Abstract
The effects of processing conditions and holding time on the direct bonding (DBC) of lotus-type porous copper to alumina substrates were systematically investigated. The evolution of copper morphology and the resulting shear strength were evaluated under varying pressures (0.3–0.6 Torr) and bonding durations (5–160 min) at a fixed bonding temperature. It was found that pressure within the tested range exerted a negligible influence on joint quality, as direct bonding occurred consistently. In contrast, holding time was found to be a critical factor: a duration of 10 min yielded optimal bonding with high shear strength while preserving the porous structure, whereas shorter times led to incomplete bonding, and longer times caused structural collapse due to liquid-phase flow. The oxidation behavior, governed by parabolic growth kinetics, was identified as the primary mechanism controlling morphological evolution. These findings provide practical guidance for optimizing DBC bonding of porous copper in power semiconductor applications, balancing joint strength and structural integrity.
1. Introduction
Direct bonded copper (DBC) substrates are widely employed in power semiconductor packaging owing to their excellent thermal conductivity and electrical insulation properties [1,2]. The bonding process generally involves the formation of a Cu2O layer on the copper surface, followed by a liquid-phase reaction with the alumina substrate to achieve strong metallurgical adhesion [3,4]. However, the mechanical performance of such bonding systems is often limited by interfacial stress concentration and the presence of defects such as pores within the metallic phase [5,6,7].
Porous metals have attracted considerable attention due to their lightweight structures and high energy absorption capacity [8,9,10]. In particular, lotus-type porous copper offers potential advantages for DBC applications, such as weight reduction and control of thermal expansion. Nevertheless, the use of porous copper in DBC bonding introduces new challenges, such as structural deformation during liquid-phase formation, high sensitivity of bonding quality to oxidation conditions, and difficulty in achieving uniform metallurgical bonding. These issues have limited the practical adoption of porous copper in DBC substrates.
Previous studies on DBC bonding have primarily focused on sheet-type copper substrates, emphasizing the roles of Cu2O formation and bonding temperature/time on joint strength [11,12]. Systematic investigations of porous copper bonding—particularly regarding the interplay among oxidation kinetics, morphological evolution, and mechanical performance—remain scarce. Moreover, existing approaches often fail to preserve the structural integrity of porous copper while achieving reliable metallurgical bonding.
To address these gaps, the present study introduces a pressure- and oxidation-controlled DBC bonding approach, in which bonding is conducted at the eutectic temperature under a controlled pressure. The effects of pressure (0.3–0.6 Torr) and holding time (5–160 min) on the bonding of lotus-type porous copper to alumina substrates are systematically evaluated. Copper morphology and shear strength are analyzed to identify optimal processing conditions. The results provide practical guidance for balancing joint strength and structural integrity in porous copper DBC substrates, thereby advancing the design of power semiconductor packaging that requires both mechanical robustness and dimensional stability.
2. Materials and Methods
2.1. Preparation of Materials
The materials used in this study were bulk polycrystalline alumina (purity 99.7%), oxygen-free high-conductivity (OFHC) copper sheet, and unidirectionally porous copper (lotus-type). Both the copper sheet and the lotus copper were machined into 10 × 10 × 2.5 mm3 square specimens. Disk-shaped alumina specimens with a thickness of 5 mm and a diameter of 20 mm were prepared. Prior to bonding, the alumina substrates were annealed at 1000 °C for 30 min under a vacuum of 1.0 × Torr, followed by furnace cooling.
Lotus-type porous copper was produced from electrolytic copper (purity 99.99%) using a continuous casting process in a hydrogen–nitrogen mixed atmosphere [13]. The as-cast ingots (30 × 40 × 200 mm3) were cut into 10 × 10 × 2.5 mm3 specimens using an electrical discharge machine (EDM, Robofil 4000, Charmilles Technologies), ensuring that the cutting plane was oriented perpendicular to the pore direction. The cross-sectional morphology of the lotus copper, shown in Figure 1, reveals cylindrical pores aligned along the solidification direction.
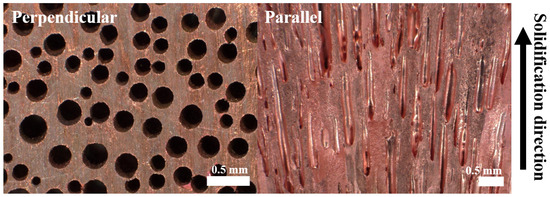
Figure 1.
