
Textural, Color and Sensory Features of Spelt Wholegrain Snack Enriched with Betaine

 ,
,  ,
,  , , , ,
, , , ,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Extrusion Processing—Experimental Design
2.2. Characterization of Extrudates
2.2.1. Textural Properties
2.2.2. Color Measurement
2.2.3. Sensory Evaluation of Snack Products Using a Panel of Trained Evaluators
2.3. Statistical Analysis
3. Results and Discussion
3.1. Impact of Process Conditions on Texture Properties of Extrudates
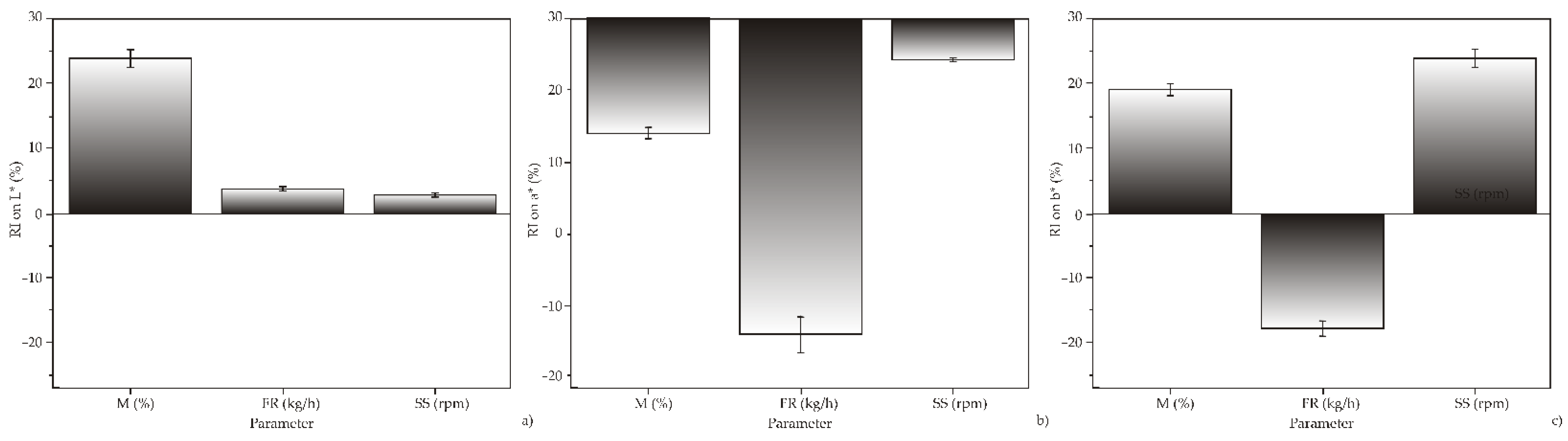
3.2. Impact of Process Conditions on Color Properties of Extrudates
3.3. Sensory Evaluation of Snack Products
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- O’Shea, N.; Gallagher, E. Evaluation of novel-extruding ingredients to improve the physicochemical and expansion characteristics of a corn-puffed snack-containing pearled barley. Eur. Food Res. Technol. 2019, 245, 1293–1305. [Google Scholar] [CrossRef]
- Ding, Q.B.; Ainsworth, P.; Plunkett, A.; Tucker, G.; Marson, H. The effect of extrusion conditions on the functional and physical properties of wheat-based expanded snacks. J. Food Eng. 2006, 73, 142–148. [Google Scholar] [CrossRef]
- Chávez-Jáuregui, R.N.; Silva, M.E.M.P.; Arěas, J.A.G. Extrusion Cooking Process for Amaranth (Amaranthus caudatus L.). J. Food Sci. 2000, 65, 1009–1015. [Google Scholar] [CrossRef]
- Diaz, J.M.R.; Kirjoranta, S.; Tenitz, S.; Penttilä, P.A.; Serimaa, R.; Lampi, A.-M.; Jouppila, K. Use of amaranth, quinoa and kañiwa in extruded corn-based snacks. J. Cereal Sci. 2013, 58, 59–67. [Google Scholar] [CrossRef] [Green Version]
- Jozinović, A.; Subari, D.; Ačkar, Ð.; Babić, J.; Miličević, B. Influence of spelt flour addition on properties of extruded products based on corn grits. J. Food Eng. 2016, 172, 31–37. [Google Scholar] [CrossRef]
- Ruibal-Mendieta, N.L.; Delacroix, D.L.; Mignolet, E.; Pycke, J.M.; Marques, C.; Rozenberg, R.; Larondelle, Y. Spelt (Triticum aestivum ssp. spelta) as a source of breadmaking flours and bran naturally enriched in oleic acid and minerals but not phytic acid. J. Agric. Food Chem. 2005, 53, 2751–2759. [Google Scholar] [CrossRef]
- Pruska- Kędzior, A.; Kędzior, Z.; Klockiewicz-Kaminska, E. Comparison of viscoelastic properties of gluten from spelt and common wheat. Eur. Food Res. Technol. 2008, 227, 199–207. [Google Scholar] [CrossRef]
- Kohajdová, Z.; Karovičová, J. Nutritional value and baking applications of spelt wheat. Acta Sci. Pol. Technol. Aliment. 2008, 7, 5–14. [Google Scholar]
- Bodroža Solarov, M.; Vujić, Đ.; Ačanski, M.; Pezo, L.; Filipčev, B.; Mladenov, N. Characterization of the liposoluble fraction of common wheat (Triticum aestivum) and spelt (T. aestivum ssp. spelta) flours using multivariate analysis. J. Sci. Food Agric. 2014, 94, 2613–2617. [Google Scholar] [CrossRef]
