

Incorporation of Encapsulated Omega-3 in 3D-Printed Food Gels: A Study on Rheology, Extrusion, and Print Performance in Dual Ink Printing
 , ,
, ,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Gels Elaboration
2.2. Rheology
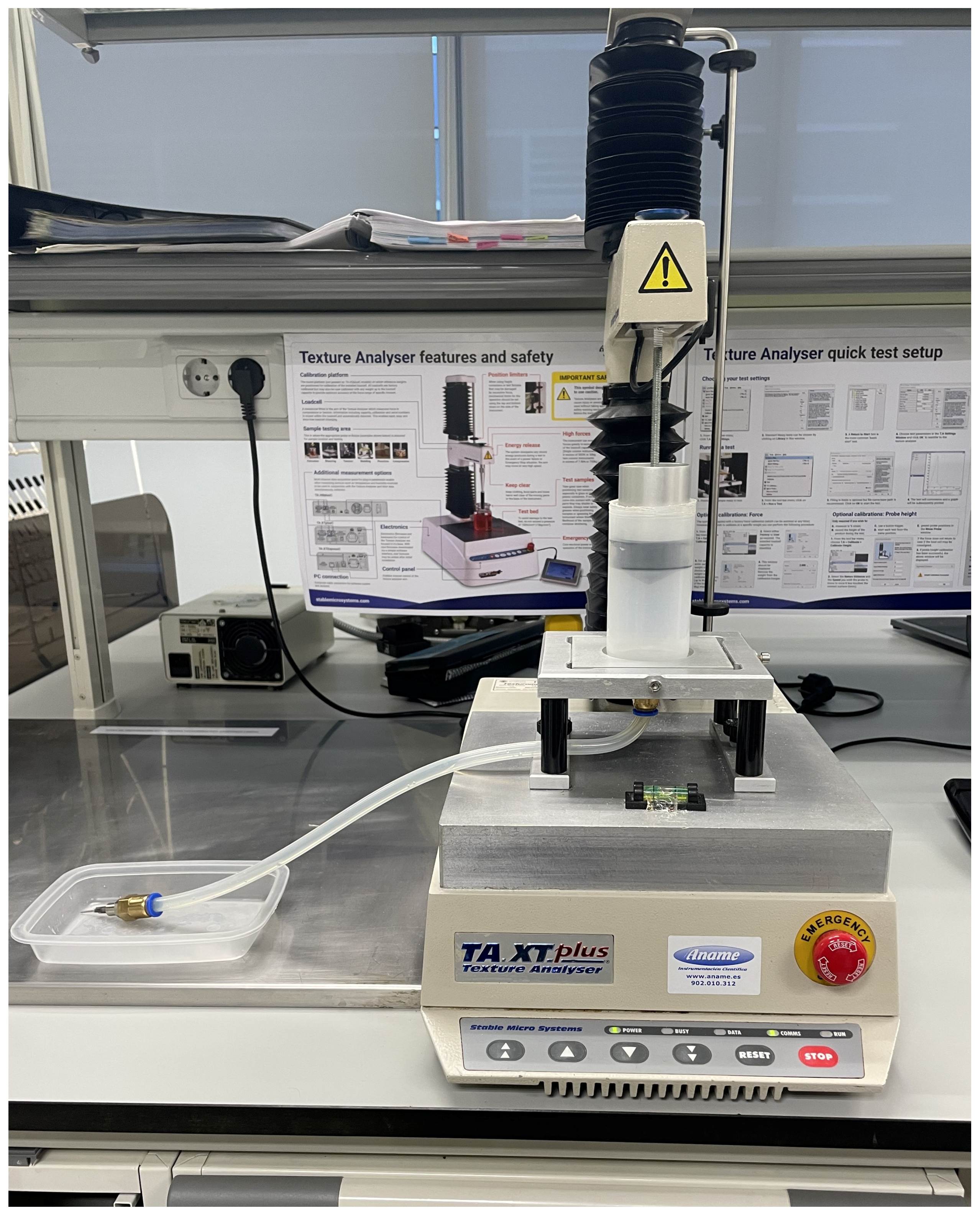
2.3. Extrusion Process Evaluation
2.4. Figure Design
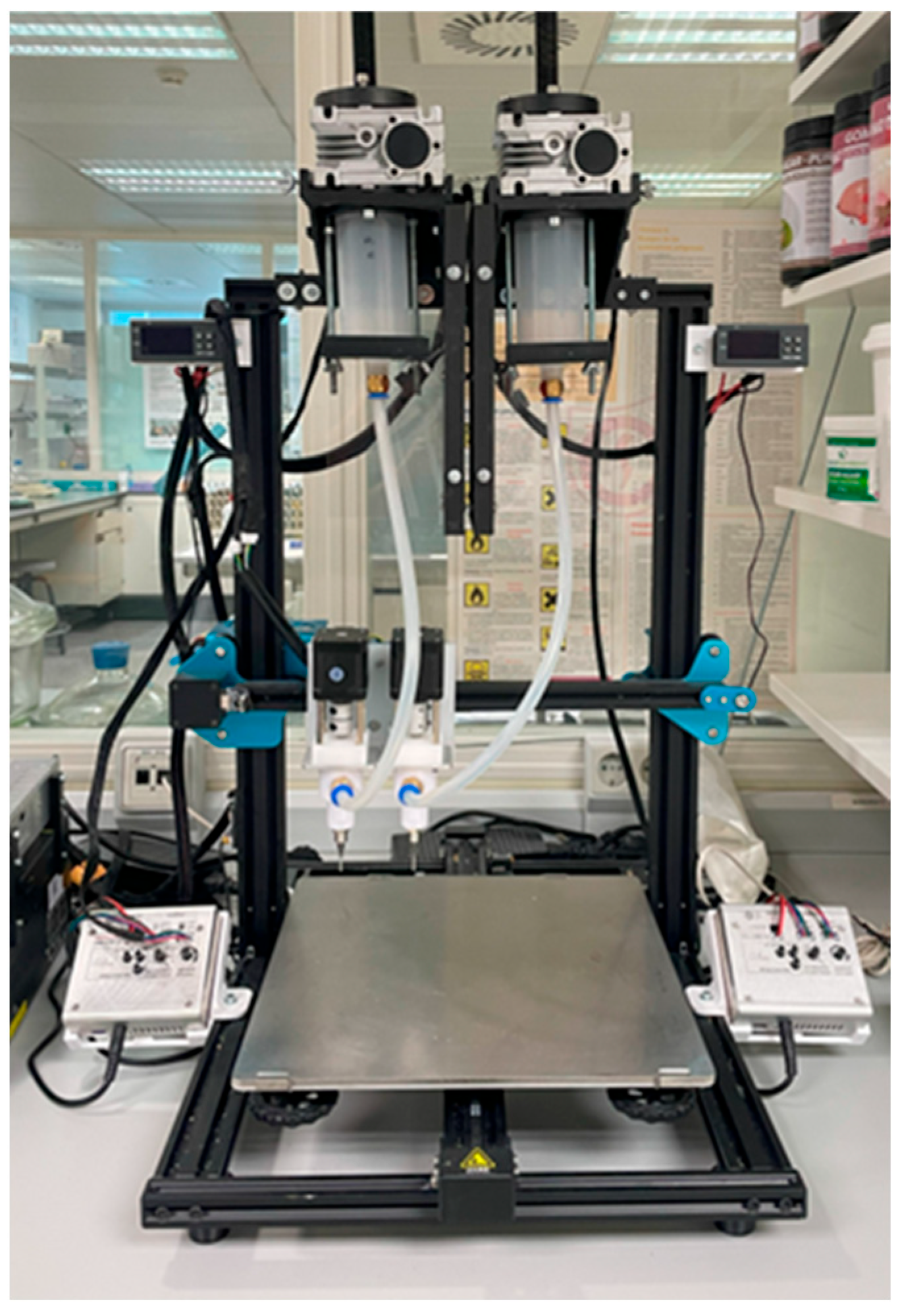
2.5. Three-Dimensional Printing
2.6. Image Analysis
2.7. Statistical Analysis
3. Results and Discussion
3.1. Rheology
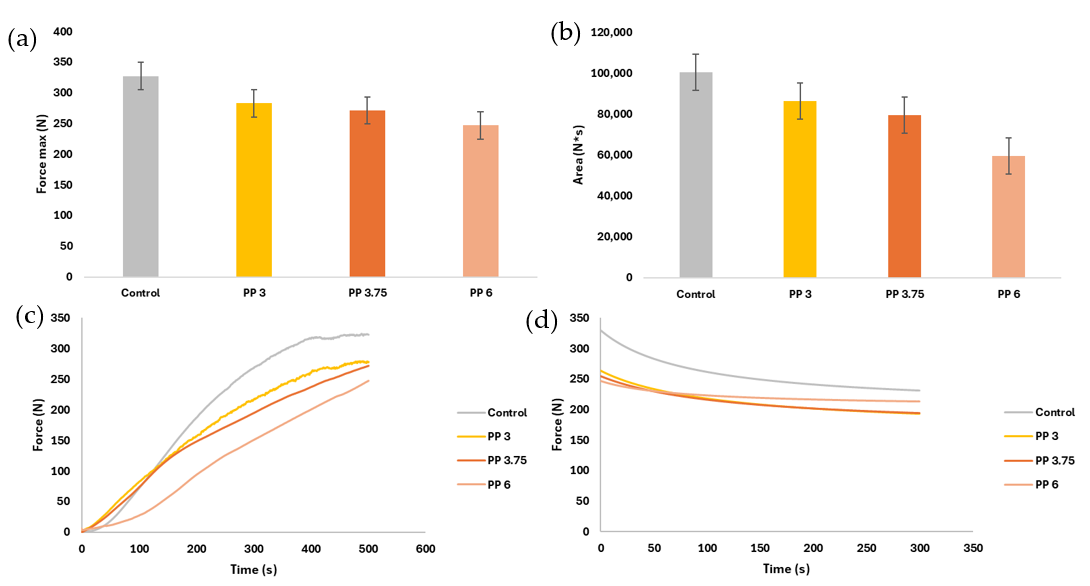
3.2. Extrusion Process Evaluation
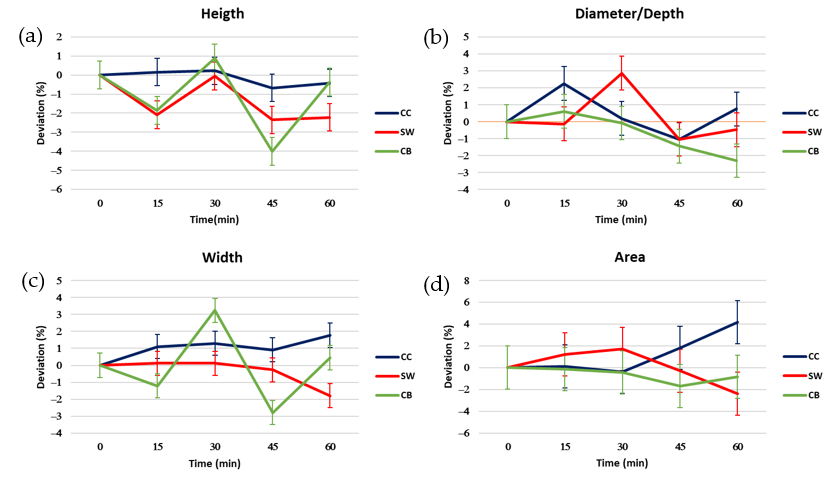
3.3. Image Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Godoi, F.C.; Prakash, S.; Bhandari, B.R. 3d printing technologies applied for food design: Status and prospects. J. Food Eng. 2016, 179, 44–54. [Google Scholar] [CrossRef]
- Chachlioutaki, K.; Karavasili, C.; Mavrokefalou, E.E.; Gioumouxouzis, C.I.; Ritzoulis, C.; Fatouros, D.G. Quality control evaluation of paediatric chocolate-based dosage forms: 3D printing vs mold-casting method. Int. J. Pharm. 2022, 624, 121991. [Google Scholar] [CrossRef]
- Cikrikci Erunsal, S.; Basturk, Z.S.; Canturkoglu, I.; Ozturk, H.I. Development of 3D printed dark chocolate sweetened with carob extract. Int. J. Gastron. Food Sci. 2023, 34, 100794. [Google Scholar] [CrossRef]
- Huang, J.H.R.; Lim, G.G.C.W.; Su, C.H.J.; Ciou, J.Y. Improvement of 3D white chocolate printing molding effect with oleogels. Heliyon 2023, 9, e19165. [Google Scholar] [CrossRef]
- You, S.; Huang, Q.; Lu, X. Development of fat-reduced 3D printed chocolate by substituting cocoa butter with water-in-oil emulsions. Food Hydrocoll. 2023, 135, 108114. [Google Scholar] [CrossRef]
- Uribe-Wandurraga, Z.N.; Igual, M.; Reino-Moyón, J.; García-Segovia, P.; Martínez-Monzó, J. Effect of Microalgae (Arthrospira platensis and Chlorella vulgaris) Addition on 3D Printed Cookies. Food Biophys. 2021, 16, 27–39. [Google Scholar] [CrossRef]
- Matas, A.; Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Application of 3D Printing in the Design of Functional Gluten-Free Dough. Foods 2022, 11, 1555. [Google Scholar] [CrossRef]
