

Interfacial Reaction and Electromigration Failure of Cu Pillar/Ni/Sn-Ag/Cu Microbumps under Bidirectional Current Stressing

 , , ,
, , ,
Abstract
1. Introduction
2. Test System Development and Sample Production
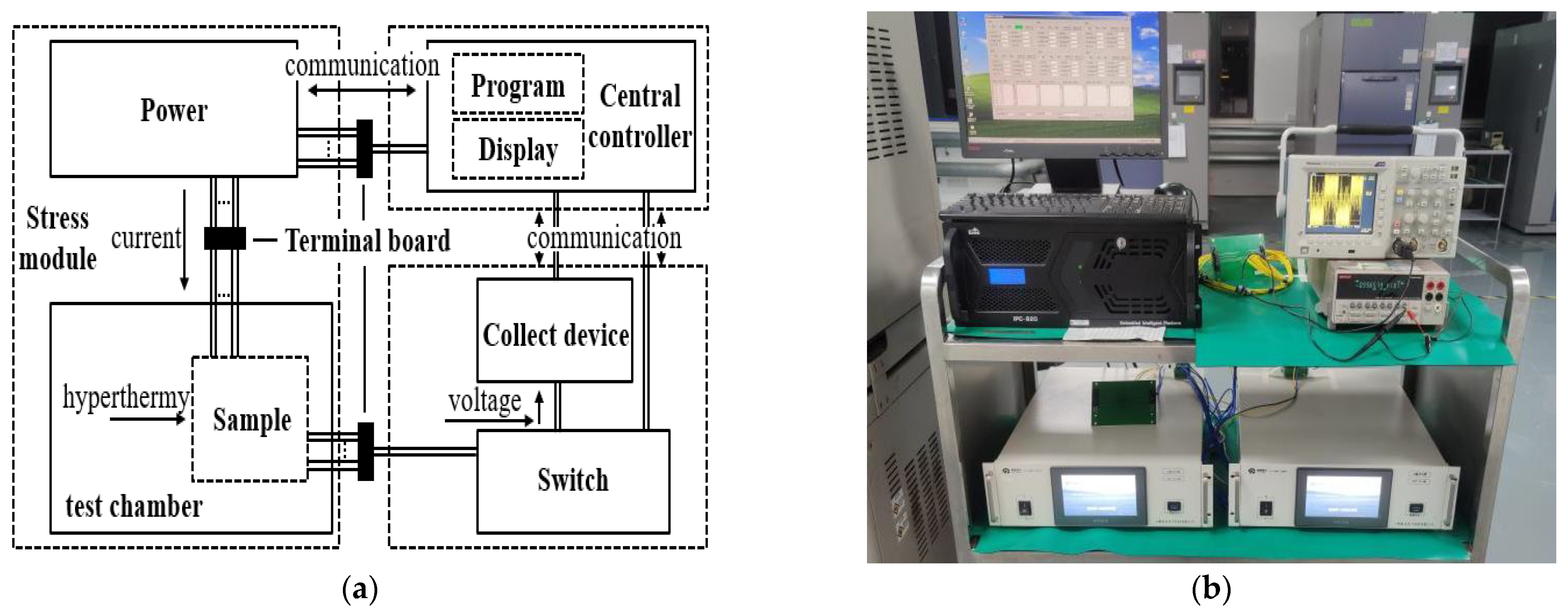
2.1. Development of the DC/PDC Electromigration Test System
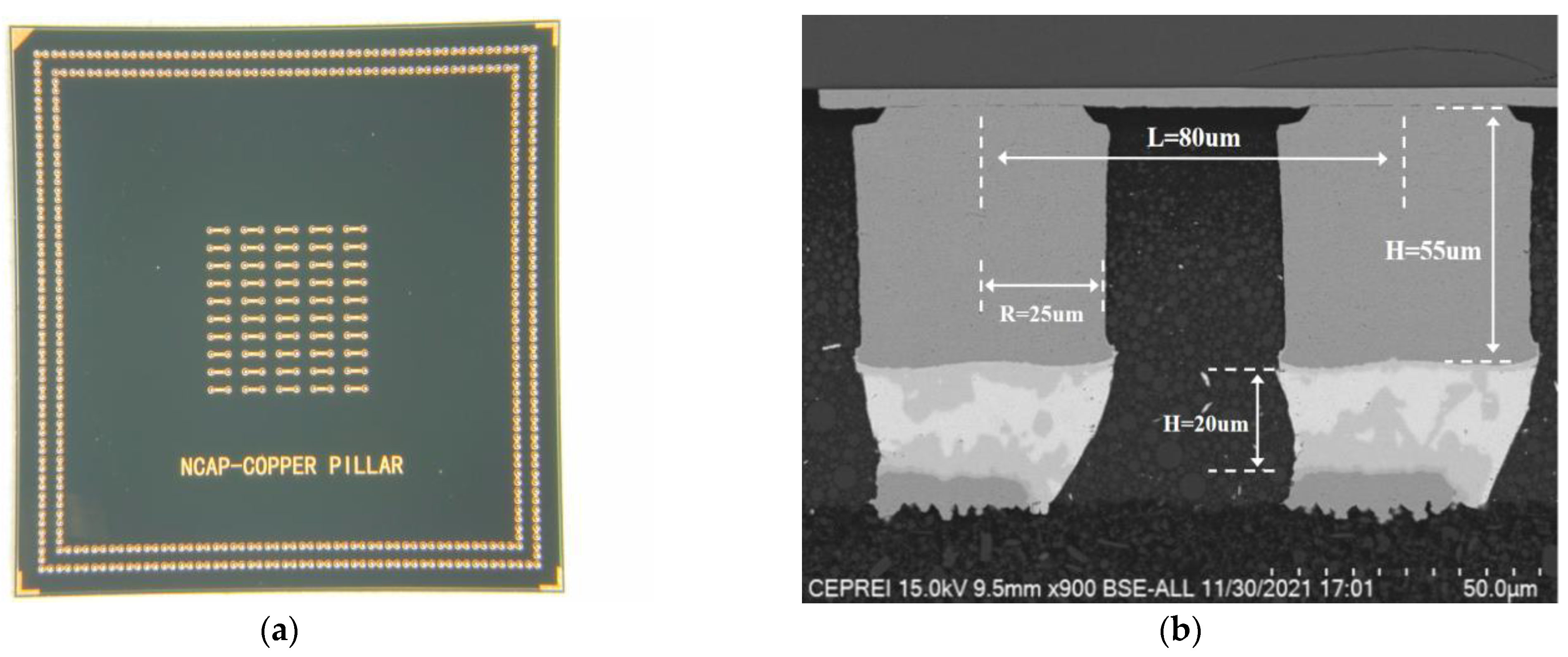
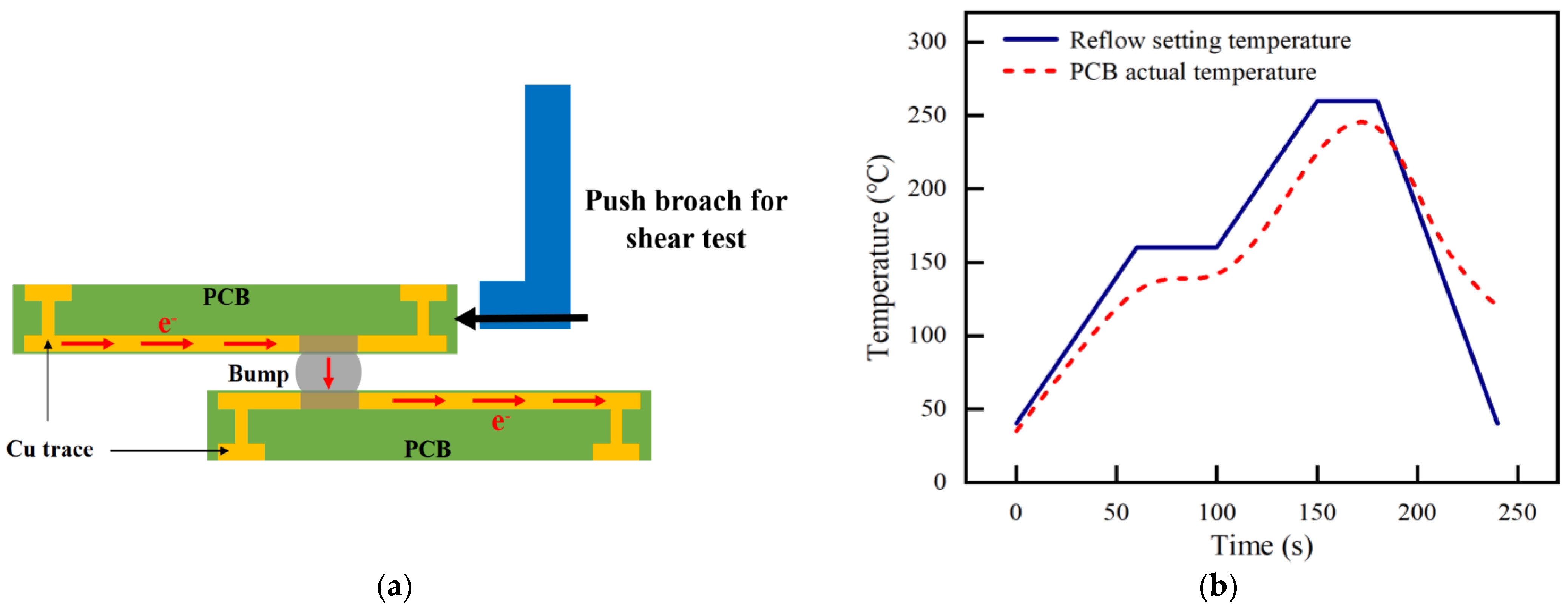
2.2. Fabrication of Micro-Solder Joint Interconnection Samples
3. Results and Discussion
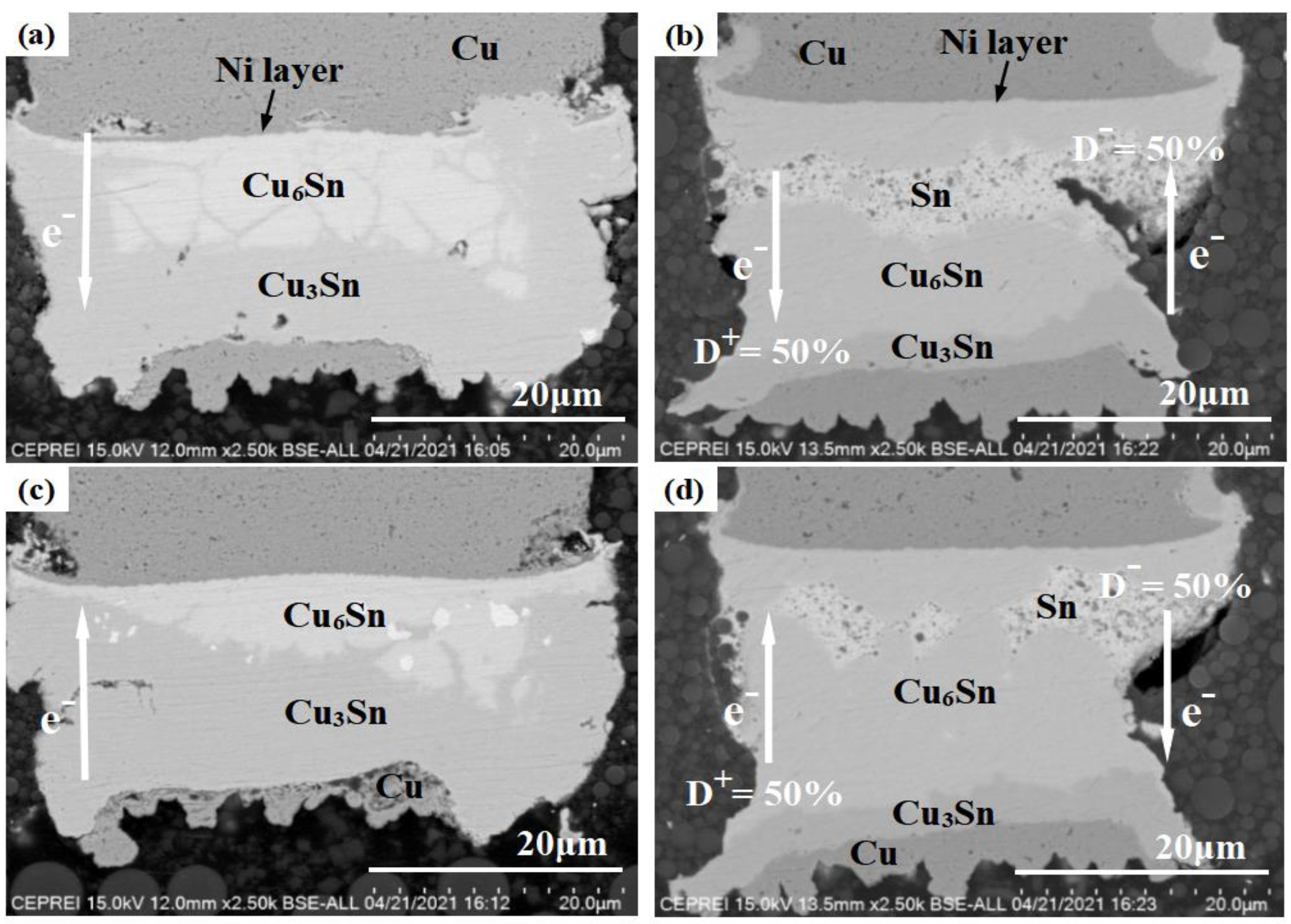
3.1. Differences in Microstructural Evolution under Direct and Bidirectional Currents
3.2. Influence of the Forward Current’s Time Proportion on Structural Evolution
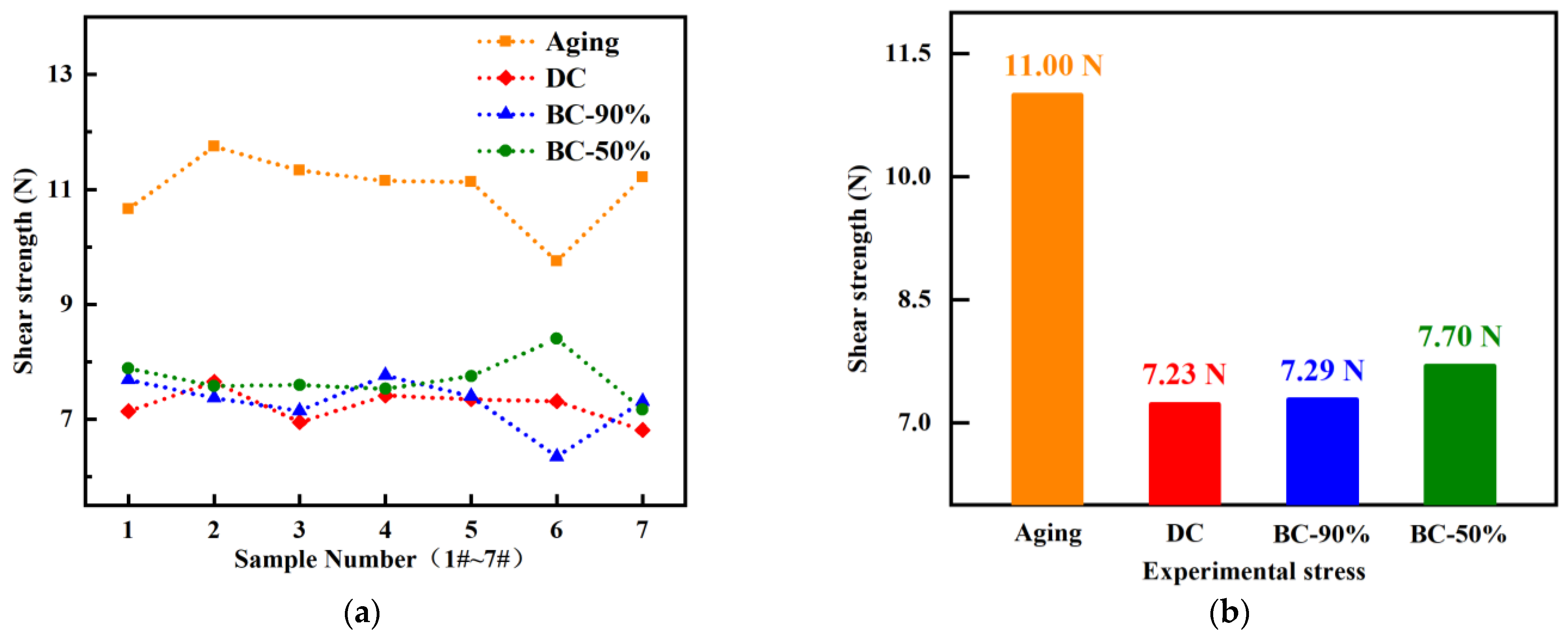
3.3. Differences in Mechanical Properties under Temperature and Current Stress
4. Conclusions
- (1)
- The Sn atoms mainly react with the Cu pad in Cu Pillar/Ni/Sn-Ag/Cu interconnections, and the growth of the Cu3Sn layers is concentrated on the Cu pad sides. While under bidirectional pulsed currents,, the electromigration flux is only |2D+-1| times that of DC, and the complete conversion time of microbumps into the Cu-Sn compound is prolonged. When under a pulsed current of 2.5 × 104 A/cm2 at 125 °C (D+ = 70%), the structural evolution no longer shows significant polarity differences;
- (2)
