A Comprehensive Review on Infrared Heating Applications in Food Processing


 ,
, 

Abstract
1. Introduction
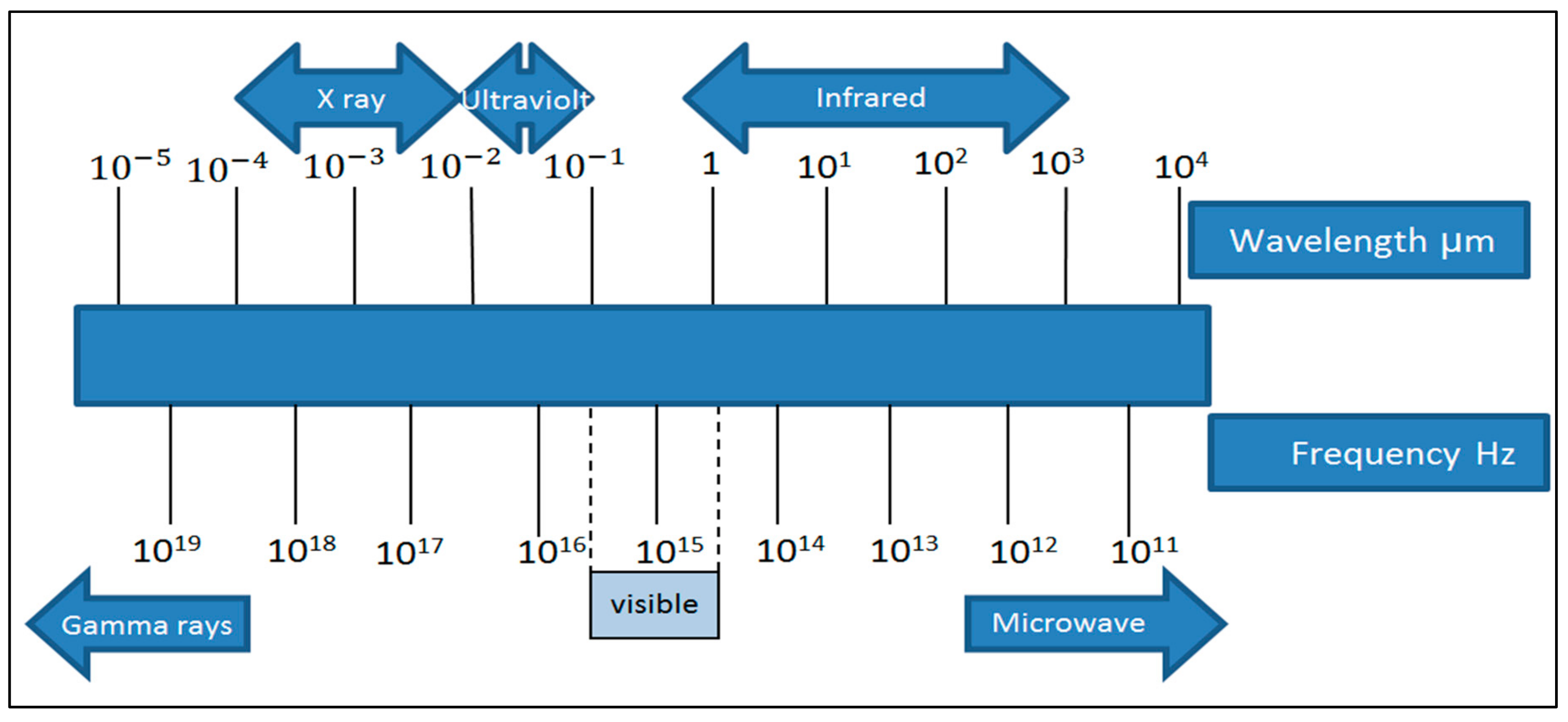
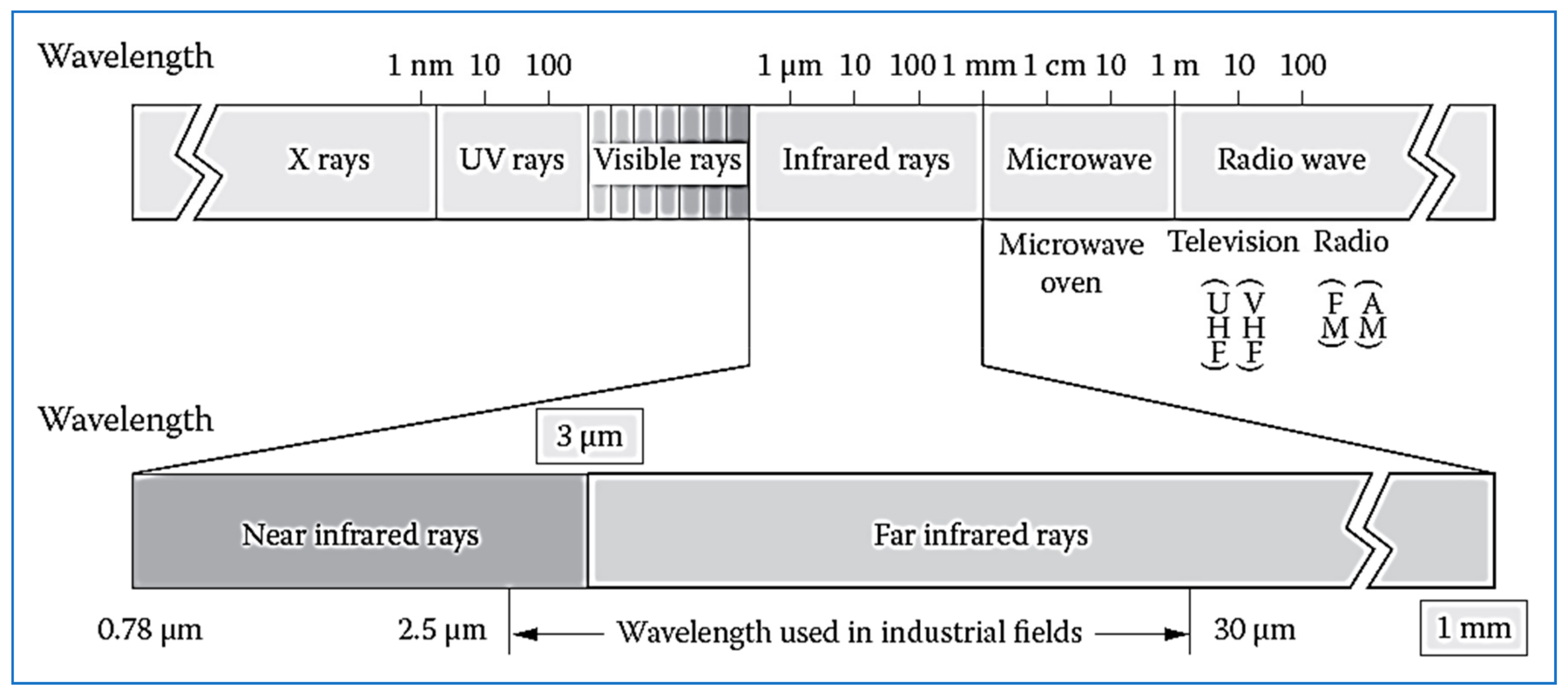
2. Infrared Radiation
- Near-IR (NIR) with wavelength ranging from 0.75 to 1.4 µm.