- Molina-Montero, C.; Vicente-Jurado, D.; Igual, M.; Martínez-Monzó, J.; García-Segovia, P. Fiber Enrichment of 3D Printed Apricot Gel Snacks with Orange By-Products. Gels 2023, 9, 569. [Google Scholar] [CrossRef]
- Acurio, L.; Salazar, D.; Montero, C.M.; Matas, A.; Debut, A.; Vizuete, K.; Martínez-Monzó, J.; García-Segovia, P.; Igual, M. Viability of 3D printing of andean tubers and tuberous root puree. Int. J. Gastron. Food Sci. 2024, 38, 101025. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Ye, Y. Indirect prediction of 3D printability of mashed potatoes based on LF-NMR measurements. J. Food Eng. 2020, 287, 110137. [Google Scholar] [CrossRef]
- Martínez-Monzó, J.; Cárdenas, J.; García-Segovia, P. Effect of Temperature on 3D Printing of Commercial Potato Puree. Food Biophys. 2019, 14, 225–234. [Google Scholar] [CrossRef]
- Yu, N.; Yang, F.; Gong, H.; Zhou, J.; Jie, C.; Wang, W.; Chen, X.; Sun, L. Gel & three-dimensional printing properties of sheep plasma protein-surimi induced by transglutaminase. J. Food Eng. 2022, 323, 111006. [Google Scholar] [CrossRef]
- Nijdam, J.J.; Agarwal, D.; Schon, B.S. An experimental assessment of filament-extrusion models used in slicer software for 3D food-printing applications. J. Food Eng. 2022, 317, 110711. [Google Scholar] [CrossRef]
- Li, G.; Hu, Z.; Huang, J.; Luo, X.; Yuan, C.; Takaki, K.; Hu, Y. 3D printing properties and printability definition of Pennahiaargentata surimi and rice starch. Food Biosci. 2022, 48, 101748. [Google Scholar] [CrossRef]
- Caporizzi, R.; Derossi, A.; Severini, C. Cereal-based and insect-enriched printable food: From formulation to postprocessing treatments. Status and perspectives. In Fundamentals of 3D Food Printing and Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 93–116. [Google Scholar] [CrossRef]
- Dai, Y.; Liu, Y.; Wang, Z.; Xu, W.; Dong, M.; Xia, X.; Wang, D. The use of dextran in 3D printing for dysphagia foods: Relationships between its structure and physicochemical properties. Food Hydrocoll. 2025, 160, 110819. [Google Scholar] [CrossRef]
