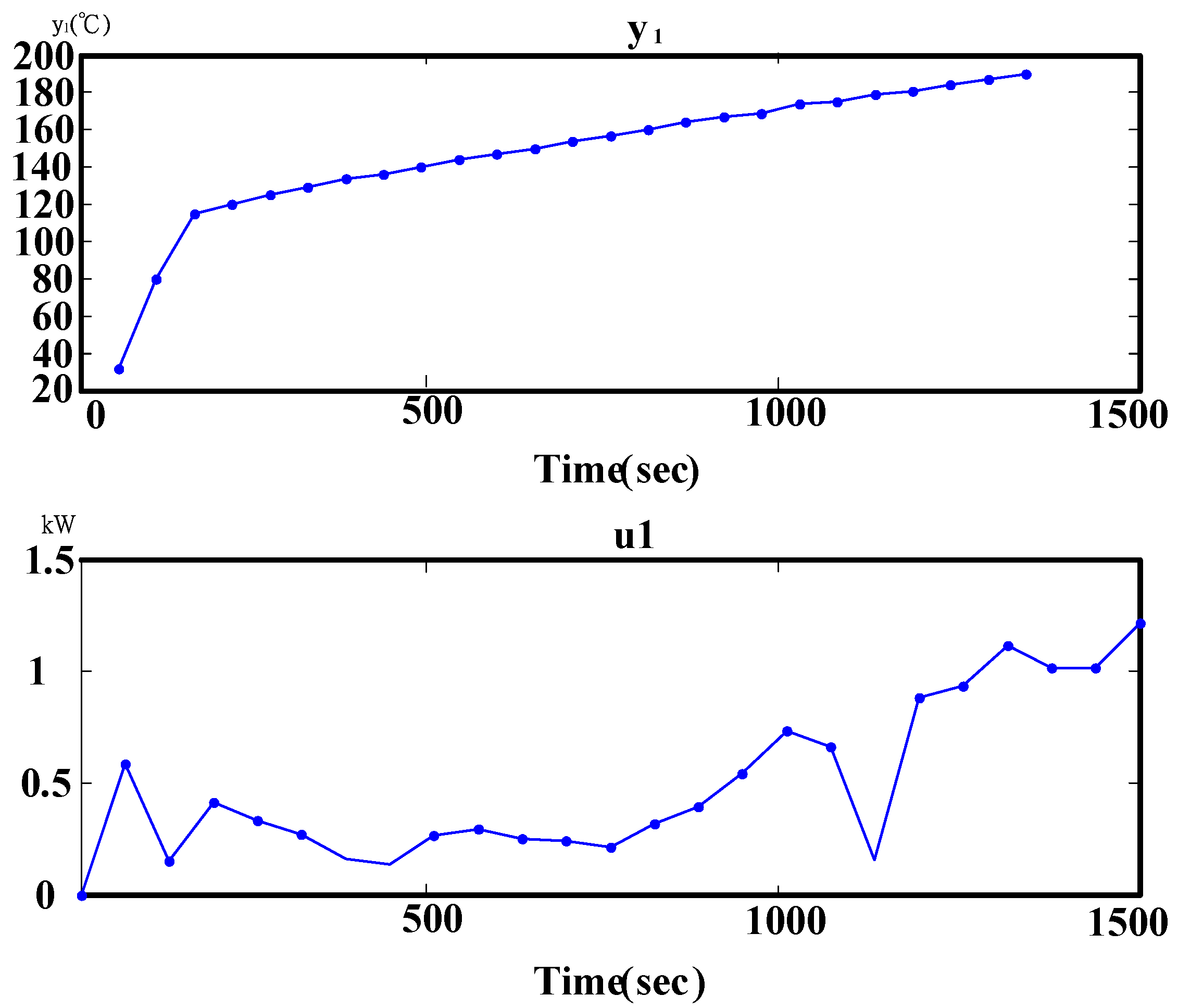
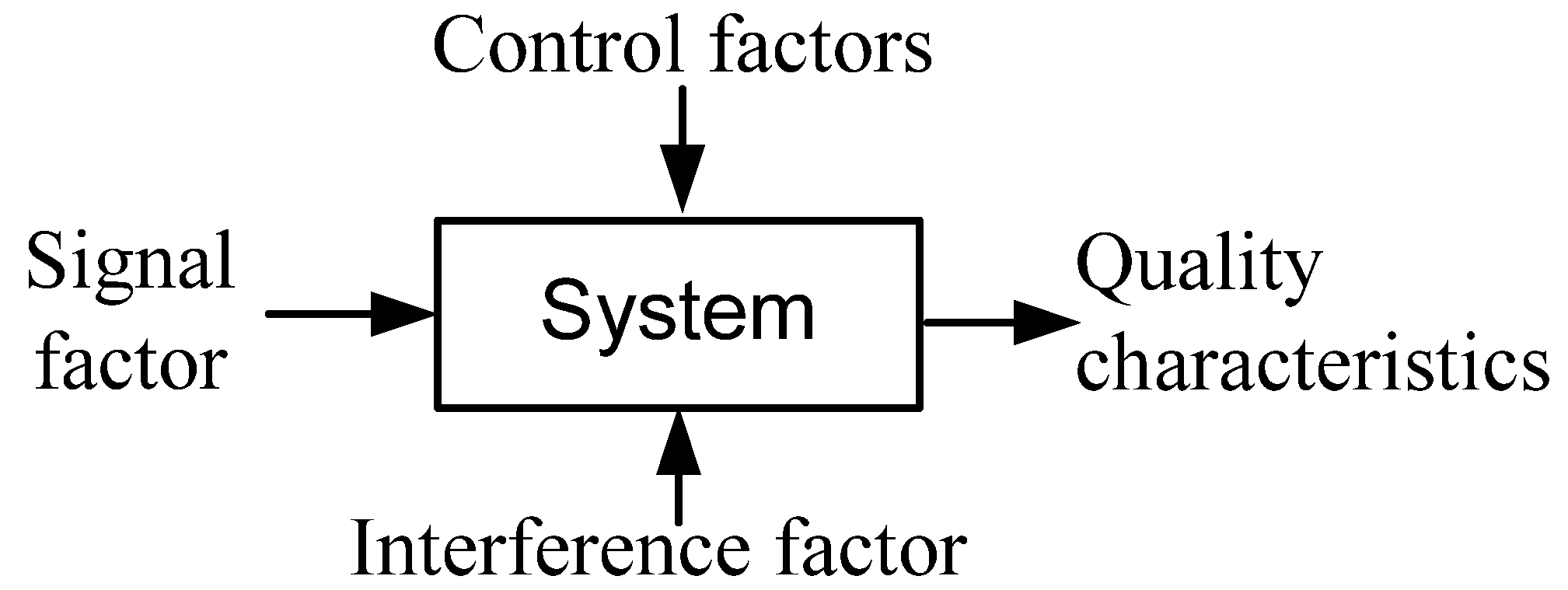
3.2.2. Define System Characteristics
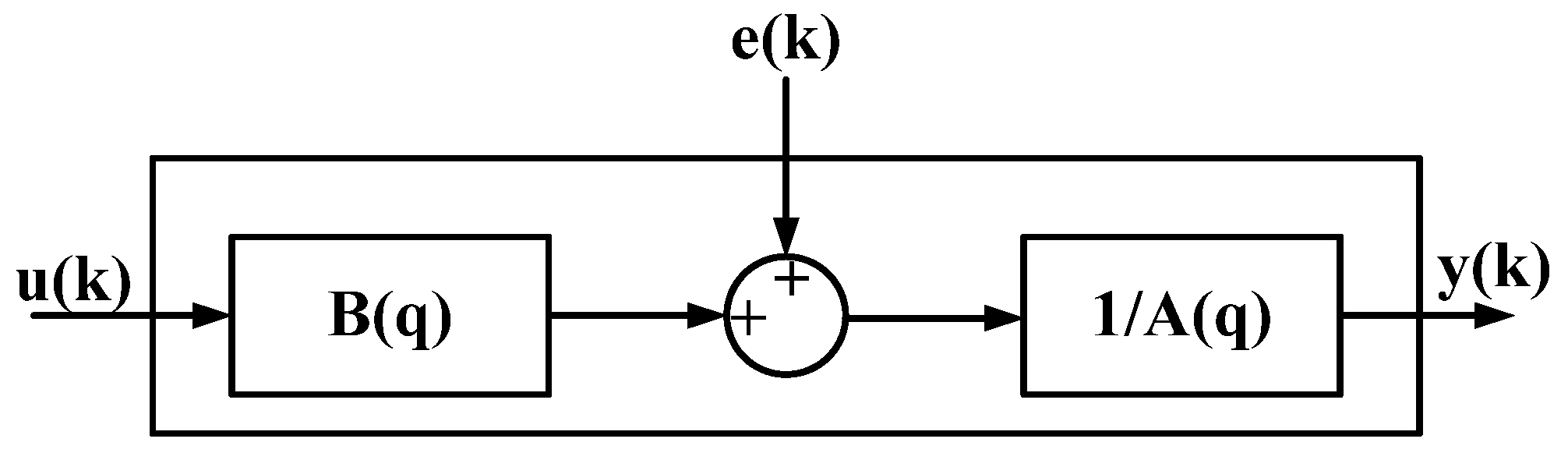
3.2.3. Selection of Model Structure
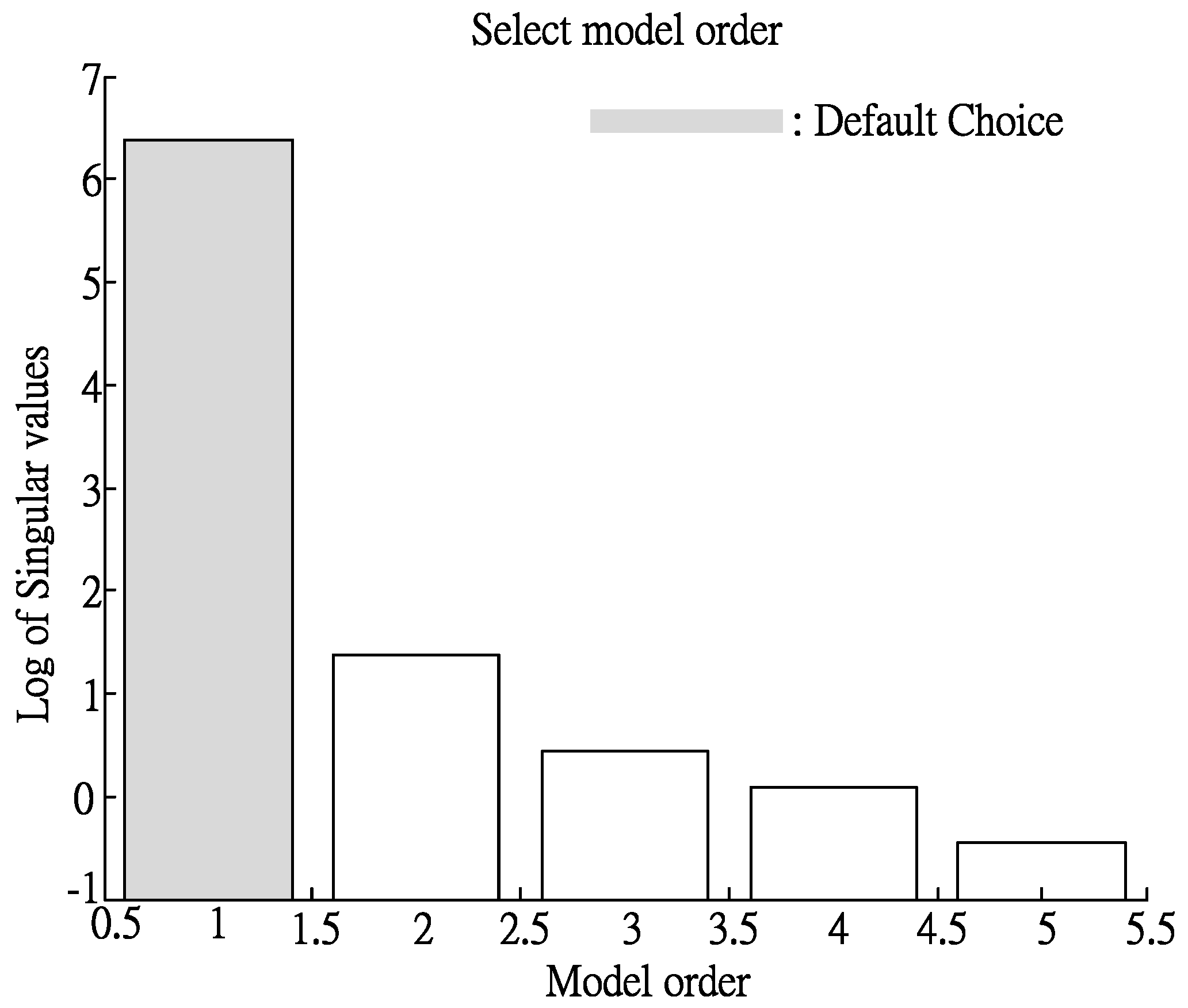
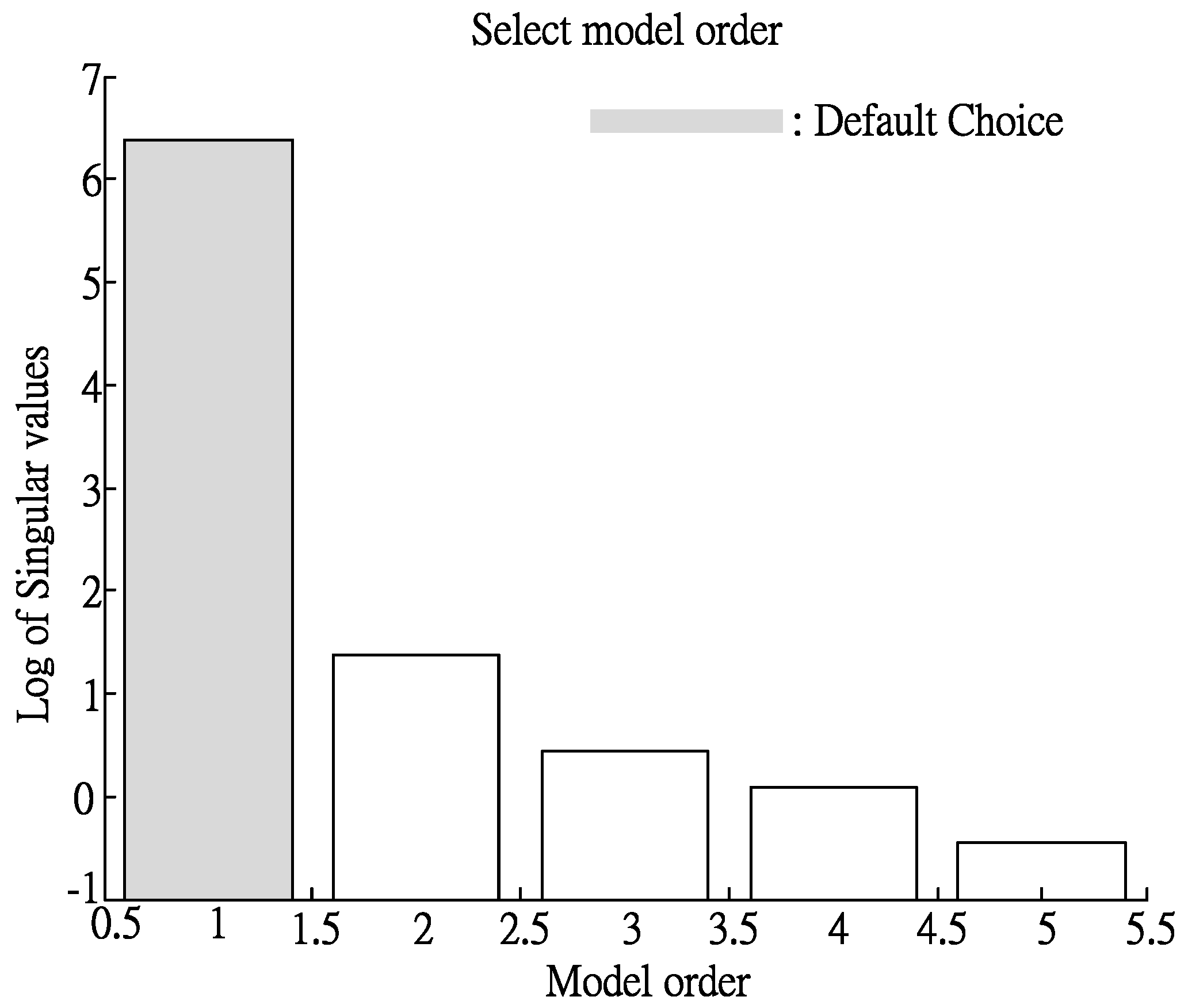
3.2.4. Selection of Model Order
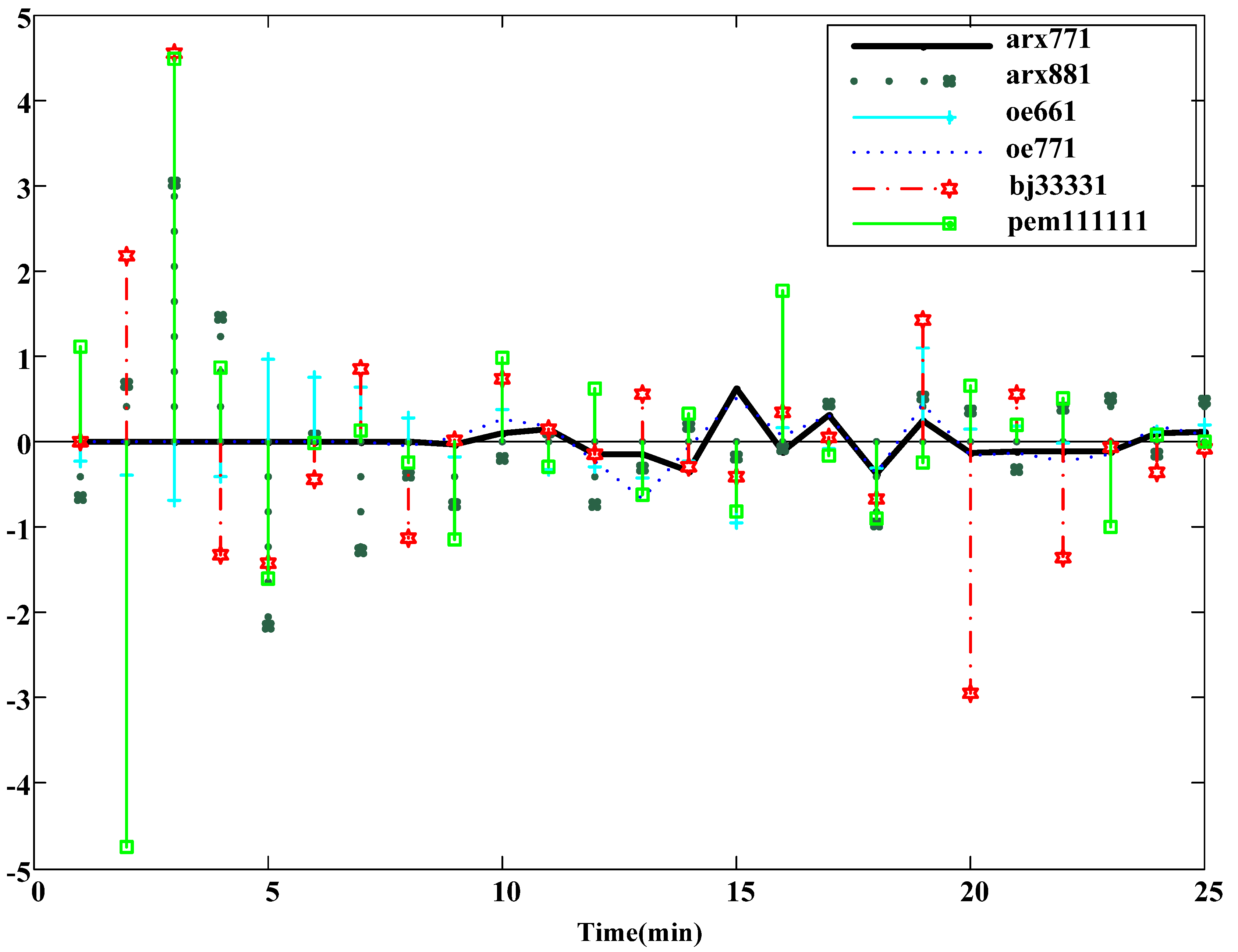
| Model | Order | Goodness of fit (%) | Final Prediction Error | Loss Function |
|---|---|---|---|---|
| ARX | 7 | 98.84 | 0.059 | 0.211 |
| ARX | 8 | 99.13 | 0.039 | 0.177 |
| OE | 6 | 95.69 | 0.143 | 0.633 |
| OE | 7 | 97.31 | 0.042 | 0.335 |
| BJ | 3 | 98.64 | 0.165 | 0.73 |
| PEM | 1 | 98.2 | 0.875 | 1.39 |
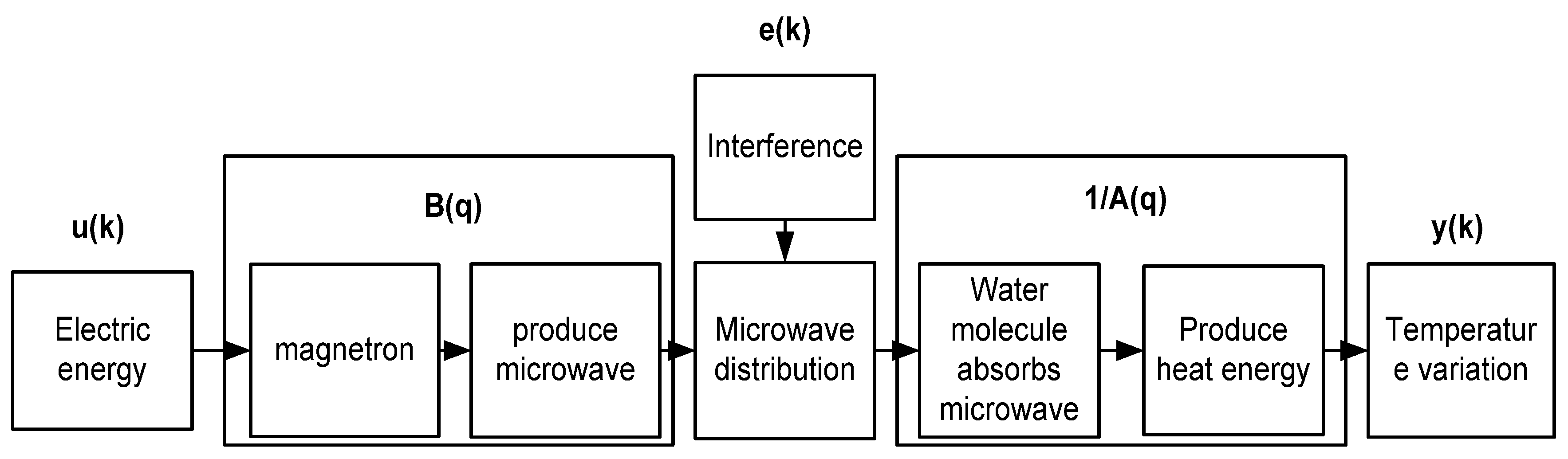
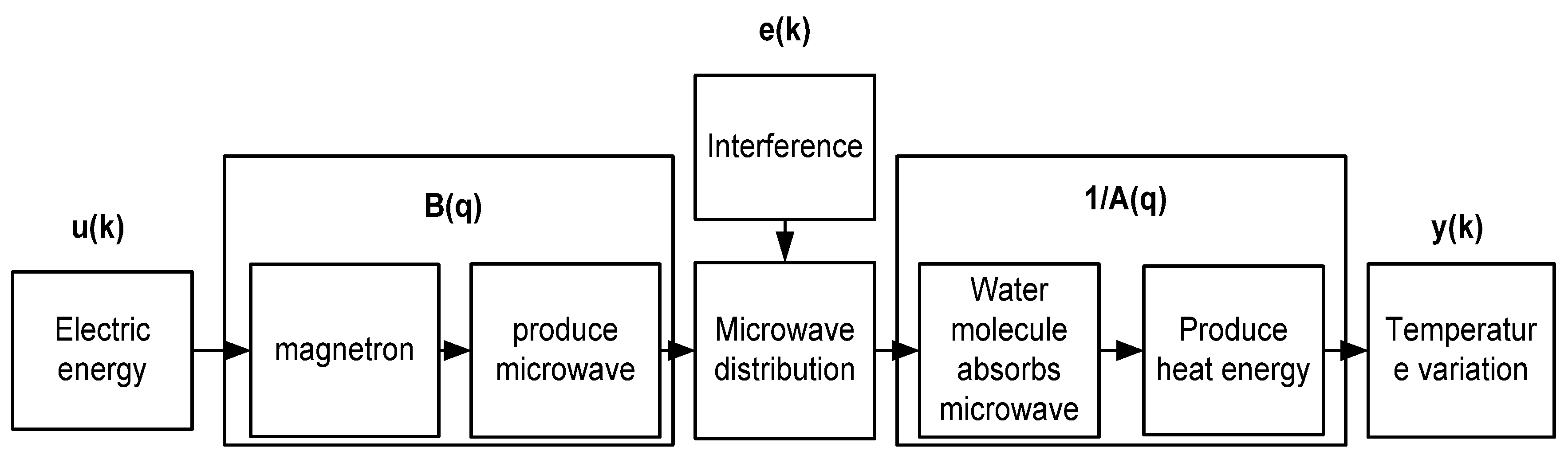
3.2.5. System Structure
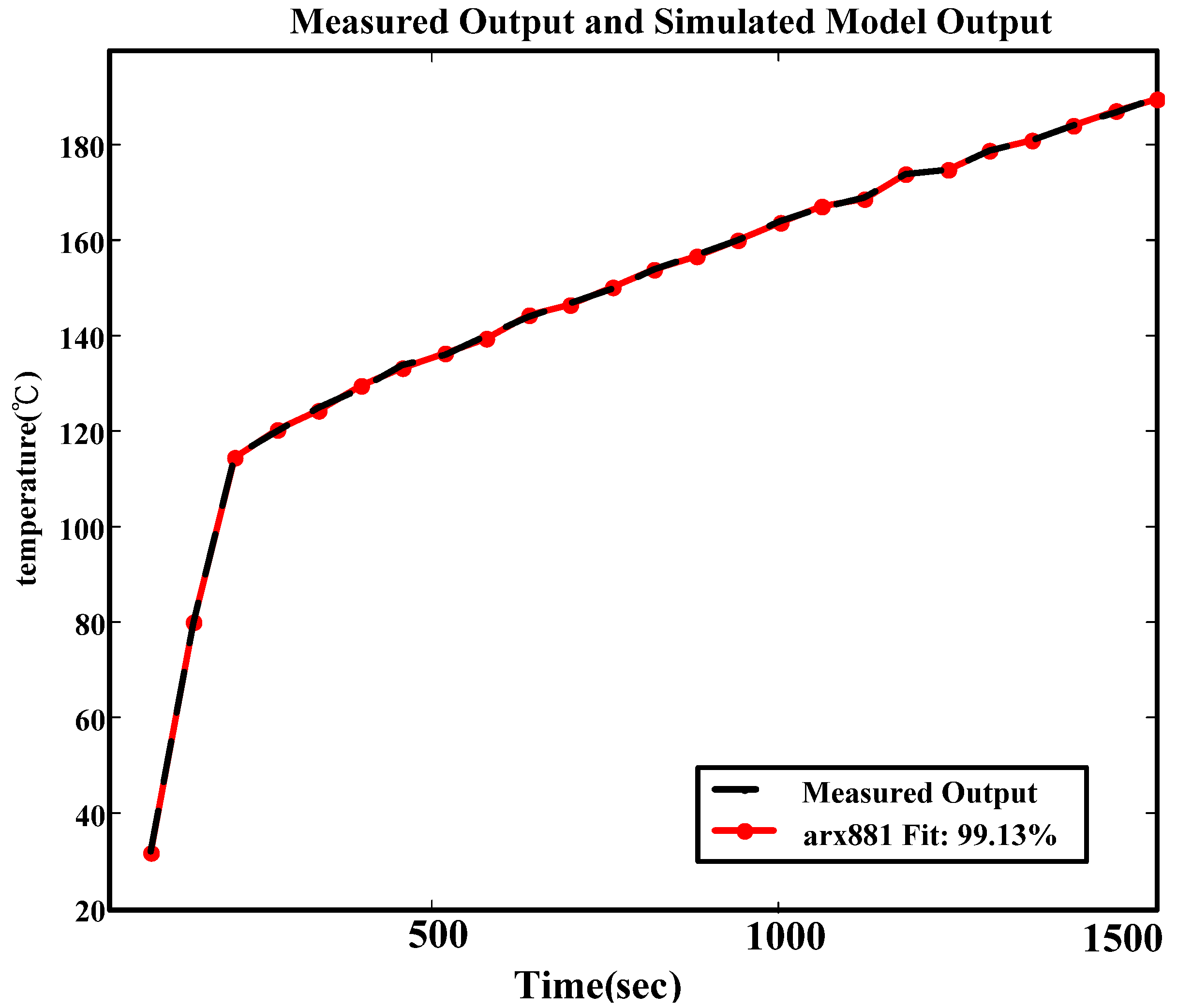
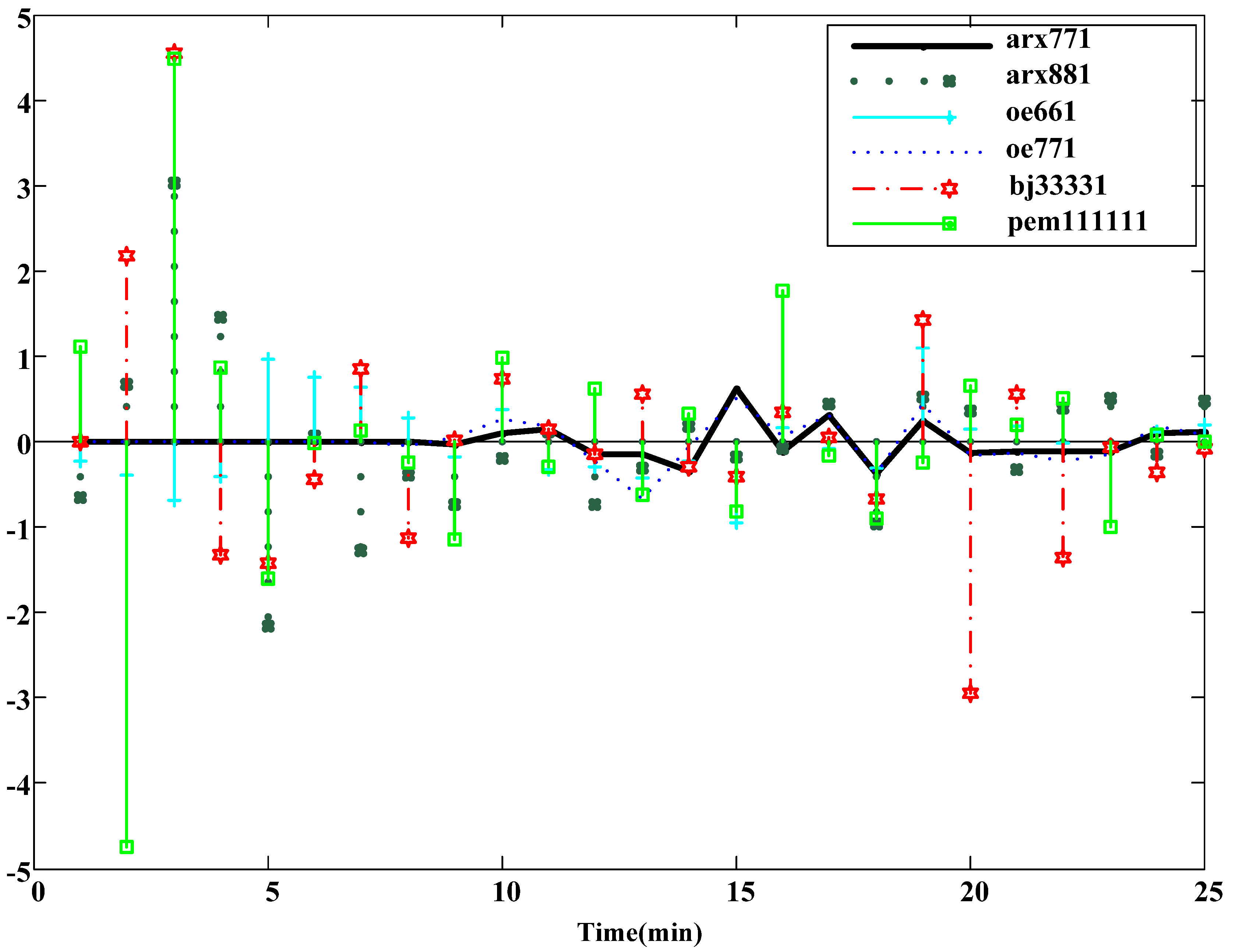
3.2.6. Model Construction and Verification

4. Discussion
4.1. Pretreatment of Biomass Material in Steam Explosion