- Mid-IR (MIR) with a wavelength between 1.4 and 3 µm.
- Far-IR radiation (FIR) with wavelength between 3 and 1000 µm.
2.1. Advantages and Disadvantages of Infrared Rays
2.2. Infrared Sources
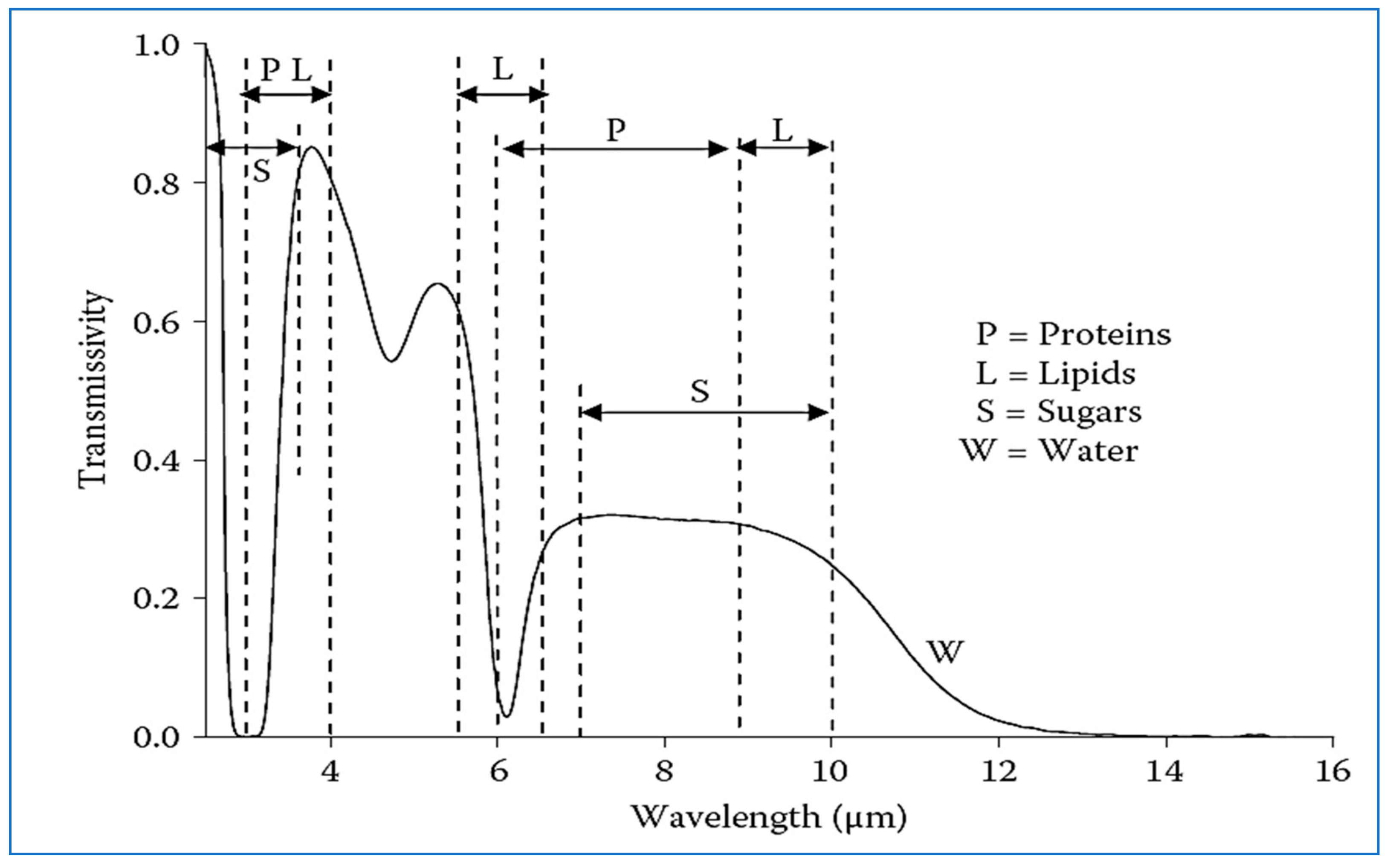
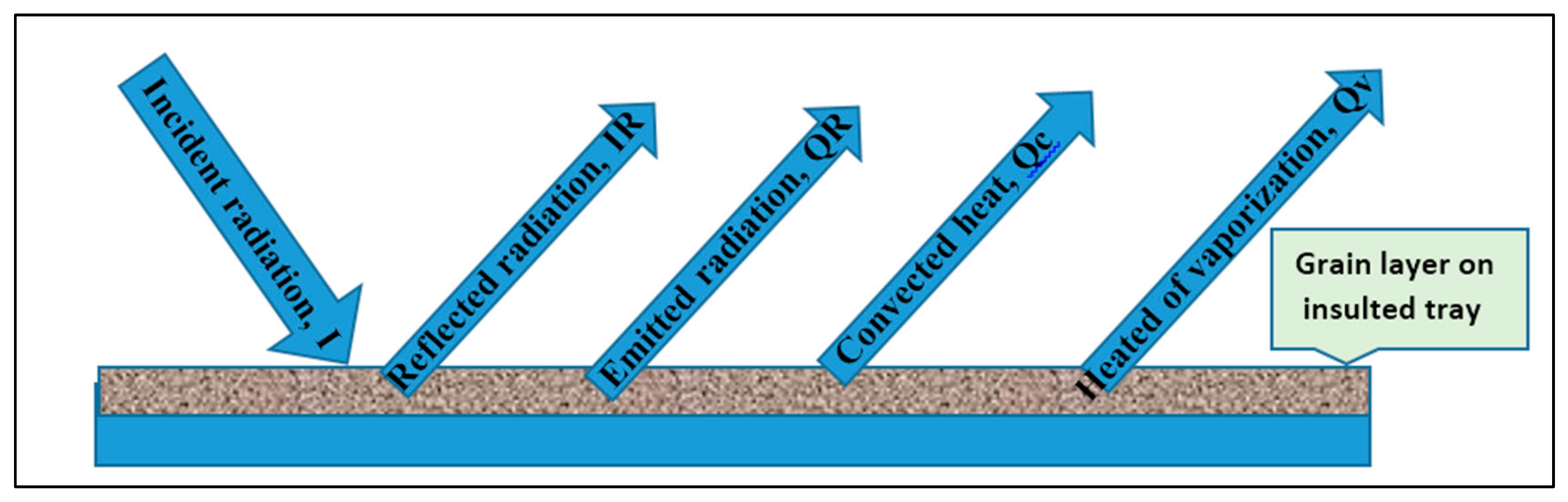
3. Infrared Food Heating Mechanism
3.1. Infrared Heating in Food Drying
3.2. Influence of Infrared on Antioxidants in Foods
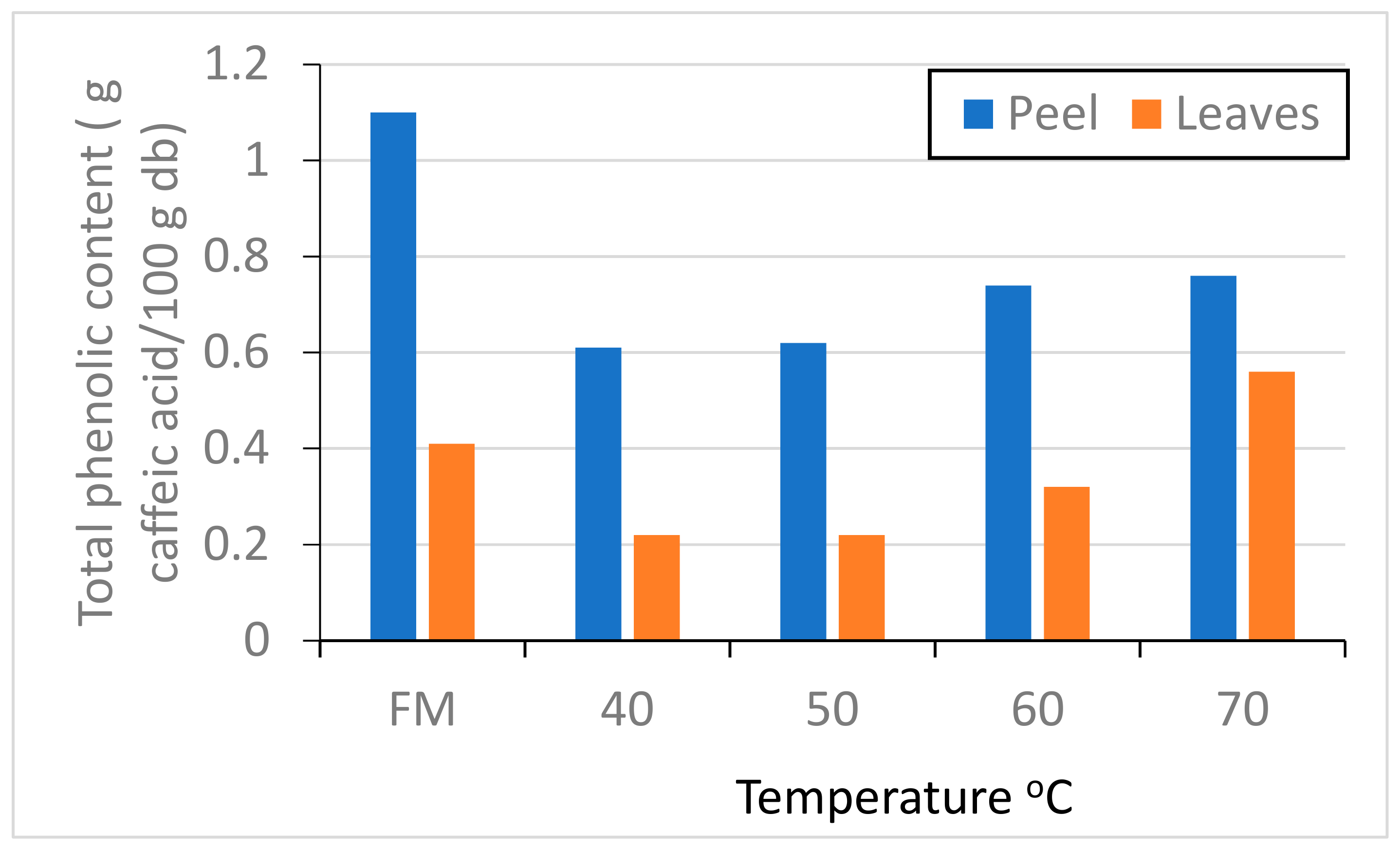
3.2.1. Total Phenolic Content
3.2.2. Free Radical Scavenging
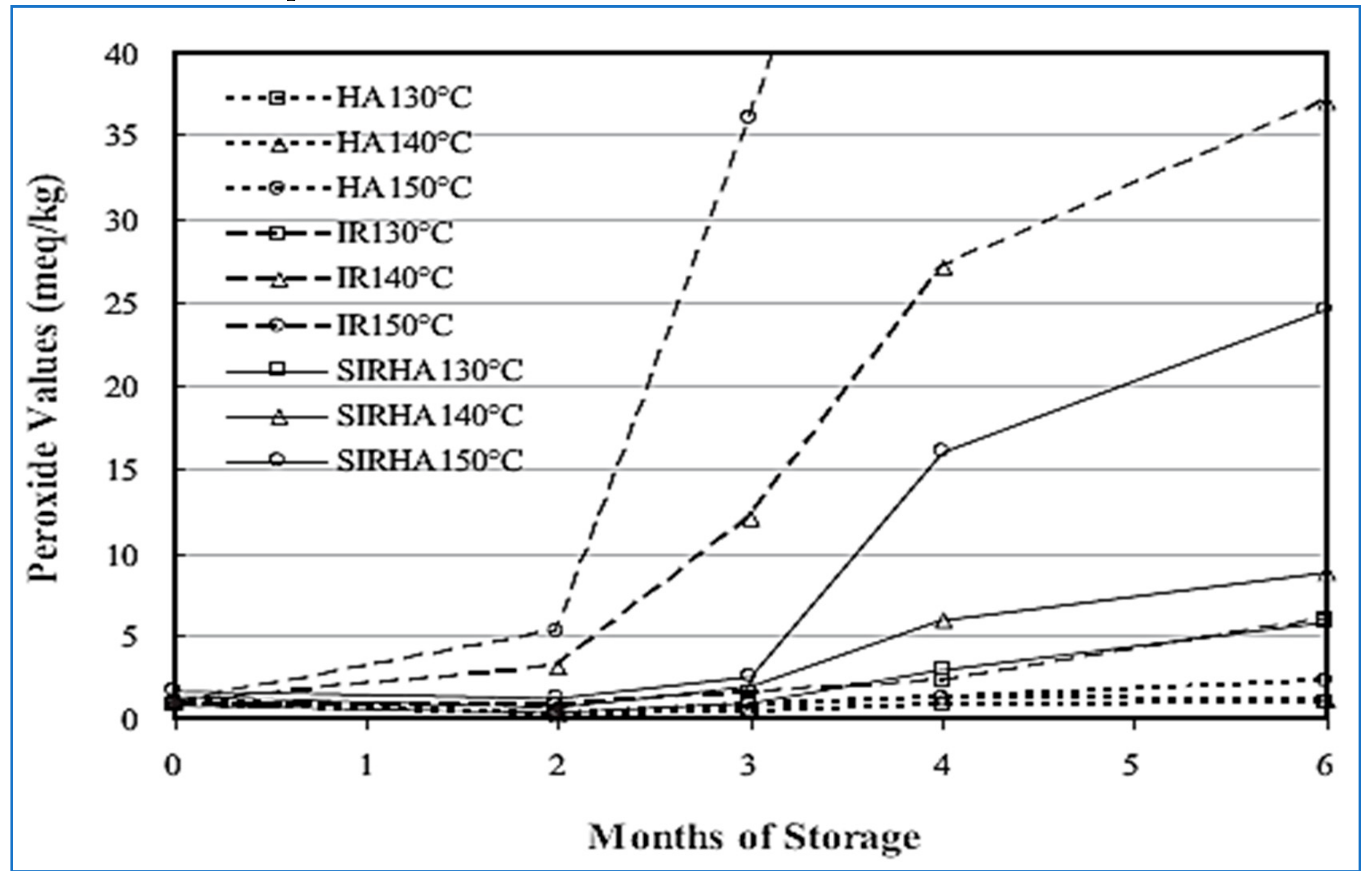
3.2.3. Peroxide Value
3.2.4. Tocopherol (Vitamin E)
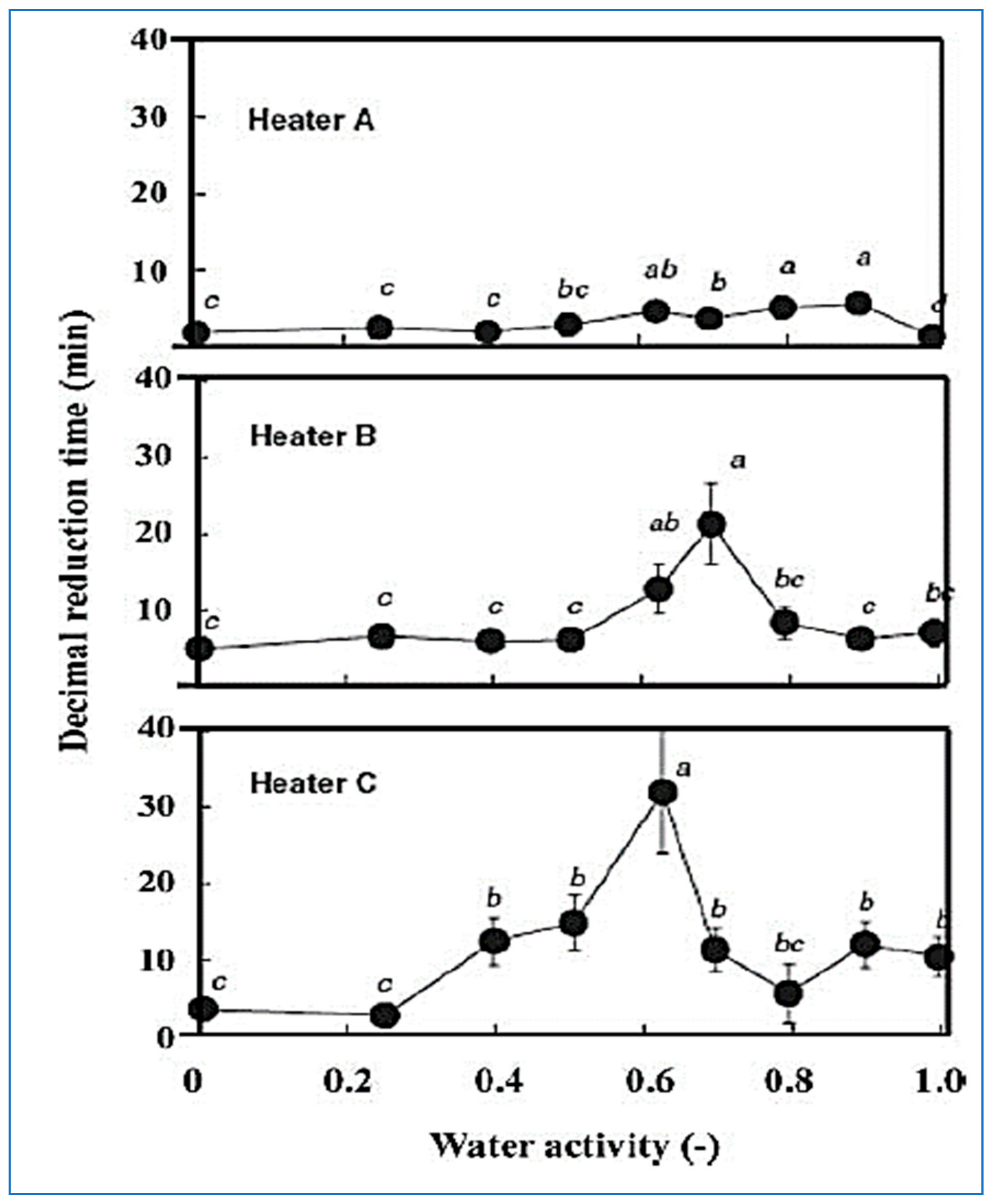
3.2.5. Influence of Infrared Radiation on Microorganisms
3.2.6. Mechanism of Infrared and Microbial Inactivation
3.2.7. Inhibition of Enzymes Using Infrared
3.2.8. Infrared Ovens and Baking
3.2.9. Infrared and Juices
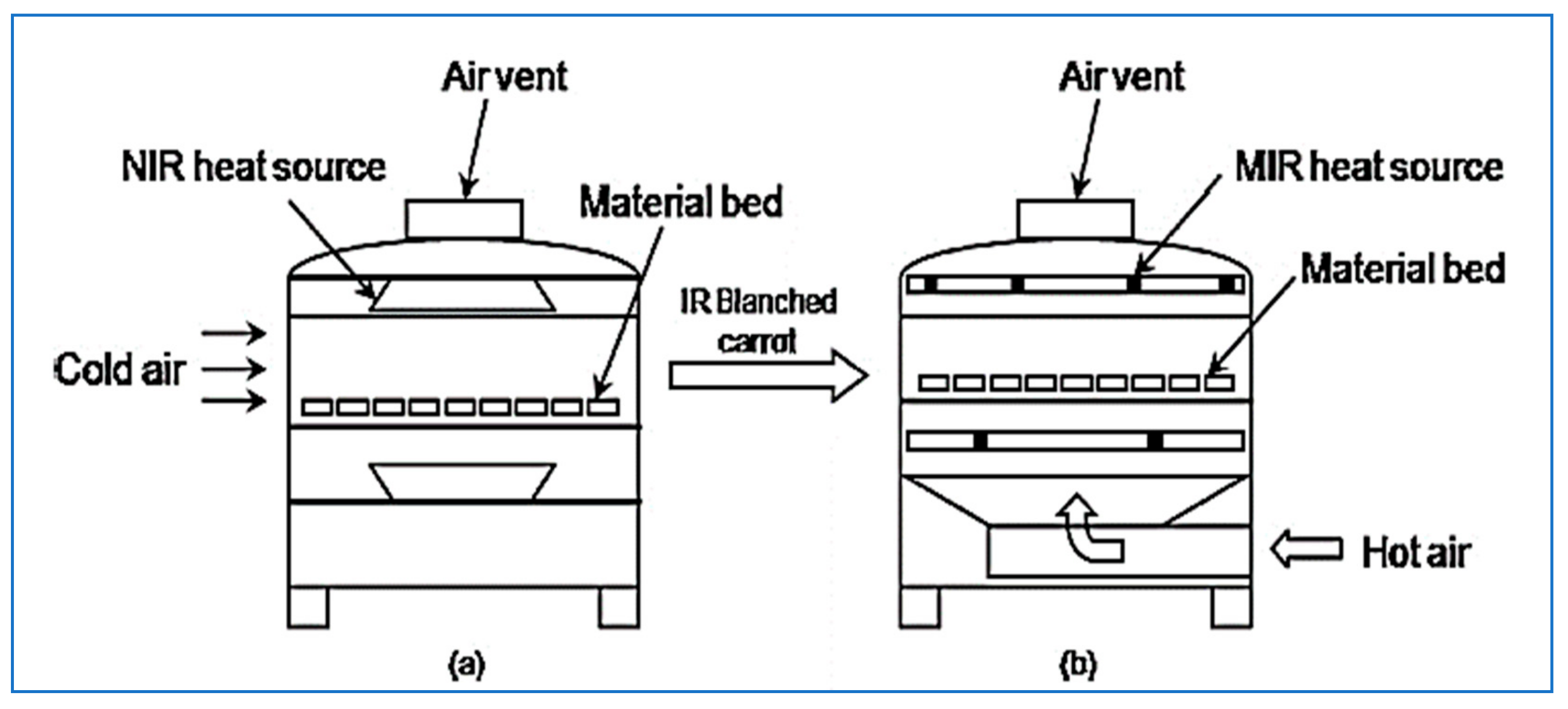
3.2.10. Infrared Drying of Fruits and Vegetables
3.2.11. Infrared Heating Cost
4. Conclusion and Future Aspects of IR
Conflicts of Interest
References
- Saravacos, G.; Kostaropoulos, A.E. Handbook of Food Processing Equipment; Springer: Berlin, Germany, 2016. [Google Scholar]
- Lee, S.C.; Jeong, S.M.; Kim, S.Y.; Park, H.R.; Nam, K.C.; Ahn, D.U. Effect of far-infrared radiation and heat treatment on the antioxidant activity of water extracts from peanut hulls. Food Chem. 2006, 94, 489–493. [Google Scholar] [CrossRef]
- Rosenthal, I. Electromagnetic Radiations in Food Science; Springer-Verlag: Berlin, Germany, 1992. [Google Scholar]
- Sakai, N.; Hanazawa, T. Applications and advances in far-infrared heating in Japan. Trends Food Sci. Technol. 1994, 5, 357–362. [Google Scholar] [CrossRef]
- Skjöldebrand, C. Infrared heating. In Thermal Technologies in Food Processing; Richardson, P., Ed.; CRC Press: New York, NY, USA, 2001. [Google Scholar]
- Pan, Z.; Atungulu, G.G. Infrared Heating for Food and Agricultural Processing; CRC Press: New York, NY, USA, 2010. [Google Scholar]
- Nowak, D.; Lewicki, P.P. Infrared drying of apple slices. Innov. Food Sci. Emerg. Technol. 2004, 5, 353–360. [Google Scholar] [CrossRef]
- Mortensen, A.M. Is Infrared Cooking Healthy? Available online: https://www.livestrong.com/article/497296-is-infrared-cooking-healthy/ (accessed on 10 September 2019).
- Nindo, C.I.; Tang, J. Refractance Window Dehydration Technology: A Novel Contact Drying Method. Dry. Technol. 2007, 25, 37–48. [Google Scholar] [CrossRef]
- Dagerskog, M.; Österström, L. Infrared radiation for food processing I: A study of the fundamental properties of infrared radiation. LWT Food Sci. Technol. 1979, 12, 237–242. [Google Scholar]
- Afzal, T.M.; Abe, T. Energy and quality aspects of combined FIR convection drying of barley. J. Food Eng. 1999, 42, 177–182. [Google Scholar] [CrossRef]
