
Optimization of Food Industry Production Using the Monte Carlo Simulation Method: A Case Study of a Meat Processing Plant

 ,
,  ,
,
Abstract
:1. Introduction
1.1. Formulation of the Problem
- Collection of forecasts on the volume of sales of finished products, taking into account the market situation. At this stage, a sales forecast is made;
- Preliminary calculations according to the forecast of sales of requirements for primary and auxiliary materials;
- Coordination of the sales forecast with the procurement and production services;
- Adjustment of purchases and sales, load equipment and production personnel, energy costs, logistics, etc.;
- Manual adjustment of the draft budget, its justification, and approval.
1.2. Literature Review
2. Materials and Methods
2.1. Description of the Model
2.2. Simulation Experiment with the Monte Carlo Method
- Simulation modeling—building computer models and conducting experiments on them. It is effective in the following cases:
- There are many parameters, and the connections between them are not linear;
- The system has probabilistic behavior and feedback;
- The system has various states and a changing trajectory in time.
2.3. Implementation of the Optimization Algorithm
3. Results
3.1. Simulation Results
- Finding a more optimal rather than manually calculated version of the assortment of finished products, taking into account various kinds of restrictions;
- Automation and significant acceleration of the decision-making process on the company’s budget for the next reporting period;
- The ability to present a summary of statistical and analytical information on economic and volumetric indicators of production.
3.2. Test Data Set Description
3.3. Information System Architecture
- Client web application: It is used to manage the information system, enter data that does not integrate with the enterprise ERP system, and provide a user interface for system operators and decision-makers. In addition, all data entering the client-side are transferred to the calculation model, and the possibility of encrypting or hashing the data is provided to preserve the confidentiality of the enterprise’s trade secrets.
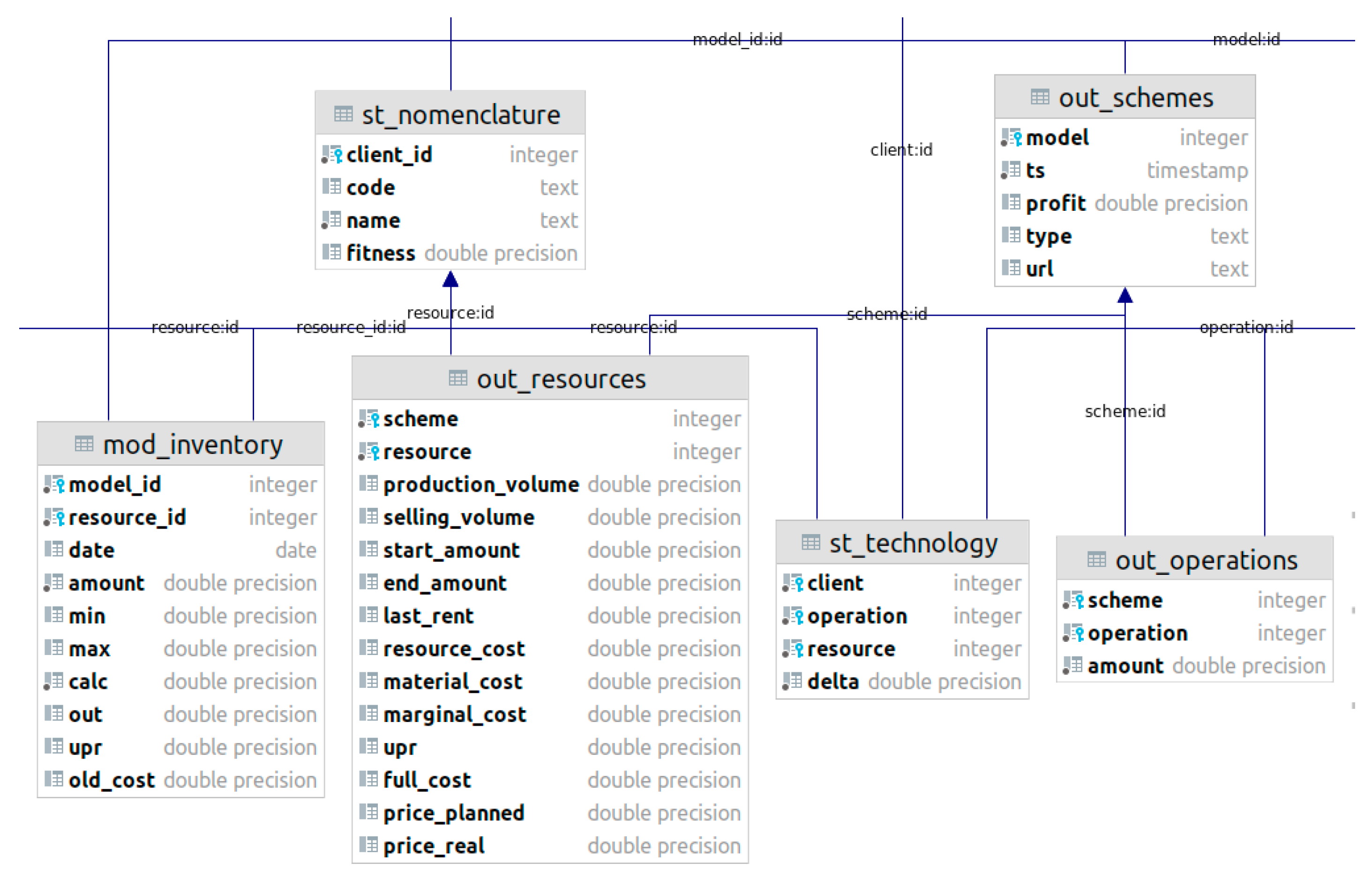
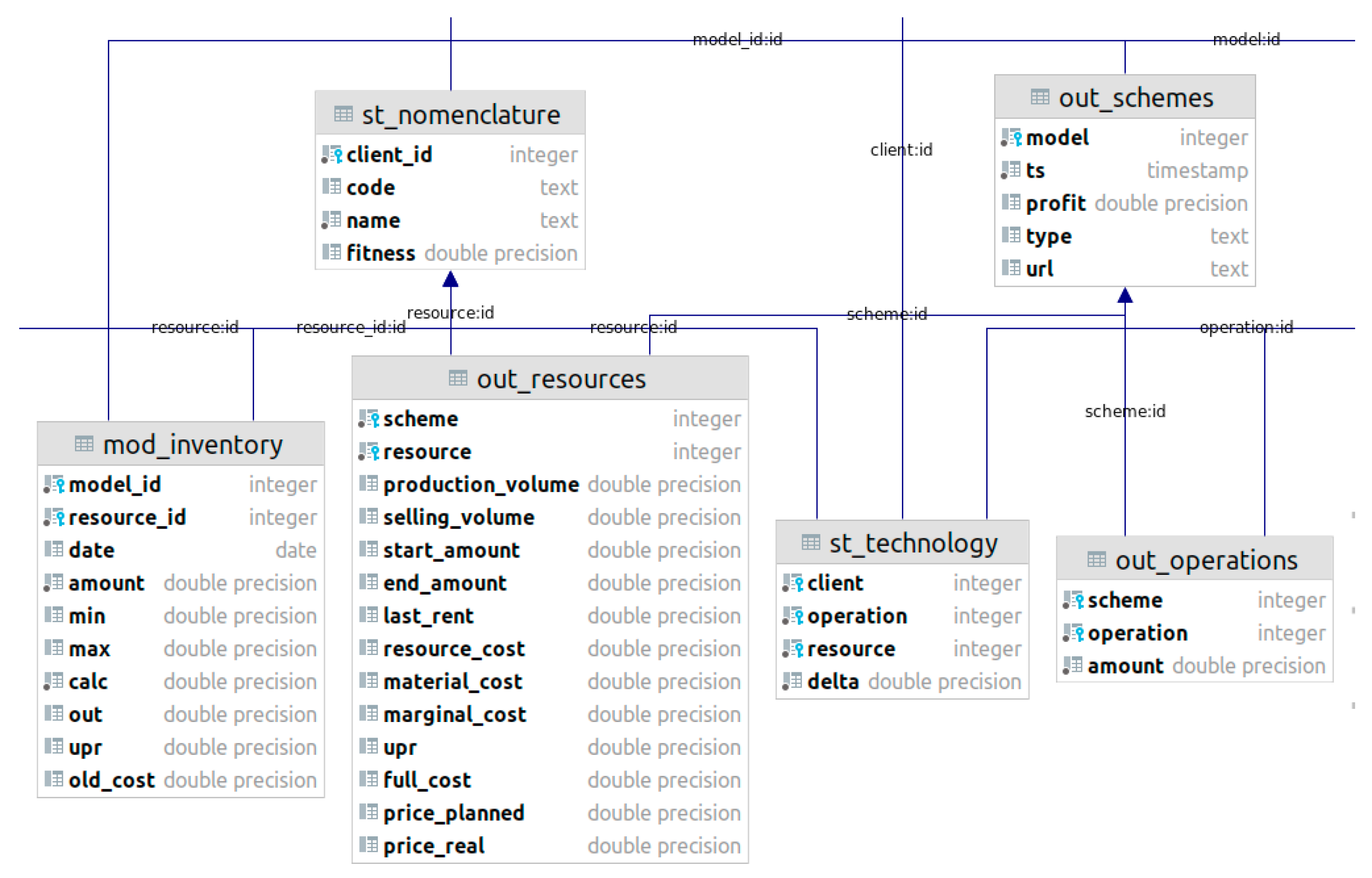
- Relational database: It is used as a unified data warehouse and the only source of reliable information about the production scheme. It also stores calculation results. The database architecture is described below.