Optical micrograph of the cross-section showing unidirectionally aligned pores in lotus-type porous copper.
The density of lotus copper and the reference density of copper sheet were determined according to Archimedes’ principle, and the porosity p was calculated as:
The lotus copper used for DBC bonding exhibited a porosity of 45.0 ± 1.5% and an average pore diameter of 300 ± 40 μm. The average pore length was also measured using an optical microscope (OM, VHX-7000, Keyence).
Before bonding, the copper surfaces were mechanically polished with 600-grit sandpaper and then pickled in a nitric-acid/ethanol solution mixed at a 1:3 volume ratio for 5 min at room temperature (RT). The specimens were subsequently ultrasonically cleaned in ethanol (99.9%) for 10 min. The DBC specimens were fabricated by bonding the alumina substrates with either lotus copper or copper sheet, as illustrated in Figure 2.
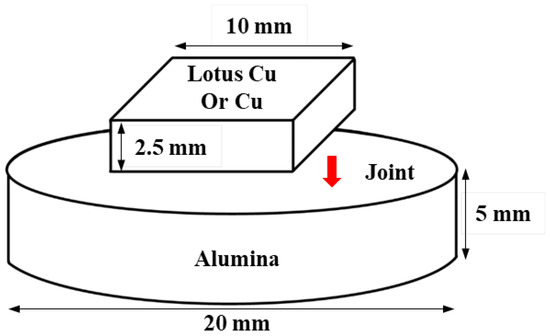
Figure 2.
Schematic illustration of the DBC joint assembly.
2.2. DBC Joints Process Design
To achieve reliable bonding between lotus-type porous copper and alumina substrates, an integrated direct bonding copper (DBC) process was developed. The conventional DBC process typically involves two main steps [14]. First, a controlled thermal oxidation of the copper surface is performed to form a Cu2O layer. The oxide thickness must be precisely regulated, as it critically affects the bonding quality. Previous studies have reported that the maximum shear strength is obtained when the oxide thickness is within 4–8 μm [15]. During subsequent heating, a Cu–Cu2O eutectic liquid forms at temperatures between 1065 °C and 1083 °C, which enhances interfacial wetting and chemical bonding with the alumina substrate.
In this study, bonding was carried out at a fixed temperature of 1070 °C within the eutectic range while systematically controlling both pressure and holding time for bonding lotus-type porous copper. The bonding pressure and duration were treated as key process variables. For the bonding of porous lotus copper, the integrated DBC process was applied under two experimental conditions: (i) varying the pressure from 0.3 to 0.6 Torr with a fixed holding time of 10 min, and (ii) fixing the pressure at 0.4 Torr while varying the holding time from 5 to 160 min.
During heating, a Cu2O layer developed on the lotus copper surface, followed by the appearance of a eutectic liquid at the bonding interface, which facilitated strong metallurgical bonding between the copper and alumina substrate. The temperature was increased at a rate of 8 °C/min until 1070 °C was reached. After bonding, the specimens were cooled to 1000 °C and held for 30 min, then furnace-cooled to room temperature. All bonding experiments were conducted in an alumina tube furnace to ensure uniform temperature and atmosphere control. Figure 3 presents a schematic illustrating the differences between the conventional process and the newly developed integrated process for bonding lotus-type copper.
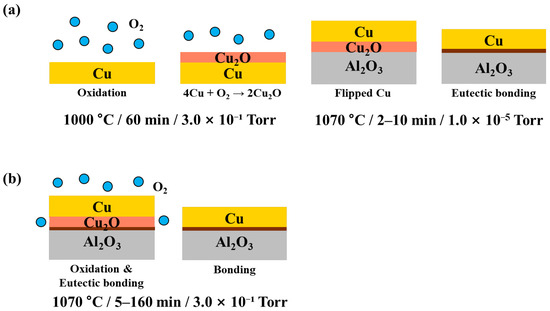
Figure 3.
Schematics of the conventional DBC process (a) and the newly developed integrated DBC process for lotus-type copper bonding (b).
2.3. Shear Strength Test and Characterization Analysis
The bonding strength of the DBC joints was evaluated through shear testing. The alumina disk substrates were fixed in a custom-designed jig, and a load was applied to the copper side until complete failure occurred. Five specimens were tested for each bonding condition to ensure reproducibility.
