2.1. Experimental Measurements
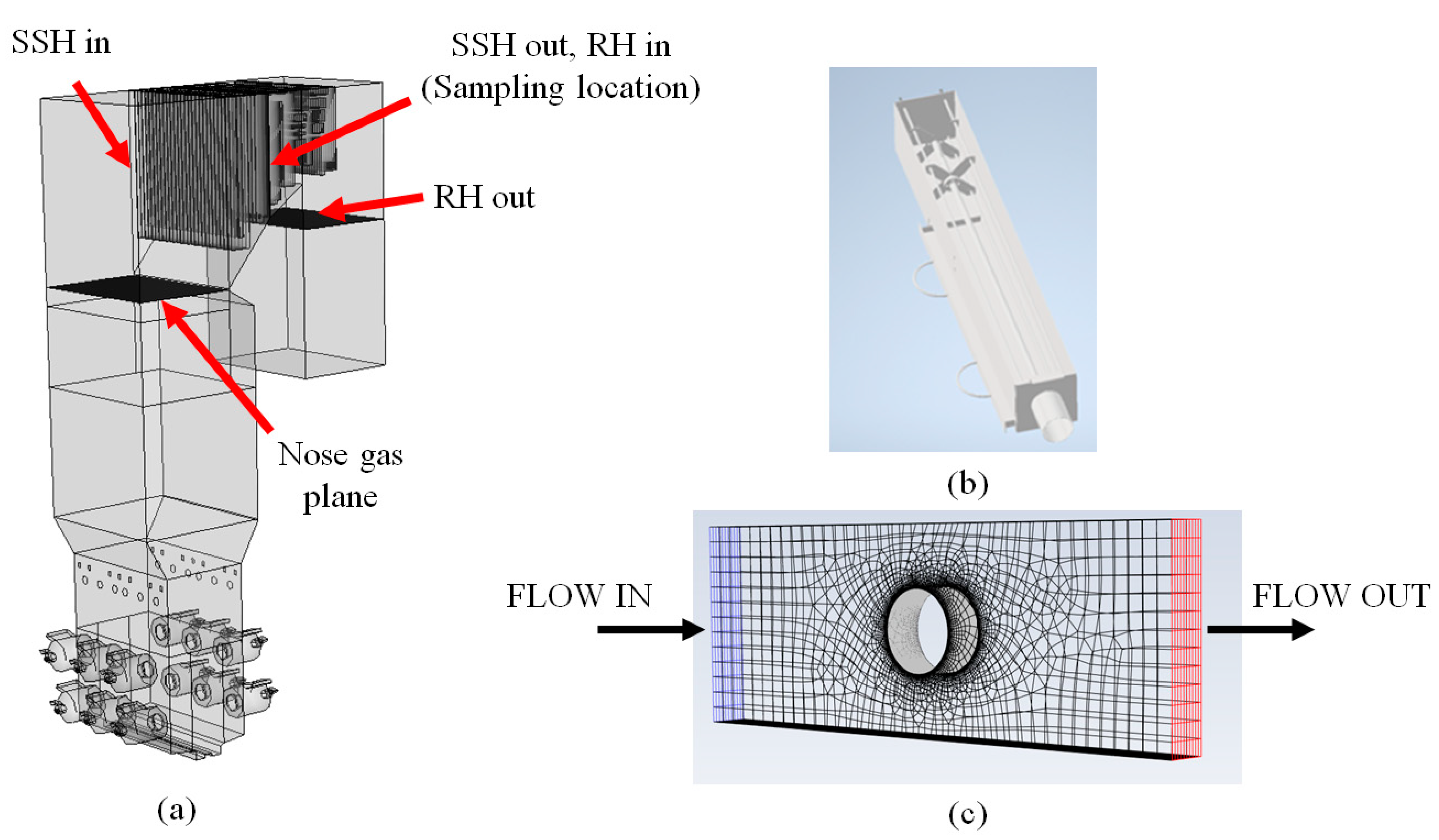
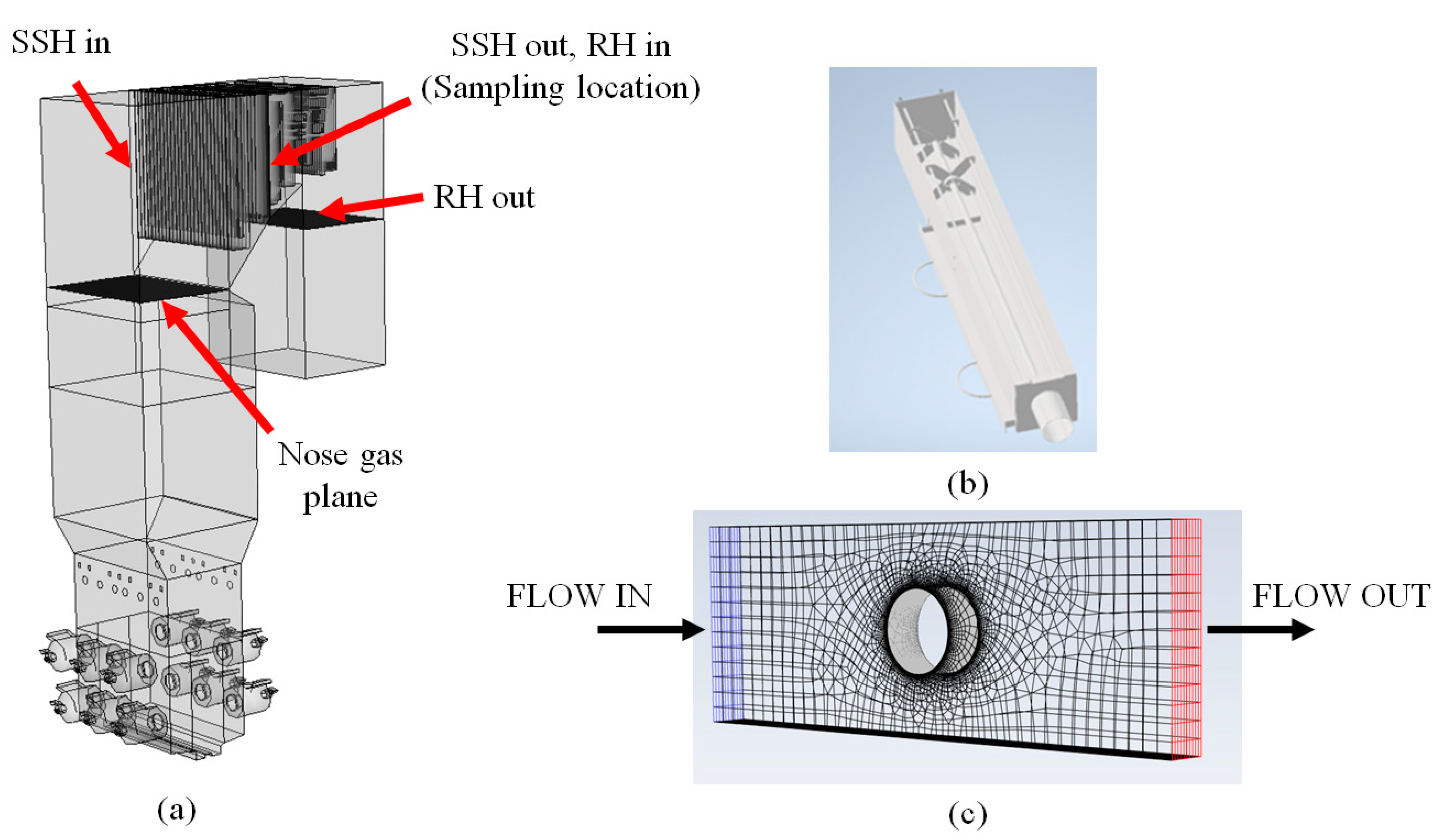
A 3D geometry representation of the 450 MW boiler investigated in this study is shown in
Figure 1a. Also shown are different planes along which estimates of gas temperature were obtained from the power plant (SSH: Secondary superheater; RH: Reheater). The geometry of the custom-built deposit collection probe (1″ outside diameter, 5′ long T22 steel tube) is shown in
Figure 1b. The probe was inserted horizontally through a 5.5 inch diameter port in the boiler between the secondary superheater and reheater heat exchange sections (gas temperature roughly 1150–1200 K at full load conditions) shown in
Figure 1a. The probe was cooled with either air or water that was introduced at the back of the probe to maintain its surface temperature between 800 and 850 K. The boiler’s negative operating pressure creates a strong draft of outside air into the boiler when ports are opened. This draft tends to break deposits during removal of the probe due to the strong airflow combined with thermal shock. In order to minimize the loss of deposits during the probe extraction process, a sealed shell (cf.
Figure 1b) was used to enclose the 5′ probe. The shell was designed to accommodate the thermocouple, air and water fittings at the back of the probe as well. Multiple design reviews were performed to ensure ease of fabrication and operation, quality of the collected deposit and specific fit to this particular boiler. Moment calculations were done to assess the suitability of support structures during operation. A custom probe holder with a handle was then built to move the probe in and out of the boiler. Rubber strips and latches were installed around the shell to create a seal while the probe was in operation. A tray was implemented to allow deposits to fall from the probe for easy removal. A 3-point thermocouple was installed inside the probe to monitor the temperatures along the 5′ length. A camera was placed in the rear interior of the shell to be able to view and record video of probe operation. The probe was extracted from the port and cooled to slightly above room temperature. Deposits formed on both the upstream and downstream sides of the probe and were collected for analysis. The edge of a scoopula was then used to scrape deposits off the probe that were collected in plastic containers. The samples were then weighed and bagged according to predetermined sample-handling procedures.