- Kong, D.; Zhang, M.; Mujumdar, A.S.; Li, J. Feasibility of hydrocolloid addition for 3D printing of Qingtuan with red bean filling as a dysphagia food. Food Res. Int. 2023, 165, 112469. [Google Scholar] [CrossRef]
- Mirazimi, F.; Saldo, J.; Sepulcre, F.; Gràcia, A.; Pujola, M. Enriched puree potato with soy protein for dysphagia patients by using 3D printing. Food Front. 2022, 3, 706–715. [Google Scholar] [CrossRef]
- Wang, Y.; Aluko, R.E.; Julian McClements, D.; Yu, Y.; Xu, X.; Sun, Q.; Wang, Q.; Jiao, B.; Dai, L. Emulsion gel-based inks for 3D printing of foods for dysphagia patients: High internal type emulsion gel-biopolymer systems. Food Hydrocoll. 2024, 156, 110340. [Google Scholar] [CrossRef]
- Granato, D.; Barba, F.J.; Bursa’cbursa’c, D.; Kovačevi’c, K.; Lorenzo, J.M.; Cruz, A.G.; Putnik, P. FO11CH05_Granato ARjats.cls Annual Review of Food Science and Technology Functional Foods: Product Development, Technological Trends, Efficacy Testing, and Safety. Annu. Rev. Food Sci. Technol. 2020, 11, 93–118. [Google Scholar] [CrossRef]
- Donn, P.; Prieto, M.A.; Mejuto, J.C.; Cao, H.; Simal-Gandara, J. Functional foods based on the recovery of bioactive ingredients from food and algae by-products by emerging extraction technologies and 3D printing. Food Biosci. 2022, 49, 101853. [Google Scholar] [CrossRef]
- Jagadiswaran, B.; Alagarasan, V.; Palanivelu, P.; Theagarajan, R.; Moses, J.A.; Anandharamakrishnan, C. Valorization of food industry waste and by-products using 3D printing: A study on the development of value-added functional cookies. Future Foods 2021, 4, 100036. [Google Scholar] [CrossRef]
- Rezagholizade-shirvan, A.; Soltani, M.; Shokri, S.; Radfar, R.; Arab, M.; Shamloo, E. Bioactive compound encapsulation: Characteristics, applications in food systems, and implications for human health. In Food Chemistry: X; Elsevier: Amsterdam, The Netherlands, 2024; Volume 24. [Google Scholar] [CrossRef]