- Business intelligence system: It is used to provide a summary of the enterprise budget and all source data. It connects directly to the database and integrates into the user interface.
- Server part: Receives information from the client application and the database through a special adapter that encrypts the data. It contains the actual calculation model and some auxiliary functions.
- Data adapter: It is used to populate the database from the ERP system used in the enterprise.
- The initial state of production is a vector of volumes of each resource present at the enterprise at the beginning of the planning period. Usually, these remain finished products, raw materials, and materials current at the enterprise at the beginning of each month. In addition, this table contains the following information for each production resource:
- The maximum volume of a given resource in production: Due to the peculiarities of the production organization, there may be a limitation on the entire storage volume of a particular type of resource. This is usually due to the limited space or storage containers. Therefore, the calculated monthly plan must take into account such restrictions;
- The cost of this resource: This indicator is used to calculate the economic indicators of the efficiency of production schemes. The cost price is calculated automatically for resources purchased or produced from help with a known cost price.
- Table of manufacturing operations: This is a matrix representation of the recipe for finished products and the flow chart of intermediate manufacturing operations. A fragment of an example of such a table is shown below (see Table 2).
- Table of technological limitations: This table contains the following characteristics for each manufacturing step:
- The stage of production to which this operation is attributed. According to the technological cycle, dividing production into stages is necessary to organize a partial sorting of operations. Operations are divided into stages according to the following principle. If a process uses the product of another operation as raw material, then it should be assigned to a stage with a number higher than the last one. In the demo, the following production stages are highlighted:
- Purchase;
- Additional corrective purchase;
- Primary processing;
- Recycling;
- Production of finished products;
- Sale of finished products and materials.
- The maximum volume of this operation may be limited due to the production capacity of the enterprise.
- The minimum amount of this transaction.
- Table of the desired assortment of finished products: It is a vector of volumes of finished products that serve as a guideline for the initial calculation of the production scheme. This table contains the volume and selling price of each item from the number of finished products. It is assumed that this table is filled in by the sales team based on their assessment of the market situation. Unlike other production planning systems, our methodology implies variations in these volumes in the process of finding an optimal solution. However, the total volume in the primary method remains unchanged to eliminate the artificial overestimation of profits due to the linear growth of production.
- Static tables, which are rarely changing tables of product nomenclature (st_nomenclature); a production flow chart (st_technology); a directory of enterprise suppliers (st_supply); a table of production operations with restrictions (st_operations); a directory of assortment groups of products, raw materials, and materials (st_categories); a directory organization (st_clients), which is necessary for the case when information about several manufacturing enterprises is stored in one database;
- Model calculation status information table (inf_statuses) to track the progress and production stages (inf_stages);
- Tables related to a specific reporting period of the simulation and subject to revision, in general, once a month—the table of models (mod_models), dynamically calculated restrictions on operations (mod_operations), and the initial state of production at the beginning of the reporting period (mod_inventory);
- Table containing the sales plan for each model in the corresponding reporting period, in_wishes;
- Tables containing the simulation results—production schemes (out_schemes), the volume of each production operation (out_operations), and information on the planned resource balance of the enterprise after the production scheme implementation (out_resources).
- For the direct production of finished products, the restrictions correspond to interval estimates of the production volume of the corresponding name of the finished products;
- The operation should not produce more than the static constraints of the process;
- The operation must produce each resource, at least in the quantity required to produce the finished product in the required volume;
- The operation should not exceed the established labor costs and time intervals expressed in technological restrictions for this operation.