The as-fired fuel composition is summarized in
Table 1. The ash composition of the parent fuel is shown in
Table 2. The coal ashing procedure was performed at 750 °C according to ASTM method D3174.
Deposition rate measurements were carried out at different loads spanning several hours in duration where the composition of the coal and ash fed into the boiler were deemed to be relatively invariant. Particular attention was paid to ensure that the Na content of the parent fuel did not change significantly as this can impact the slagging propensities [
12]. The base-to-acid (B/A) ratio of this coal is 0.59 as calculated using the formula
This may be categorized as a high-silica, high-ash, low-B/A coal. Our previous experience indicates that for coals with this characteristic, roughly 50% (by mass) of the ash in coal is captured within the slag layer, with the remaining exiting the cyclone barrels as fly ash. In addition, this generally results in a moderately thick slag layer within the cyclone barrel and can potentially result in slagging issues. A total of 54 deposit samples were collected using the ash deposition probe after the SSH region. Of the samples collected, 13 deposit samples were selected for morphological analysis as a part of this project.
Deposits collected were analyzed using scanning electron microscopy (SEM) analysis. The samples were prepared for SEM analysis by mounting a representative sample in epoxy resin. The mounted samples were cross-sectioned and polished to a fine (1 μm) finish. Some samples were obtained in small quantities. These samples were mounted on carbon stick tape. All samples were coated with carbon to provide a conductive surface for imaging. The samples were then placed in the electron microscope equipped with an X-ray microanalysis and image analysis system. Morphological analysis provides high-magnification images and chemical compositions of features of interest within the sample. Backscattered electron imaging was used for morphological analysis. The average composition of the deposit was obtained through an average of five locations of field area 5 mm
2 across a cross-section of the deposit. An aggregated overall composition of the deposit sample is shown in
Table 2. It is particularly noteworthy that the deposit ash is depleted in SO
3 and enriched in CaO relative to the fuel ash. The partitioning of ash-forming constituents to the deposit occurs in two primary areas: (1) partitioning within the cyclone burner between slag and entrained fly ash and (2) partitioning of depositing ash materials from the entrained fly ash/flue gas onto/into the deposit. Ash partitioning in each of these areas involves a host of complex ash transformation mechanisms, including vaporization, mineral fragmentation, coalescence, nucleation and heterogeneous condensation, etc. These mechanisms are not the focus of the present paper but have been studied extensively [
13,
14,
15,
16]. The depletion of SO
3 in the deposit is most likely due to the full vaporization and slow condensation of sulfur species during combustion. The enrichment of CaO in the deposit is likely due to increased partitioning of CaO-rich species to the deposit via complex particle size and composition-dependent transformations.
In lignite, the components that make up the ash consist of mineral grains and organically associated elements such as quartz, clay minerals, sulfides (pyrite), carbonates and sulfates. These ash-forming components are associated with the organic structure as well as being present as discrete mineral grains in the coal and undergo several physio-chemical transformations as they travel through the boiler. This causes the composition of the parent fuel ash to be different from that of the deposit ash in the convective pass (cf.
Table 2). At the same time, quartz and clay minerals are the primary contributors to ash-related problems, such as erosion (quartz), wall slagging and convective pass fouling. Physical cleaning can remove the extraneous silica and clay particles; however, the organically bound alkali and alkaline-earth elements, such as sodium, calcium and fine clays, cannot be removed easily by cleaning/soot-blowing process [
17].
The key total flow rates to the boiler associated with different loads are summarized in
Table 3. In order to maintain an exit O
2 concentration of 3 mol % (dry basis) as obtained from the plant operational data necessitated cold air ingress of 9% by mass (OFA air/cyclone air + OFA air) that was also sent in through OFA ports. This is a reasonable value which results from the boiler operating at a negative back pressure and the age of the unit. In addition, 35 mass % flue gas recirculation (flue gas recirculation/total flue gas flow rate) was used to reduce temperature and control NOx. These values are in reasonable agreement with values associated with other units reported in the literature [
18,
19,
20]. The cyclone-fired boiler has 12 cyclones associated with it as shown in
Figure 1a. It operates at very low load conditions (<50% of its rated capacity) by judiciously turning off some of its cyclones. However, some variation in the air-to-fuel flow rates to the cyclone barrels are seen with load and are summarized in
Table 4. The fuel–air equivalence ratio [Φ] at the cyclone (
Table 4) and the OFA mass flow rate together affect FEGT and NOx formation [
21,
22,
23]. While the variations in the ash partitioning with coal B/A has been relatively well understood for this cyclone, based on operational experience, one of the goals of this study was to ascertain any ash-partitioning variations with Φ ratio at a fixed coal B/A resulting from the changes to the gas velocities and temperatures within the cyclone barrel.
