Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture


Abstract
1. Introduction
2. Materials and Methods
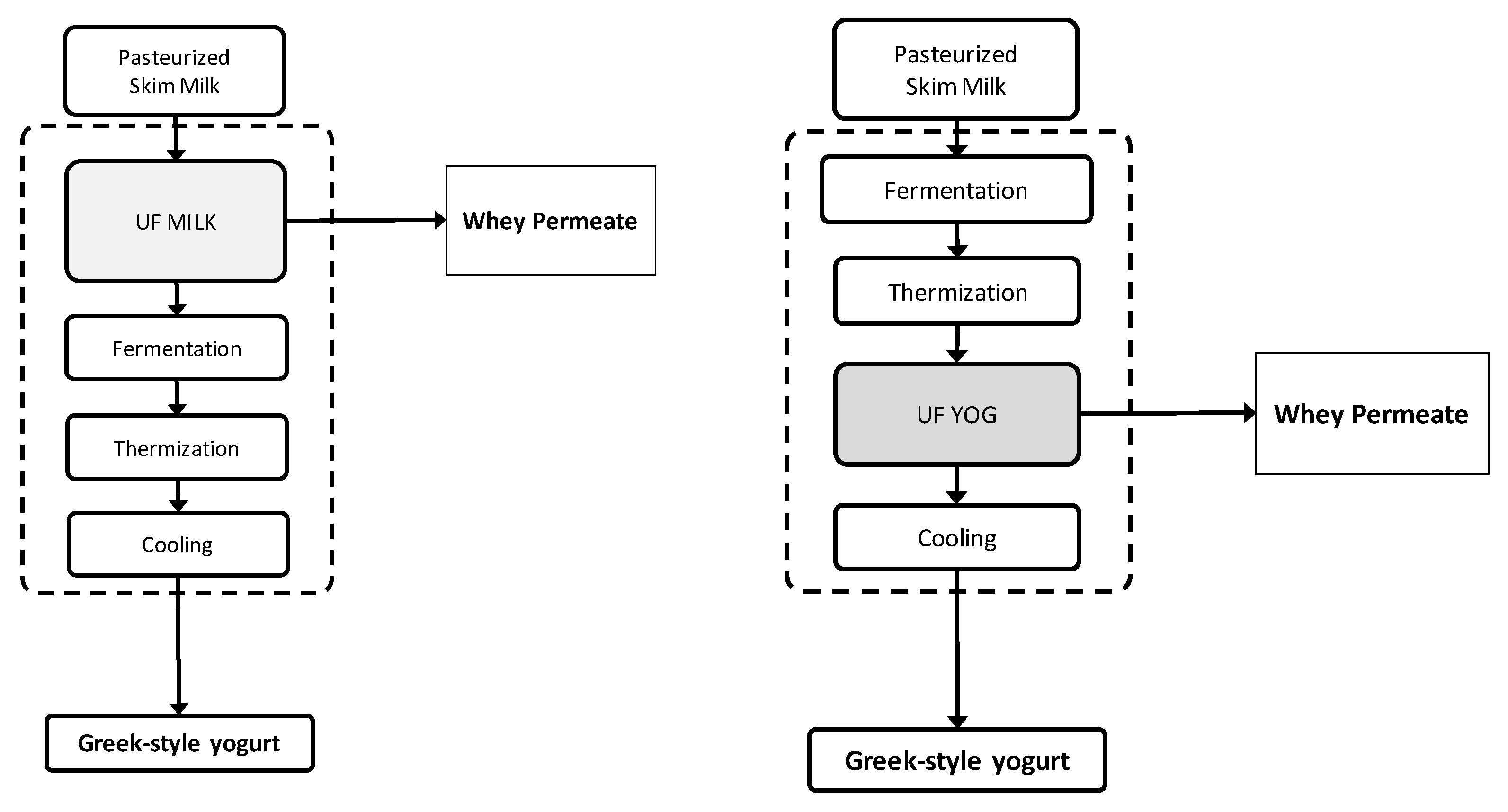
2.1. Greek-Style Yogurt Production
2.1.1. Milk and Starter Culture
2.1.2. Ultrafiltration System
2.1.3. Greek-Style Yogurt Production
2.1.4. Permeation Flux and Energy Consumption during UF
2.2. Rejection Coefficient
2.3. Analytical Methods
2.4. Statistical Analyses
3. Results and Discussion
3.1. Rejection Coefficient of Milk Components during UF
3.2. Performance Indicators of the Ultrafiltration Process
3.3. Compositional Characteristics of Initial Skim Milk, Retentates, GSY, and Permeates
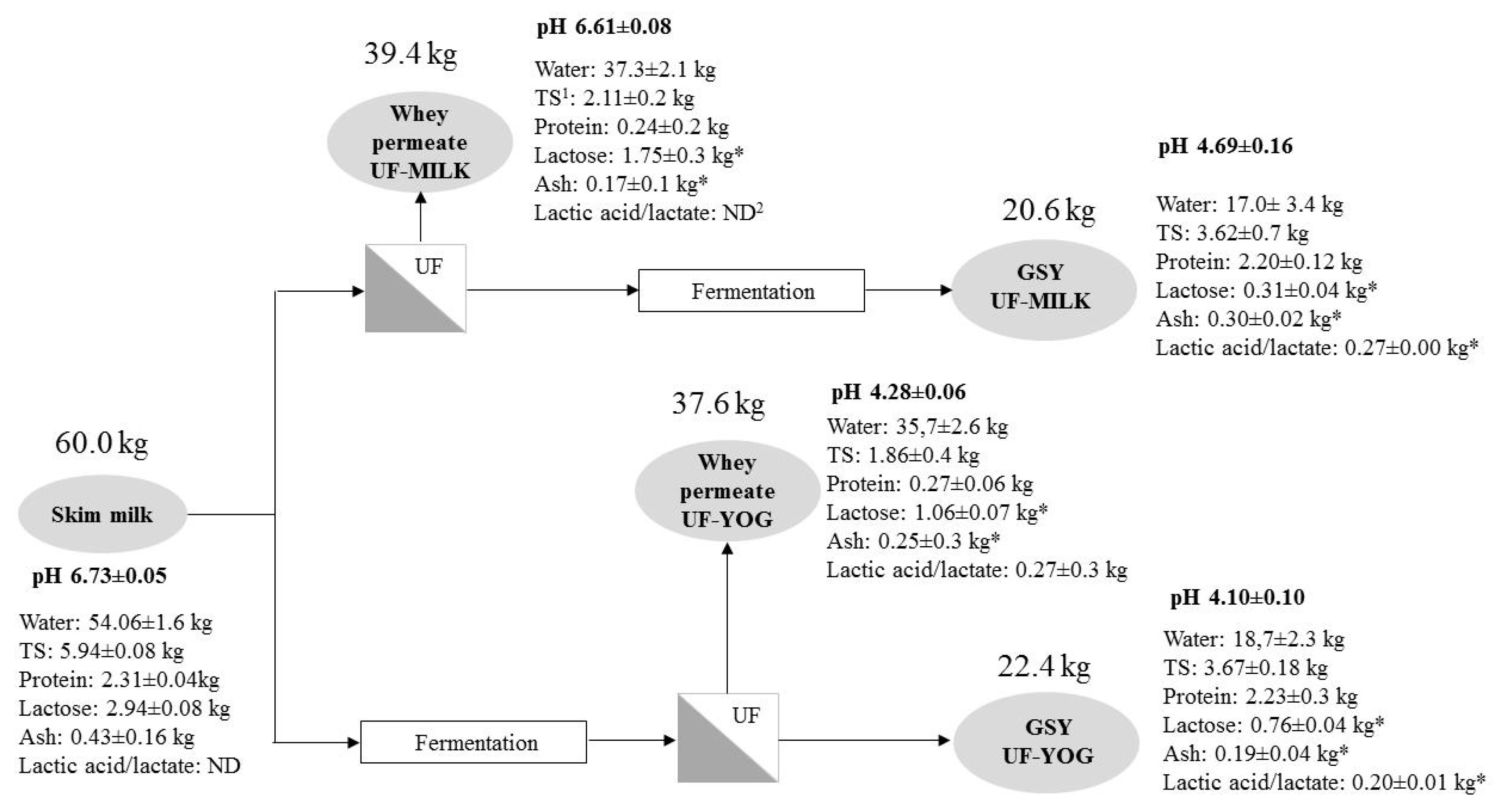
3.4. Comparative Mass Balance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chandrapala, J.; Duke, M.C.; Gray, S.R.; Zisu, B.; Weeks, M.; Palmer, M.; Vasiljevic, T. Properties of acid whey as a function of pH and temperature. J. Dairy Sci. 2015, 98, 4352–4363. [Google Scholar] [CrossRef] [PubMed]
- Smithers, G.W. Whey-ing up the options—Yesterday, today and tomorrow. Int. Dairy J. 2015, 48, 2–14. [Google Scholar] [CrossRef]
- Tamine, A.Y.; Robinson, R.K. Yoghurt: Science and Technology, 3rd ed.; Woodhead Publishing Limited: Cambridge, UK, 2007; pp. 32, 373–374. ISBN 978-1-84569-213-1. [Google Scholar]
- Chandan, R.C.; Kilara, A. Manufacturing Yogurt and Fermented Milks, 2nd ed.; John Wiley & Sons, Inc.: Chichester, UK, 2013. [Google Scholar]
- Dairy Reporter, Greek Yogurt Waste ‘Acid Whey’ a Concern for USDA: Jones Laffin. Available online: http://www.dairyreporter.com/Processing-Packaging/Greek-yogurt-waste-acid-whey-a-concern-for-USDA-Jones-Laffin (accessed on 11 July 2018).
- Modern Farmer, Whey Too Much: Greek Yogurt’s Dark Side. Available online: http://modernfarmer.com/2013/05/whey-too-much-greek-yogurts-dark-side/ (accessed on 11 July 2018).
