
Effect of Ultrasonic Treatment on the Quality of Pumpkin Juice Fermented by Yeast

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Experimental Methods
2.2.1. Preparation of Pumpkin Juice
2.2.2. Ultrasonic Treatment of Pumpkin Juice
2.2.3. Single-Factor Experiment
2.2.4. Determination of the Optimal Fermentation Parameters for Yeast Fermentation of Pumpkin Juice
2.2.5. Determination of Total Acid Content of Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.6. Determination of the Color of Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.7. Determination of the Carotenoid Content in Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.8. Determination of Ascorbic Acid in Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.9. Determination of Flavonoids in Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.10. Determination of the Antioxidant Activity of Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
2.2.11. Determination of the Total Number of Microorganisms and Their Microscopic Structures in Yeast Fermentation Assisted by Ultrasonic Waves
2.2.12. The Aroma Substances in Pumpkin Juice Were Determined via Solid-Phase Microextraction Coupled with Gas Chromatography–Mass Spectrometry (GC-MS)
2.2.13. Determination of Sensory Evaluation
2.3. Data Processing
3. Results
3.1. Results of the Response Surface Optimization of the Process for Yeast Fermentation of Pumpkin Juice
3.2. Analysis Results of the Response Surface Methodology
3.3. Analysis of the Interaction Effects of Various Factors on the Sensory Evaluation of Pumpkin Juice
3.3.1. Influence of the Interaction Between the Content of Pumpkin Juice and the Temperature on the Sensory Evaluation of Pumpkin Juice
3.3.2. Influence of the Interaction Between the Content of Pumpkin Juice and the Inoculation Amount of Yeast on the Sensory Evaluation of Pumpkin Juice
3.3.3. Influence of the Interaction Between the Content of Pumpkin Juice and the Fermentation Time on the Sensory Evaluation of Pumpkin Juice
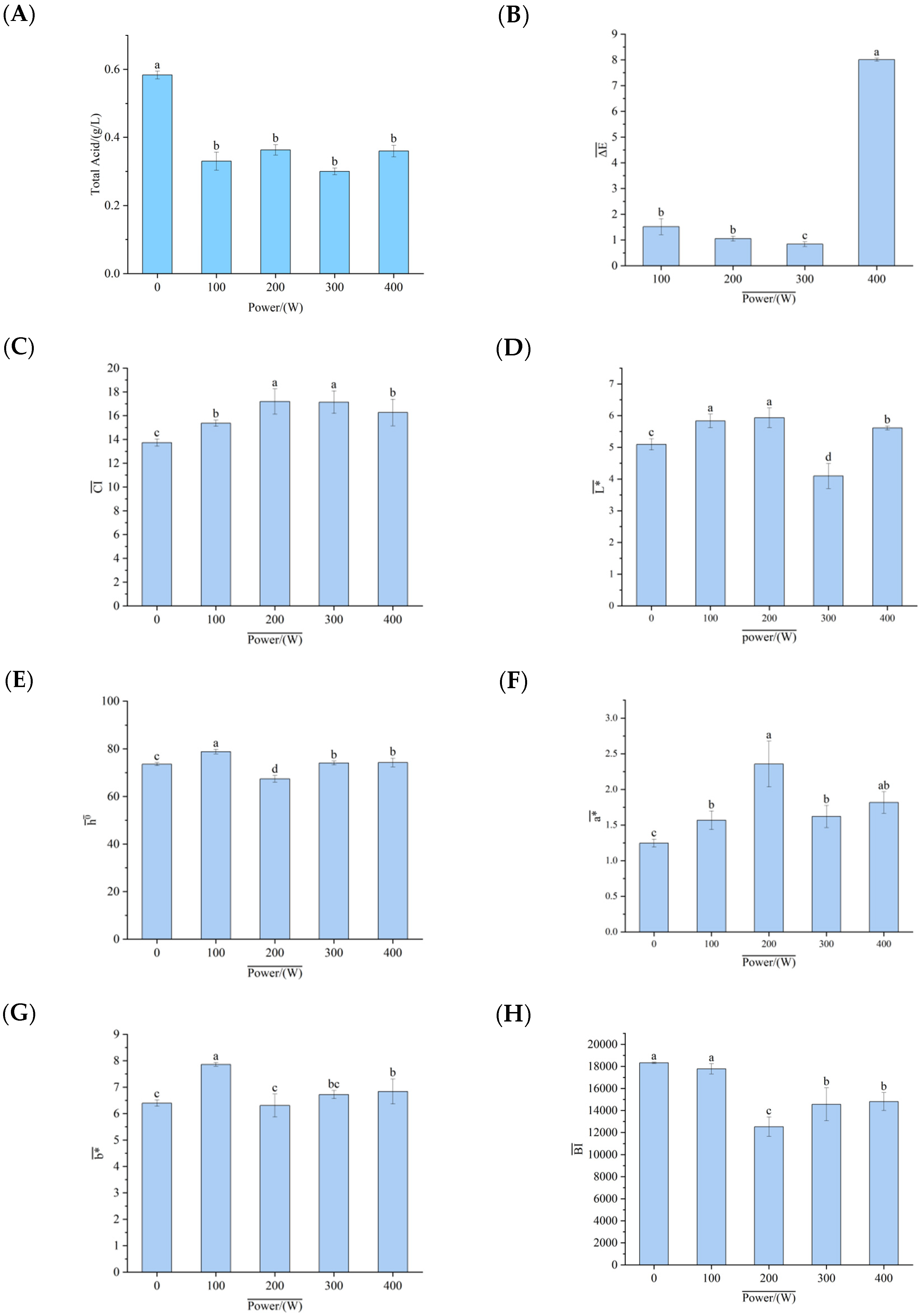
3.4. Influence of Ultrasonic Treatment on the Total Acid Content of Pumpkin Juice
3.5. Influence of Ultrasonic-Assisted Yeast Fermentation on the Color of Pumpkin Juice
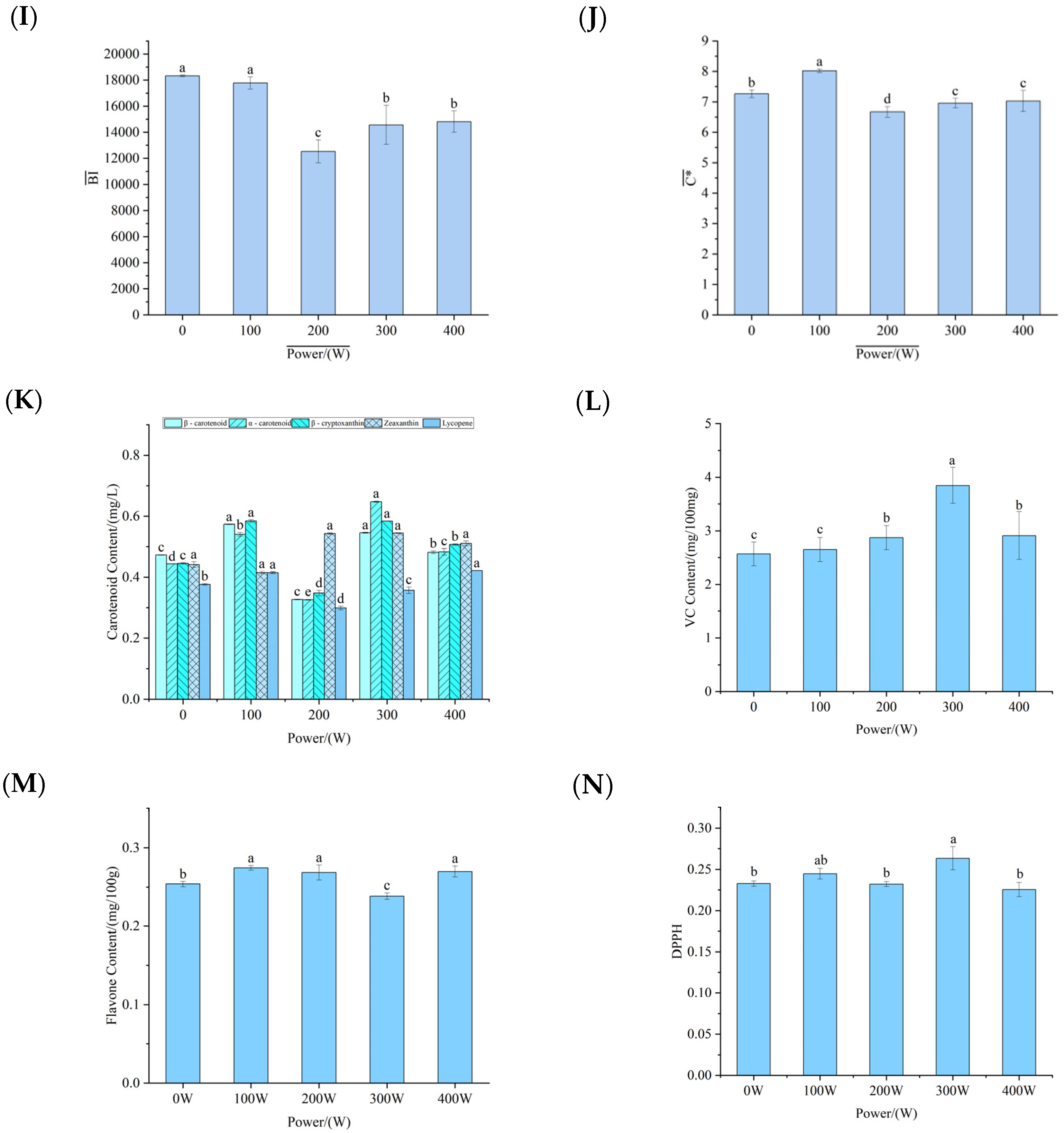
3.6. Influence of Ultrasonic-Assisted Yeast Fermentation on the Carotenoids in Pumpkin Juice
3.7. Influence of Ultrasonic Treatment on the Ascorbic Acid (VC) in Pumpkin Juice
3.8. Influence of Ultrasonic Treatment on the Flavonoid Content in Pumpkin Juice