- Anagnostopoulou, M.A.; Kefalas, P.; Papageorgiou, V.P.; Assimopoulou, A.N.; Boskou, D. Radical scavenging activity of various extracts and fractions of sweet orange peel (Citrus sinensis). Food Chem. 2006, 94, 19–25. [Google Scholar] [CrossRef]
- Sandu, C. Infrared radiative drying in food engineering: A process analysis. Biotechnol. Progr. 1986, 2, 109–119. [Google Scholar] [CrossRef]
- Ratti, C.; Majumdar, A.S. Infrared drying. In Handbook Industrial Drying; Majumdar, A.S., Ed.; Marcel Dekker: New York, NY, USA, 1995; pp. 567–588. [Google Scholar]
- Kouzeh, K.M.; Roozen, J.P.; Pilnik, W.A. Modified procedure for low temperature infrared radiation of soybeans.II. Inactivation of lipoxygenase and keeping quality of full fat flour. LWT- Food Sci. Technol. 1982, 15, 139–142. [Google Scholar]
- Rastogi, N.K. Recent Trends and Developments in Infrared Heating in Food Processing. Crit. Rev. Food Sci. Nutr. 2012, 52, 737–760. [Google Scholar] [CrossRef]
- Uysal, N.; Sumnu, G.; Sahin, S. Optimization ofmicrowave infrared roasting of hazelnut. J. Food Eng. 2009, 90, 255–261. [Google Scholar] [CrossRef]
- Aghajanzadeh, S.; Kashaninejad, M.; Ziaiifar, A.M. Effect of infrared heating on degradation kinetics of key lime juice physicochemical properties. Innov. Food Sci. Emerg. Technol. 2016, 38, 139–148. [Google Scholar] [CrossRef]
- Yılmaz, F.; Tuncel, N.Y.; Tuncel, N.B. Stabilization of immature rice grain using infrared radiation. Food Chem. 2018, 253, 269–276. [Google Scholar] [CrossRef] [PubMed]
- Lopes, J.A.; Tsochatzis, E.D.; Robouch, P.; Hoekstra, E. Influence of pre-heating of food contact polypropylene cups on its physical structure and on the migration of additives. Food Packaging Shelf 2019, 20, 100305. [Google Scholar] [CrossRef] [PubMed]
- Ding, C.; Khir, R.; Pan, Z.; Wood, D.F.; Venkitasamy, C.; Tu, K.; El-Mashad, H.; Berrios, J. Influence of infrared drying on storage characteristics of brown rice. Food Chem. 2018, 264, 149–156. [Google Scholar] [CrossRef]
- Cheng, W.; Sørensen, K.M.; Mongi, R.J.; Ndabikunze, B.K.; Chove, B.E.; Sun, D.W.; Engelsen, S.B. A comparative study of mango solar drying methods by visible and near-infrared spectroscopy coupled with ANOVA-simultaneous component analysis (ASCA). LWT Food Sci. Technol. 2019, 112. [Google Scholar] [CrossRef]
- Mohammadi, Z.; Kashaninejad, M.; Ziaiifar, A.M.; Ghorbani, M. Peeling of kiwifruit using infrared heating technology: A feasibility and optimization study. LWT Food Sci. Technol. 2019, 99, 128–137. [Google Scholar] [CrossRef]
- Rajha, H.N.; Mhanna, T.; El Kantar, S.; El Khoury, A.; Louka, N.; Maroun, R.G. Innovative process of polyphenol recovery from pomegranate peels by combining green deep eutectic solvents and a new infrared technology. LWT Food Sci. Technol. 2019, 111, 138–146. [Google Scholar] [CrossRef]