- Calculation of dynamic and static constraints of production schemes;
- Generation of a production scheme within the established limits;
- Simulated application of the production scheme to the initial state;
- Calculation of the need for additional purchase and sale operations;
- Calculation of the value of the objective function of the production scheme;
- Calculation of economic indicators of the production scheme and data visualization.
- Generation by average—a deterministic generator, when each production operation is performed in a volume corresponding to the average between the minimum and maximum volumes. This scheme is used to calculate the base solution and to test the program code for reproducibility;
- Random generation—a random value from a uniform distribution between the minimum and maximum values in the interval;
- Generation back through the production process—a variant of the previous generator. The volumes of finished products are randomly generated, and the volumes of previous operations are accordingly recalculated according to the demand for raw materials. This generator allows you to create more technologically correct circuits closer to real production and requiring fewer adjustments;
- Normalizing generator—a variant of the previous generator in which the generated values are additionally normalized to constant volumes of assortment groups. This generator allows you to vary the volume of products only within groups. The total produced volume remains constant, eliminating the impact on the potential profit of economies of scale.
3.4. Investigation of the Stability of Generation Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pratap, S.; Jauhar, S.K.; Paul, S.K.; Zhou, F. Stochastic optimization approach for green routing and planning in perishable food production. J. Clean. Prod. 2022, 333, 130063. [Google Scholar] [CrossRef]
- Azzaro-Pantel, C.; Madoumier, M.; Gésan-Guiziou, G. Development of an ecodesign framework for food manufacturing including process flowsheeting and multiple-criteria decision-making: Application to milk evaporation. Food Bioprod. Processing 2022, 131, 40–59. [Google Scholar] [CrossRef]
- Zhang, L.; Deng, Q.; Zhao, Y.; Fan, Q.; Liu, X.; Gong, G. Joint optimization of demand-side operational utility and manufacture-side energy consumption in a distributed parallel machine environment. Comput. Ind. Eng. 2022, 164, 107863. [Google Scholar] [CrossRef]
- Fahimnia, B.; Farahani, R.Z.; Marian, R.; Luong, L. A review and critique on integrated production-distribution planning models and techniques. J. Manuf. Syst. 2013, 32, 1–19. [Google Scholar] [CrossRef]
- De Sampaio, R.J.B.; Wollmann, R.R.G.; Vieira, P.F.G. A flexible production planning for rolling-horizons. Int. J. Prod. Econ. 2017, 190, 31–36. [Google Scholar] [CrossRef]
- Bozek, P.; Nikitin, Y.; Bezak, P.; Fedorko, G.; Fabian, M. Increasing the production system productivity using inertial navigation. Manuf. Technol. 2015, 15, 274–278. [Google Scholar]