3.9. Influence of Ultrasonic-Assisted Yeast Fermentation on the Antioxidant Activity of Pumpkin Juice
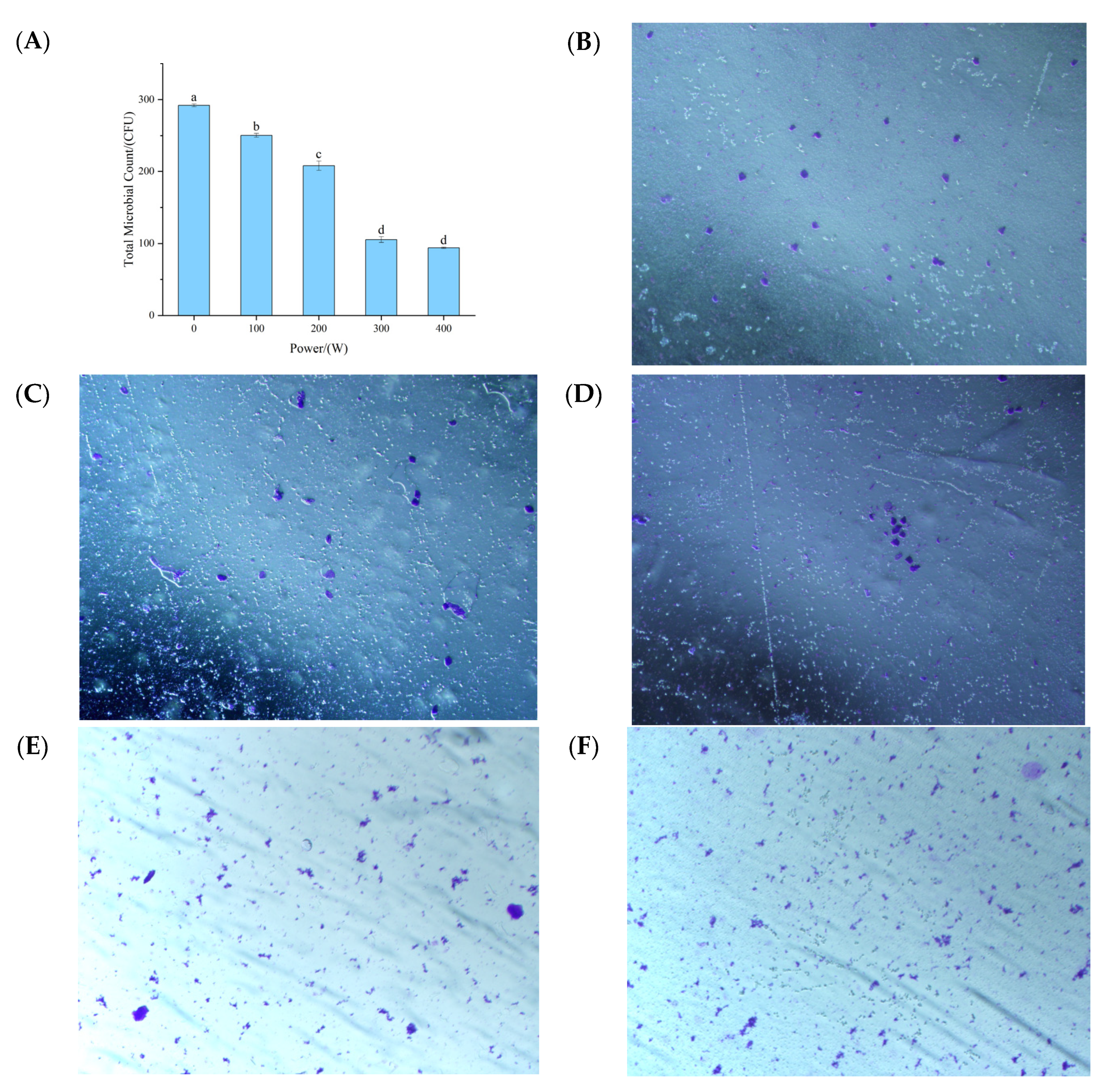
3.10. Influence of Ultrasonic-Assisted Yeast Fermentation on the Microbial Flora and Microstructure of Pumpkin Juice
3.11. Influence of Ultrasonic Treatment on the Aroma of Pumpkin Juice
3.12. Sensory Evaluation of Pumpkin Juice Fermented by Yeast with Ultrasonic Assistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Suo, G.; Zhou, C.; Su, W.; Hu, X. Effect of Ultrasonic Non-Thermal Sterilization on the Volatile Components of Pumpkin Juice. J. Comp. Methods Sci. Eng. 2022, 22, 1631–1645. [Google Scholar] [CrossRef]
- Huezo, L.; Shah, A.; Michel Jr., F.C. Effects of Ultrasound on Fermentation of Glucose to Ethanol by Saccharomyces Cerevisiae. Fermentation 2019, 5, 16. [Google Scholar] [CrossRef]
- Salehi, F. Physico-Chemical Properties of Fruit and Vegetable Juices as Affected by Pulsed Electric Field: A Review. Int. J. Food Prop. 2020, 23, 1036–1050. [Google Scholar] [CrossRef]
- Keșa, A.-L.; Pop, C.R.; Mudura, E.; Salanță, L.C.; Pasqualone, A.; Dărab, C.; Burja-Udrea, C.; Zhao, H.; Coldea, T.E. Strategies to Improve the Potential Functionality of Fruit-Based Fermented Beverages. Plants 2021, 10, 2263. [Google Scholar] [CrossRef]
- Rawson, A.; Patras, A.; Tiwari, B.K.; Noci, F.; Koutchma, T.; Brunton, N. Effect of Thermal and Non Thermal Processing Technologies on the Bioactive Content of Exotic Fruits and Their Products: Review of Recent Advances. Food Res. Int. 2011, 44, 1875–1887. [Google Scholar] [CrossRef]
- Bhutkar, S.; Brandão, T.R.S.; Silva, C.L.M.; Miller, F.A. Application of Ultrasound Treatments in the Processing and Production of High-Quality and Safe-to-Drink Kiwi Juice. Foods 2024, 13, 328. [Google Scholar] [CrossRef]
- Provesi, J.G.; Dias, C.O.; Amante, E.R. Changes in Carotenoids during Processing and Storage of Pumpkin Puree. Food Chem. 2011, 128, 195–202. [Google Scholar] [CrossRef]
- Barba, F.J.; Esteve, M.J.; Frigola, A. Ascorbic Acid Is the Only Bioactive That Is Better Preserved by High Hydrostatic Pressure than by Thermal Treatment of a Vegetable Beverage. J. Agric. Food Chem. 2010, 58, 10070–10075. [Google Scholar] [CrossRef]
- Kwaw, E.; Ma, Y.; Tchabo, W.; Apaliya, M.T.; Sackey, A.S.; Wu, M.; Xiao, L. Impact of Ultrasonication and Pulsed Light Treatments on Phenolics Concentration and Antioxidant Activities of Lactic-Acid-Fermented Mulberry Juice. LWT 2018, 92, 61–66. [Google Scholar] [CrossRef]