- Wu, X.-F.; Zhang, M.; Bhandari, B. A novel infrared freeze drying (IRFD) technology to lower the energy consumption and keep the quality of Cordyceps militaris. Innov. Food Sci. Emerg. Technol. 2019, 54. [Google Scholar] [CrossRef]
- Raghavi, L.M.; Moses, J.A.; Anandharamakrishnan, C. Refractance window drying of foods: A review. J. Food Eng. 2018, 222, 267–275. [Google Scholar]
- Bejar, A.K.; Ghanem, N.; Mihoubi, D.; Kechaou, N. Effect of infrared drying on drying kinetics, color, total phenols and water and oil holding capacities of orange (Citrus Sinensis) peel and leaves. Int. J. Food Eng. 2011, 7, 1–25. [Google Scholar]
- Hamanaka, D.; Uchino, T.; Furuse, N.; Han, W.; Tanaka, S. Effect of the wavelength of infrared heaters on the inactivation of bacterial spores at various water activities. Int. J. Food Microbiol. 2006, 108, 281–285. [Google Scholar] [CrossRef]
- Hamanaka, D.; Uchino, T.; Inoue, A.; Kawasaki, K.; Hori, Y. Development of the rotating type grain sterilizer using infrared radiation heating. J. Fac. Agr. Kyushu U. 2007, 52, 107–110. [Google Scholar]
- Sato, H.; Hatae, K.; Shimada, A. Studies on radiative heating condition of foods. I. Effect of radiant characteristics of heaters on crust formation and coloring processes of food surfaces. J. Jpn. Soci. Food Sci. Technol. 2012, 39, 784–789. [Google Scholar] [CrossRef][Green Version]
- Poss, G.T. Roasting Coffee Beans. U.S. Patent 7 235 764 B2, 26 June 2007. [Google Scholar]
- Vikram, V.; Ramesh, M.; Prapulla, S. Thermal degradation kinetics of nutrients in orange juice heated by electromagnetic and conventional methods. J. Food Eng. 2005, 69, 31–40. [Google Scholar] [CrossRef]
- Sheridan, P.; Shilton, N. Application of far-infrared radiation to cooking of meat products. J. Food Eng. 1999, 41, 203–208. [Google Scholar] [CrossRef]
- Modest, M.F. Radiative Heat Transfer; McGraw-Hill International Edition: New York, NY, USA, 1993. [Google Scholar]
- Hung, J.Y.; Wimberger, R.J.; Mujumdar, A.S. Drying of coated webs. In Handbook of Industrial Drying, 2nd ed.; Mujumdar, A.S., Ed.; Marcel Dekker Inc: New York, NY, USA, 1995; pp. 1007–1038. [Google Scholar]
- Ilyasov, S.G.; Krasnikov, V.V. Physical Principles of Infrared Radiation of Foodstuffs; Hemisphere Publishing Corp: New York, NY, USA, 1991. [Google Scholar]
- Datta, A.K.; Almeida, M. Properties relevant to infrared heating of foods. In Engineering Properties of Foods, 3rd ed.; Rao, M.A., Rizvi, S.S.H., Datta, A.K., Eds.; CRC Press: Boca Raton, FL, USA, 2005; pp. 209–237. [Google Scholar]
- Nindo, C.I.; Kudo, Y.; Bekki, E. Test model for studying sun drying of rough rice using far-infrared radiation. Dry. Technol. 1995, 13, 225–238. [Google Scholar] [CrossRef]
- Sun, D.W. Thermal Food Processing: New Technologies and Quality Issues; CRC Press: Boca Raton, FL, USA, 2012; p. 620. [Google Scholar]
- Richardson, P. Thermal Technologies in Food Processing; CRC Press: Boca Raton, FL, USA, 2001; p. 294. [Google Scholar]