- The mechanical strength of a Cu/Sn3.0Ag0.5Cu/Cu interconnection is ranked as aging > BC-50% > BC-90% > DC, and the Cu-Sn compound layer is the mechanically weak link. Direct currents will significantly reduce the mechanical strength of the interconnection. While under high temperatures and bidirectional currents, the degradation of mechanical strength is alleviated because of the lack of current acceleration or an existing canceling effect of electromigration flux. Shear strength increases slightly as |2D+-1| approaches zero, and the fracture location is no longer concentrated on the cathodic Cu-Sn compound.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chaware, R.; Nagarajan, K.; Ramalingam, S. Assembly and Reliability Challenges in 3D Integration of 28nm FPGA Die on a Large High Density 65nm Passive Interposer. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012; pp. 279–283. [Google Scholar]
- Hou, S.Y.; Chen, W.C.; Hu, C.; Chiu, C.; Ting, K.C.; Lin, T.S.; Wei, W.H.; Chiou, W.C.; Lin, V.J.C.; Chang, V.C.Y.; et al. Wafer-Level Integration of an Advanced Logic-Memory System Through the Second-Generation CoWoS Technology. IEEE Trans. Electron. Devices 2017, 64, 4071–4077. [Google Scholar] [CrossRef]
- Gerber, M.; Beddingfield, C.; O’Connor, S.; Yoo, M.; Lee, M.; Kang, D.; Park, S.; Zwenger, C.; Darveaux, R.; Lanzone, R.; et al. Next Generation Fine Pitch Cu Pillar Technology—Enabling next Generation Silicon Nodes. In Proceedings of the 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011; pp. 612–618. [Google Scholar]