- Xu, H.; Feng, L.; Deng, Y.; Chen, L.; Li, Y.; Lin, L.; Liang, M.; Jia, X.; Wang, F.; Zhang, X.; et al. Change of Phytochemicals and Bioactive Substances in Lactobacillus Fermented Citrus Juice during the Fermentation Process. LWT 2023, 180, 114715. [Google Scholar] [CrossRef]
- Stratakos, A.C.; Delgado-Pando, G.; Linton, M.; Patterson, M.F.; Koidis, A. Industrial Scale Microwave Processing of Tomato Juice Using a Novel Continuous Microwave System. Food Chem. 2016, 190, 622–628. [Google Scholar] [CrossRef]
- Hagos, M.; Yaya, E.E.; Chandravanshi, B.S.; Redi-Abshiro, M. Analysis of Volatile Compounds in Flesh, Peel and Seed Parts of Pumpkin (Cucurbita Maxima) Cultivated in Ethiopia Using Gas Chromatography-Mass Spectrometry (GC-MS). Int. J. Food Prop. 2022, 25, 1498–1512. [Google Scholar] [CrossRef]
- Zou, Y.; Kang, D.; Liu, R.; Qi, J.; Zhou, G.; Zhang, W. Effects of Ultrasonic Assisted Cooking on the Chemical Profiles of Taste and Flavor of Spiced Beef. Ultrason. Sonochem. 2018, 46, 36–45. [Google Scholar] [CrossRef] [PubMed]
- Kong, Y.; Sun, L.; Wu, Z.; Li, Y.; Kang, Z.; Xie, F.; Yu, D. Effects of Ultrasonic Treatment on the Structural, Functional Properties and Beany Flavor of Soy Protein Isolate: Comparison with Traditional Thermal Treatment. Ultrason. Sonochem. 2023, 101, 106675. [Google Scholar] [CrossRef]
- Rheem, S. Optimizing Food Processing through a New Approach to Response Surface Methodology. Food Sci Anim Resour 2023, 43, 374–381. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Lin, Z.; Zeng, L.; Zhang, F.; Sun, L.; Sun, S.; Wang, P.; Xu, M.; Zhang, J.; Liang, X.; et al. Ultrasound-Induced Biophysical Effects in Controlled Drug Delivery. Sci. China Life Sci. 2022, 65, 896–908. [Google Scholar] [CrossRef]
- Kesavan, R.K.; Gogoi, S.; Nayak, P.K. Influence of Thermosonication and Pasteurization on the Quality Attributes of Kutkura (Meyna Spinosa) Juice. Appl. Food Res. 2023, 3, 100268. [Google Scholar] [CrossRef]
- Custodio-Mendoza, J.A.; Pokorski, P.; Aktaş, H.; Kurek, M.A. Rapid and Efficient High-Performance Liquid Chromatography-Ultraviolet Determination of Total Amino Acids in Protein Isolates by Ultrasound-Assisted Acid Hydrolysis. Ultrason. Sonochemistry 2024, 111, 107082. [Google Scholar] [CrossRef]
- Ayustaningwarno, F.; Fogliano, V.; Verkerk, R.; Dekker, M. Surface Color Distribution Analysis by Computer Vision Compared to Sensory Testing: Vacuum Fried Fruits as a Case Study. Food Res. Int. 2021, 143, 110230. [Google Scholar] [CrossRef]