- Huppertz, T.; Kanning, M.W.; Akkerman, C. Unravelling acid whey processing by understanding lactose crystallisation. New Food Mag. 2016, 19, 7–10. [Google Scholar]
- Damin, M.R.; Alcântara, M.R.; Nunes, A.P.; Oliveira, M.N. Effect of milk supplementation with skim milk powder, whey protein concentrate, and sodium caseinate on acidification kinetics, rheological properties and structure of nonfat stirred yogurt. LWT Food Sci. Technol. 2009, 42, 1744–1750. [Google Scholar] [CrossRef]
- Rinaldoni, A.N.; Campderros, M.; Menendez, C.J.; Padilla, A.P. Fractionation of skim milk by an integrated membrane process for yoghurt elaboration and lactose recuperation. Int. J. Food Eng. 2009, 5, 1–17. [Google Scholar] [CrossRef]
- Bong, D.D.; Moraru, C.I. Use of micellar casein concentrate for greek-style yogurt manufacturing: Effects on processing and product properties. J. Dairy Sci. 2014, 97, 1259–1269. [Google Scholar] [CrossRef] [PubMed]
- Uduwerella, G.; Chandrapala, J.; Vasilevic, T. Minimzing generation of acid whey during Greek yoghurt manufacturing. J. Dairy Res. 2017, 84, 346–354. [Google Scholar] [CrossRef] [PubMed]
- Tamine, A.Y.; Davies, G.; Mahdi, H.A. The production of “Labneh” by ultrafiltration: A new technology. J. Soc. Dairy Technol. 1989, 42, 35–39. [Google Scholar] [CrossRef]
- Ozer, B.H.; Stenning, R.A.; Grandison, A.S.; Robinson, R.K. Rheology and Microstructure of Labneh (Concentrated Yogurt). J. Dairy Sci. 1999, 82, 682–689. [Google Scholar] [CrossRef]
- Ozer, B.H.; Bell, A.E.; Grandison, A.S.; Robinson, R.K. Rheological Properties of concentrated Yoghurt (Labneh). J. Texture Stud. 1997, 29, 67–79. [Google Scholar] [CrossRef]
- Uduwerella, G.; Chandrapala, J.; Vasilevic, T. Preconcentration of yoghurt base by ultrafiltration for the reduction in acid whey generation during Greek yoghurt manufacturing. Int. J. Dairy Technol. 2017, 71, 71–80. [Google Scholar] [CrossRef]