Shear tests were performed using a universal testing machine (AGS-X, Shimadzu) at a constant crosshead speed of 1 mm/min. The maximum load at fracture was recorded and divided by the apparent bonding area of 100 mm2 to calculate the shear strength. All dimensional and stress values are reported in millimeters (mm) and megapascals (MPa), respectively. The cross-sectional and fracture morphologies were examined using optical microscopy (OM) and scanning electron microscopy (SEM, Axia ChemiSEM, Thermo Fisher Scientific). A schematic illustration of the shear testing configuration is shown in Figure 4.
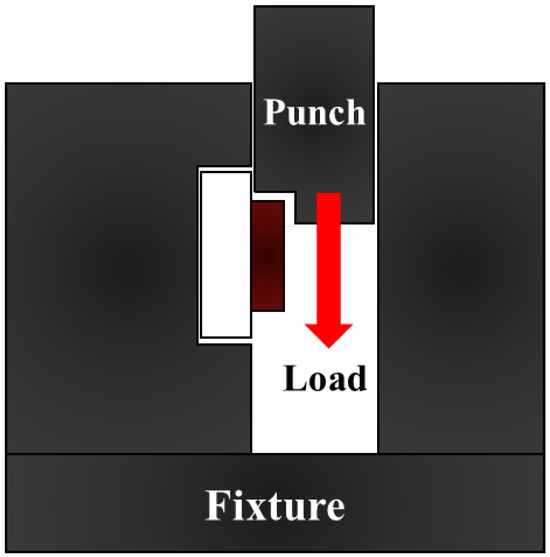
Figure 4.
Schematic of the shear test jig.
3. Results and Discussion
3.1. Effect of Holding Time on Lotus-Type Copper/Alumina Bond Quality
Figure 5 presents the morphological evolution of lotus-type porous copper maintained at the eutectic temperature for durations ranging from 5 to 160 min under a pressure of 0.4 Torr. The image at 0 min corresponds to the copper prior to the DBC process. During DBC bonding, solid copper on the surface is oxidized and liquefied at the eutectic temperature, enabling reaction and bonding with the alumina substrate [16]. Consequently, surface liquefaction of copper is essential. Once liquefaction begins, the molten copper becomes highly mobile. Unlike sheet-type copper, lotus-type porous copper lacks sufficient structural constraint to retain its original shape. As a result, the interconnected ligaments between pores are easily destabilized, rendering the porous structure extremely susceptible to morphological deformation during liquefaction.
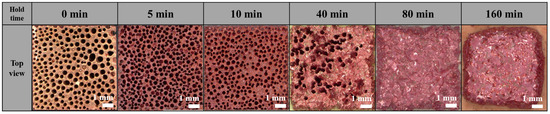
Figure 5.
Optical images showing the morphological evolution of copper at different holding times.
Previous studies have reported that bonding between copper and alumina can be completed within as little as 2–3 min [17]. Accordingly, bonding durations in this study were varied from 5 to 160 min. At 5 and 10 min, molten copper progressively filled the pores. With extended holding times, pore closure increased markedly, and the morphology underwent severe deformation, ultimately deviating substantially from the original structure. For the longest durations, pores disappeared entirely, and copper agglomerated into a single bulk mass. Residual unliquefied regions appeared as sharp, irregular protrusions.
Figure 6 shows the surface height profiles of the bonded specimens. Prior to processing and at 5 and 10 min, the surfaces exhibited minor irregularities but remained relatively uniform in height. After 40 min or longer, extended oxidation and liquefaction caused the collapse of copper ligaments between pores, resulting in pronounced variations in surface height. Simultaneously, molten copper infiltrated and sealed the pores during cooling. With further holding time, all pores were eliminated, and the structure coalesced into a droplet-like morphology, with the central region remaining elevated due to surface tension of the liquid copper.

Figure 6.
3D height profiles of copper corresponding to different holding times.