- Brandão, T.R.S.; Silva, C.L.M.; Miller, F.A. The Power of Thermosonication on Quality Preservation and Listeria Control of Blueberry Juice. Foods 2024, 13, 3564. [Google Scholar] [CrossRef]
- Kutlu, N.; Pandiselvam, R.; Kamiloglu, A.; Saka, I.; Sruthi, N.U.; Kothakota, A.; Socol, C.T.; Maerescu, C.M. Impact of Ultrasonication Applications on Color Profile of Foods. Ultrason. Sonochem. 2022, 89, 106109. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Wang, S.; Yao, J.; Cui, M.; Hu, B.; Wang, J.; Li, F.; Wang, S.; Tong, R.; Li, M.; et al. Ultrasound Treatment Alleviates External Pericarp Browning and Improves Fruit Quality of Pomegranate during Storage. J. Sci. Food Agric. 2024, 104, 391–399. [Google Scholar] [CrossRef]
- Khandpur, P.; Gogate, P.R. Understanding the Effect of Novel Approaches Based on Ultrasound on Sensory Profile of Orange Juice. Ultrason. Sonochem. 2015, 27, 87–95. [Google Scholar] [CrossRef] [PubMed]
- Buniowska, M.; Arrigoni, E.; Znamirowska, A.; Blesa, J.; Frígola, A.; Esteve, M.J. Liberation and Micellarization of Carotenoids from Different Smoothies after Thermal and Ultrasound Treatments. Foods 2019, 8, 492. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, F.A.N.; Santos, V.O.; Gomes, W.F.; Rodrigues, S. Application of High-Intensity Ultrasound on Acerola (Malpighia Emarginata) Juice Supplemented with Fructooligosaccharides and Its Effects on Vitamins, Phenolics, Carotenoids, and Antioxidant Capacity. Processes 2023, 11, 2243. [Google Scholar] [CrossRef]
- Ordóñez-Santos, L.E.; Velasco-Arango, V.A.; Hleap-Zapata, J.I. Ultrasound-Assisted Extraction of Total Carotenoids in Papaya Epicarp and Its Application in Frankfurt Sausage. Ciênc. Agrotec. 2022, 46, e006722. [Google Scholar] [CrossRef]
- Sebdani, M.M.; Abbasi, H. Green Extraction of Carotenoids from Pumpkin with Ultrasound-Assisted Method; Optimization Using Response Surface Methodology. Microchem. J. 2023, 193, 109092. [Google Scholar] [CrossRef]
- Zi-xuan, G.U.; Zheng-yu, J.I.N.; Bing-hua, S.U.N.; Yao-qi, T. Preparation of Hyper-Branched Starch-Ascorbic Acid Inclusion Complex and Its Photo-Thermostability. Food Ferment. Ind. 2018, 44, 60–65. [Google Scholar]
- Zhang, M.; Zhou, C.; Ma, L.; Su, W.; Jiang, J.; Hu, X. Influence of Ultrasound on the Microbiological, Physicochemical Properties, and Sensory Quality of Different Varieties of Pumpkin Juice. Heliyon 2024, 10, e27927. [Google Scholar] [CrossRef]
