Determination of Serviceability Limits of a Turboshaft Engine by the Criterion of Blade Natural Frequency and Stall Margin


Abstract
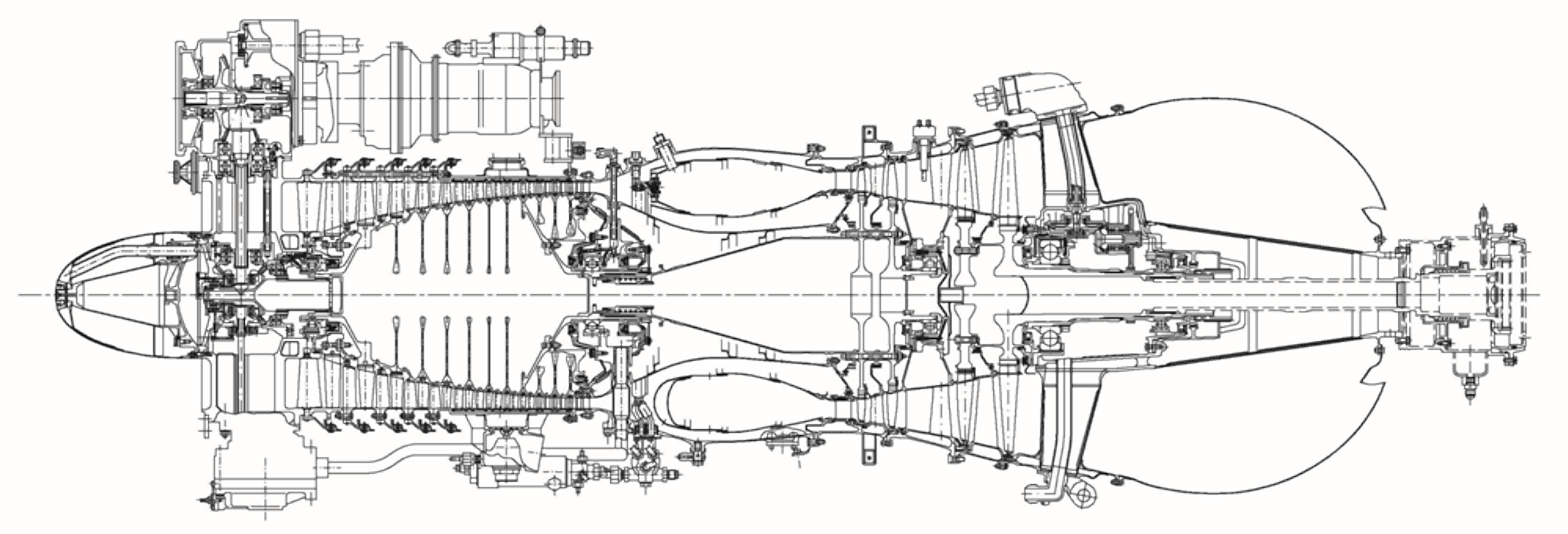
1. Introduction
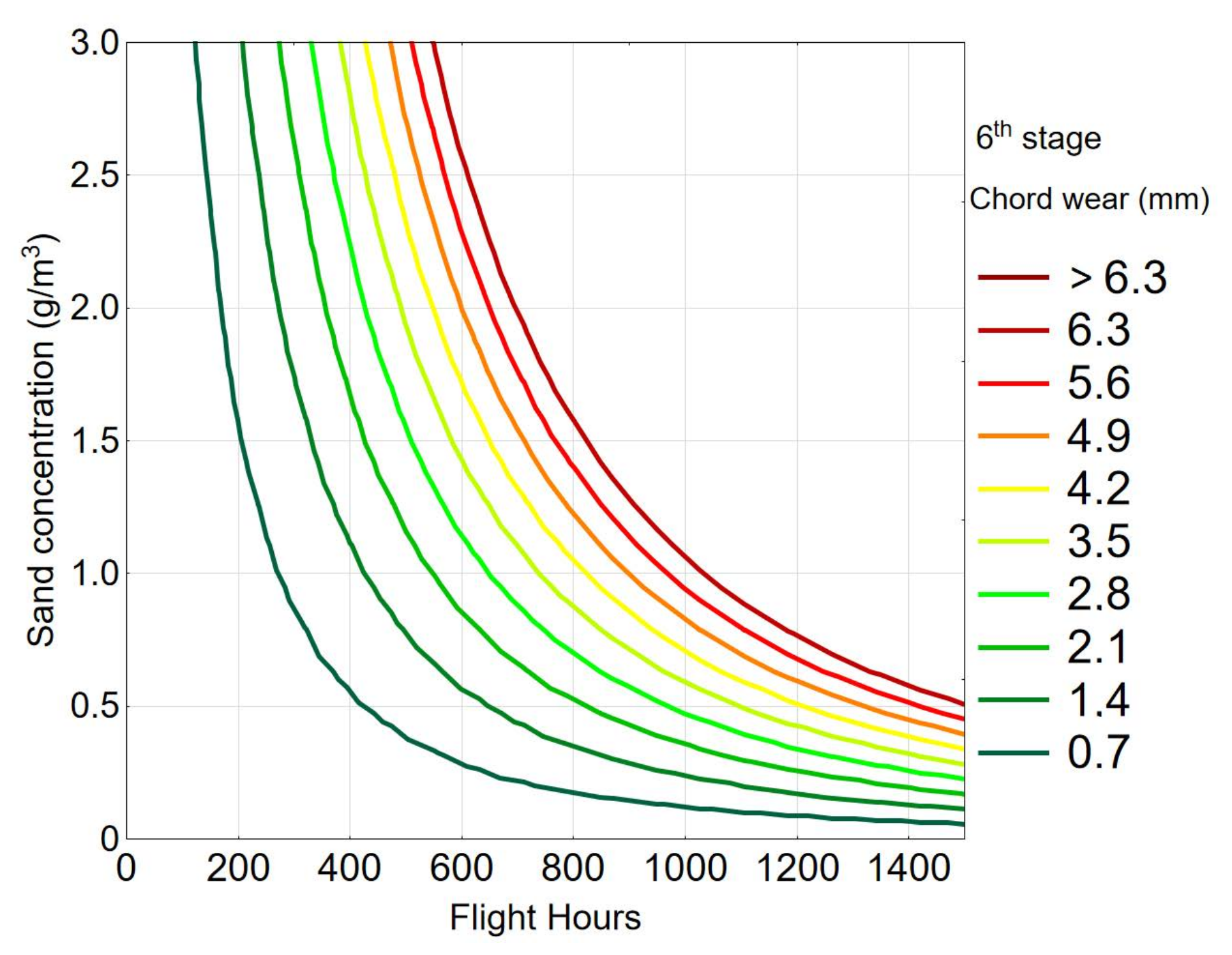