- Kongchuenjai, J.; Prombanpong, S. An integer programming approach for process planning for mixed-model parts manufacturing on a CNC machining center. Adv. Prod. Eng. Manag. 2017, 12, 274–284. [Google Scholar] [CrossRef] [Green Version]
- Chou, Y.-C.; Hong, L.-H. A methodology for product mix planning in semiconductor foundry manufacturing. IEEE Trans. Semicond. Manuf. 2000, 13, 278–285. [Google Scholar] [CrossRef]
- Panda, A.; Jurko, J.; Pandova, I. Monitoring and Evaluation of Production Processes, 1st ed.; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Chung, S.-H.; Lee, A.H.I.; Pearn, W.L. Product mix optimization for semiconductor manufacturing based on AHP and ANP analysis. Int. J. Adv. Manuf. Technol. 2005, 25, 1144–1156. [Google Scholar] [CrossRef]
- Tanhaei, F.; Nahavandi, N. Algorithm for solving product mix problem in two-constraint resources environment. Int. J. Adv. Manuf. Technol. 2013, 64, 1161–1167. [Google Scholar] [CrossRef]
- Aryanezhad, M.B.; Komijan, A.R. An improved algorithm for optimizing product mix under the theory of constraints. Int. J. Prod. Res. 2004, 42, 4221–4233. [Google Scholar] [CrossRef]
- Amin Badri, S.; Ghazanfari, M.; Shahanaghi, K. A multi-criteria decision-making approach to solve the product mix problem with interval parameters based on the theory of constraints. Int. J. Adv. Manuf. Technol. 2014, 70, 1073–1080. [Google Scholar] [CrossRef]
- Escudero, L.F.; Kamesam, P.V.; King, A.J.; Wets, R.J.-B. Production planning via scenario modelling. Ann. Oper. Res. 1993, 43, 309–335. [Google Scholar] [CrossRef]
- Smith, J.S. Survey on the use of simulation for manufacturing system design and operation. J. Manuf. Syst. 2003, 22, 157–171. [Google Scholar] [CrossRef]
- Ponsignon, T.; Mönch, L. Simulation-based performance assessment of master planning approaches in semiconductor manufacturing. Omega 2014, 46, 21–35. [Google Scholar] [CrossRef] [Green Version]
- Straka, M.; Malindzakova, M.; Trebuna, P.; Rosova, A.; Pekarcikova, M.; Fill, M. Application of EXTENDSIM for improvement of production logistics’ efficiency. Int. J. Simul. Model. 2017, 16, 422–434. [Google Scholar] [CrossRef]
- Chen, Y.X. Integrated optimization model for production planning and scheduling with logistics constraints. Int. J. Simul. Model. 2016, 15, 711–720. [Google Scholar] [CrossRef]
- Melouk, S.H.; Freeman, N.K.; Miller, D.; Dunning, M. Simulation optimization-based decision support tool for steel manufacturing. Int. J. Prod. Econ. 2013, 141, 269–276. [Google Scholar] [CrossRef]
- Güçdemir, H.; Selim, H. Customer centric production planning and control in job shops: A simulation optimization approach. J. Manuf. Syst. 2017, 43, 100–116. [Google Scholar] [CrossRef]
- Ankenman, B.E.; Bekki, J.M.; Fowler, J.; Mackulak, G.T.; Nelson, B.L.; Yang, F. Simulation in production planning: An overview with emphasis on recent developments in cycle time estimation. In Planning Production and Inventories in the Extended Enterprise, 1st ed.; Kempf, K., Keskinocak, P., Uzsoy, R., Eds.; Springer: New York, NY, USA, 2011; pp. 565–591. [Google Scholar]
- Vasant, P.; Barsoum, N. Hybrid pattern search and simulated annealing for fuzzy production planning problems. Comput. Math. Appl. 2010, 60, 1058–1067. [Google Scholar] [CrossRef] [Green Version]