- Hao, J.; Wang, Z.; Jia, Y.; Sun, L.; Fu, Z.; Zhao, M.; Li, Y.; Yuan, N.; Cong, B.; Zhao, L.; et al. Optimization of Ultrasonic-Assisted Extraction of Flavonoids from Lactuca Indica L. Cv. Mengzao and Their Antioxidant Properties. Front. Nutr. 2023, 10. [Google Scholar] [CrossRef]
- Ruiz-De Anda, D.; Ventura-Lara, M.G.; Rodríguez-Hernández, G.; Ozuna, C. The Impact of Power Ultrasound Application on Physicochemical, Antioxidant, and Microbiological Properties of Fresh Orange and Celery Juice Blend. Food Meas. 2019, 13, 3140–3148. [Google Scholar] [CrossRef]
- Kobus, Z.; Osmólska, E.; Starek-Wójcicka, A.; Krzywicka, M. Effect of High-Powered Ultrasound on Bioactive Compounds and Microbiological Stability of Juices—Review. Appl. Sci. 2023, 13, 10961. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, M.; Xu, B. Application of Ultrasonic Technology in Postharvested Fruits and Vegetables Storage: A Review. Ultrason Sonochem 2020, 69, 105261. [Google Scholar] [CrossRef]
- Abid, M.; Jabbar, S.; Hu, B.; Hashim, M.M.; Wu, T.; Wu, Z.; Khan, M.A.; Zeng, X. Synergistic Impact of Sonication and High Hydrostatic Pressure on Microbial and Enzymatic Inactivation of Apple Juice. LWT-Food Sci. Technol. 2014, 59, 70–76. [Google Scholar] [CrossRef]
- Nadulski, R.; Kobus, Z.; Wilczyński, K.; Sobczak, P.; Panasiewicz, M.; Żukiewicz-Sobczak, W.; Szparaga, A. Effect of Extraction Method and Thermosonication on Apple Juice Quality. Appl. Sci. 2019, 9, 3977. [Google Scholar] [CrossRef]
- Muñoz, R.; Viveros, N.; Bevilacqua, A.; Pérez, M.S.; Arévalo-Villena, M. Effects of Ultrasound Treatments on Wine Microorganisms. Ultrason. Sonochem. 2021, 79, 105775. [Google Scholar] [CrossRef]
- Xu, B.; Azam, S.M.R.; Feng, M.; Wu, B.; Yan, W.; Zhou, C.; Ma, H. Application of Multi-Frequency Power Ultrasound in Selected Food Processing Using Large-Scale Reactors: A Review. Ultrason. Sonochem. 2021, 81, 105855. [Google Scholar] [CrossRef]
- Foujdar, R.; Bera, M.B.; Chopra, H.K. Optimization of Process Variables of Probe Ultrasonic-Assisted Extraction of Phenolic Compounds from the Peel of Punica Granatum Var. Bhagwa and It’s Chemical and Bioactivity Characterization. J. Food Process. Preserv. 2020, 44, e14317. [Google Scholar] [CrossRef]
- Santos, J.C.C.; Correa, J.L.G.; Furtado, M.L.B.; de Morais, L.C.; Borges, S.V.; de Oliveira, C.R.; de Resende, J.V.; de Oliveira, L.F. Influence of Intensity Ultrasound on Rheological Properties and Bioactive Compounds of Araticum (Annona Crassiflora) Juice. Ultrason. Sonochem. 2024, 105, 106868. [Google Scholar] [CrossRef]