- Laohavanich, J.; Wongpichet, S. Thin layer drying model for gas-fired infrared drying of paddy. Songklanakarin. J. Sci. Technol. 2008, 30, 343–348. [Google Scholar]
- Bors, W.; Michel, C.; Stettmaier, K. Structure-activity relationships governing antioxidant capacities of plant polyphenols. Methods in Enzymol. 2001, 335, 166–180. [Google Scholar]
- Cuvelier, M.E.; Richard, H.; Berset, C. Comparison of the antioxidant activity of some acid phenols: Structure-activity relationship. Biosci. Biotechnol. Biochem. 1992, 56, 324–325. [Google Scholar] [CrossRef]
- Maillard, M.N.; Soum, M.H.; Boivia, P.; Berset, C. Antioxidant activity of barley and malt: Relationship with phenolic content. LWT Food Sci. Technol. 1996, 29, 238–244. [Google Scholar] [CrossRef]
- Garau, M.C.; Simal, S.; Rosselló, C.; Femenia, A. Effect of air-drying temperature on physico-chemical properties of dietary fibre and antioxidant capacity of orange (Citrus aurantium v. Canoneta) byproducts. Food Chem. 2007, 104, 1014–1024. [Google Scholar] [CrossRef]
- Li, B.B.; Smith, B.; Hossain, M. Extraction of phenolics from citrus peels. I. Solvent extraction method. Sep. Purif. Technol. 2006, 48, 182–188. [Google Scholar] [CrossRef]
- Niwa, Y.; Kanoh, T.; Kasama, T.; Neigishi, M. Activation of antioxidant activity in natural medicinal products by heating, brewing and lipophilization. A new drug delivery system. Drug. Exp. Clin. Res. 1988, 14, 361–372. [Google Scholar]
- Lee, S.C.; Kim, J.H.; Jeong, S.M.; Kim, D.R.; Ha, J.U.; Nam, K.C.; Du, A. Effect of far-infrared radiation on the antioxidant activity of rice hulls. J. Agric. Food Chem. 2003, 51, 4400–4403. [Google Scholar] [CrossRef]
- Nam, K.C.; Kim, J.; Ahn, D.U.; Lee, S. Far-Infrared Radiation Increases the Antioxidant Properties of Rice Hull Extract in Cooked Turkey Meat. J. Agric. Food Chem. 2004, 52, 374–379. [Google Scholar] [CrossRef]
- Lee, S.C.; Nam, K.C.; Ahn, D.U. Antioxidant properties of far infrared-treated rice hull extract in irradiated raw and cooked turkey breast. J. Food Sci. 2003, 68, 1904–1909. [Google Scholar] [CrossRef]
- Inoue, S.; Kabaya, M. Biological activities caused by far-infrared radiation. Int. J. Biometeorol. 1989, 33, 145–150. [Google Scholar] [CrossRef]
- Jeong, S.M.; Kim, S.Y.; Kim, D.R.; Nam, K.C.; Ahn, D.U.; Lee, S.C. Effect of seed roasting conditions on the antioxidant activity of defatted sesame meal extracts. J. Food Sci. 2004, 69, 377–381. [Google Scholar] [CrossRef]
- Doymaz, I.; Karasu, S.; Baslar, M. Effects of infrared heating on drying kinetics, antioxidant activity, phenolic content, and color of jujube fruit. J. Food Meas. Charact. 2016. [Google Scholar] [CrossRef]
- Yang, J.; Pan, Z.; Takeoka, G.; Mackey, B.; Bingol, G.; Brandle, M.T.; Garcin, K.; McHugh, T.H.; Wang, H. Shelf-life of infrared dry-roasted almonds. Food Chem. 2013, 138, 671–678. [Google Scholar] [CrossRef] [PubMed]