- Nazari-Shirkouhi, S.; Eivazy, H.; Ghodsi, R.; Rezaie, K.; Atashpaz-Gargari, E. Solving the integrated product mix-outsourcing problem using the Imperialist Competitive Algorithm. Expert Syst. Appl. 2010, 37, 7615–7626. [Google Scholar] [CrossRef]
- Fedorko, G.; Rosova, A.; Molnar, V. The Application of computer simulation in solving traffic problems in the urban traffic management in Slovakia. Theor. Empir. Res. Urban Manag. 2014, 9, 5–17. [Google Scholar]
- Saderova, J.; Kacmary, P. The simulation model as a tool for the design of number of storage locations in production buffer store. Acta Montan. Slovaca 2013, 18, 33–39. [Google Scholar]
- Homem-De-Mello, T.; Bayraksan, G. Monte Carlo sampling-based methods for stochastic optimization. Surv. Oper. Res. Manag. Sci. 2014, 19, 56–85. [Google Scholar] [CrossRef]
- Cai, T.; Wang, S.; Xu, Q. Monte Carlo optimization for site selection of new chemical plants. J. Environ. Manag. 2015, 163, 28–38. [Google Scholar] [CrossRef] [PubMed]
- Janekova, J.; Kovac, J.; Onofrejova, D. Application of modelling and simulation in the selection of production lines. Appl. Mech. Mater. 2015, 816, 574–578. [Google Scholar] [CrossRef]
- Janekova, J.; Fabianová, J.; Izarikova, G.; Onofrejová, D.; Kovač, J. Product Mix Optimization Based on Monte Carlo Simulation: A Case Study. Int. J. Simul. Model. 2018, 17, 295–307. [Google Scholar] [CrossRef]
- Li, M.; Yang, F.; Uzsoy, R.; Xu, J. A metamodel-based Monte Carlo simulation approach for responsive production planning of manufacturing systems. J. Manuf. Syst. 2016, 38, 114–133. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.; Li, L. Joint optimization of production, quality control and maintenance for serial-parallel multistage production systems. Reliab. Eng. Syst. Saf. 2020, 204, 107146. [Google Scholar] [CrossRef]
- Faaland, B.; Mark, M.K.; Thomas, S. A fixed rate production problem with Poisson demand and lost sales penalties. Prod. Oper. Manag. 2019, 28, 516–534. [Google Scholar] [CrossRef]
- Cheng, G.Q.; Zhou, B.H.; Li, L. Joint optimization of production rate and preventive maintenance in machining systems. Int. J. Prod. Res. 2016, 54, 6378–6394. [Google Scholar] [CrossRef]
- Chernyakova, I.S. Primenenie metodov imitatsionnogo modelirovaniya v ramkakh pravleniya finansovoy ustoychivostyu predpriyatiy myasopererabatyvayuschey otrasli application of the methods of imitation modeling within the framework of the management of the financial stability of the enterprises of meat processing industry. Ekon. Predprin. Pravo 2019, 9, 81–92. [Google Scholar]


{kind=link}
{kind=link}
| Method | Key Functions | Disadvantages |
|---|---|---|
| Manual calculations | Ease of implementation does not require special knowledge and specialist qualifications | The impossibility of taking into account all important parameters of the system and considering a large number of even the most probable outcomes |
| Scripting method | This method makes it possible to assess the most likely course of events and the possible consequences of decisions made | The method considers only a few possible outcomes for the project |