- Lepaus, B.M.; Santos, A.K.P.d.O.; Spaviero, A.F.; Daud, P.S.; de São José, J.F.B. Stability Parameters during Refrigerated Storage and Changes on the Microstructure of Orange-Carrot Blend Juice Processed by High-Power Ultrasound. Front. Sustain. Food Syst. 2022, 6. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Q.; Xie, B.; Sun, Z. Effect of Ultrasound Combined with Ultraviolet Treatment on Microbial Inactivation and Quality Properties of Mango Juice. Ultrason. Sonochem. 2020, 64, 105000. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Xu, Q.; Peng, W.; Xue, Y.; Sun, P. Synergistic Effects of Ultrasound and β-d-Glucosidase in Aroma of Orange Juice. J Food Sci. 2021, 86, 2374–2386. [Google Scholar] [CrossRef] [PubMed]
- Xu, B.; Feng, M.; Chitrakar, B.; Cheng, J.; Wei, B.; Wang, B.; Zhou, C.; Ma, H. Multi-Frequency Power Thermosonication Treatments of Clear Strawberry Juice: Impact on Color, Bioactive Compounds, Flavor Volatiles, Microbial and Polyphenol Oxidase Inactivation. Innov. Food Sci. Emerg. Technol. 2023, 84, 103295. [Google Scholar] [CrossRef]
- Biswas, P.; Paul, S.; Guin, J. Aerobic Radical-Cascade Alkylation/Cyclization of α,β-Unsaturated Amides: An Efficient Approach to Quaternary Oxindoles. Angew. Chem. Int. Ed. 2016, 55, 7756–7760. [Google Scholar] [CrossRef] [PubMed]
- Nikfardjam, M.P.; Maier, D. Development of a Headspace Trap HRGC/MS Method for the Assessment of the Relevance of Certain Aroma Compounds on the Sensorial Characteristics of Commercial Apple Juice. Food Chem. 2011, 126, 1926–1933. [Google Scholar] [CrossRef]
- Ji, S.-J.; Shen, Z.-L.; Gu, D.-G.; Wang, S.-Y. An Efficient Synthesis of Ferrocenyl Substituted 1,5-Diketone and Cyclic α,β-Unsaturated Ketones under Ultrasound Irradiation. J. Organomet. Chem. 2004, 689, 1843–1848. [Google Scholar] [CrossRef]
- Junling, G.U.O.; Jie, Z.; Wengang, Z.; Bin, D.; Xijuan, Y. Process Optimization of Ultrasonic Co-germination for Enriching Black Highland Barley Polyphenols and Analysis of Phenolic Acid Composition. Sci. Technol. Food Ind. 2023, 44, 207–215. [Google Scholar]
- Ojha, K.S.; Mason, T.J.; O’Donnell, C.P.; Kerry, J.P.; Tiwari, B.K. Ultrasound Technology for Food Fermentation Applications. Ultrason. Sonochem. 2017, 34, 410–417. [Google Scholar] [CrossRef]