- Establishing patterns of blade wear as a function of flight hours (FH) and dust concentration;
- Evaluating the increase in the natural frequency of blades by modeling the geometry of worn aerofoils over the engine operating time;
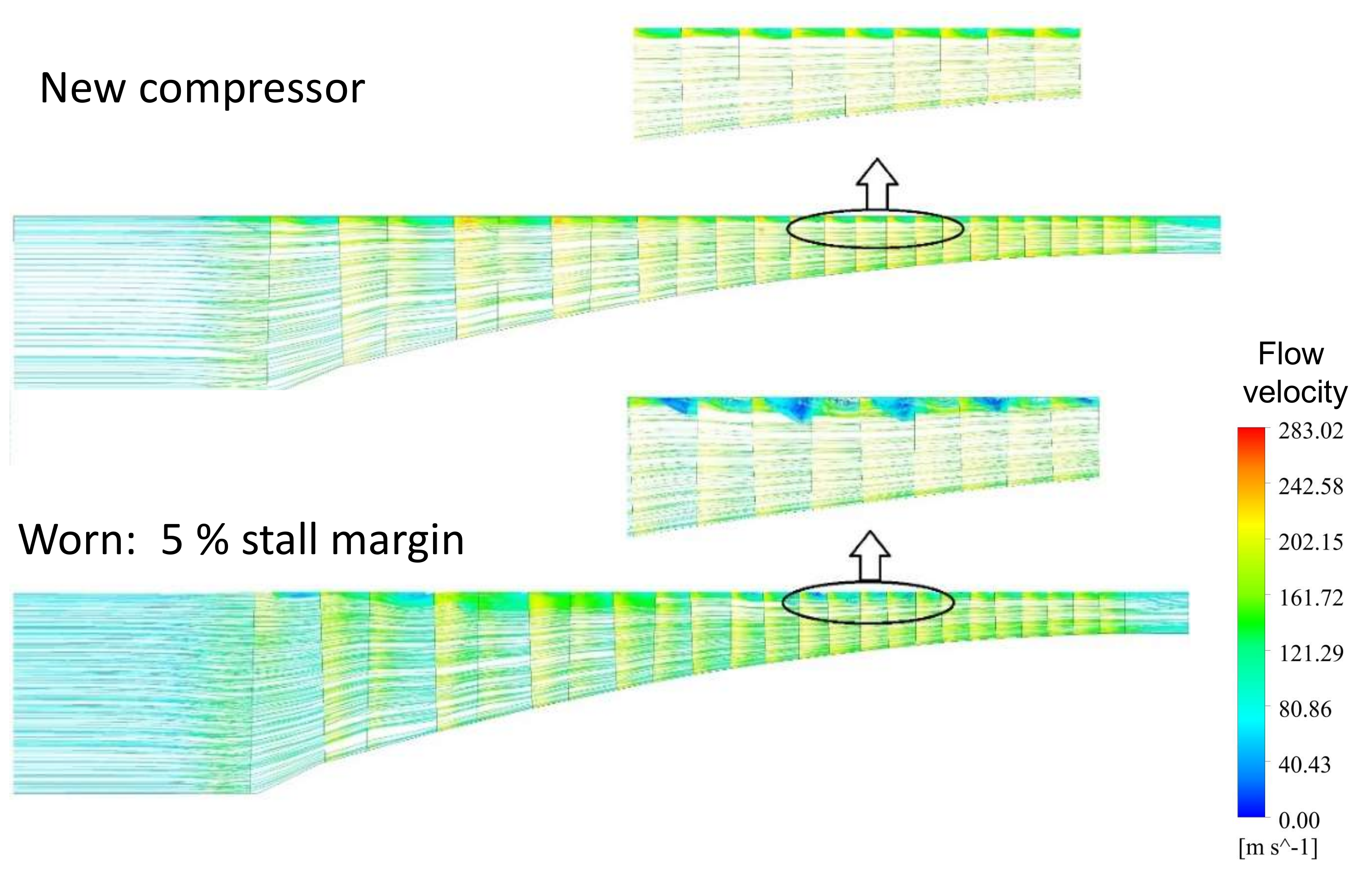
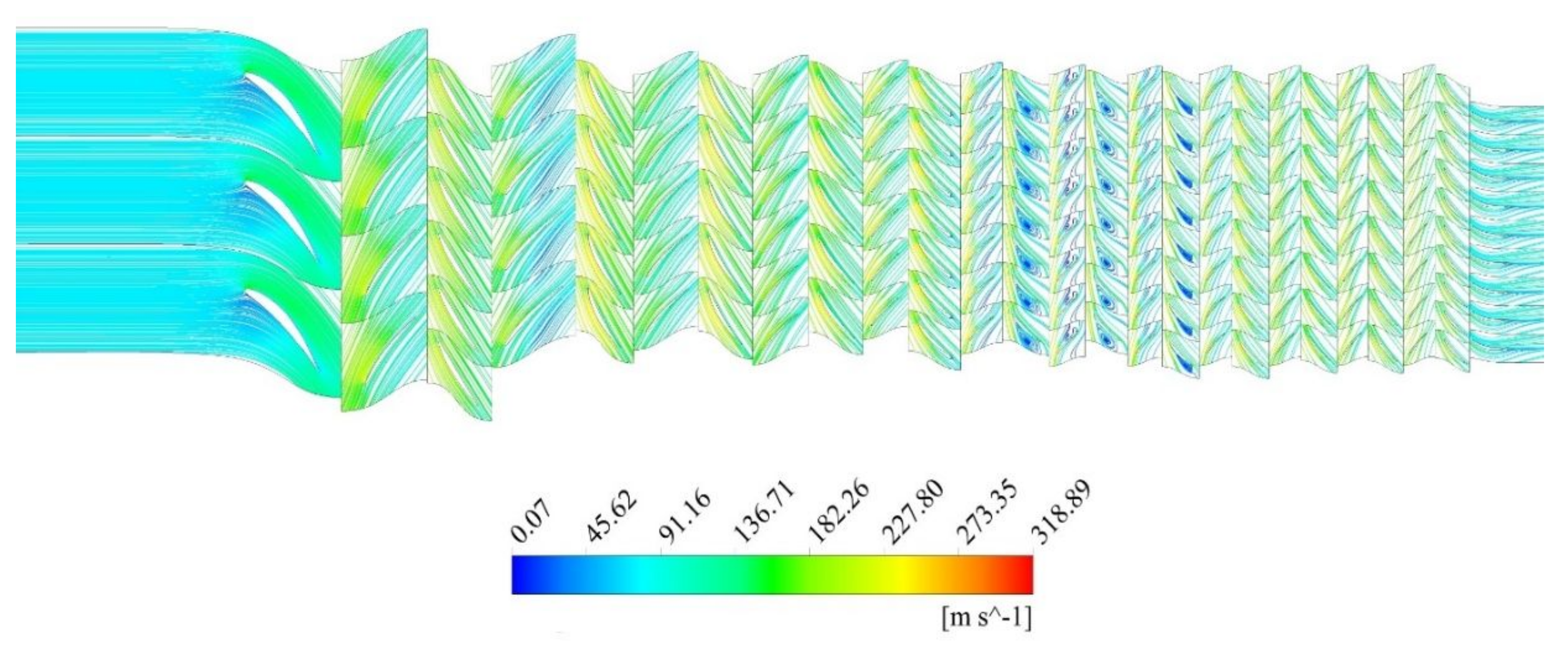