- Ma, H.-C.; Guo, J.-D.; Chen, J.-Q.; Wu, D.; Liu, Z.-Q.; Zhu, Q.-S.; Zhang, L.; Guo, H.-Y. The Reliability of Copper Pillar under the Coupling of Thermal Cycling and Electric Current Stressing. J. Mater. Sci. Mater. Electron. 2016, 27, 9748–9754. [Google Scholar] [CrossRef]
- Tu, K.N. Recent Advances on Electromigration in Very-Large-Scale-Integration of Interconnects. J. Appl. Phys. 2003, 94, 5451–5473. [Google Scholar] [CrossRef]
- Kim, B.-J.; Lim, G.-T.; Kim, J.; Lee, K.; Park, Y.-B.; Lee, H.-Y.; Joo, Y.-C. Intermetallic Compound Growth and Reliability of Cu Pillar Bumps Under Current Stressing. J. Electron. Mater. 2010, 39, 2281–2285. [Google Scholar] [CrossRef]
- Lee, K.; Kim, K.-S.; Tsukada, Y.; Suganuma, K.; Yamanaka, K.; Kuritani, S.; Ueshima, M. Influence of Crystallographic Orientation of Sn–Ag–Cu on Electromigration in Flip-Chip Joint. Microelectron. Reliab. 2011, 51, 2290–2297. [Google Scholar] [CrossRef]
- Li, X.P.; Xia, J.M.; Zhou, M.B.; Ma, X.; Zhang, X.P. Solder Volume Effects on the Microstructure Evolution and Shear Fracture Behavior of Ball Grid Array Structure Sn-3.0Ag-0.5Cu Solder Interconnects. J. Electron. Mater. 2011, 40, 2425–2435. [Google Scholar] [CrossRef]
- Ma, H.-C.; Guo, J.-D.; Chen, J.-Q.; Wu, D.; Liu, Z.-Q.; Zhu, Q.-S.; Shang, J.K.; Zhang, L.; Guo, H.-Y. Reliability and Failure Mechanism of Copper Pillar Joints under Current Stressing. J. Mater. Sci. Mater. Electron. 2015, 26, 7690–7697. [Google Scholar] [CrossRef]