4.2. Taguchi Experiment Planning
4.3. System Model Construction Using System Identification
5. Conclusions
- (1)
- The combination of optimal parameters is as follows: water volume of the vessel is 150 mL (level 2); heating power is 0.5 kW (level 1); and the mass of Pennisetum purpureum is 5 g (level 1).
- (2)
- Pennisetum purpureum is a key factor in pretreatment, and the F-ratio is 4.04.
- (3)
- Black box system identification is used to construct the heating characteristic equations of the closed microwave-based heating system.
- (4)
- The results of MATLAB indicated that an eight-order ARX881 model is representative of the system structure, and a mathematical model approximate to an actual system can be constructed.
- (5)
- As confirmed by the results of the Taguchi method and system identification analysis, microwave-based heating can effectively increase heating efficiency and reduce pretreatment time.
References
- Inayat, A.; Ahmad, M.M.; Yusup, S.; Mutalib, M.I.A. Biomass steam gasification with in-situ CO2 capture for enriched hydrogen gas production: A reaction kinetics modelling approach. Energies 2010, 3, 1472–1484. [Google Scholar] [CrossRef]
- Dalgaard, T.; Jorgensen, U.; Olesen, J.E.; Jensen, E.S.; Kristensen, E.S. Looking at biofuels and bioenergy. Science 2006, 312, 1743–1748. [Google Scholar] [CrossRef] [PubMed]
- Mason, W.H. Process and apparatus for disintegration of wood and the like. U.S. Patent 1,578,609, 30 March 1926. [Google Scholar]
- Wyman, C.E.; Dale, B.E.; Elander, R.T.; Holtzapple, M.; Ladisch, M.R.; Lee, Y.Y. Comparative sugar recovery data from laboratory scale application of leading pretreatment technologies to corn stover. Bioresour. Technol. 2005, 96, 2026–2032. [Google Scholar] [CrossRef] [PubMed]
- Mason, W.H. Apparatus for process of explosion fibration of lignocellulose material. U.S. Patent 1,665,618, 10 January 1928. [Google Scholar]