- Development of a methodology for modeling the flow through the axial compressor;
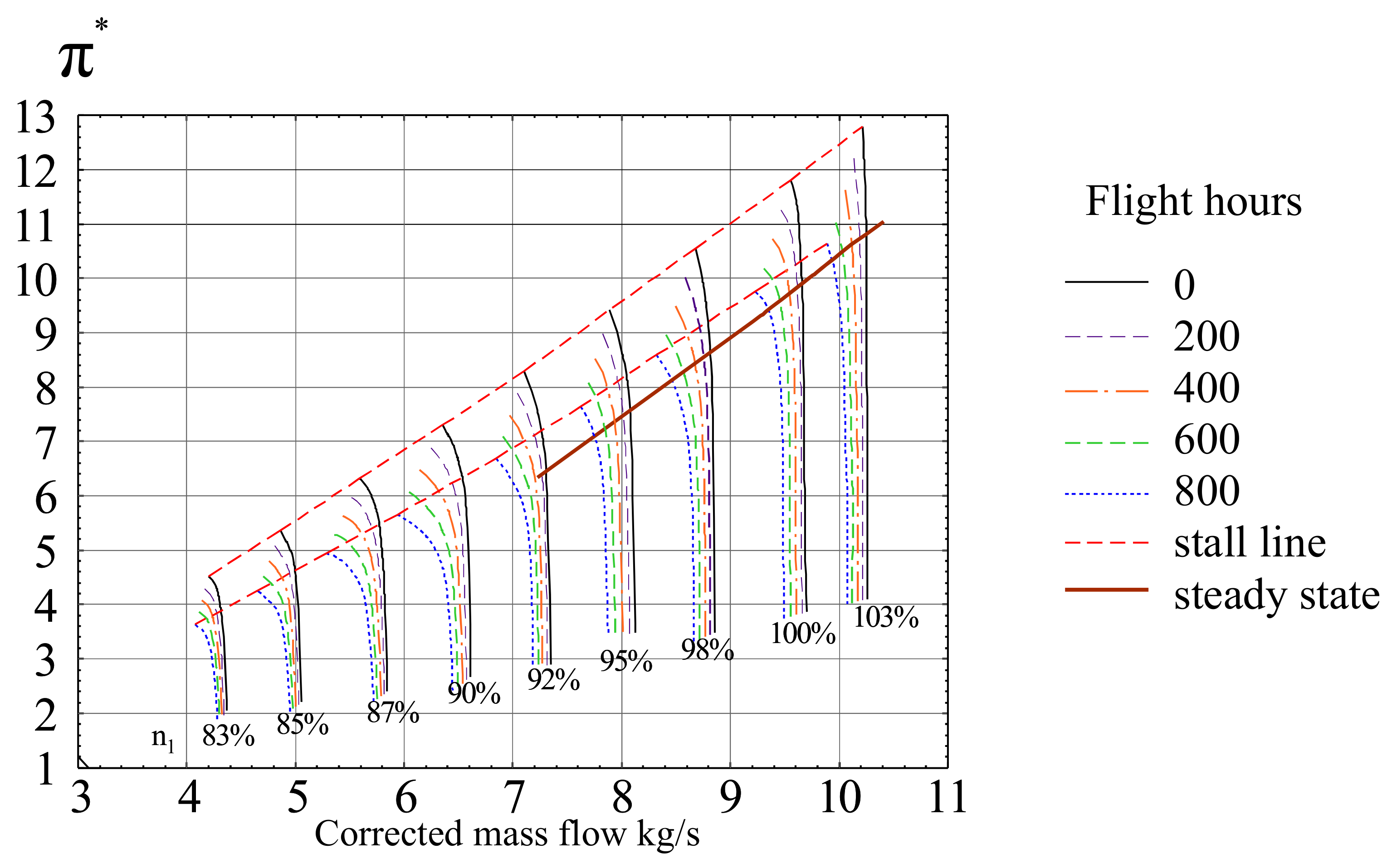
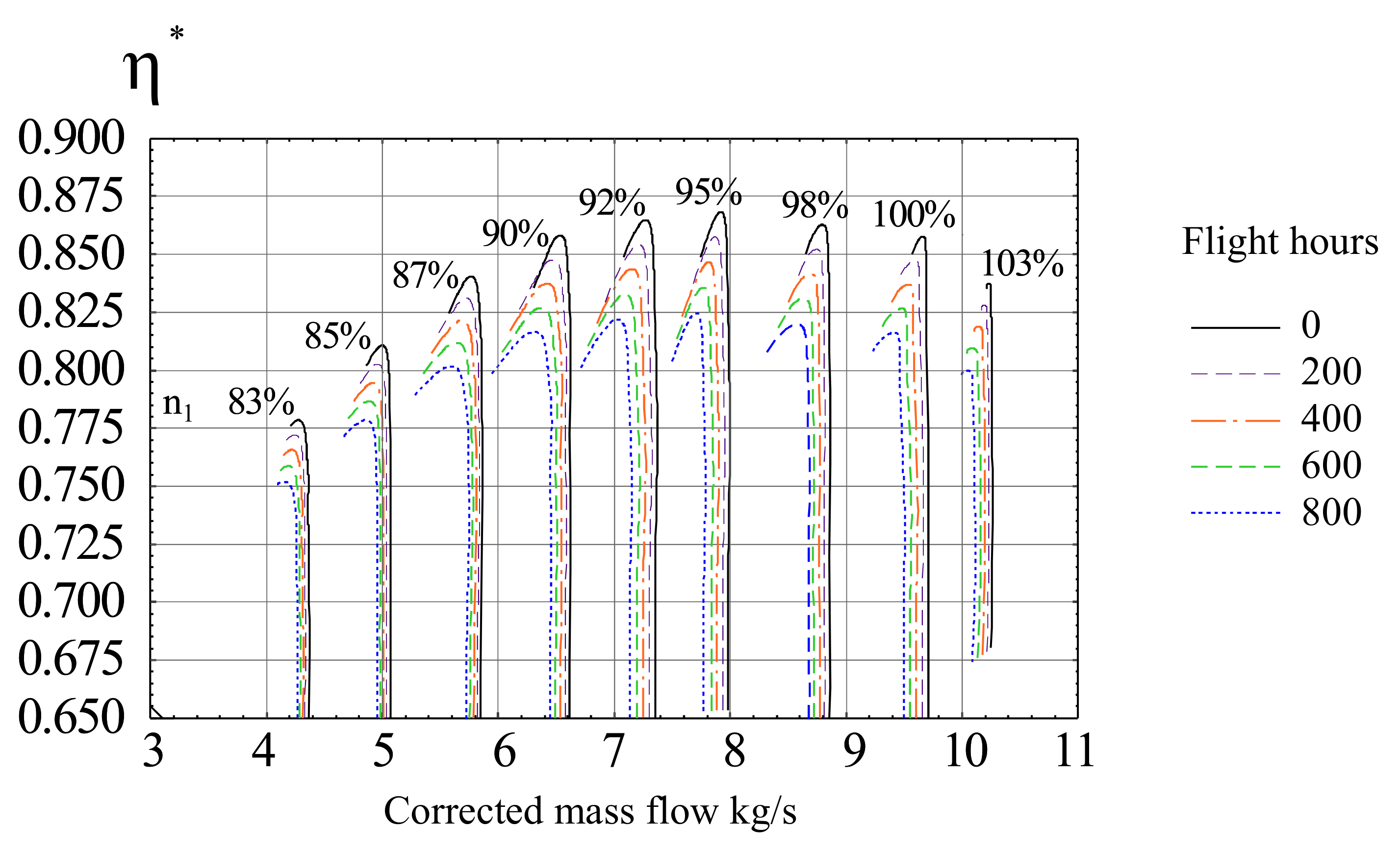
- Calculating the compressor maps describing the blades with different degrees of wear.