- Park, Y.-B.; Park, G.-T.; Lee, B.-R.; Kim, J.-B.; Son, K. Solder Volume Effect on Electromigration Failure Mechanism of Cu/Ni/Sn-Ag Microbumps. IEEE Trans. Compon., Packag. Manufact. Technol. 2020, 10, 1589–1593. [Google Scholar] [CrossRef]
- Xu, K.; Fu, X.; Liu, M.; Fu, Z.; Chen, S.; Shi, Y.; Huang, Y.; Chen, H. The In-Situ Observation of Microstructure, Grain Orientation Evolution and Its Effect on Crack Propagation Path in SAC305 under Extreme Temperature Changes. In Proceedings of the 2021 22nd International Conference on Electronic Packaging Technology (ICEPT), Xiamen, China, 14–17 September 2021; pp. 1–4. [Google Scholar]
- Fu, X.; Liu, M.; Xu, K.; Chen, S.; Shi, Y.; Fu, Z.; Huang, Y.; Chen, H.; Yao, R. The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints. Materials 2020, 13, 5497. [Google Scholar] [CrossRef] [PubMed]
- Fu, Z.; Zhou, B.; Yao, R.; Li, X. Research on Thermal-Electric Coupling Effect of the Copper Pillar Bump in the Flip Chip Packaging. In Proceedings of the 2016 17th International Conference on Electronic Packaging Technology (ICEPT), Wuhan, China, 16–19 August 2016; pp. 1377–1380. [Google Scholar]
- Fu, Z.W.; Zhou, B.; Yao, R.H.; Liu, Y.R.; Li, X.P. Electromigration Effect on Kinetics of Cu–Sn Intermetallic Compound Growth in Lead-Free Solder Joint. IEEE Trans. Device Mater. Relib. 2017, 17, 773–779. [Google Scholar] [CrossRef]