- Pasqualone, A.; Piergiovanni, A.R.; Caponio, F.; Paradiso, V.M.; Summo, C.; Simeone, R. Evaluation of the technological characteristics and bread-making quality of alternative wheat cereals in comparison with common and durum wheat. Food Sci. Technol. Int. 2011, 17, 135–142. [Google Scholar] [CrossRef]
- Filipčev, B.; Šimurina, O.; Bodroža Solarov, M.; Brkljača, J. Dough rheological properties in relation to cracker making performance of organically grown spelt cultivars. Int. J. Food Sci. Technol. 2013, 48, 2356–2362. [Google Scholar] [CrossRef]
- Vučković, J.; Bodroža-Solarov, M.; Vujić, Đ.; Bočarov-Stančić, A.; Bagi, F. The protective effect of hulls on the occurrence of Alternaria mycotoxins in spelt wheat. J. Sci. Food Agric. 2013, 93, 1996–2001. [Google Scholar] [CrossRef]
- Filipčev, B.; Šimurina, O.; Bodroža-Solarov, M.; Obreht, D. Comparison of the bread-making performance of spelt varieties grown under organic conditions in the environment of norther Serbia and their responses to dough strengthening improvers. Hem. Ind. 2013, 67, 443–453. [Google Scholar] [CrossRef]
- Filipović, J.; Pezo, L.; Filipović, N.; Filipović, V.; Bodroža-Solarov, M.; Plančak, M. Mathematical approach to assessing spelt cultivars (Triticum aestivum subsp. spelt) for pasta making. Inter. J. Food Sci. Technol. 2013, 48, 195–203. [Google Scholar] [CrossRef]
- Filipović, J.; Pezo, L.; Filipović, V.; Brkljača, J.; Krulj, J. The effects of omega-3 fatty acids and inulin addition to spelt pasta quality. LWT-Food Sci.Technol. 2015, 63, 43–51. [Google Scholar] [CrossRef]
- Brlek, T.; Bodroža-Solarov, M.; Vukmirović, D.j.; Čolovic, R.; Vučković, J.; Lević, J. Utilization of Spelt Wheat Hull as a Renewable Energy Source by Pelleting. Bulg. J. Agric. Sci. 2012, 18, 752–758. [Google Scholar]
- Filipčev, B.; Kojić, J.; Krulj, J.; Bodroža-Solarov, M.; Ilić, N. Betaine in cereal grains and grain-based products. Foods 2018, 7, 49. [Google Scholar] [CrossRef] [Green Version]
- Craig, S.A. Betaine in human nutrition. Am. J. Clin. Nutr. 2004, 80, 539–549. [Google Scholar] [CrossRef] [Green Version]
- Kojić, J.; Krulj, J.; Ilić, N.; Lončar, E.; Pezo, L.; Mandić, A.; Bodroža-Solarov, M. Analysis of betaine levels in cereals, pseudocereals and their products. J. Funct. Foods 2017, 37, 157–163. [Google Scholar] [CrossRef]
- Kojić, J.; Ilić, N.; Kojić, P.; Pezo, L.; Banjac, V.; Krulj, J.; Bodroža-Solarov, M. Multiobjective process optimization for betaine enriched spelt flour based extrudates. J. Food Process Eng. 2019, 42, e12942. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Opara, U.L. Texture measurement approaches in fresh and processed foods—A review. Food Res. Int. 2013, 51, 823–835. [Google Scholar] [CrossRef]
- Valadez-Blanco, R.; Virdi, A.I.S.; Balke, S.T.; Diosady, L.L. In-line colour monitoring during food extrusion: Sensitivity and correlation with product colour. Food Res. Int. 2007, 40, 1129–1139. [Google Scholar] [CrossRef]