- Chandrasekara, N.; Shahidi, F. Oxidative stability of cashew oils from raw and roasted nuts. J. Am. Oil Chem. Soc. 2011, 88, 1197–1202. [Google Scholar] [CrossRef]
- Tuncel, N.B.; Uygur, A.; Yüceer, Y.K. The Effects of Infrared Roasting on HCN Content, Chemical Composition and Storage Stability of Flaxseed and Flaxseed Oil. J. Am. Oil Chem. Soc. 2017, 94, 877–884. [Google Scholar] [CrossRef]
- Rim, A.R.; Jung, E.S.; Jo, S.C.; Lee, S.C. Effect of far infrared irradiation and heat treatment on the antioxidant activity of extracts from peanut (Arachis hypogaea) shell. J. Korean Soc. Food Sci. Nutr. 2005, 34, 1114–1117. [Google Scholar]
- Seok, H.E.; Hyung, J.P.; Dong, W.S.; Won, W.K.; Dong, H.C. Stimulating effects of far infrared ray radiation on the release of antioxidative phenolics in grape berries. Food Sci. Biotechnol. 2009, 18, 362–366. [Google Scholar]
- Molin, G.; Ostlund, K. Dry heat inactivation of Bacillus subtilis spores by means of IR heating. Antonie van Leeuwenhoek 1975, 41, 329–335. [Google Scholar] [CrossRef]
- Sawai, J.; Sagara, K.; Hashimoto, A.; Igarashi, H.; Shimizu, M. Inactivation characteristics shown by enzymes and bacteria treated with far-infrared radiative heating. Int. J. Food Sci. Technol. 2003, 38, 661–667. [Google Scholar] [CrossRef]
- Jun, S.; Irudayaraj, J. A dynamic fungal inactivation approach using selective infrared heating. Trans. ASAE 2003, 46, 1407–1412. [Google Scholar]
- Sawai, J.; Igarashi, H.; Hashimoto, A.; Kokugan, T.; Shimizu, M. Evaluation of growth inhibitory effectof ceramics powder slurry on bacteria by conductance method. J. Chem. Eng. Jpn. 1995, 28, 288–293. [Google Scholar] [CrossRef]
- Rosenthal, I.; Rosen, B.; Bernstein, S. Surface pasteurization of Cottage cheese. Milchwissenschaft 1996, 51, 198–201. [Google Scholar]
- Kirkpatrick, R.L. Infrared reduction for control of lesser grain borers and rice weevils in bulk wheat. J. Kans. Entomol. Soc. 1975, 48, 100–107. [Google Scholar]
- Kohashi, M.; Akao, K.; Watanabe, T. Nonthermal effects of a ceramics radiation on xanthine oxidase activity. Biosci. Biotechnol. Biochem. 1993, 57, 1999–2004. [Google Scholar] [CrossRef][Green Version]
- Yi, Z.; Zhongli, P.; McHugh, T.H. Effect of dipping treatments on color stabilization and texture of apple cubes for infrared dry blanching process. J. Food Proc. Preserv. 2007, 31, 632–648. [Google Scholar]
- Vishwanathan, K.H.; Giwari, G.K.; Hebbar, H.U. Infrared assisted dry-blanching and hybrid drying of carrot. Food Bioprod. Process. 2013, 91, 89–94. [Google Scholar] [CrossRef]
- Pei, D.C. Microwave baking: New developments. Bakers Digest 1982, 56, 8–12. [Google Scholar]
- Skjoldebrand, C. Cooking by Infrared Radiation. In Proceedings of the Intemational Symposiu mon Progress in Food Preparation Processes, Tylosand, Sweden, 8–11 June 1986. [Google Scholar]