Figure 7 illustrates the cross-sectional morphologies of the specimens. Before bonding, the pores were uniformly distributed and exhibited elongated elliptical shapes, reflecting the slightly inclined growth direction during the fabrication of lotus copper. Similar features were observed in specimens processed up to 10 min. However, after 40 min, the elliptical pore structure was no longer discernible, as molten copper infiltrated and filled the pores. In the 80 min specimen, nearly all pores disappeared, with only remnants near the bonding interface remaining, while the upper region was completely sealed by copper. With holding times longer than 80 min, the lotus copper layer consolidated into a single bulk structure.

Figure 7.
SEM images of the cross-section of copper at various holding times.
Figure 8 shows the shear strength of the bonded specimens. The specimen bonded for 10 min exhibited the highest shear strength of 12.4 MPa, representing an optimal condition where the morphology was preserved while achieving sufficient bonding. In contrast, the 5 min specimen retained the original pore structure but exhibited a lower shear strength of 10.4 MPa, indicating insufficient bonding. Specimens bonded for 40 min or longer generally showed higher strength; however, the morphology was severely deformed. Some specimens processed for 160 min exhibited low shear strength, resulting in large standard deviations that indicate inconsistent bonding quality. Moreover, severe surface irregularities rendered these specimens unsuitable for power semiconductor applications requiring dimensional precision.
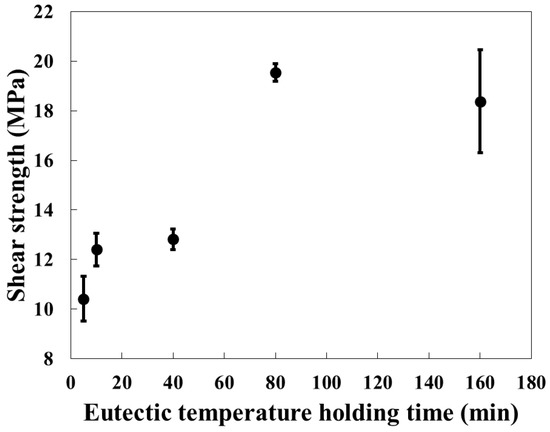
Figure 8.
Shear strength of lotus DBC specimens under different holding times.
Figure 9 illustrates the fractured surface after shear testing. Two distinct regions were observed on the fractured alumina surface: a reddish sand-colored region and a white region. The reddish region corresponded to original pore locations in the copper or areas where bonding did not occur. In these regions, Cu2O particles retained their inherent reddish-brown color and adhered to the surface without detachment during fracture. In contrast, the white region indicated areas where copper had bonded and was mechanically delaminated during testing, exposing the original alumina surface, implying cohesive fracture within the bonded alumina.

Figure 9.
Optical images of the fractured alumina surface at different holding times.
In the specimen processed for 5 min, almost no alumina fractures were observed on the fractured alumina surface, indicating insufficient interfacial bonding. This correlates with the low shear strength and large standard deviation, suggesting that 5 min of processing is inadequate for effective bonding. The 10 min specimen exhibited uniformly distributed alumina detachment marks across the entire surface with a large fracture area, resulting in high shear strength. For specimens processed for more than 40 min, the distinction between the original pore locations and the bonded copper areas became unclear, and the regions appeared to coalesce into larger clusters. This suggests that the liquefaction of the copper surface during the DBC process, which was also observed on the specimen top view (Figure 5), occurred similarly at the bonding interface.
Figure 10 presents the fractured alumina surface of the 160 min specimen. The boundary between discolored and white regions was magnified for analysis. EDS confirmed the presence of Cu in the discolored region, and molten copper clusters detached during processing were observed. The opposite region, where alumina was torn off, exhibited characteristic fracture depths with no detectable Cu, confirming that it corresponded to the interior of the original alumina substrate, showing only aluminum and oxygen peaks.
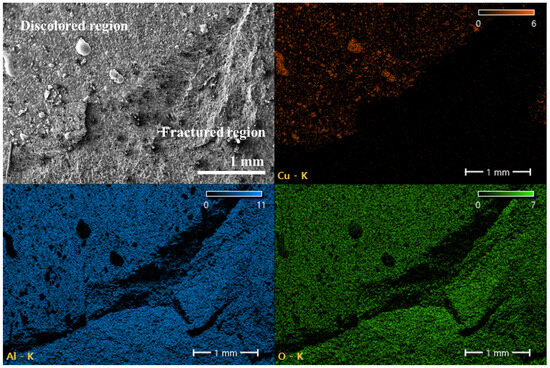
Figure 10.