- Do Nascimento, E.M.D.G.C.; Carvalho, C.W.P.; Takeiti, C.Y.; Freitas, D.D.G.C.; Ascheri, J.L.R. Use of sesame oil cake (Sesamum indicum L.) on corn expanded extrudates. Food Res. Int. 2012, 45, 434–443. [Google Scholar] [CrossRef] [Green Version]
- Lei, H.; Fulcher, R.G.; Ruan, R.; van Lengerich, B. Assessment of color development due to twin-screw extrusion of rice-glucose-lysine blend using image analysis. LWT Food Sci. Technol. 2007, 40, 1224–1231. [Google Scholar] [CrossRef]
- Ondo, S.E.; Singkhornart, S.; Ryu, G.H. Effects of die temperature alkalized cocoa powder content and CO2 gas injection on physical properties of extruded cornmeal. J. Food Eng. 2013, 117, 173–182. [Google Scholar] [CrossRef]
- Singkhornart, S.; Edou-Ondo, S.; Ryu, G.H. Influence of germination and extrusion with CO2 injection on physicochemical properties of wheat extrudates. Food Chem. 2014, 143, 122–131. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Ryu, G.H. Physical properties of extruded corn grits with corn fibre by CO2 injection extrusion. J. Food Eng. 2013, 116, 14–20. [Google Scholar] [CrossRef]
- Poliszko, N.; Kowalczewski, P.Ł.; Rybicka, I.; Kubiak, P.; Poliszko, S. The effect of pumpkin flour on quality and acoustic properties of extruded corn snacks. J. fur Verbraucherschutz und Leb. 2019, 14, 121–129. [Google Scholar] [CrossRef] [Green Version]
- Blandino, M.; Bresciani, A.; Loscalzo, M.; Vanara, F.; Marti, A. Extruded snacks from pigmented rice: Phenolic profile and physical properties. J. Cereal Sci. 2022, 103, 103347. [Google Scholar] [CrossRef]
- Grasso, S. Extruded snacks from industrial by-products: A review. Trends Food Sci.Technol. 2020, 99, 284–294. [Google Scholar] [CrossRef]
- Yoon, Y.; Swales, G., Jr.; Margavio, T.M. A comparison of discriminant analysis versus artificial neural networks. J. Oper. Res. Soc. 1993, 44, 51–60. [Google Scholar] [CrossRef]
- Svihus, B.; Kløvstad, K.H.; Perez, V.; Zimonja, O.; Sahlström, S.; Schuller, R.B.; Jeksrud, W.K.; Prestløkken, E. Physical and nutritional effects of pelleting of broiler chicken diets made from wheat ground to different coarsenesses by the use of roller mill and hammer mill. Anim. Feed Sci. Technol. 2004, 117, 281–293. [Google Scholar] [CrossRef]
- Lazou, A.; Krokida, M. Structural and textural characterization of corn–lentil extruded snacks. J. Food Eng. 2010, 100, 392–408. [Google Scholar] [CrossRef]
- Paula, A.M.; Conti-Silva, A.C. Texture profile and correlation between sensory and instrumental analyses on extruded snacks. J. Food Eng. 2014, 121, 9–14. [Google Scholar] [CrossRef] [Green Version]
- ISO 8589; Sensory Analysis—General Guidance for the Design of Test Rooms, Amendment 1, 2014; International Organization for Standardization: Geneva, Switzerland, 2007.