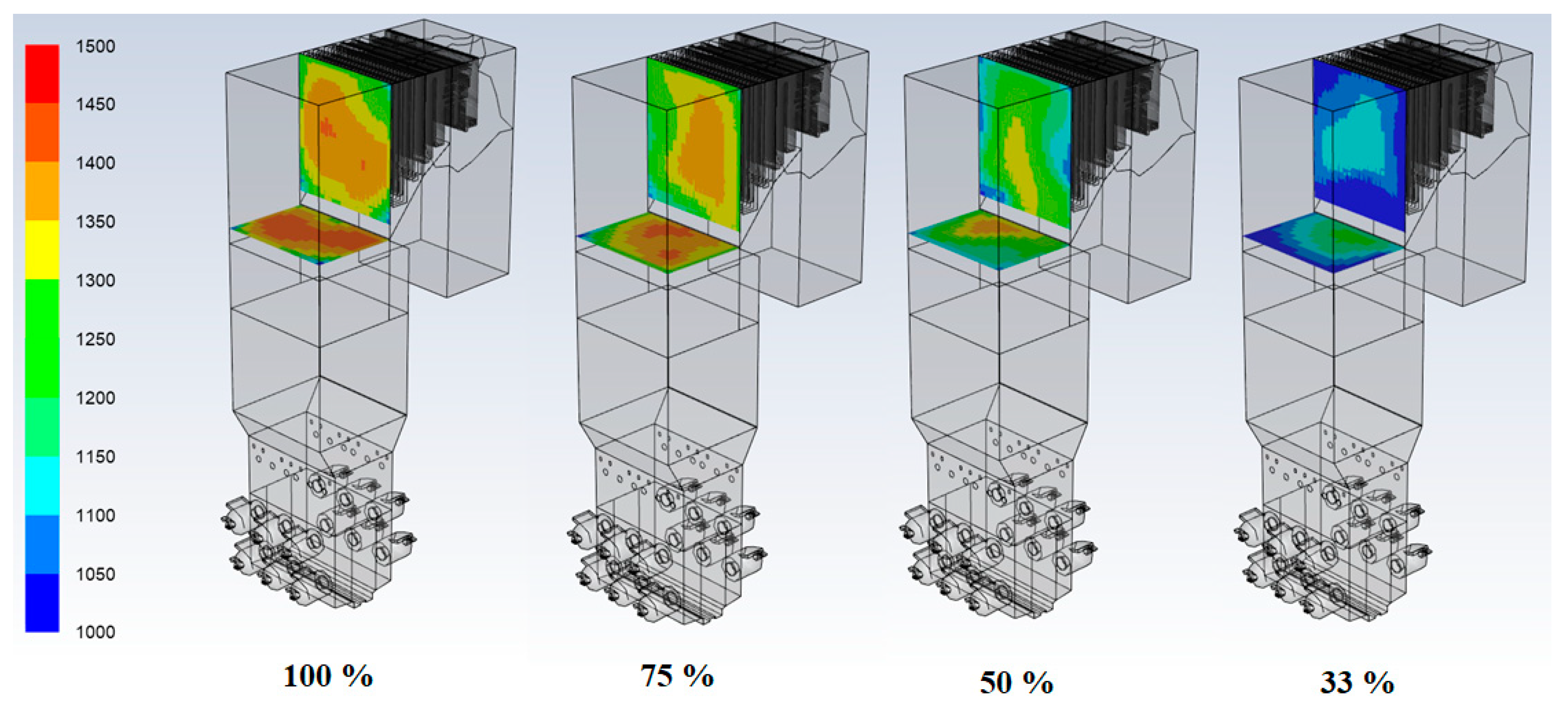
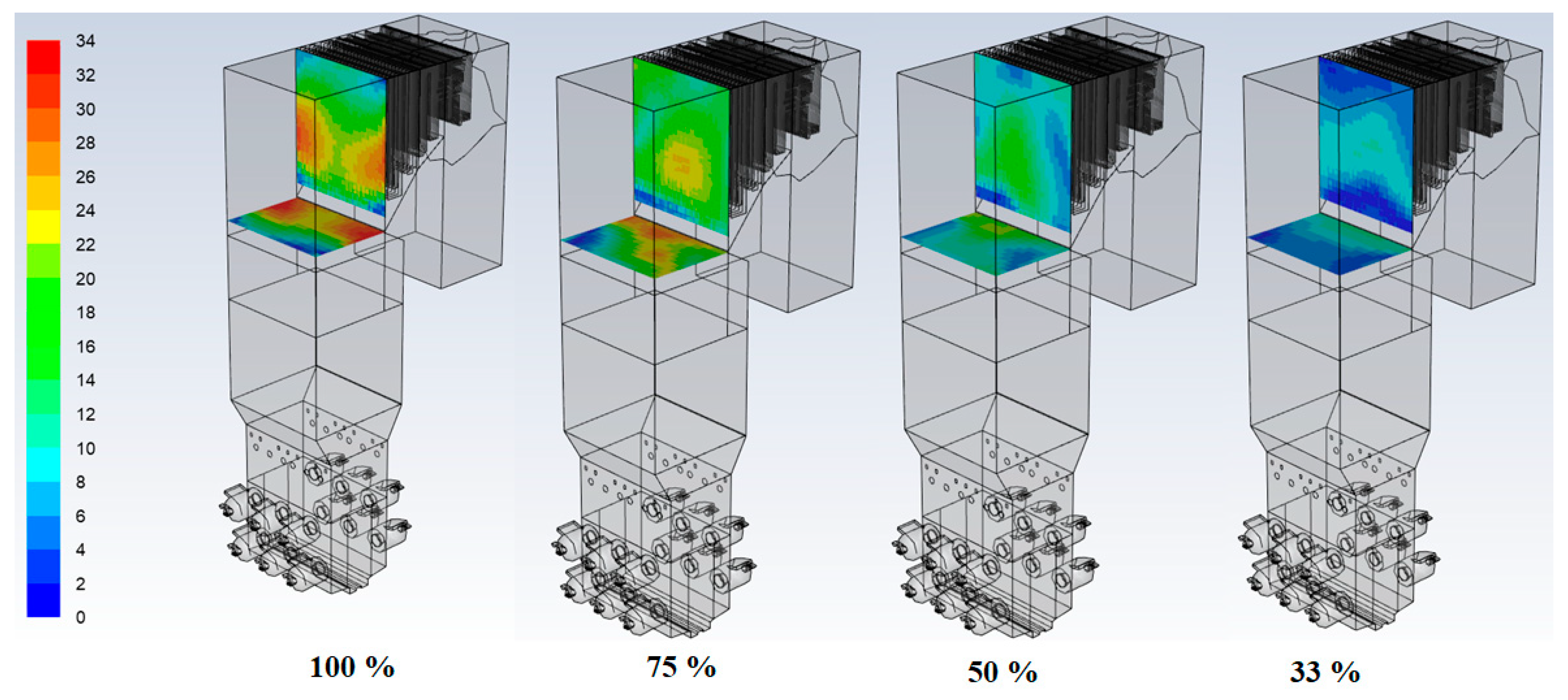
The gas temperature profiles along different sections of the plant play an important role in the ash deposition process and were estimated at different loads by performing an energy balance employing the following variables: the flue gas flow rates, measured excess O2, flue gas temperature at the economizer exit, coal heating values and water/steam energy balance. The water/steam side heat duties of the boiler and tube banks were estimated using the measured feed-water flow rates and spray attemperator flows to obtain the temperature profiles from the furnace exit gas temperature plane and between each tube bank (secondary superheater, primary superheater and economizer). These gas temperatures estimated by the power plant using actual operational data are denoted as “Boiler Model” and are compared against CFD predictions in this study.
2.2. Combustion Simulations
Numerical simulations of ash deposition require highly refined boundary layer grids around the depositing surface to enable accurate prediction of particle impaction. In addition, highly resolved simulations of the cyclone barrels are needed to capture particles at the wall slag layer and determine the ash partitioning between the slag and fly ash. However, resolving the boundary layers associated with the deposit probe and the cyclone barrels and employing them in conjunction with a fully coupled combustion simulation of the entire boiler would make the simulations computationally prohibitive. Therefore, decoupled combustion simulations were carried out across different geometries as follows:
Full-scale simulations of the cyclone boiler (shown in
Figure 1a): The primary purpose here was to obtain reasonable estimates and distributions of the gas velocities and temperatures at various sections of the boiler (especially in the vicinity of the sampling location). The reasonableness of our predictions was ascertained through corresponding predictions/measurements obtained from the power plant. We also wanted to identify potential non-homogeneities and maldistributions that may result during load-following operations.
Highly resolved simulations of combustion within the cyclone barrel with a critical viscosity (μ
critical)- and particle kinetic energy (PKE)-based capture criterion with the goal of identifying the fly ash partitioning and its PSD at the outlet of the cyclone. The parent fuel PSD at the inlet of the cyclone barrel was obtained from the power plant and was fit to a Rossin–Rammler distribution, as shown in
Figure 2a.
Fly ash PSD, its concentration, gas temperatures and velocity information obtained from the aforementioned simulations were employed to make deposition rate predictions on the probe shown in
Figure 1c. For this, we ensured that the boundary layer surrounding the ash probe was of sufficient resolution (as per the criteria set forth in [
24]) to ensure accurate particle impaction predictions; i.e., we ensured that the size (Δ) of the numerical cells adjacent to the cylindrical probe of diameter D was well within the constraint
.