- Binod, P.; Satyanagalakshmi, K.; Sindhu, R.; Janu, K.U.; Sukumaran, R.K.; Pandey, A. Short duration microwave assisted pretreatment enhances the enzymatic saccharification and fermentable sugar yield from sugarcane bagasse. J. Renew. Energy 2012, 37, 109–116. [Google Scholar] [CrossRef]
- Azuma, J.; Tananka, F.; Koshijima, T. Enhancement of enzymatic suceptibility of lignocellulosic wastes by microwave irradiation. J. Ferment. Technol. 1984, 64, 377–384. [Google Scholar]
- Jones, D.A.; Lelyveld, T.P.; Mavrofidis, S.D.; Kingman, S.W.; Miles, N.J. Microwave heating applications in environmental engineering—A review. Resour. Conserv. Recycl. 2002, 34, 75–90. [Google Scholar] [CrossRef]
- Budarin, V.L.; Clark, J.H.; Lanigan, B.A.; Shuttleworth, P.; Macquarrie, D.J. Microwave assisted decomposition of cellulose: A new thermochemical route for biomass exploitation. Bioresour. Technol. 2010, 10, 3776–3779. [Google Scholar] [CrossRef]
- Hu, Z.; Wen, Z. Enhancing enzymatic digestibility of SwitchGrass by microwave-assisted Alkali pretreatment. Biochem. Eng. J. 2008, 38, 369–378. [Google Scholar] [CrossRef]
- Chen, W.H.; Tu, Y.J.; Sheen, H.K. Disruption of sugarcane bagasse lignocellulosic structure by means of dilute sulfuric acid pretreatment with microwave-assisted heating. J. Appl. Energy 2011, 88, 2726–2734. [Google Scholar] [CrossRef]
- Zhao, X.; Song, Z.; Liu, H.; Li, Z.; Li, L.; Ma, C. Microwave pyrolysis of corn stalk bale: A promising method for direct utilization of large-sized biomass and syngas production. J. Anal. Appl. Pyrolysis 2010, 89, 87–94. [Google Scholar] [CrossRef]
- Zhu, S.; Wu, Y.; Yu, Z.; Chen, Q.; Wu, G.; Yu, F.; Wang, C.; Jin, S. Microwave-assisted alkali pre-treatment of wheat straw and its enzymatic hydrolysis. Biosyst. Eng. 2006, 94, 437–442. [Google Scholar] [CrossRef]