- AOAC. Solid (Total) in Milk, method no. 990.20. In Official Methods of Analysis of AOAC International, 18th ed.; Horwitz, W., Ed.; AOAC International: Gaithersburg, MD, USA, 2005. [Google Scholar]
- AOAC. Minerals of milk, method no. 945.46. In Official Methods of Analysis of AOAC International, 18th ed.; Horwitz, W., Ed.; AOAC International: Gaithersburg, MD, USA, 2005. [Google Scholar]
- Tamime, A.Y.; Davies, A.S.; Mahdi, H.A. The effect of processing temperatures on the quality of labneh made by ultrafiltration. J. Soc. Dairy Technol. 1991, 44, 99–103. [Google Scholar] [CrossRef]
- Brazuelo, A.; Suárez, E.; Riera, F. Protein-enriched yoghurt by ultrafiltration of skim-milk. J. Sci. Food Agric. 1995, 69, 283–290. [Google Scholar] [CrossRef]
- Sharma, D.K.; Reuter, H. Quarg-making by ultrafiltration using polymeric and mineral membrane modules: A comparative performance study. Le Lait 1993, 73, 303–310. [Google Scholar] [CrossRef]
- Bouzid, H.; Rabiller-Baudry, M.; Paugam, L.; Rousseau, F.; Derriche, Z.; Bettahar, N.E. Impact of zeta potential and size of caseins as precursors of fouling deposit on limiting and critical fluxes in spiral ultrafiltration of modified skim milks. J. Mem. Sci. 2008, 314, 67–75. [Google Scholar] [CrossRef]
- Jimenez-Lopez, A.J.E.; Leconte, N.; Dehainault, O.; Geneste, C.; Fromont, L.; Gésan-Guiziou, G. Role of milk constituents on critical conditions and deposit structure in skim milk microfiltration (0.1 μm). Sep. Purif. Technol. 2008, 61, 33–43. [Google Scholar] [CrossRef]
- Donato, L.; Guyomarc’h, F. Formation and properties of the whey protein/κ-casein complexes in heated skim milk—A review. Dairy Sci. Technol. 2009, 89, 3–29. [Google Scholar] [CrossRef]
- Sodini, I.; Remeuf, F.; Haddad, S.; Corrieu, G. The Relative Effect of Milk Base, Starter, and Process on Yogurt Texture: A Review. Crit. Rev. Food Sci. Nutr. 2004, 44, 113–137. [Google Scholar] [CrossRef] [PubMed]