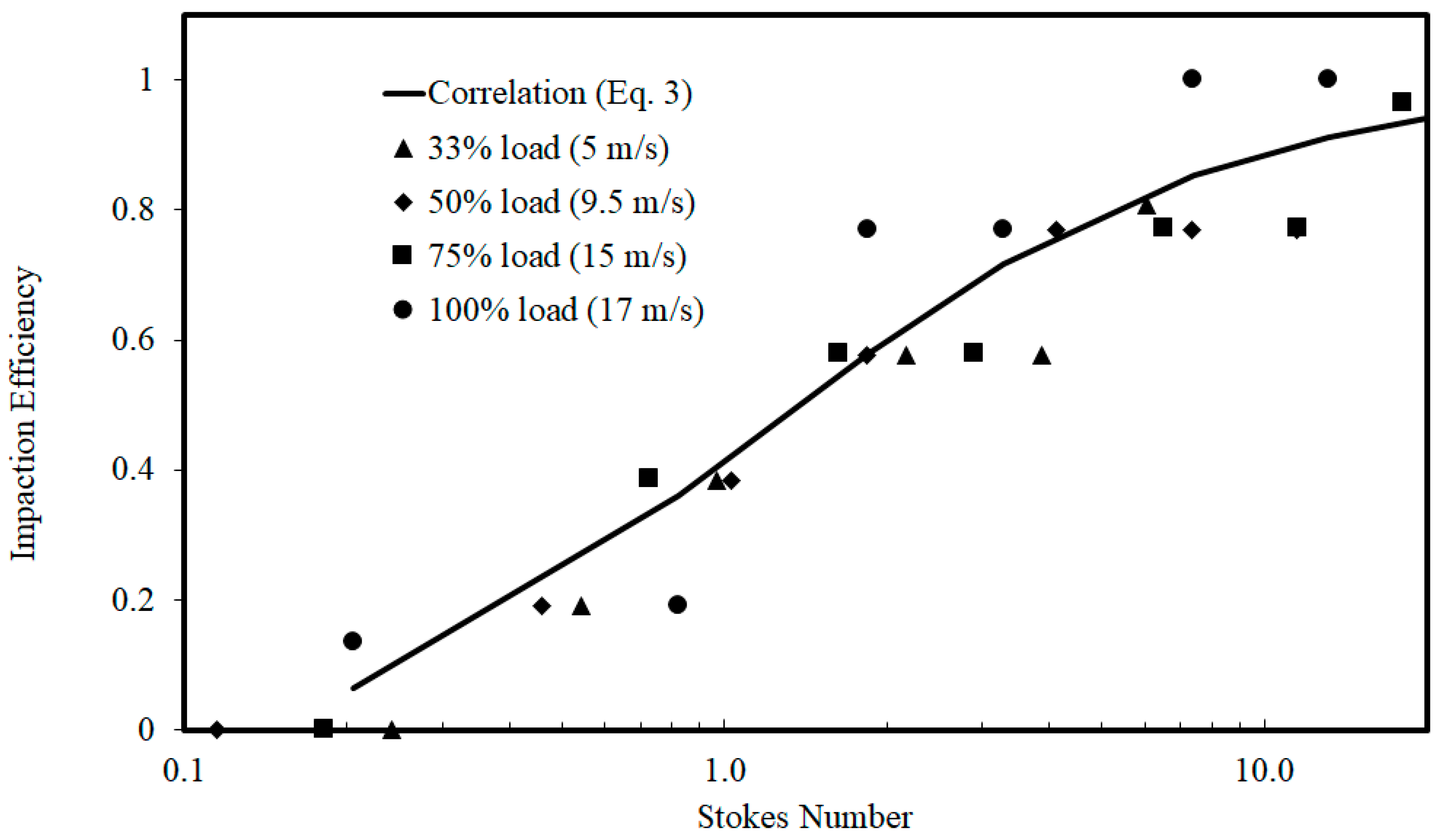
Further validation regarding the adequacy of the boundary layer grid surrounding the deposit probe was established as follows. A particle Stokes number (Stk) can be computed based on the particle velocity near the probe (V
p—assumed to be equal to the average gas velocity obtained from the full boiler simulations) in conjunction with the particle diameter (d
p), particle density (ρ
p), (estimated to be 2500 kg/m
3 for the fly ash), gas viscosity (μ
g) and probe diameter (d
c) as
An impaction efficiency (η
impaction) was then computed as the ratio of the overall arrival rate of particles onto the deposition surface to the mass flux of the particles at the projected surface in front of the deposition surface. The numerically predicted η
impaction was then compared against established correlations in the literature as a function of Stk as in [
25]:
All the simulations were carried out in ANSYS FLUENT v 19 [
26]. The walls of the boiler were set to a temperature of 700 K (boiler skin temperatures generally range from 600 to 800 K) and an emissivity of 0.7 corresponding to a clean state. Mixed boundary conditions were imposed along the walls of the heat exchanger zone and were assigned a heat transfer coefficient of 5000 W/m
2-K. A steam side fluid temperature of 600 K was imposed that matched the steam temperature profiles across different sections obtained from the power plant reasonably well. A heat transfer coefficient (~O (10
3)) is well representative of clean tubes with very little deposits [
11]. While the transport processes in the fluid phase were resolved in an Eulerian grid, the particle trajectories were computed in a Lagrangian reference frame.