- Zhou, B.; Fu, Z.; Huang, Y.; Yao, R.; Zhang, J. Thermo-Electric Coupling Reliability Model of Copper Pillar Bump Based on Black Equation. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2016; pp. 769–773. [Google Scholar]
- Towner, J.M.; van de Ven, E.P. Aluminum Electromigration Under Pulsed D.C. Conditions. In Proceedings of the 21st International Reliability Physics Symposium, Phoenix, AZ, USA, 5–7 April 1983; pp. 36–39. [Google Scholar]
- Maiz, A.J. Characterization of electromigration under bidirectional (BC) and pulsed unidirectional (PDC) currents. In Proceedings of the 27th Annual International Reliability Physics Symposium, Phoenix, AZ, USA, 11–13 April 1989; pp. 220–228. [Google Scholar]
- Castaño, E.; Maiz, J.; Flinn, P.; Madden, M. In Situ Observations of Dc and Ac Electromigration in Passivated Al Lines. Appl. Phys. Lett. 1991, 59, 129–131. [Google Scholar] [CrossRef]
- Tao, J.; Cheung, N.W.; Hu, C. Modeling Electromigration Lifetime under Bidirectional Current Stress. IEEE Electron. Device Lett. 1995, 16, 476–478. [Google Scholar] [CrossRef]
- Yao, W.; Basaran, C. Computational Damage Mechanics of Electromigration and Thermomigration. J. Appl. Phys. 2013, 114, 103708. [Google Scholar] [CrossRef]