- Gabhane, J.; Prince William, S.P.M.; Vaidya, A.N.; Mahapatra, K.; Chakrabarti, T. Influence of heating source on the efficacy of lignocellulosic pretreatment—A cellulosic ethanol perspective. Biomass Bioenergy 2011, 35, 96–102. [Google Scholar] [CrossRef]
- Shi, J.; Pu, Y.; Yang, B.; Ragauskas, A.; Wyman, C.E. Comparison of microwaves to fluidized sand baths for heating tubular reactors for hydrothermal and dilute acid batch pretreatment of corn stover. Bioresour. Technol. 2011, 102, 5952–5961. [Google Scholar] [CrossRef] [PubMed]
- Chum, H.L.; Johnson, D.K.; Black, S.K.; Overend, R.P. Pretreatment-catalyst effects and the combined severity parameter. Appl. Biochem. Biotechnol. 1990, 24–25, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Chen, H.Z.; Kadar, Z.; Thomsen, A.B.; Schmidt, J.E.; Peng, H.D. Optimization of microwave pretreatment on wheat straw for ethanol production. J. Biomass Bioenergy 2011, 35, 3859–3864. [Google Scholar] [CrossRef]
- Taguchi, G.; Jugulum, R. The Mahalanobis-Taguchi Strategy: A Pattern Technology System; John Wiley & Sons Inc.: New York, NY, USA, 2002. [Google Scholar]
- Kuehl, R.O. Design of Experiments: Statistical Principles of Research Design and Analysis; Cengage Learning Inc.: Belmont, CA, USA, 1999. [Google Scholar]
- Ljung, L. System Identification, Theory for the User; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Giri, F.; Bai, E.W. Block-Oriented Nonlinear System Identification; Springer-Verlag: London, UK, 2010. [Google Scholar]
- Torng, C.C.; Chou, C.U.; Liu, H.R. Applying quality engineering technique to improve wastewater treatment. J. Ind. Technol. 1999, 15, 1–7. [Google Scholar]
- Roy, R. A Primer on the Taguchi Method; Society of Manufacturing Engineers: Dearborn, MI, USA, 2010. [Google Scholar]
- Rodriguez Vasquez, J.R.; Rivas Perez, R.; Sotomayor Moriano, J.; Peran Gonzalez, J.R. System identification of steam pressure in a fire-tube boiler. Comput. Chem. Eng. 2008, 32, 2839–2848. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Tseng, K.-H.; Shiao, Y.-F.; Chang, R.-F.; Yeh, Y.-T. Optimization of Microwave-Based Heating of Cellulosic Biomass Using Taguchi Method. Materials 2013, 6, 3404-3419. https://doi.org/10.3390/ma6083404
Tseng K-H, Shiao Y-F, Chang R-F, Yeh Y-T. Optimization of Microwave-Based Heating of Cellulosic Biomass Using Taguchi Method. Materials. 2013; 6(8):3404-3419. https://doi.org/10.3390/ma6083404
Chicago/Turabian StyleTseng, Kuo-Hsiung, Yong-Fong Shiao, Ruey-Fong Chang, and Yu-Ting Yeh. 2013. "Optimization of Microwave-Based Heating of Cellulosic Biomass Using Taguchi Method" Materials 6, no. 8: 3404-3419. https://doi.org/10.3390/ma6083404
APA StyleTseng, K.-H., Shiao, Y.-F., Chang, R.-F., & Yeh, Y.-T. (2013). Optimization of Microwave-Based Heating of Cellulosic Biomass Using Taguchi Method. Materials, 6(8), 3404-3419. https://doi.org/10.3390/ma6083404