Table 5 provides a summary of the various modeling options invoked in this study. Also referenced are additional radiative property modules that were developed and utilized in this study as user-defined functions to predict gas and particle heat transfer accurately under the different conditions. The importance of utilizing accurate composition-dependent particle properties in full-scale boiler simulations has been highlighted in Laubscher and Rousseau [
27], while the need to use non-gray gas radiative property models has been emphasized in Nakod et al. [
28].
In this study, a critical particle viscosity-based capture criterion was adopted, where the capture probability (P
stick) equals unity if the particle viscosity (in Pa-s) (
is lower than the critical viscosity (
:
P
stick is zero otherwise. The following relationship between PKE and critical viscosity (
proposed by Kleinhans et al. [
29] was adopted to model the capture process at the deposit probe:
While the relationship in Equation (5) was originally formulated based on data sets associated with sub-bituminous coal ash in lab-scale (lower velocities) cylindrical probe deposition measurements [
30,
31], the reasonableness of this correlation in predicting deposition rates of silica-rich RH ash has been demonstrated by us previously [
5,
6,
7]. Since particle viscosity of this lignite fly ash was within the corresponding range of values encompassed by the bituminous coal ash and RH ash as shown in
Figure 3, the reasonableness of Equation (5) in this study was deemed to be valid. Since a similar sticking criterion was not readily available from the literature that is associated with the strongly swirling flows within the cyclone, the particle capture within the slag layer was modified as
Deposition propensities of fly ash may also be estimated based on an equilibrium-based approach that uses fly ash compositions and temperature to estimate the melt fractions and liquidus temperatures of the fly ash [
32,
33]. However, the potential for using a PKE-critical viscosity criterion for predicting deposition rates encompassing wide variations in fly ash compositions has been demonstrated by us previously and was adopted in this study. However, prediction accuracies when adopting this criterion is contingent upon employing accurate fly ash PSD, resolving the flow accurately near the deposition surface (boundary layer grid) and having a reasonable estimate of the fly ash temperature (since
varies sharply with temperature).
Figure 3.
Fly ash particle viscosity variations based on parent fuel ash compositions, calculated based on the model proposed by Senior and Srinivasachar [
34] for bituminous coal [
6], sub-bituminous coal [
7], rice husk [
5] and lignite (this study).
Figure 3.
Fly ash particle viscosity variations based on parent fuel ash compositions, calculated based on the model proposed by Senior and Srinivasachar [
34] for bituminous coal [
6], sub-bituminous coal [
7], rice husk [
5] and lignite (this study).
This resulted in ash partitioning characteristics that were in agreement with field observations and boiler operations, as shown in
Table 6. In spite of the total air flow rate and air/fuel variations with cyclone load (cf.