SEM and EDS analysis of the fractured surface of the alumina substrate.
Figure 11 shows the fractured copper surface of the same 160 min specimen. Similar to the alumina side, the boundary between discolored and white regions was examined. Alumina fragments mechanically detached from the substrate remained adhered to the lower region of the copper surface. The upper region, which had not bonded to alumina, exhibited large internal voids, attributed to partial agglomeration and hollowing of the porous copper during surface liquefaction. In the molten copper region, convex pea-shaped features represent solid copper remnants of the original porous structure, whereas the matrix corresponds to resolidified copper that flowed during processing and solidified upon cooling. At higher magnification, elongated particles were observed within this matrix, identified as oxidized Cu2O particles swept along in the molten flow [17]. EDS analysis confirmed the presence of copper throughout the region, with Cu2O particles exhibiting higher oxygen content than the surrounding metallic copper matrix.
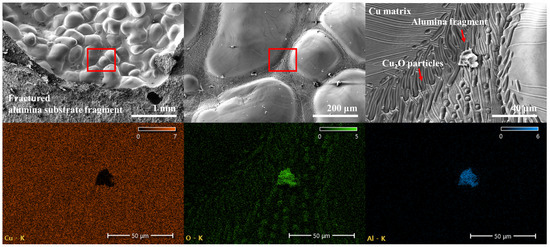
Figure 11.
SEM and EDS analysis of the fractured surface of the copper layer.
3.2. Effect of Pressure on Lotus-Type Copper/Alumina Bond Quality
Figure 12 shows the morphological evolution of lotus-type porous copper specimens maintained for 10 min at pressures of 0.3, 0.4, 0.5, and 0.6 Torr. During the DBC process, the formation of a Cu2O oxide layer on the copper surface is critical, and this layer forms only within a limited low-oxygen range [18]. If the pressure is too high, CuO forms instead, whereas excessively low pressure reduces the oxide growth rate, preventing effective bonding. Within the tested pressure range, bonding was successfully achieved under all conditions. Minor morphological changes were observed in the copper: pores were partially filled, resulting in blocked structures. A slight increase in the number of blocked pores was noted with increasing pressure.
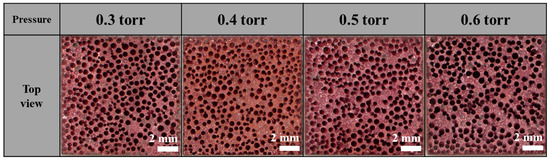
Figure 12.
Optical images showing the morphological evolution of copper under different pressures.
Figure 13 presents the shear strength results of specimens bonded under each pressure. Since the surface morphology exhibited minimal variation, the measured shear strengths also showed no significant differences. Therefore, within the range of 0.3–0.6 Torr, where Cu2O formation is stable, lotus-type porous copper can be reliably bonded to alumina ceramic substrates. These results indicate that bonding proceeds stably within the stable Cu2O formation range, and a minimum bonding duration of 10 min provides optimal conditions in terms of both shear strength and morphological stability.
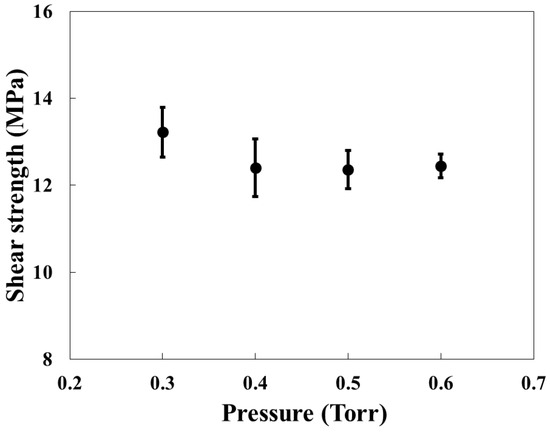
Figure 13.
Shear strength of lotus DBC specimens under different pressures.
3.3. Morphological Changes with Oxidation Rate
Oxidation of copper is an essential step in the DBC bonding process. In particular, the formation of a Cu2O layer is required, which occurs only under specific conditions. The oxygen partial pressure condition must be significantly lower than atmospheric pressure, and a sufficiently high temperature is necessary to promote rapid oxide formation [18]. In the integrated DBC process conducted in this study, oxidation of the porous copper surface induces surface melting due to the eutectic reaction at the bonding temperature [15]. Consequently, the morphological evolution of copper is governed by the oxidation rate and the duration of the oxidation process. Moreover, the porous structure amplifies the morphological changes caused by surface melting.