- Wade, P. Biscuit baking by near infrared radiation. J. Food Eng. 1987, 6, 165–175. [Google Scholar] [CrossRef]
- Dagerskog, M. Infra-red radiation for food processing II. Calculation of heat penetration during infra-red frying of meat products. LWT Food Sci. Technol. 1979, 12, 252–257. [Google Scholar]
- Skjoldebrand, C.; Andersson, C.G. Baking using short wave infrared radiation. In Cereals in a European Context, Proceedings of the First European Conference on Food Science and Technology; Horwood, E., Morton, I.D., Eds.; Vch Pub: Chichester, UK, 1987. [Google Scholar]
- Heist, J.; Cremer, M.L. Sensory quality and energy use for baking of molasses cookies prepared with bleached and unbleached flour and baked in infrared, forced air convection, and conventional deck ovens. J. Food Sci. 1990, 55, 1095–1101. [Google Scholar] [CrossRef]
- Lee, K.H. Microwave Oven with Halogen Lamps. U.S. Patent 6,172,347, 9 January 2001. [Google Scholar]
- Zuckerman, H.; Miltz, J. Prediction of dough browning in the microwave oven from temperatures at the susceptor/product interface. LWT Food Sci. Technol. 1997, 30, 519–524. [Google Scholar] [CrossRef]
- Sumnu, G.; Sahin, S.; Sevimli, M. Microwave, infrared and infrared-microwave combination baking of cakes Gulum. J. Food Eng. 2005, 71, 150–155. [Google Scholar] [CrossRef]
- Burdurlu, H.S.; Koca, N.; Karadeniz, F. Degradation of vitamin C in citrus juice concentrates during storage. J. Food Eng. 2006, 74, 211–216. [Google Scholar] [CrossRef]
- Masamura, A.; Sado, H.; Nabetani, H.; Nakajima, M. Drying of potato by far-infrared radiation. Nippon Shokuhin Kogyo Gakkaishi 1988, 35, 309–314. [Google Scholar] [CrossRef]
- Afzal, T.M.; Abe, T. Diffusion in potato during far infrared radiation drying. J. Food Eng. 1998, 37, 353–365. [Google Scholar] [CrossRef]
- Sawai, J.; Nakai, T.; Hashimoto, A.; Shimizu, M. A comparison of the hydrolysis of sweet potato starch with b-amylase and infrared radiation allows prediction of reducing sugar production. Int. J. Food Sci. Technol. 2004, 39, 967–974. [Google Scholar] [CrossRef]
- Mongpraneet, S.; Abe, T.; Tsurusaki, T. Accelerated drying of welsh onion by far infrared radiation under vacuum conditions. J. Food Eng. 2002, 55, 147–156. [Google Scholar] [CrossRef]
- Sharma, G.P.; Verma, R.C.; Pathare, P.B. Thin-layer infrared radiation drying of onion slices. J. Food Eng. 2005, 67, 361–366. [Google Scholar] [CrossRef]
- Togrul, H. Simple modeling of infrared drying of fresh apple slices. J. Food Eng. 2005, 71, 311–323. [Google Scholar] [CrossRef]
- Krishnamurthy, K.; Khurana, H.K.; Jun, S.; Irudayaraj, S.; Demirci, A. Infrared heating in food processing: An overview. Comprehen. Rev. Food Sci. Food Safety 2008, 7, 1–13. [Google Scholar] [CrossRef]