- Wijayanti, H.B.; Bansal, N.; Deeth, H.C. Stability of Whey Proteins during Thermal Processing: A Review. Compr. Rev. Food Sci. Food Saf. 2014, 13, 1235–1251. [Google Scholar] [CrossRef]
- Anema, S.G.; Li, Y. Effect of pH on the Association of Denatured Whey Proteins with Casein Micelles in Heated Reconstituted Skim Milk. J. Agric. Food Chem. 2003, 51, 1640–1646. [Google Scholar] [CrossRef] [PubMed]
- Hilal, N.; Ogunbiyi, O.O.; Miles, N.J.; Nigmatullin, R. Methods Employed for Control of Fouling in MF and UF Membranes: A Comprehensive Review. Sep. Sci. Technol. 2005, 40, 1957–2005. [Google Scholar] [CrossRef]
- Mohammad, A.W.; Ng, C.Y.; Lim, Y.P.; Ng, G.H. Ultrafiltration in Food Processing Industry: Review on Application, Membrane Fouling, and Fouling Control. Food Bioprocess Technol. 2012, 5, 1143–1156. [Google Scholar] [CrossRef]
- Ng, K.S.Y.; Haribabu, M.; Harvie, D.J.E.; Dunstan, D.E.; Martin, G.J.O. Mechanisms of Flux Decline in Skim Milk Ultrafiltration: A Review. J. Mem. Sci. 2017, 523, 144–162. [Google Scholar] [CrossRef]
- Cheryan, M. Ultrafiltration and Microfiltration Handbook, 2nd ed.; CRC Press LLC: Boca Raton, FL, USA, 1998; ISBN 978-1-5667-6598-5. [Google Scholar]
- Croguennec, T.; Jeantet, R.; Brulé, G. Fondements Physicochimiques de la Technologie Laitière; Lavoisier: Paris, France, 2008; p. 29. ISBN 978-2-7430-1033-1. [Google Scholar]



{kind=link}
{kind=link}
| UF-MILK | UF-YOG | |||||
| Rejection Coefficient | ||||||
| Protein | 0.94 ± 0.01 | 0.93 ± 0.01 | ||||
| Lactose | 0.16 ± 0.05 | 0.17 ± 0.08 | ||||
| Minerals | 0.69 ± 0.04 * | 0.18 ± 0.02 * | ||||
| Lactic acid/lactate | N/A | 0.18 ± 0.04 | ||||
| Membrane Performance and Fouling | ||||||
| R1a | R2 | R3 | R1 | R2 | R3 | |
| Average flux (L m−2 h−1) b | 13.3 | 11.6 | 12.8 | 38.5 | 17.1 | 10.9 |
| Total flux decline (%) c | 47 | 48 | 50 | 2 | 13 | 38 |
| Flux recovery upon cleaning (%) d | 100 | 100 | 100 | 100 | <60 | <40 |
| Volume concentration factor (CF) e | 2.78 ± 0.26 | |||||