- Anton, A.A.; Luciano, F.B. Instrumental texture evaluation of extruded snack foods: A review. Cienc. Tecnol. Aliment. 2007, 5, 245–251. [Google Scholar] [CrossRef]
- Kojić, J.; Krulj, J.; Peić Tukuljac, L.; Jevtić Mučibabić, R.; Cvetković, B.; Kojić, P.; Ilić, N. The effect of extrusion conditions on the bulk density of spelt wholegrain snack product. In Proceedings of the Poster Session Presentation in the Book of Abstracs of the VII International Congress “Engineering, Environment and Materials in Process Industry” EEM2021, Jahorina, Bosnia and Herzegovina, 17–19 March 2021. [Google Scholar]
- Kojić, J.; Krulj, J.; Šimurina, O.; Cvetković, B.; Pezo, L.; Đermanović, B.; Ilić, N. The effect of extrusion conditions on the expansion of spelt wholegrain snack product. In Proceedings of the Poster Session Presentation in the Book of Abstracts of the VII International Conference Sustainable Postharvest and Food Technologies, Vršac, Serbia, 18–23 April 2021. [Google Scholar]
- Liu, C.; Zhang, Y.; Liu, W.; Wan, J.; Wang, W.; Wu, L.; Zuo, N.; Zhou, Y.; Yin, Z. Preparation, physicochemical and texture properties of texturized rice produce by Improved Extrusion Cooking Technology. J. Cereal Sci. 2011, 54, 473–480. [Google Scholar] [CrossRef]
- Tsokolar-Tsikopoulos, K.C.; Katsavou, I.D.; Krokida, M.K. The effect of inulin addition on structural and textural properties of extruded products under several extrusion conditions. J. Food Sci. Technol. 2015, 52, 6170–6181. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Hsieh, F.; Heymann, H.; Huff, H.E. Effect of process conditions on the physical and sensory properties of extruded oat–corn puff. J. Food Sci. 2000, 65, 1253–1259. [Google Scholar] [CrossRef]
- Ding, Q.B.; Ainsworth, P.; Tucker, G.; Marson, H. The effect of extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks. J. Food Eng. 2005, 66, 283–289. [Google Scholar] [CrossRef]
- Brnčić, M.; Tripalo, B.; Ježek, D.; Semenski, D.; Drvar, N.; Ukrainczyk, M. Effect of twin screw extrusion parameters on mechanical hardness of direct-expanded extrudates. Sādhanā 2006, 31, 527–536. [Google Scholar] [CrossRef] [Green Version]
- Menegassi, B.; Pilosof, A.M.; Areas, J.A. Comparison of properties of native and extruded amaranth (Amaranthus cruentus L.–BRS Alegria) flour. LWT-Food Sci. Technol. 2011, 44, 1915–1921. [Google Scholar] [CrossRef]
- Wani, S.A.; Kumar, P. Characterization of extrudates enriched with health promoting ingredients. Food Measure. 2015, 9, 592–598. [Google Scholar] [CrossRef]
- Durge, A.V.; Sarkar, S.; Survase, S.A.; Singhal, R.S. Impact of extrusion on red beetroot colour used as pre-extrusion colouring of rice flour. Food Bioprocess Technol. 2013, 6, 570–575. [Google Scholar] [CrossRef]
- Sun, Y.; Muthukumarappan, K. Changes in functionality of soy-based extrudates during single-screw extrusion processing. Int. J. Food Prop. 2002, 5, 379–389. [Google Scholar] [CrossRef]