- Contreras, C.; Martín-Esparza, M.E.; Chiralt, A.; Martínez-Navarrete, N. Influence of microwave application on convective drying: Effects on drying kinetics, and optical and mechanical properties of apple and strawberry. J. Food Eng. 2008, 88, 55–64. [Google Scholar] [CrossRef]
- An, J.U.; An, C.G.; Hwang, Y.H.; Yoon, H.S.; Chang, Y.H.; Shon, G.M.; Jeong, B.R. Effect of heating by infrared heating lamps on growth of strawberry and heating cost. Prot. Hortic. Plant Fact. 2013, 22, 355–360. [Google Scholar] [CrossRef]
- Dostie, M. Optimization of a drying process using infrared, radio frequency and convection heating. In Drying’92; Elsevier: Amsterdam, The Netherlands, 1992; pp. 679–684. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Relevant Food Component | Absorption Wavelength (μm) | Chemical Group |
|---|---|---|
| Water, sugars | 2.7–3.3 | Hydroxyl group (O–H) |
| Lipids, sugars, proteins | 3.25–3.7 | Aliphatic carbon-hydrogen bond |
| Lipids | 5.71–5.76 | Carbonyl group (C=O) (ester) |
| Proteins | 5.92 | Carbonyl group (C=O) (amide) |
| Proteins | 2.83–3.33 | Nitrogen-hydrogen group (–NH–) |
| Unsaturated lipids | 4.44–4.76 | Carbon-carbon double bond (C=O) |
| Treatments | Time (min) | ||||||
|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 15 | 20 | 40 | 60 | |
| FIR-radiation | 72.9e | 79.3de | 88.6d | 99.4cx | 107.8cx | 124.1bx | 141.6ax |
| Heat treatment | 72.9c | 79.8b | 79.5b | 78.6by | 78.5by | 86.7ay | 90.3ay |
| Parameters | Initial | Infrared (Standard) W | Infrared Capacity (Pre-Treated with 5% Potassium Carbonate and 0.5% Olive Oil for 2 min) | ||||
|---|---|---|---|---|---|---|---|
| 62 | 88 | 125 | 62 | 88 | 125 | ||
| TPC (mg of GA/100 g of dry matter) | 263.15a | 181.6e | 134.35d | 221.24b | 155.41d | 191.32c | 192.41c |
| DPPH (l mol trolox/100 g of dry matter) | 4.23a | 0.99f | 1.98c | 3.23b | 1.51d | 2.70b | 2.55c |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aboud, S.A.; Altemimi, A.B.; R. S. Al-HiIphy, A.; Yi-Chen, L.; Cacciola, F. A Comprehensive Review on Infrared Heating Applications in Food Processing. Molecules 2019, 24, 4125. https://doi.org/10.3390/molecules24224125
Aboud SA, Altemimi AB, R. S. Al-HiIphy A, Yi-Chen L, Cacciola F. A Comprehensive Review on Infrared Heating Applications in Food Processing. Molecules. 2019; 24(22):4125. https://doi.org/10.3390/molecules24224125
Chicago/Turabian StyleAboud, Salam A., Ammar B. Altemimi, Asaad R. S. Al-HiIphy, Lee Yi-Chen, and Francesco Cacciola. 2019. "A Comprehensive Review on Infrared Heating Applications in Food Processing" Molecules 24, no. 22: 4125. https://doi.org/10.3390/molecules24224125
APA StyleAboud, S. A., Altemimi, A. B., R. S. Al-HiIphy, A., Yi-Chen, L., & Cacciola, F. (2019). A Comprehensive Review on Infrared Heating Applications in Food Processing. Molecules, 24(22), 4125. https://doi.org/10.3390/molecules24224125