| Imperialistic competitive algorithm | This method allows you to solve the large-scale task of complex outsourcing of the product mix, considering all the restrictions inside and outside the enterprise | Multipurpose cases are not considered |
| A metamodel-based Monte Carlo simulation approach | This method accurately captures a manufacturing system’s dynamic behavior and allows real-time evaluation of a release plan’s performance metrics | The mathematically complex structure, and the method has not been applied to food industry enterprises |
| The proposed approach | The model automates the calculation of all budgetary indicators of production, which will lead to a reduction in the calculation time, and it will be possible to consider a much larger number of options for the production scheme | The new method requires more exhaustive testing |
| The Code | Purchase 1 | Processing 1 | Processing 2 | Processing 3 | Boiled Sausage |
|---|---|---|---|---|---|
| 0—Money | −5 | ||||
| 1.1.1—Pork | −1 | ||||
| 1.2.1—Beef | 1 | −1 | −1 | ||
| 2.1.1.1—Meat on the bone (pork) | 0.7 | −10 | |||
| 2.1.2.1.1—Pork offal | 0.3 | −10 | |||
| 2.2.1.1—Meat on the bone (beef) | 0.7 | 0.8 | −10 | ||
| 2.2.2.1—Beef offal | 0.2 | 0.15 | −0.5 | ||
| 2.2.3.0—Beef fat | 0.1 | 0.05 | −1.5 | ||
| 4.1.1—Boiled sausage | 1 |
| Parameter | Absolute Value, RUR | Percentage of Revenue | Growth |
|---|---|---|---|
| Revenue | 700,000,000.00 | ||
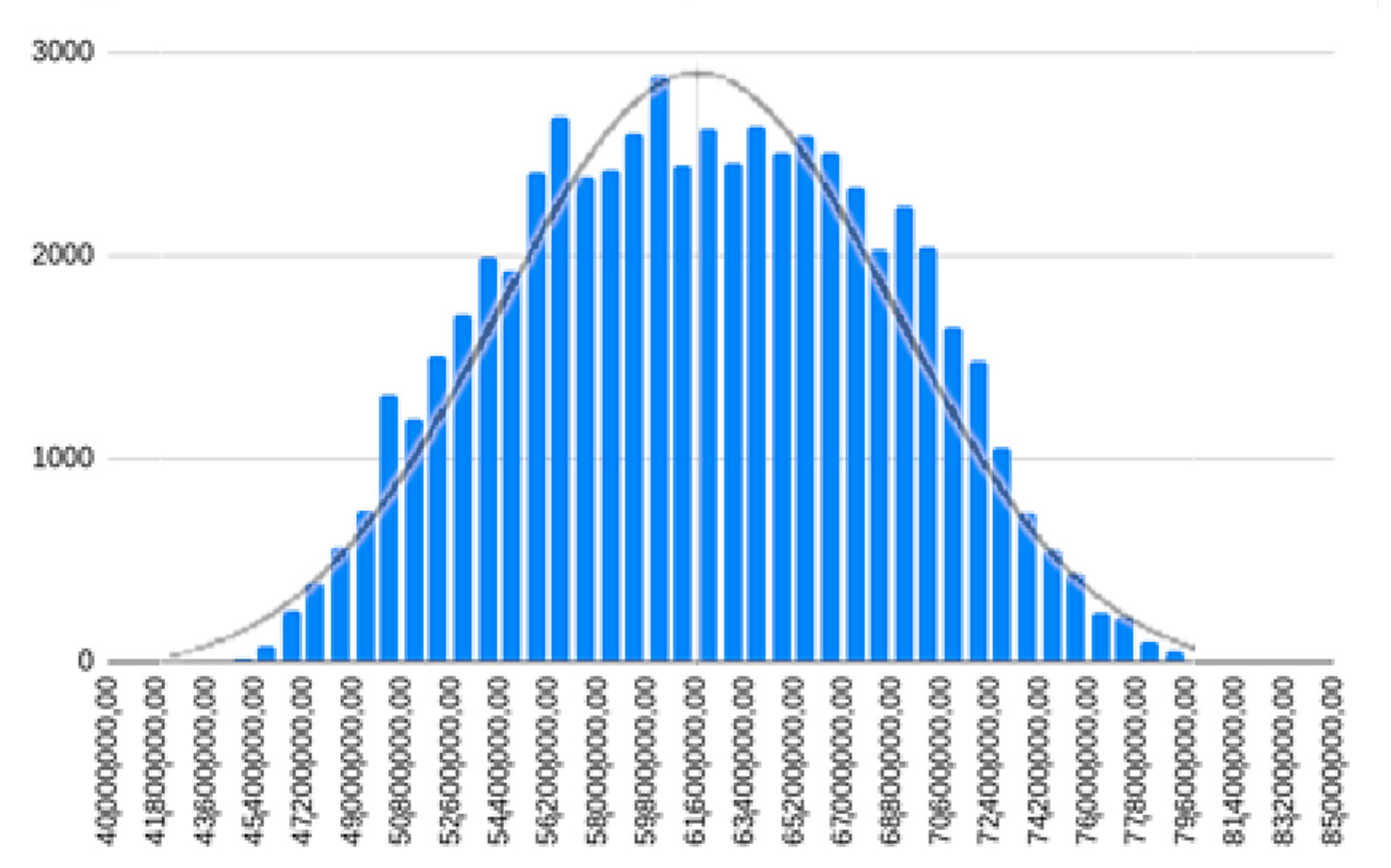
| Base solution’s profit | 64,902,234.00 | 9.27% | |
| Maximum profit after 1000 simulations | 78,856,870.00 | 11.27% | 1.99% |
| Maximum profit after 5000 simulations | 80,639,773.00 | 11.52% | 2.25% |
| Benefit | 15,737,539.00 | 1.24% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koroteev, M.; Romanova, E.; Korovin, D.; Shevtsov, V.; Feklin, V.; Nikitin, P.; Makrushin, S.; Bublikov, K.V. Optimization of Food Industry Production Using the Monte Carlo Simulation Method: A Case Study of a Meat Processing Plant. Informatics 2022, 9, 5. https://doi.org/10.3390/informatics9010005
Koroteev M, Romanova E, Korovin D, Shevtsov V, Feklin V, Nikitin P, Makrushin S, Bublikov KV. Optimization of Food Industry Production Using the Monte Carlo Simulation Method: A Case Study of a Meat Processing Plant. Informatics. 2022; 9(1):5. https://doi.org/10.3390/informatics9010005
Chicago/Turabian StyleKoroteev, Mikhail, Ekaterina Romanova, Dmitriy Korovin, Vasiliy Shevtsov, Vadim Feklin, Petr Nikitin, Sergey Makrushin, and Konstantin V. Bublikov. 2022. "Optimization of Food Industry Production Using the Monte Carlo Simulation Method: A Case Study of a Meat Processing Plant" Informatics 9, no. 1: 5. https://doi.org/10.3390/informatics9010005
APA StyleKoroteev, M., Romanova, E., Korovin, D., Shevtsov, V., Feklin, V., Nikitin, P., Makrushin, S., & Bublikov, K. V. (2022). Optimization of Food Industry Production Using the Monte Carlo Simulation Method: A Case Study of a Meat Processing Plant. Informatics, 9(1), 5. https://doi.org/10.3390/informatics9010005