2. Methods
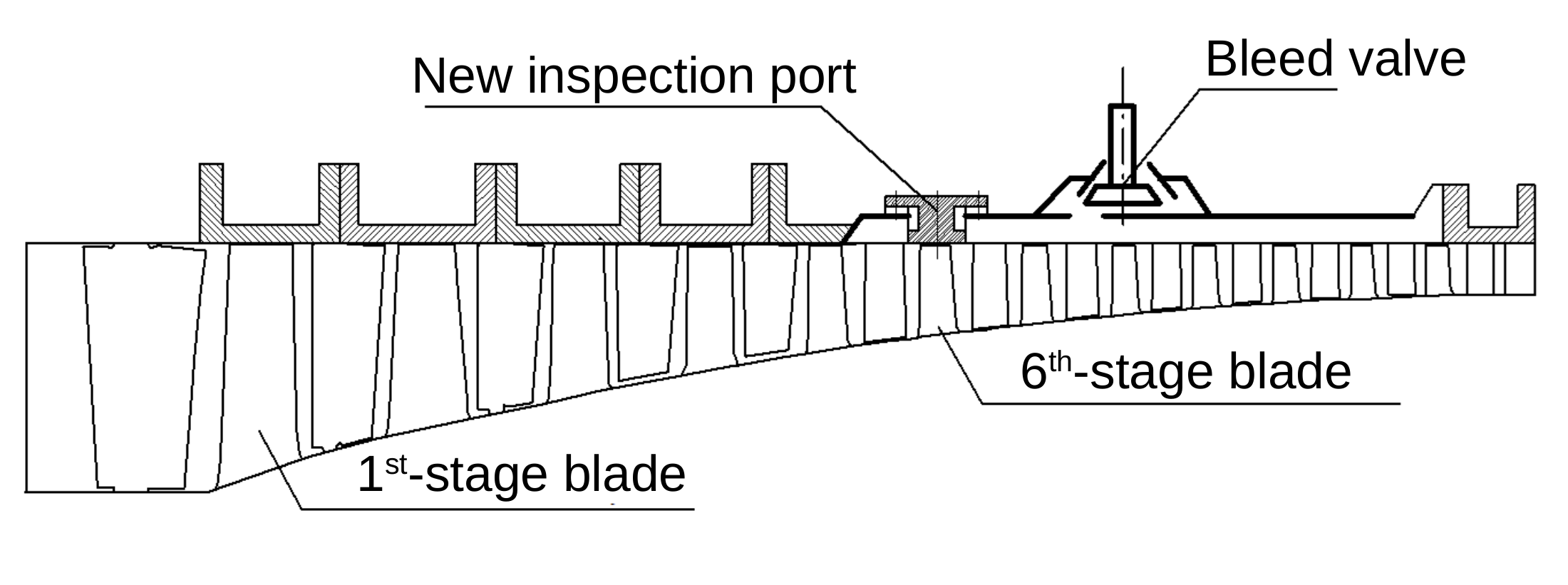
2.1. Blade Inspection
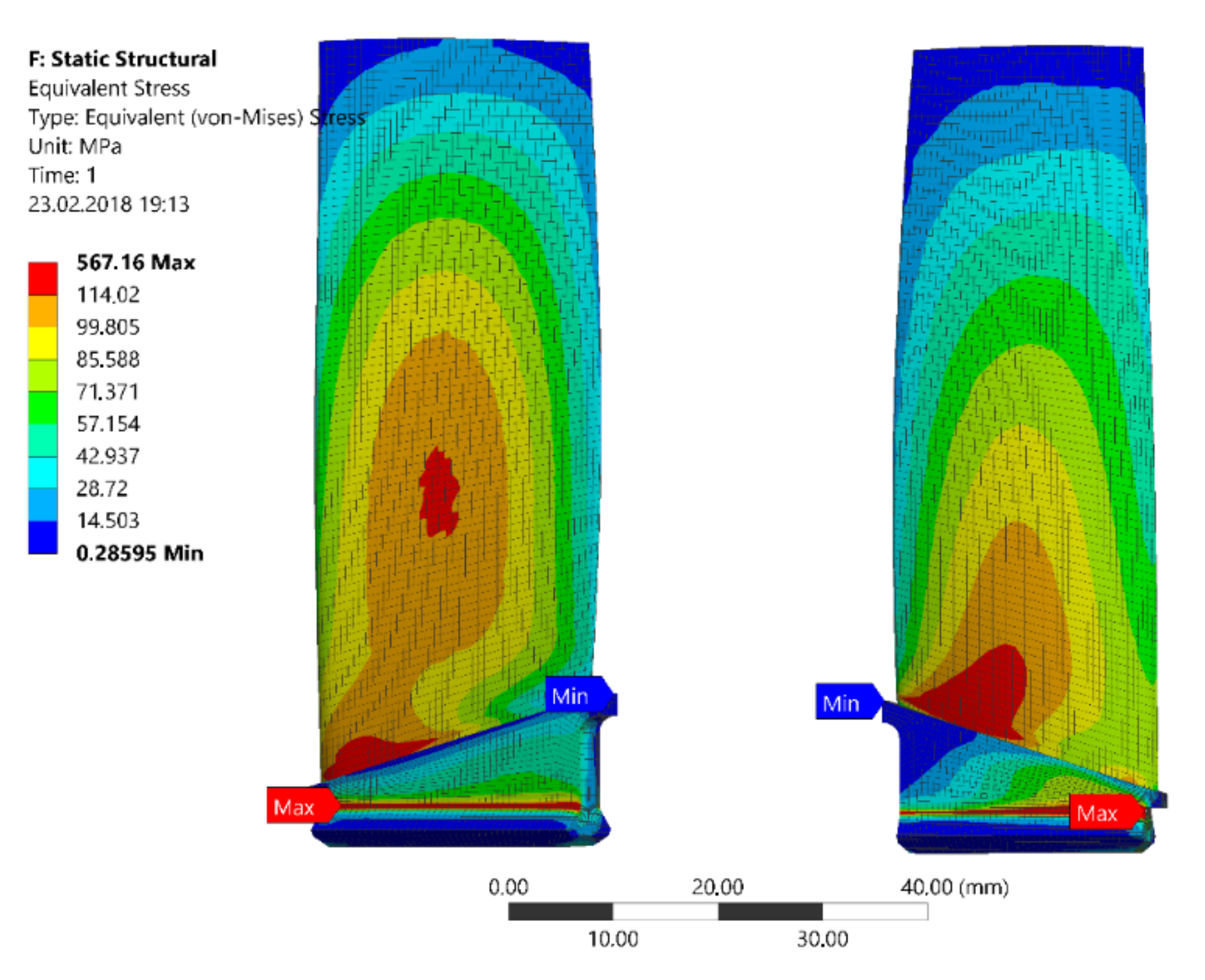
2.2. Structural Analysis
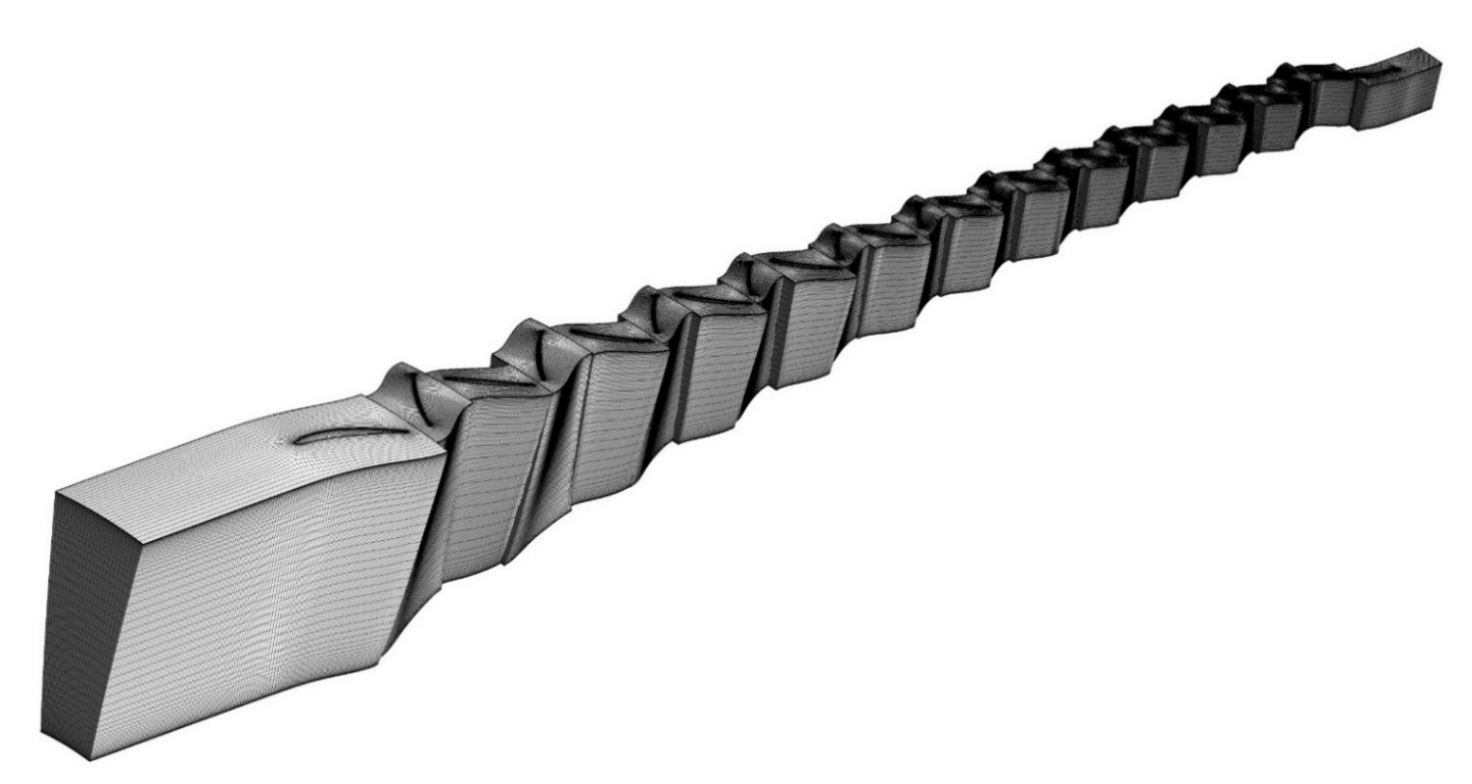
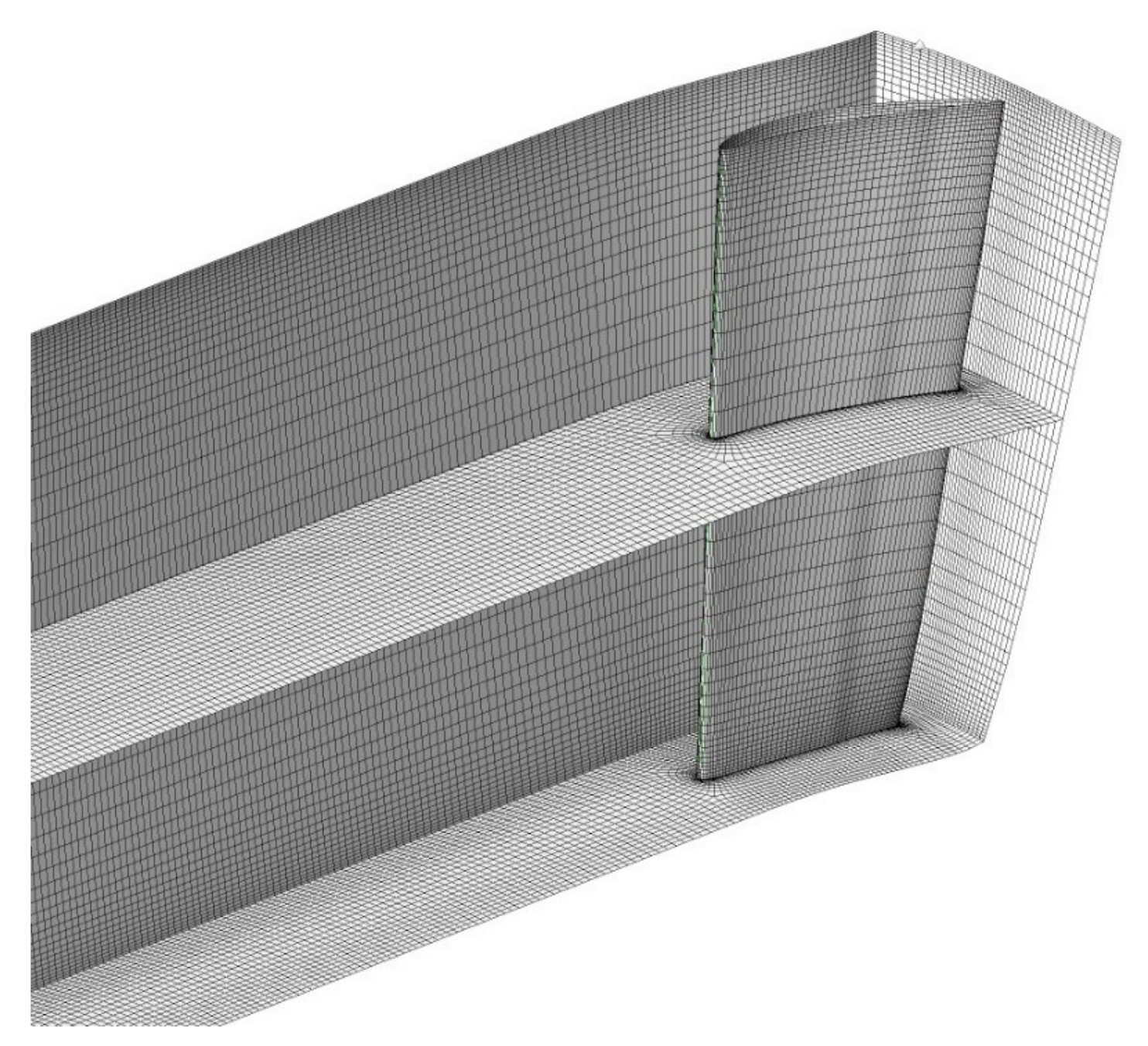
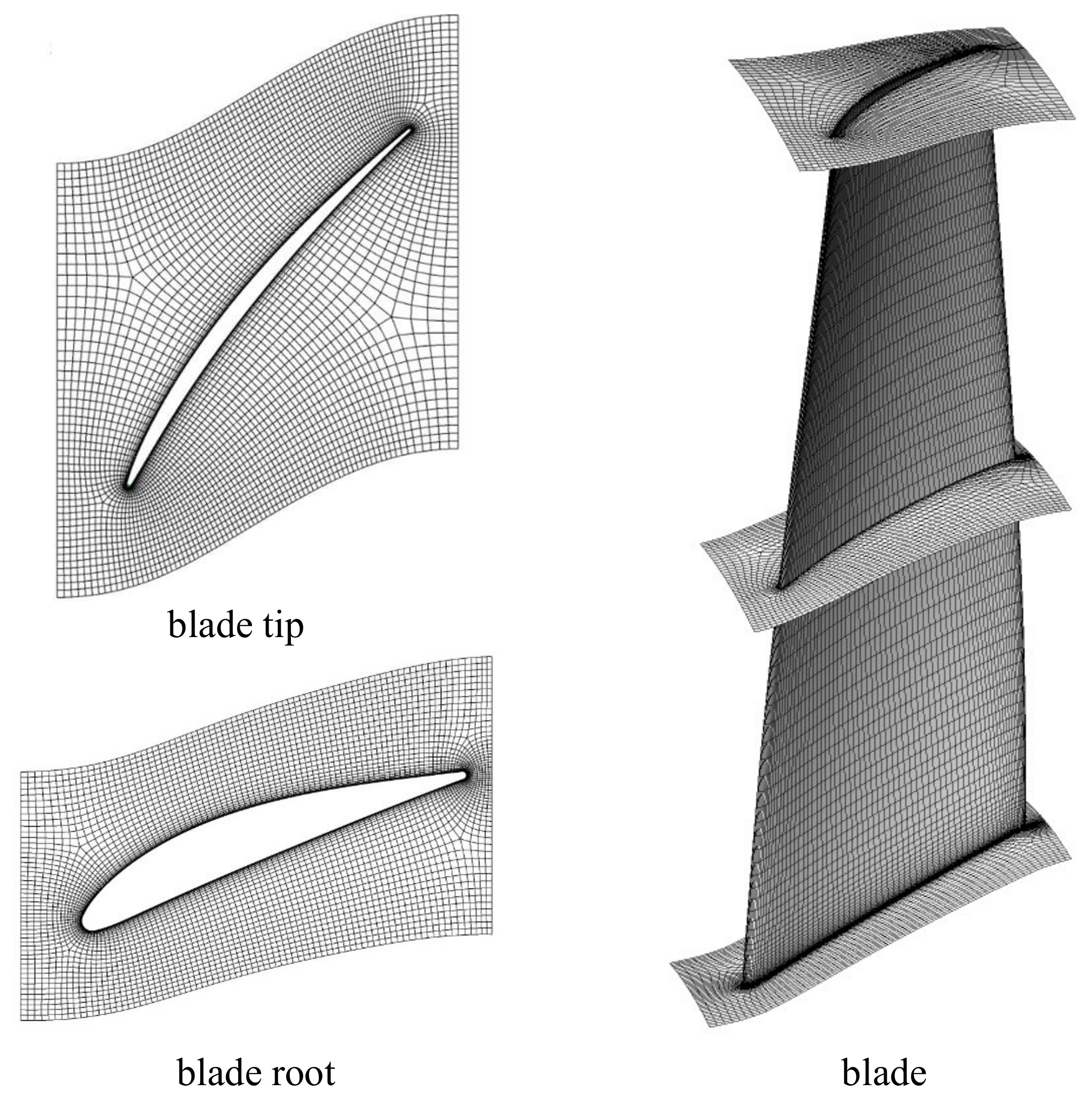
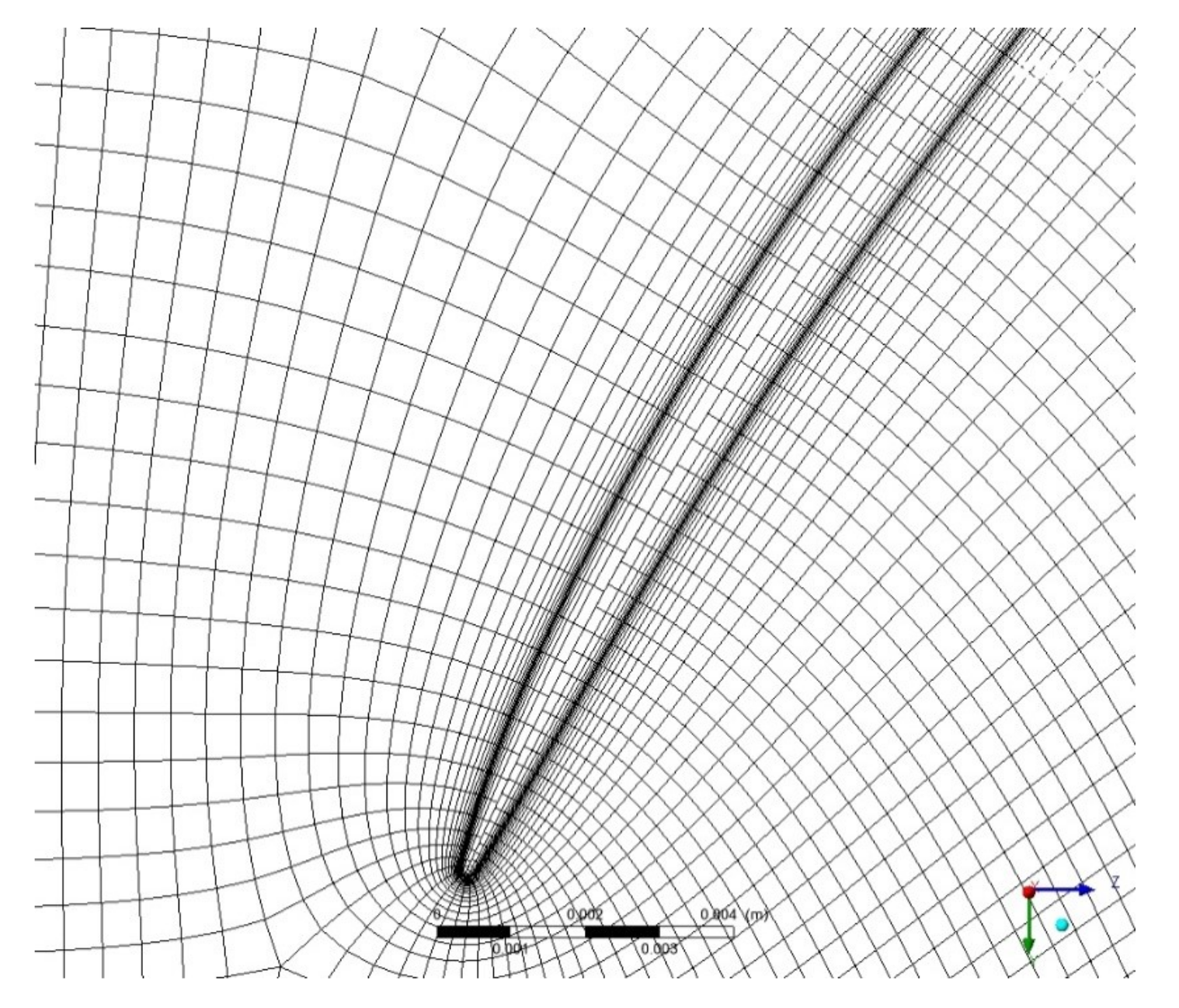