- Ahmadzadeh, S.; Ubeyitogullari, A. Enhancing the stability of lutein by loading into dual-layered starch-ethyl cellulose gels using 3D food printing. Addit. Manuf. 2023, 69, 103549. [Google Scholar] [CrossRef]
- Ahmadzadeh, S.; Ubeyitogullari, A. Lutein encapsulation into dual-layered starch/zein gels using 3D food printing: Improved storage stability and in vitro bioaccessibility. Int. J. Biol. Macromol. 2024, 266, 131305. [Google Scholar] [CrossRef]
- Cao, H.; Ma, W.; Zhu, Q.; Yao, S.; Feng, J.; Li, D.; Chen, J.; Zhou, J.; Liu, D.; Xu, E. Porous starch-probiotics encapsulation for 3D-printed chocolate. J. Food Eng. 2025, 387, 112334. [Google Scholar] [CrossRef]
- Barrios-Rodríguez, Y.F.; Igual, M.; Martínez-Monzó, J.; García-Segovia, P. Multivariate evaluation of the printing process on 3D printing of rice protein. Food Res. Int. 2024, 176, 113838. [Google Scholar] [CrossRef] [PubMed]
- Kadival, A.; Kour, M.; Meena, D.; Mitra, J. Extrusion-Based 3D Food Printing: Printability Assessment and Improvement Techniques. In Food and Bioprocess Technology; Springer: Berlin/Heidelberg, Germany, 2023; Volume 16, pp. 987–1008. [Google Scholar] [CrossRef]
- Matas, A.; Molina-Montero, C.; Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Viability Study on the Use of Three Different Gels for 3D Food Printing. Gels 2023, 9, 736. [Google Scholar] [CrossRef]
- Nijdam, J.J.; LeCorre-Bordes, D.; Delvart, A.; Schon, B.S. A rheological test to assess the ability of food inks to form dimensionally stable 3D food structures. J. Food Eng. 2021, 291, 110235. [Google Scholar] [CrossRef]
- Peleg, M. Characterization of the stress relaxation curves of solid foods. J. Food Sci. 1979, 44, 277–281. [Google Scholar] [CrossRef]
- Tejada-Ortigoza, V.; Cuan-Urquizo, E. Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach. Foods 2022, 11, 1191. [Google Scholar] [CrossRef]