- Türkol, M.; Yıkmış, S.; Ganimet, Ş.; Gezer, G.E.; Abdi, G.; Hussain, S.; Aadil, R.M. Optimization of Sensory Properties of Ultrasound-Treated Strawberry Vinegar. Ultrason. Sonochem. 2024, 105, 106874. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Horizontal Value | A: Pumpkin Juice Content/mL | B: Volume/% | C: Fermentation Time/d | D: Fermentation Temperature/°C |
|---|---|---|---|---|
| −1 | 15 | 2 | 0 | 28 |
| 0 | 20 | 3 | 1 | 30 |
| 1 | 25 | 4 | 2 | 32 |
| Project | Sample | Score/(Points) |
|---|---|---|
| Pumpkin Juice Content | 10 mL | 7.3 ± 0.6 |
| 15 mL | 7.1 ± 0.6 | |
| 20 mL | 9.8 ± 0.8 | |
| 25 mL | 6.9 ± 0.6 | |
| 30 mL | 7.5 ± 0.7 | |
| Yeast Inoculation Amount | 1% | 6.8 ± 0.6 |
| 2% | 7.3 ± 0.6 | |
| 3% | 8.8 ± 0.8 | |
| 4% | 7.5 ± 0.6 | |
| 5% | 6.3 ± 0.6 | |
| Fermentation Time | 0 d | 8.0 ± 0.7 |
| 1 d | 8.8 ± 0.8 | |
| 2 d | 7.8 ± 0.7 | |
| 3 d | 7.3 ± 0.7 | |
| 4 d | 6.1 ± 0.6 | |
| Fermentation Temperature | 26 °C | 7.0 ± 0.6 |
| 28 °C | 8.1 ± 0.8 | |
| 30 °C | 8.3 ± 0.8 | |
| 32 °C | 7.3 ± 0.7 | |
| 34 °C | 6.8± 0.6 |
| Project | Scoring Scale | Score |
|---|---|---|
| Color (10 points) | The color is even and the pumpkin juice is golden yellow. | 8–10 points |
| The color is even and the pumpkin juice is yellow. | 4–7 points | |
| The color is uneven and variegated and the pumpkin juice is light yellow. | 0–3 points | |
| Aroma (10 points) | Pumpkin flavor and fermented flavor, no spoilage. | 8–10 points |
| A little pumpkin flavor and fermented flavor, no spoilage. | 4–7 points | |
| No pumpkin flavor or fermented flavor, with other pungent flavors. | 0–3 points | |
| Taste (10 points) | Mellow and delicate taste, moderately sweet and sour. | 8–10 points |
| The taste is mellow, the texture is slightly rough, slightly sour or slightly sweet. | 4–7 points | |
| Poor taste, rough texture, sour or sweet. | 0–3 points | |
| Organizational status (10 points) | Uniform organization, no stratification, no clots, and flocculent. | 8–10 points |
| Uniform tissue with slight stratification, clots, and flocculent. | 4–7 points | |
| Uneven tissue, obviously layered, with clots, and flocculent. | 0–3 points |
| Experiment | A: Pumpkin Juice Content/mL | B: Volume/% | C: Fermentation Time/d | Fermentation Temperature/°C | Sensory Evaluation Score |
|---|---|---|---|---|---|
| 1 | 20 | 3 | 0 | 32 | 7.1 |
| 2 | 25 | 3 | 2 | 30 | 7.0 |
| 3 | 25 | 3 | 1 | 28 | 6.3 |
| 4 | 20 | 4 | 1 | 28 | 8.5 |
| 5 | 15 | 3 | 1 | 28 | 8.2 |
| 6 | 25 | 4 | 1 | 30 | 9.8 |
| 7 | 15 | 3 | 2 | 30 | 8.5 |
| 8 | 25 | 2 | 1 | 30 | 7.4 |
| 9 | 20 | 4 | 1 | 32 | 8.5 |
| 10 | 25 | 3 | 0 | 30 | 7.6 |