To investigate the effect of oxidation rate on copper morphology, the growth rate of the Cu2O oxide layer was estimated using the Arrhenius equation:
where is the parabolic rate constant, A is a pre-exponential constant, Q is the activation energy, R is the universal gas constant, and T is the absolute temperature. Copper oxidation is known to follow the parabolic rate law [19]:
where x is the oxide layer thickness and t is the oxidation time. To estimate the oxidation behavior of copper under the experimental oxygen partial pressures and time range, the two equations were combined as follows:
Here, is a temperature-independent constant, n is the reaction order of oxidation, and for Cu2O, as reported in previous studies [20]. represents the oxygen partial pressure. According to this relationship, the effect of oxygen partial pressure is proportional to the eighth root, implying only minor changes, whereas the oxidation time affects the layer thickness proportionally to the square root, thus having a larger influence on the oxidation rate. The effect of temperature appears in the denominator of the exponent in the Arrhenius equation; thus, the oxidation rate increases rapidly with increasing temperature. Consequently, even a slight increase in temperature within the narrow eutectic range leads to extremely fast oxidation, making it difficult to observe changes due to oxygen partial pressure or bonding time. Moreover, the porous copper undergoes melting even over short durations, preventing the preservation of its original morphology. Therefore, a practically controllable process temperature of 1070 °C was selected for the experiments.
Based on the experimental results, bonding durations shorter than 5 min at 1070 °C were insufficient for the copper to melt and react effectively with the alumina substrate. Therefore, a minimum bonding duration of 10 min is recommended. Bonding times exceeding this limit led to collapse of the original copper morphology, adversely affecting the quality of the bonding interface. The influence of oxygen partial pressure on the bonding outcome was found to be less significant than that of bonding duration. This observation reflects the inherent oxidation kinetics of copper and provides valuable guidance for optimizing the DBC bonding process of porous copper structures.
4. Conclusions
This study investigated the effects of processing conditions, hold time, and oxidation behavior on the DBC bonding of lotus-type porous copper to alumina substrates. The main findings are summarized as follows:
- Within the range of 0.3–0.6 Torr, pressure had little effect on bonding quality. Cu2O formation occurred consistently under all tested pressures, and the shear strength exhibited minimal variation.
- Maintaining the specimens at the bonding temperature for 10 min provided the optimal balance between morphology preservation and joint strength. Shorter hold times (5 min) resulted in insufficient bonding, whereas longer hold times (>40 min) caused excessive deformation of the porous copper, leading to unpredictable surface morphology and unreliable shear strength.
- The evolution of copper morphology and bonding is governed by the oxidation kinetics of copper and is influenced by temperature, pressure, and oxidation duration. Specifically, the formation of the Cu2O layer follows parabolic growth behavior, and since the eutectic bonding reaction proceeds simultaneously while controlling the oxidation rate, a bonding duration of 10 min—longer than the 2–3 min typically demanded in conventional DBC processes of sheet type—is required. Excessive hold times accelerate liquid-phase flow, leading to pore closure and aggregation, which degrade the quality of the bond.
In conclusion, to achieve reliable DBC bonding while preserving the structural features of lotus-type porous copper, a hold time of approximately 10 min at 1070 °C under a controlled pressure of 0.4 Torr is recommended. These findings provide practical guidance for optimizing the bonding process in power semiconductor applications, where both dimensional integrity and joint strength are critical.
Author Contributions
Conceptualization, S.-G.C.; methodology, S.-G.C.; validation, K.-S.K.; formal analysis, K.-S.K.; investigation, J.L.; data curation, J.L.; writing—original draft preparation, S.-G.C.; writing—review and editing, S.K.; resources, S.H.; visualization, K.-S.K.; supervision, S.H.; project administration, S.H. and S.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding authors.
Acknowledgments
This work was supported by INHA UNIVERSITY Research Grant.