- Yao, W.; Basaran, C. Electromigration in Lead-Free Solder Joints under High-Frequency Pulse Current: An Experimental Study. Int. J. Damage Mech. 2013, 22, 1127–1143. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, Y.; Chan, Y.C.; Wu, F. Polarized Evolution of Interfacial Intermetallic Compounds (IMCs) in Interconnects under Electromigration (EM). J. Mater. Sci. Mater. Electron. 2017, 28, 8717–8724. [Google Scholar] [CrossRef]
- Zhu, Z.; Chan, Y.-C.; Wu, F. Failure Mechanisms of Solder Interconnects under Current Stressing in Advanced Electronic Packages: An Update on the Effect of Alternating Current (AC) Stressing. Microelectron. Reliab. 2018, 91, 179–182. [Google Scholar] [CrossRef]
- Xu, J.; Lu, X.; Fu, Z.; Qu, C.; Luo, X.; Wang, P. Research on Electromigration Behavior of Cu Pillar Bumps under Pulse Current Stress. In Proceedings of the 2021 22nd International Conference on Electronic Packaging Technology (ICEPT), Xiamen, China, 14–17 September 2021; pp. 1–4. [Google Scholar]
- Miao, X.; Zhang, Z.; Ling, H.; Li, M. Electrochemical Analysis of the Effect of Accelerator in Methanesulfonic Acid Bath for Copper Electrodeposition. In Proceedings of the 2015 16th International Conference on Electronic Packaging Technology (ICEPT), Changsha, China, 11–14 August 2015; pp. 781–784. [Google Scholar]
- Liu, C.Y.; Ke, L.; Chuang, Y.C.; Wang, S.J. Study of Electromigration-Induced Cu Consumption in the Flip-Chip Sn∕Cu Solder Bumps. J. Appl. Phys. 2006, 100, 083702. [Google Scholar] [CrossRef]
- Huntington, H.B. Local Density Functional for Kinetic Energy. Phys. Rev. B 1979, 20, 3165–3171. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stress | Aging | DC | BC-50% | BC-90% | |