Table 4), the ash partitioning (% of total ash captured in slag layer) did not vary significantly with load. Therefore, a 50–50% (by mass) partitioning (slag layer:fly ash) of the incoming ash was assumed across all loads to assign the ash flow rate in the deposit probe simulations. However, it is worth mentioning that the B/A ratio (cf. Equation (1)) can have a significant impact on the slag to fly ash partitioning and significantly impact this ratio and the slag composition [
35,
36].
In
Figure 4b, the sticking criterion (Equations (5) and (6)) are represented as a function of particle viscosity (
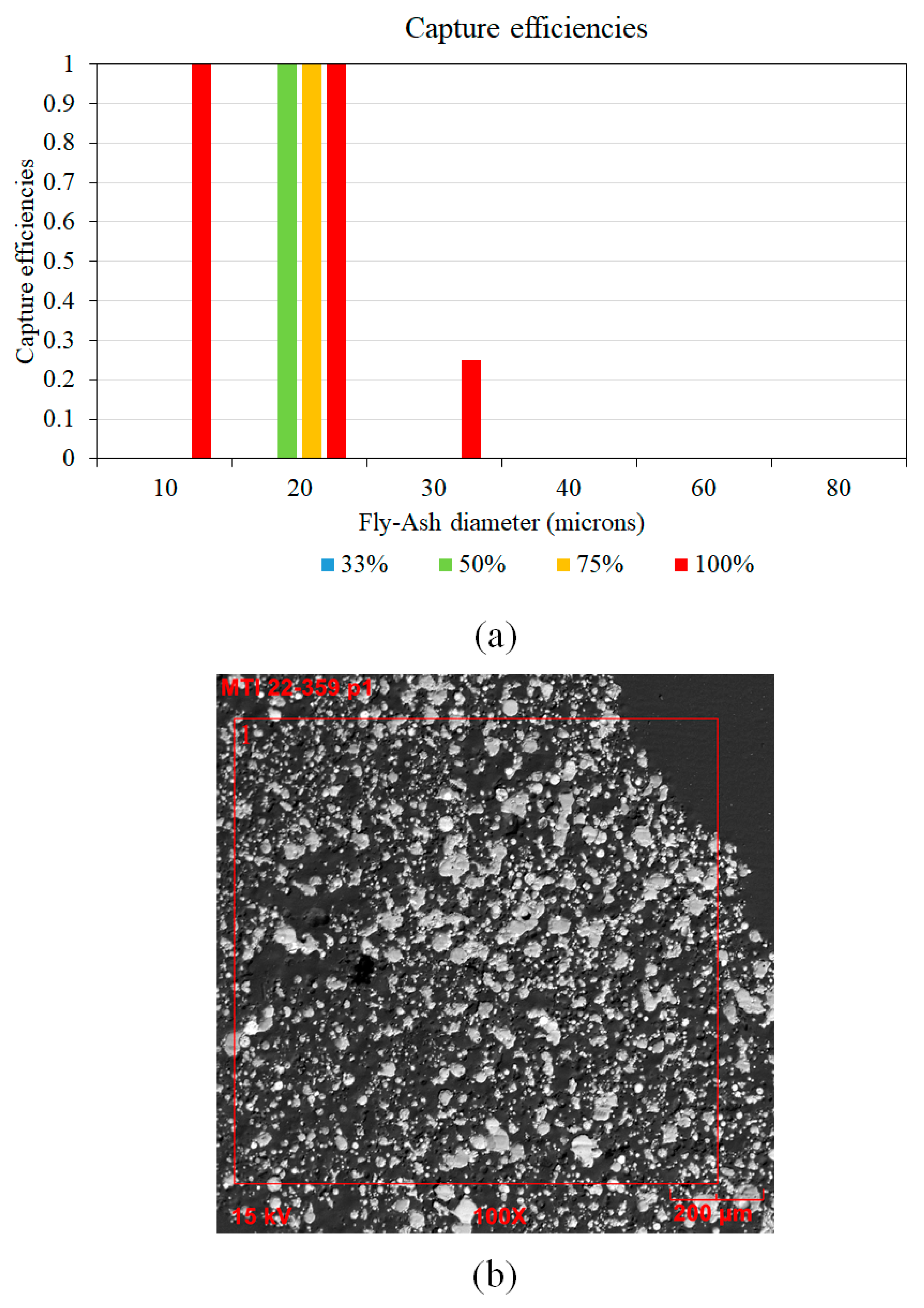
and particle kinetic energy (PKE) as diagonal lines defining the sticking and rebounding conditions. The fly ash PSD exiting the cyclone (
Figure 2b) were then sampled and fit to a Rosin–Rammler functional form and then employed as the fly ash PSD in the deposit probe simulations. The reasonableness of this PSD will be shown later via comparisons with cross-sectional images of the deposit. Particle trajectories (colored by particle diameter) shown in
Figure 5 indeed confirm that most of the particles exiting the cyclone are less than 40 microns in size.
Two different models were explored in this study to model the compositional and temperature dependencies of the particle viscosity. The particle viscosity in the high-temperature region within the cyclone barrel was computed based on the model proposed by Urbain and summarized in Urbain et al. [
37] and Vargas et al. [
38]. However, the inaccuracies associated with the Urbain model for viscosity prediction in the low-temperature convective pass regions of boilers were highlighted by Senior and Srinivasachar [
34]. Therefore, to compute the slagging rates on the deposition probe (cf.
Figure 1c), the particle viscosity was computed based on the relationships proposed by Senior and Srinivasachar [
34]. Both models are presented here in a succinct manner. The particle viscosity μ
P (Pa-s) is a function of particle temperature T
p and two composition-dependent model constants “A” and “B”:
The model constant “B” is first calculated from the mass fractions of different metal oxide (M
xO
y) constituents of the ash [
34,
37]:
where the metal oxide (M
xO
y) compositions of the bulk ash of the parent fuel (coal) were employed to estimate the constant B. The model constant “A” is then estimated from “B” using different functional forms as per Urbain et al. [
37]:
and Senior and Srinivasachar [
34]:
where NBO/T is the ratio of non-bridging oxygen atoms (NBO) to the tetrahedral oxygen atoms in the glassy silica network of the ash. NBO/T was determined as a function of metal oxide (M
xO
y) compositions of the bulk ash of the parent fuel (coal). In the Senior and Srinivasachar [
34] model, two sets of constants A and B are computed corresponding to high-temperature and low-temperature data sets employed in their formulation. Correspondingly, two sets of particle viscosity (cf. Equation (4)) are initially computed for each particle when employing this model, and the larger of the two values is assigned to μ
P. The parent fuel composition was employed to compute the particle viscosities in the high-temperature regions within the cyclone barrel, whereas the deposit ash composition was employed for viscosity determination in the convective pass (cf.
Table 2). The difference between the two is shown in
Figure 4a, where nearly an order-of-magnitude difference in viscosities is noticeable in the temperature region of interest (1000–1200 K) in this study.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}