- Thareja, P.; Swarupa, S.; Ahmad, S.; Jinugu, M.E. Hydrogel-based inks for extrusion 3D printing: A rheological viewpoint. In Current Opinion in Colloid and Interface Science; Elsevier: Amsterdam, The Netherlands, 2025; Volume 77. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Pandya, J.K.; McClements, D.J.; Lu, J.; Kinchla, A.J. Advancements in 3D food printing: A comprehensive overview of properties and opportunities. In Critical Reviews in Food Science and Nutrition; Bellwether Publishing, Ltd.: Columbia, MD, USA, 2021. [Google Scholar] [CrossRef]
- Meigui, H.; Xu, L.; Assadpour, E.; Tan, C.; Jafari, S.M. Application of nano/micro-encapsulated bioactive compounds in 3D printed foods. In Trends in Food Science and Technology; Elsevier: Amsterdam, The Netherlands, 2025; Volume 158. [Google Scholar] [CrossRef]
- Wedamulla, N.E.; Choi, Y.J.; Zhang, Q.; Kim, E.K. Use of food by-products to design 3D food printing inks: Potential of bioactives extraction and encapsulated 3D food printing ink formulation. In Food Research International; Elsevier: Amsterdam, The Netherlands, 2025; Volume 213. [Google Scholar] [CrossRef]
- Molina-Montero, C.; Matas, A.; Igual, M.M.; Martínez-Monzó, J.; García-Segovia, P. Impact of Apricot Pulp Concentration on Cylindrical Gel 3D Printing. Gels 2023, 9, 253. [Google Scholar] [CrossRef]
- García-Segovia, P.; García-Alcaraz, V.; Balasch-Parisi, S.; Martínez-Monzó, J. 3D printing of gels based on xanthan/konjac gums. Innov. Food Sci. Emerg. Technol. 2020, 64, 102343. [Google Scholar] [CrossRef]
- Parid, D.M.; Talib, A.T.; Baharuddin, A.S.; Abdul Rahman, N.A.; Mohammed, M.A.P.; Wakisaka, M. Mechanics of 3D printing process of white chocolate. J. Food Eng. 2025, 391, 112429. [Google Scholar] [CrossRef]
- De Salvo, M.I.; Palla, C.A.; Cotabarren, I.M. Development of beetroot powder-enriched inks for 3D food printing based on hydrogel/oleogel bigels. Food Biosci. 2024, 62, 105278. [Google Scholar] [CrossRef]
- Ning, X.; Devahastin, S.; Wang, X.; Wu, N.; Liu, Z.; Gong, Y.; Zhou, L.; Huo, L.; Ding, W.; Yi, J.; et al. Understanding 3D food printing through computer simulation and extrusion force analysis. J. Food Eng. 2024, 370, 111972. [Google Scholar] [CrossRef]
- Mammarella, E.J.; De Piante Vicín, D.A.; Rubiolo, A.C. Evaluation of stress-strain for characterisation of the rheological behaviour of alginate and carrageenan gels. Braz. J. Chem. Eng. 2002, 19, 403–409. [Google Scholar] [CrossRef]