- Gulati, P.; Weier, S.A.; Santra, D.; Subbiah, J.; Rose, D. Effects of feed moisture and extruder screw speed and temperature on physical characteristics and antioxidant activity of extruded proso millet (Panicum miliaceum) flour. Int. J. Food Sci. Technol. 2016, 51, 114–122. [Google Scholar] [CrossRef]
- Hagenimana, A.; Ding, X.L.; Fang, T. Evaluation of rice flour modified by extrusion cooking. J. Cereal Sci. 2006, 43, 38–46. [Google Scholar] [CrossRef]
- Torbica, A.; Belović, M.; Popović, L.; Čakarević, J. Heat and hydrothermal treatments of non-wheat flours. Food Chem. 2021, 334, 127523. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Product Response | |||||
|---|---|---|---|---|---|---|
| CCRD Runs | M (%) | FR (kg/h) | SS (o/min) | EI | BD (g/L) | Hardness (N) |
| 1 | 20 | 20 | 500 | 1.82 ± 0.18 a | 328.7 ± 34.5 ab | 302.4 ± 21.3 bcd |
| 2 | 20 | 20 | 250 | 1.54 ± 0.16 a | 478.0 ± 51.2 c | 372.2 ± 14.9 e |
| 3 | 17 | 17 | 350 | 1.60 ± 0.17 a | 367.0 ± 34.5 b | 268.1 ± 16.1 ab |
| 4 | 20 | 20 | 750 | 1.93 ± 0.18 a | 244.4 ± 24.6 a | 262.7 ± 20.5 ab |
| 5 | 20 | 20 | 500 | 1.81 ± 0.20 a | 333.1 ± 30.4 ab | 302.4 ± 12.8 bcd |
| 6 | 23 | 17 | 350 | 1.69 ± 0.18 a | 359.1 ± 37.2 b | 351.4 ± 22.0 de |
| 7 | 17 | 17 | 650 | 1.90 ± 0.18 a | 367.2 ± 38.7 b | 300.6 ± 16.8 bcd |
| 8 | 25 | 20 | 500 | 1.72 ± 0.16 a | 380.0 ± 40.0 bc | 366.9 ± 34.6 e |
| 9 | 20 | 25 | 500 | 1.78 ± 0.19 a | 359.1 ± 34.8 b | 342.0 ± 21.3 cde |
| 10 | 23 | 17 | 650 | 1.88 ± 0.19 a | 299.9 ± 28.4 ab | 276.7 ± 14.8 b |
| 11 | 20 | 15 | 500 | 1.83 ± 0.17 a | 321.8 ± 31.0 ab | 282.8 ± 10.4 bc |
| 12 | 23 | 23 | 650 | 1.86 ± 0.19 a | 298.7 ± 27.3 ab | 343.9 ± 15.9 de |
| 13 | 20 | 20 | 500 | 1.81 ± 0.20 a | 341.6 ± 34.9 ab | 302.4 ± 27.7 bcd |
| 14 | 15 | 20 | 500 | 1.92 ± 0.20 a | 324.7 ± 29.5 ab | 261.8 ± 26.8 ab |
| 15 | 17 | 23 | 650 | 1.89 ± 0.19 a | 249.8 ± 27.1 a | 214.3 ± 20.2 a |
| 16 | 23 | 23 | 350 | 1.62 ± 0.16 a | 385.7 ± 35.6 bc | 377.0 ± 36.6 e |
| 17 | 17 | 23 | 350 | 1.82 ± 0.19 a | 380.0 ± 41.1 bc | 357.1 ± 25.4 de |
| Terms | df | Hardness |
|---|---|---|
| M | 1 | 113.128 * |
| M2 | 1 | 1.194 |
| FR | 1 | 28.863 |
| FR2 | 1 | 0.729 |
| SS | 1 | 122.982 + |
| SS2 | 1 | 2.158 |
| M × FR | 1 | 10.557 |
| M × SS | 1 | 0.009 |
| SS × SS | 1 | 23.222 |
| Error | 7 | 64.989 |
| r2 | 0.823 |
| Variable | Product Response | ||||||
|---|---|---|---|---|---|---|---|
| CCRD Runs | M (%) | FR (kg/h) | SS (o/min) | L* | a* | b* | ΔE |
| 1 | 20 | 20 | 500 | 69.00 ± 5.65 a | 4.18 ± 0.25 bc | 16.89 ± 1.35 a | 13.68 ± 1.45 abcd |
| 2 | 20 | 20 | 250 | 66.07 ± 5.20 a | 4.01 ± 0.23 bc | 15.74 ± 1.30 a | 15.98 ± 1.46 cd |
| 3 | 17 | 17 | 350 | 67.80 ± 4.08 a | 4.97 ± 0.30 d | 17.00 ± 1.52 a | 14.98 ± 1.53 bcd |