| Energy consumption for UF (kwh/kg GSY) f | 1.6 | 1.6 | 1.7 | 0.6 | 1.2 | 1.5 |
| UF-MILK | UF-YOG | ||||||
|---|---|---|---|---|---|---|---|
| Component (g/100 g of Milk or UF Fraction) | Milk | Retentate | Permeate | Fermented Retentate (GSY) | Fermented Milk | Retentate (GSY) | Permeate |
| Water1 | 90.10 ± 0.04 a | 82.66 ± 0.3 b | 94.65 ± 0.10 c | 82.42 ± 0.18 b | 90.92 ± 0.11 a | 83.60 ± 0.49 b | 95.06 ± 0.22 c |
| TS | 9.09 ± 0.02 a | 17.34 ± 0.38 b | 5.35 ± 0.04 c | 17.58 ± 0.28 b | 9.08 ± 0.05 a | 16.4 ± 0.8 b | 4.94 ± 0.6 c |
| Protein2 | 3.85 ± 0.07 a | 11.09 ± 0.59 b | 0.62 ± 0.05 c | 10.68 ± 0.46 b | 3.90 ± 0.27 a | 9.97 ± 1.46 b | 0.71 ± 0.18 c |
| Lactose | 4.90 ± 0.02 a | 5.24 ± 0.08 b | 4.43 ± 0.29 a | 1.49 ± 0.10 c | 3.50 ± 0.16 d | 3.41 ± 0.14 d | 2.83 ± 0.28 e |
| Minerals | 0.72 ± 0.04 a | 1.39 ± 0.15 b | 0.42 ± 0.03 c | 1.45 ± 0.04 b | 0.75 ± 0.01 a | 0.83 ± 0.01 a | 0.67 ± 0.01 a |
| Lactic Acid/Lactate | ND 3 | ND | ND | 1.29 ± 0.04 a | 0.58 ± 0.05 b | 0.90 ± 0.05 c | 0.73 ± 0.019 d |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paredes Valencia, A.; Doyen, A.; Benoit, S.; Margni, M.; Pouliot, Y. Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture. Foods 2018, 7, 144. https://doi.org/10.3390/foods7090144
Paredes Valencia A, Doyen A, Benoit S, Margni M, Pouliot Y. Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture. Foods. 2018; 7(9):144. https://doi.org/10.3390/foods7090144
Chicago/Turabian StyleParedes Valencia, Adriana, Alain Doyen, Scott Benoit, Manuele Margni, and Yves Pouliot. 2018. "Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture" Foods 7, no. 9: 144. https://doi.org/10.3390/foods7090144
APA StyleParedes Valencia, A., Doyen, A., Benoit, S., Margni, M., & Pouliot, Y. (2018). Effect of Ultrafiltration of Milk Prior to Fermentation on Mass Balance and Process Efficiency in Greek-Style Yogurt Manufacture. Foods, 7(9), 144. https://doi.org/10.3390/foods7090144