Conflicts of Interest
Sangwook Kim is employeed by R&D Center, Lotus Materials Co., Ltd., remain authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Sanchez, J.L. State of the Art and Trends in Power Integration; MSM: San Juan, Puerto Rico, 1999; pp. 20–29. [Google Scholar]
- Sanchez, J.L.; Bourennane, A.; Breil, M.; Austin, P.; Brunet, M.; Laur, J.P. Evolution of the classical functional integration towards a 3D heterogeneous functional integration. In Proceedings of the 2007 14th International Conference on Mixed Design of Integrated Circuits and Systems, Ciechocinek, Poland, 21–23 June 2007; pp. 23–34. [Google Scholar]
- Schulz-Harder, J. Advantages and new development of direct bonded copper substrates. Microelectron. Reliab. 2003, 43, 359–365. [Google Scholar] [CrossRef]
- Liu, Y. Power Electronic Packaging: Design, Assembly Process, Reliability and Modeling; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Smet, V.; Forest, F.; Huselstein, J.J.; Richardeau, F.; Khatir, Z.; Lefebvre, S.; Berkani, M. Ageing and failure modes of IGBT modules in high-temperature power cycling. IEEE 2011, 58, 4931–4941. [Google Scholar] [CrossRef]
- McCluskey, P. Reliability of power electronics under thermal loading. In Proceedings of the 2012 7th International Conference on Integrated Power Electronics Systems (CIPS), Nuremberg, Germany, 6–8 March 2012; pp. 1–8. [Google Scholar]
- Squiller, D.; Greve, H.; Mengotti, E.; McCluskey, F.P. Physics-of-failure assessment methodology for power electronic systems. Microelectron. Reliab. 2014, 54, 1680–1685. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef] [PubMed]
- Goodall, R.; Mortensen, A. Porous metals. In Physical Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 2399–2595. [Google Scholar]
- Lee, J.W.; Hyun, S.K.; Kim, M.S.; Kim, M.G.; Ide, T.; Nakajima, H. Ductility improvement of intermetallic compound NiAl by unidirectional pores. Mater. Lett. 2012, 74, 213–216. [Google Scholar] [CrossRef]
- Kara-Slimane, A.; Juve, D.; Leblond, E.; Treheux, D. Joining of AlN with metals and alloys. J. Eur. Ceram. Soc. 2000, 20, 1829–1836. [Google Scholar] [CrossRef]
- Honjo, G. Electron Diffraction Studies on Oxide Films formed on Metals and Alloys Part 2 Selective Oxidation of Alloys. J. Phys. Soc. Jpn. 1953, 8, 113–118. [Google Scholar] [CrossRef]
- Shin, B.S.; Hyun, S.K. Optimizing the pore structure of lotus-type porous copper fabricated by continuous casting. Materials 2024, 17, 5015. [Google Scholar] [CrossRef] [PubMed]
- Hansen, M.; Anderko, K. Constitution of Binary Alloys; McGraw Hill: New York, NY, USA, 1958. [Google Scholar]
- Beraud, C.; Courbiere, M.; Esnouf, C.; Juve, D.; Treheux, D. Study of copper-alumina bonding. J. Mater. Sci. 1989, 24, 4545–4554. [Google Scholar] [CrossRef]
- Burgess, J.F.; Neugebauer, C.A.; Flanagan, G. The Direct Bonding of Metals to Ceramics by the Gas-Metal Eutectic Method. J. Electrochem. Soc. 1975, 122, 688. [Google Scholar] [CrossRef]
- Lee, S.K.; Tuan, W.H.; Wu, Y.Y.; Shih, S.J. Microstructure–thermal properties of Cu/Al2O3 bilayer prepared by direct bonding. J. Eur. Ceram. Soc. 2013, 33, 277–285. [Google Scholar] [CrossRef]
- Schmidt-Whitley, R.D.; Martinez-Clemente, M.; Revcolevschi, A. Growth and microstructural control of single crystal cuprous oxide Cu2O. J. Cryst. Growth 1974, 23, 113–120. [Google Scholar] [CrossRef]
- Mimura, K.; Lim, J.W.; Isshiki, M.; Zhu, Y.; Jiang, Q. Brief review of oxidation kinetics of copper at 350 C to 1050 C. Metall. Mater. Trans. A 2006, 37, 1231–1237. [Google Scholar] [CrossRef]
- Belousov, V.V.; Klimashin, A.A. High-temperature oxidation of copper. Russ. Chem. Rev. 2013, 82, 273. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).