| 4 | 20 | 20 | 750 | 69.10 ± 4.57 a | 3.20 ± 0.19 a | 16.94 ± 1.27 a | 13.42 ± 1.27 abc |
| 5 | 20 | 20 | 500 | 69.00 ± 5.70 a | 4.25 ± 0.26 bcd | 16.50 ± 1.02 a | 13.55 ± 1.40 abcd |
| 6 | 23 | 17 | 350 | 69.12 ± 4.46 a | 4.25 ± 0.35 bcd | 16.41 ± 1.32 a | 13.41 ± 1.28 abc |
| 7 | 17 | 17 | 650 | 68.79 ± 3.97 a | 4.30 ± 0.25 bcd | 15.76 ± 0.83 a | 13.50 ± 1.28 abcd |
| 8 | 25 | 20 | 500 | 73.50 ± 4.75 a | 4.66 ± 0.36 cd | 17.14 ± 1.31 a | 10.15 ± 1.10 a |
| 9 | 20 | 25 | 500 | 68.38 ± 5.91 a | 3.91 ± 0.22 ab | 16.74 ± 1.34 a | 14.12 ± 1.28 bcd |
| 10 | 23 | 17 | 650 | 69.44 ± 3.65 a | 3.88 ± 0.30 ab | 17.25 ± 1.04 a | 13.37 ± 1.39 abc |
| 11 | 20 | 15 | 500 | 68.28 ± 3.81 a | 3.80 ± 0.27 ab | 17.07 ± 1.04 a | 14.31 ± 1.44 bcd |
| 12 | 23 | 23 | 650 | 68.75 ± 5.91 a | 4.22 ± 0.35 bc | 16.53 ± 0.87 a | 13.78 ± 1.29 bcd |
| 13 | 20 | 20 | 500 | 69.00 ± 3.89 a | 4.35 ± 0.26 bcd | 16.98 ± 1.46 a | 13.75 ± 1.50 bcd |
| 14 | 15 | 20 | 500 | 65.04 ± 5.79 a | 4.26 ± 0.21 bcd | 15.93 ± 0.98 a | 17.06 ± 1.62 d |
| 15 | 17 | 23 | 650 | 70.38 ± 6.01 a | 3.86 ± 0.27 ab | 16.31 ± 1.23 a | 12.15 ± 1.29 ab |
| 16 | 23 | 23 | 350 | 69.41 ± 5.47 a | 4.23 ± 0.27 bc | 15.71 ± 0.99 a | 12.90 ± 1.31 abc |
| 17 | 17 | 23 | 350 | 68.86 ± 5.36 a | 4.34 ± 0.26 bcd | 15.73 ± 1.09 a | 13.44 ± 1.37 abc |
| Terms | df | L* | a* | b* |
|---|---|---|---|---|
| M | 1 | 16.576 ** | 0.004 | 0.717 ** |
| M2 | 1 | 0.769 | 0.225 | 0.239 |
| FR | 1 | 0.431 | 0.024 | 0.534 |
| FR2 | 1 | 0.060 | 0.062 | 0.002 |
| SS | 1 | 3.846 | 0.612 * | 0.664 ** |
| SS2 | 1 | 1.291 | 0.300 ** | 0.521 |
| M × FR | 1 | 1.163 | 0.242 | 0.061 |
| M × SS | 1 | 1.015 | 0.074 | 0.673 ** |
| FR × SS | 1 | 0.025 | 0.038 | 0.405 |
| Error | 7 | 22.756 | 0.546 | 1.174 |
| r2 | 0.533 | 0.766 | 0.760 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kojić, J.; Belović, M.; Krulj, J.; Pezo, L.; Teslić, N.; Kojić, P.; Tukuljac, L.P.; Šeregelj, V.; Ilić, N. Textural, Color and Sensory Features of Spelt Wholegrain Snack Enriched with Betaine. Foods 2022, 11, 475. https://doi.org/10.3390/foods11030475
Kojić J, Belović M, Krulj J, Pezo L, Teslić N, Kojić P, Tukuljac LP, Šeregelj V, Ilić N. Textural, Color and Sensory Features of Spelt Wholegrain Snack Enriched with Betaine. Foods. 2022; 11(3):475. https://doi.org/10.3390/foods11030475
Chicago/Turabian StyleKojić, Jovana, Miona Belović, Jelena Krulj, Lato Pezo, Nemanja Teslić, Predrag Kojić, Lidija Peić Tukuljac, Vanja Šeregelj, and Nebojša Ilić. 2022. "Textural, Color and Sensory Features of Spelt Wholegrain Snack Enriched with Betaine" Foods 11, no. 3: 475. https://doi.org/10.3390/foods11030475
APA StyleKojić, J., Belović, M., Krulj, J., Pezo, L., Teslić, N., Kojić, P., Tukuljac, L. P., Šeregelj, V., & Ilić, N. (2022). Textural, Color and Sensory Features of Spelt Wholegrain Snack Enriched with Betaine. Foods, 11(3), 475. https://doi.org/10.3390/foods11030475