|---|---|---|---|---|---|
| Fracture Location | |||||
| Anode | 3 | 0 | 3 | 1 | |
| Cathode | 4 | 7 | 3 | 6 | |
| Middle position | 0 | 0 | 1 | 0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Z.; Chen, J.; Zhao, P.; Guo, X.; Xiao, Q.; Fu, X.; Wang, J.; Yang, C.; Xu, J.; Yang, J.-Y. Interfacial Reaction and Electromigration Failure of Cu Pillar/Ni/Sn-Ag/Cu Microbumps under Bidirectional Current Stressing. Materials 2023, 16, 1134. https://doi.org/10.3390/ma16031134
Fu Z, Chen J, Zhao P, Guo X, Xiao Q, Fu X, Wang J, Yang C, Xu J, Yang J-Y. Interfacial Reaction and Electromigration Failure of Cu Pillar/Ni/Sn-Ag/Cu Microbumps under Bidirectional Current Stressing. Materials. 2023; 16(3):1134. https://doi.org/10.3390/ma16031134
Chicago/Turabian StyleFu, Zhiwei, Jian Chen, Pengfei Zhao, Xiaotong Guo, Qingzhong Xiao, Xing Fu, Jian Wang, Chao Yang, Jile Xu, and Jia-Yue Yang. 2023. "Interfacial Reaction and Electromigration Failure of Cu Pillar/Ni/Sn-Ag/Cu Microbumps under Bidirectional Current Stressing" Materials 16, no. 3: 1134. https://doi.org/10.3390/ma16031134
APA StyleFu, Z., Chen, J., Zhao, P., Guo, X., Xiao, Q., Fu, X., Wang, J., Yang, C., Xu, J., & Yang, J.-Y. (2023). Interfacial Reaction and Electromigration Failure of Cu Pillar/Ni/Sn-Ag/Cu Microbumps under Bidirectional Current Stressing. Materials, 16(3), 1134. https://doi.org/10.3390/ma16031134