- Wang, T.; Kaur, L.; Furuhata, Y.; Aoyama, H.; Singh, J. 3D Printing of Textured Soft Hybrid Meat Analogues. Foods 2022, 11, 478. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | R2 | A | B (s−1) |
|---|---|---|---|
| Control | 0.95 (0.05) a | 0.38 (0.02) b | 0.012 (0.002) a |
| PP3 | 0.95 (0.05) a | 0.37 (0.07) b | 0.009 (0.004) a |
| PP3.75 | 0.93 (0.03) a | 0.33 (0.03) b | 0.0084 (0.0011) a |
| PP6 | 0.96 (0.03) a | 0.18 (0.06) a | 0.015 (0.007) a |
| Sample | Height Deviation (%) | Width Deviation (%) | Diameter/Depth Deviation (%) | Area Deviation (%) |
|---|---|---|---|---|
| CC | 9(3) b | 2(4) a | 7(16) b | 21(10) c |
| SW | 10(3) b | 8(4) b | 5(3) b | 4(4) b |
| CB | 3(7) a | 2(5) a | −4(6) a | −12(7) a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matas-Gil, A.; de-la-Haba, F.; Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Incorporation of Encapsulated Omega-3 in 3D-Printed Food Gels: A Study on Rheology, Extrusion, and Print Performance in Dual Ink Printing. Foods 2025, 14, 2681. https://doi.org/10.3390/foods14152681
Matas-Gil A, de-la-Haba F, Igual M, García-Segovia P, Martínez-Monzó J. Incorporation of Encapsulated Omega-3 in 3D-Printed Food Gels: A Study on Rheology, Extrusion, and Print Performance in Dual Ink Printing. Foods. 2025; 14(15):2681. https://doi.org/10.3390/foods14152681
Chicago/Turabian StyleMatas-Gil, Adrián, Francisco de-la-Haba, Marta Igual, Purificación García-Segovia, and Javier Martínez-Monzó. 2025. "Incorporation of Encapsulated Omega-3 in 3D-Printed Food Gels: A Study on Rheology, Extrusion, and Print Performance in Dual Ink Printing" Foods 14, no. 15: 2681. https://doi.org/10.3390/foods14152681
APA StyleMatas-Gil, A., de-la-Haba, F., Igual, M., García-Segovia, P., & Martínez-Monzó, J. (2025). Incorporation of Encapsulated Omega-3 in 3D-Printed Food Gels: A Study on Rheology, Extrusion, and Print Performance in Dual Ink Printing. Foods, 14(15), 2681. https://doi.org/10.3390/foods14152681