| 11 | 20 | 3 | 1 | 30 | 6.7 |
| 12 | 20 | 3 | 1 | 30 | 9.8 |
| 13 | 20 | 3 | 1 | 30 | 8.8 |
| 14 | 20 | 3 | 1 | 30 | 8.3 |
| 15 | 20 | 4 | 2 | 30 | 7.5 |
| 16 | 15 | 4 | 1 | 30 | 8.4 |
| 17 | 20 | 2 | 1 | 28 | 9.8 |
| 18 | 20 | 3 | 2 | 32 | 8.4 |
| 19 | 20 | 2 | 0 | 30 | 7.4 |
| 20 | 15 | 3 | 1 | 32 | 8.9 |
| 21 | 15 | 3 | 0 | 30 | 8.8 |
| 22 | 25 | 3 | 1 | 32 | 8.1 |
| 23 | 20 | 3 | 2 | 28 | 9.8 |
| 24 | 20 | 3 | 0 | 28 | 7.3 |
| 25 | 20 | 2 | 1 | 32 | 6.4 |
| 26 | 20 | 2 | 2 | 30 | 7.7 |
| 27 | 20 | 4 | 0 | 30 | 7.8 |
| 28 | 20 | 3 | 1 | 30 | 7.7 |
| 29 | 15 | 2 | 1 | 30 | 8.3 |
| Source of Variance | Sum of Squares | Degrees of Freedom | Mean | F Value | p Value |
|---|---|---|---|---|---|
| Model | 25.53 | 14 | 1.82 | 19.01 | <0.0001 |
| A | 0.19 | 1 | 019 | 1.95 | 0.1838 |
| B | 0.03 | 1 | 0.03 | 0.31 | 0.5848 |
| C | 16.33 | 1 | 16.33 | 170.29 | <0.0001 |
| D | 0.021 | 1 | 0.021 | 0.22 | 0.6483 |
| AB | 3.553 × 10−15 | 1 | 3.553 × 10−15 | 3.704 × 10−14 | 1 |
| AC | 0.01 | 1 | 0.01 | 0.1 | 0.7516 |
| AD | 0.56 | 1 | 0.56 | 5.86 | 0.0296 |
| BC | 0.062 | 1 | 0.062 | 0.65 | 0.433 |
| BD | 0.022 | 1 | 0.022 | 0.23 | 0.6356 |
| CD | 0.3 | 1 | 0.3 | 3.15 | 0.0975 |
| A2 | 6.58 | 1 | 6.58 | 68.64 | <0.0001 |
| B2 | 0.02 | 1 | 0.02 | 0.2 | 0.658 |
| C2 | 0.34 | 1 | 0.34 | 3.58 | 0.0794 |
| D2 | 0.075 | 1 | 0.075 | 0.78 | 0.3916 |
| Residual | 1.34 | 14 | 0.096 | ||
| Lack of Fit | 1.13 | 10 | 0.11 | 2.13 | 0.2421 |
| Pure Error | 0.21 | 4 | 0.053 | ||
| Cor Total | 26.87 | 28 | |||
| R2 | 0.9500 | ||||
| R2Adj | 0.9000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, W.; Li, W.; Zhou, C.; Zhang, M.; Su, W.; Tan, R.; Yao, L. Effect of Ultrasonic Treatment on the Quality of Pumpkin Juice Fermented by Yeast. Foods 2025, 14, 2284. https://doi.org/10.3390/foods14132284
Pan W, Li W, Zhou C, Zhang M, Su W, Tan R, Yao L. Effect of Ultrasonic Treatment on the Quality of Pumpkin Juice Fermented by Yeast. Foods. 2025; 14(13):2284. https://doi.org/10.3390/foods14132284
Chicago/Turabian StylePan, Wenhui, Wen Li, Chunli Zhou, Manjun Zhang, Wei Su, Renqin Tan, and Leyi Yao. 2025. "Effect of Ultrasonic Treatment on the Quality of Pumpkin Juice Fermented by Yeast" Foods 14, no. 13: 2284. https://doi.org/10.3390/foods14132284
APA StylePan, W., Li, W., Zhou, C., Zhang, M., Su, W., Tan, R., & Yao, L. (2025). Effect of Ultrasonic Treatment on the Quality of Pumpkin Juice Fermented by Yeast. Foods, 14(13), 2284. https://doi.org/10.3390/foods14132284