2.3. CFD Model
- ATM optimized topology ensures a high-quality mesh with hexahedral elements for twisted aerofoils;
- Parameter size of the first wall element has a value within (80–160) units;
- The ratio of the dimensions of the elements does not exceed 6.
2.4. Modeling Two-Phase Flow through IPS
- Geometric model of the separator;
- Concentration and chemical composition of dust;
- Pressure and air velocity in the separator;
- Flow model: two-phase;
- Full pressure at the inlet to the engine: 101,325 Pa;
- Exit velocity: 150 m/s;
- Temperature: 288 K;
- Turbulence model: K-;
- Dust concentration at the inlet: 2 ;
- Foreign particles material: quartz sand;
- Particle size: 10–50 in Case 1 and 50–100 in Case 2.
3. Results and Discussion
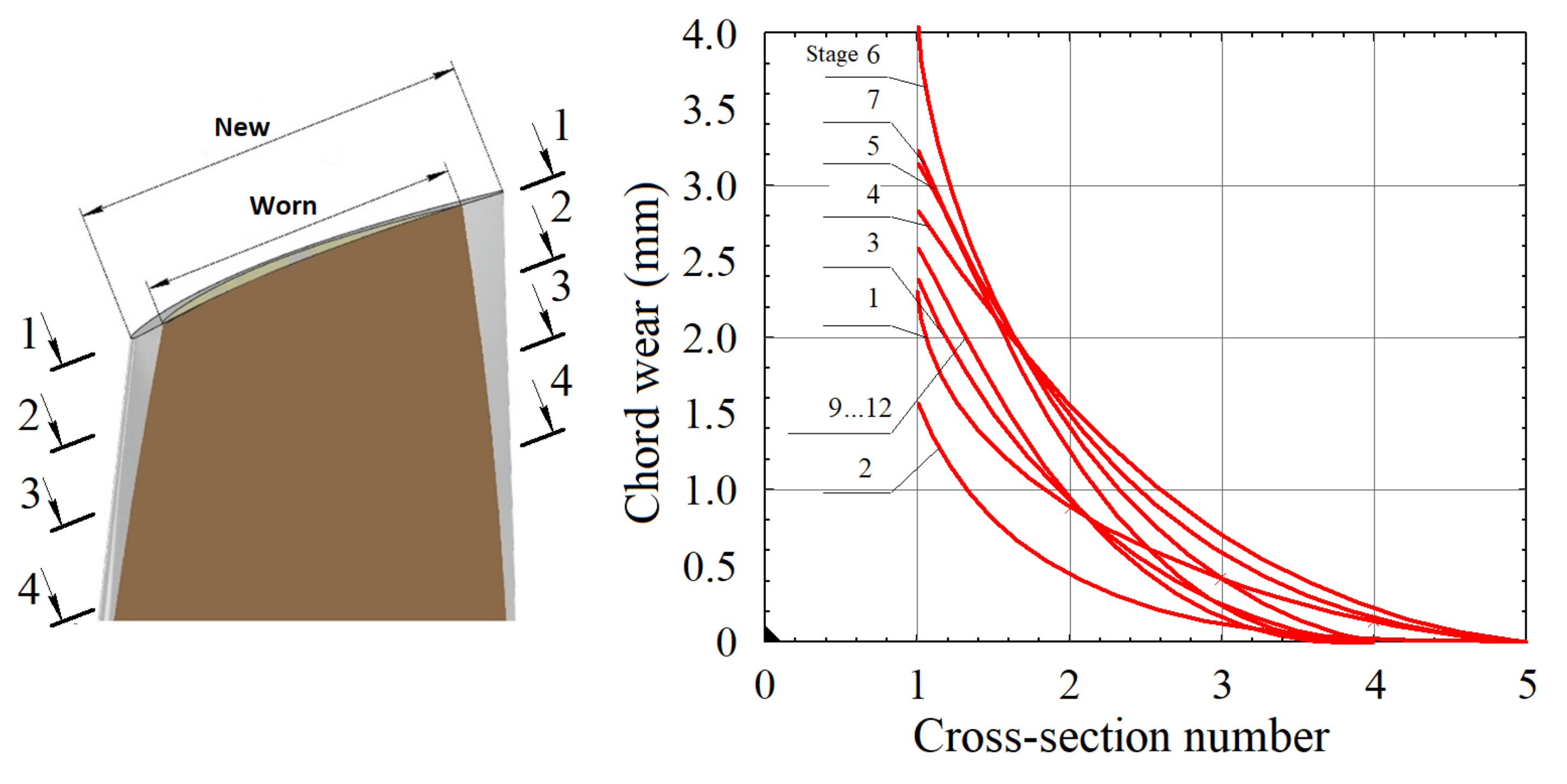
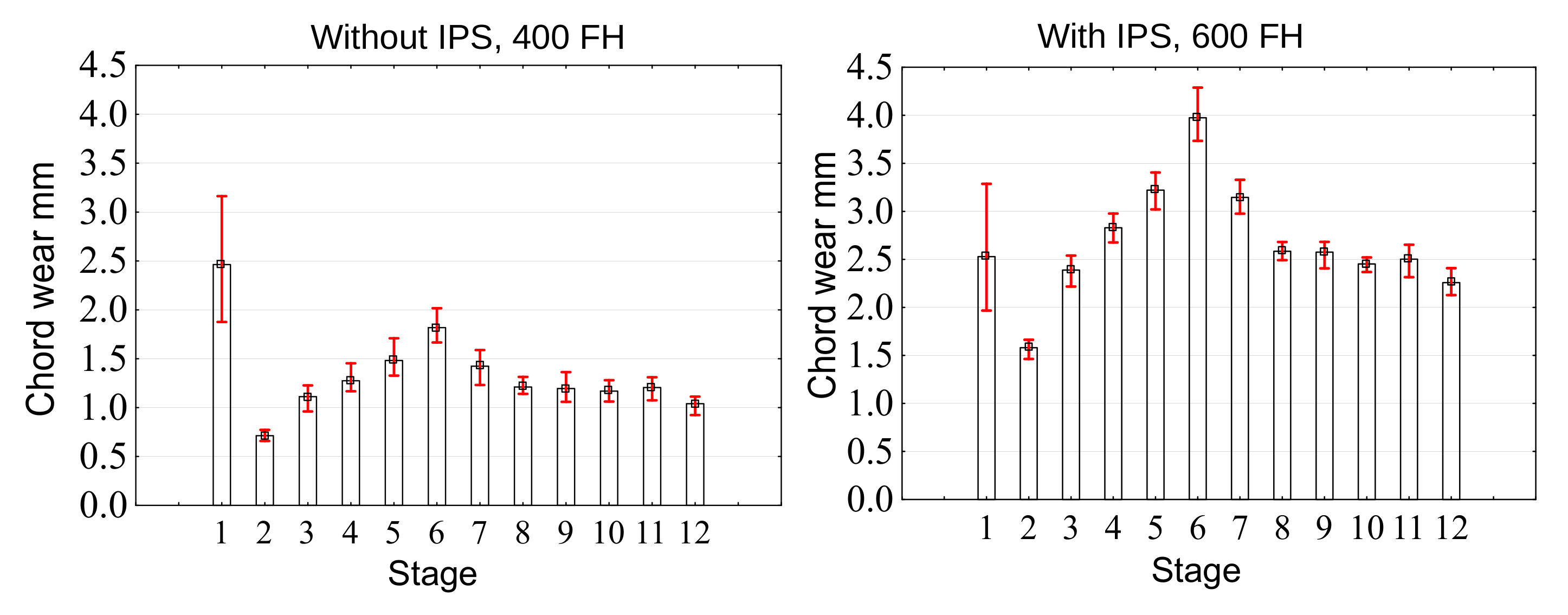
3.1. Chord Wear
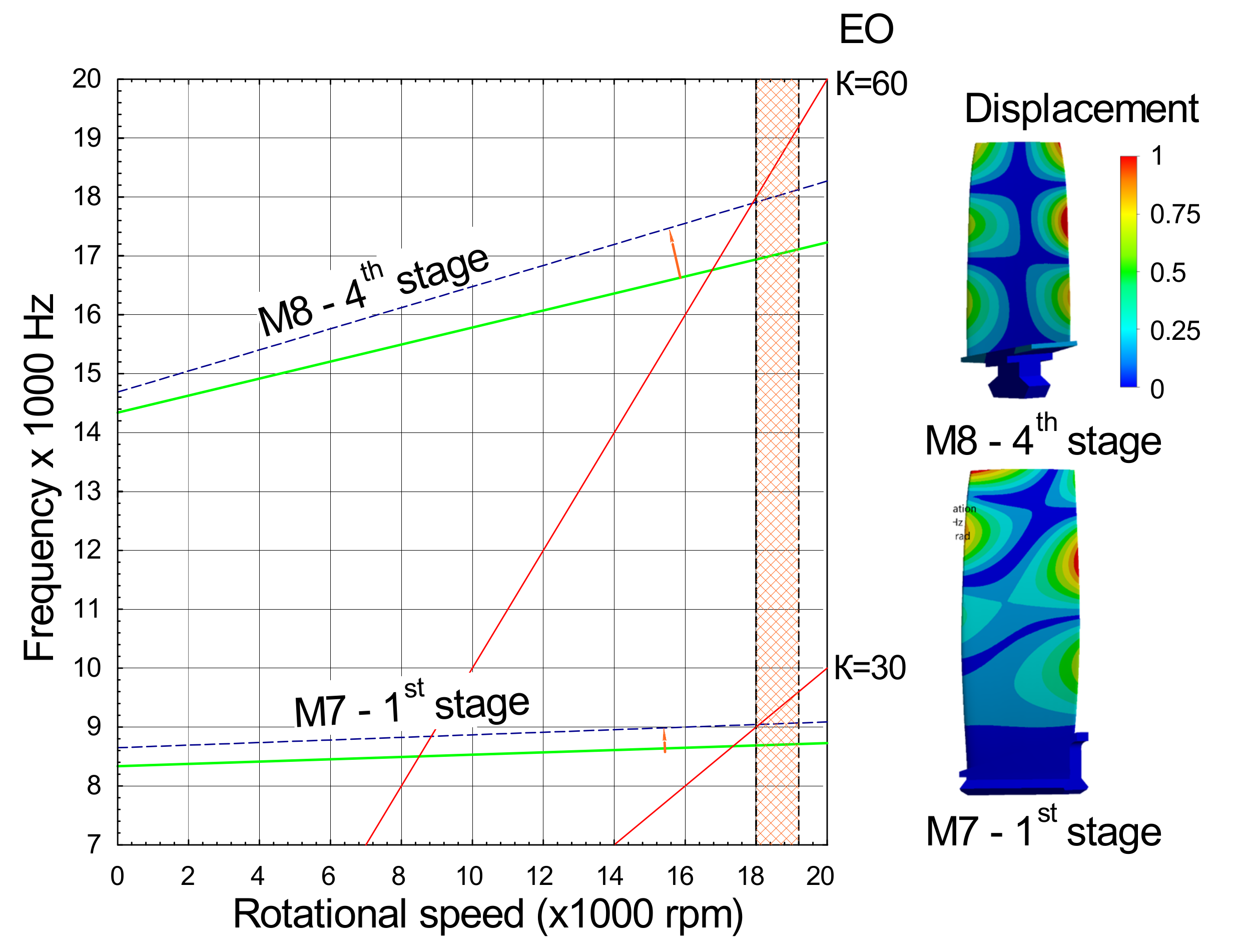
3.2. Modal Analysis of Blades
- M7 of the first stage resonates with the EO30 due to the number of the inlet guide vanes. This resonance is possible at 4 mm chord wear at the tip;
- M8 of the fourth stage resonates with the EO60 due to the number of the guide vanes of this stage. Resonance occurs when chord wear equals 6.3 mm.
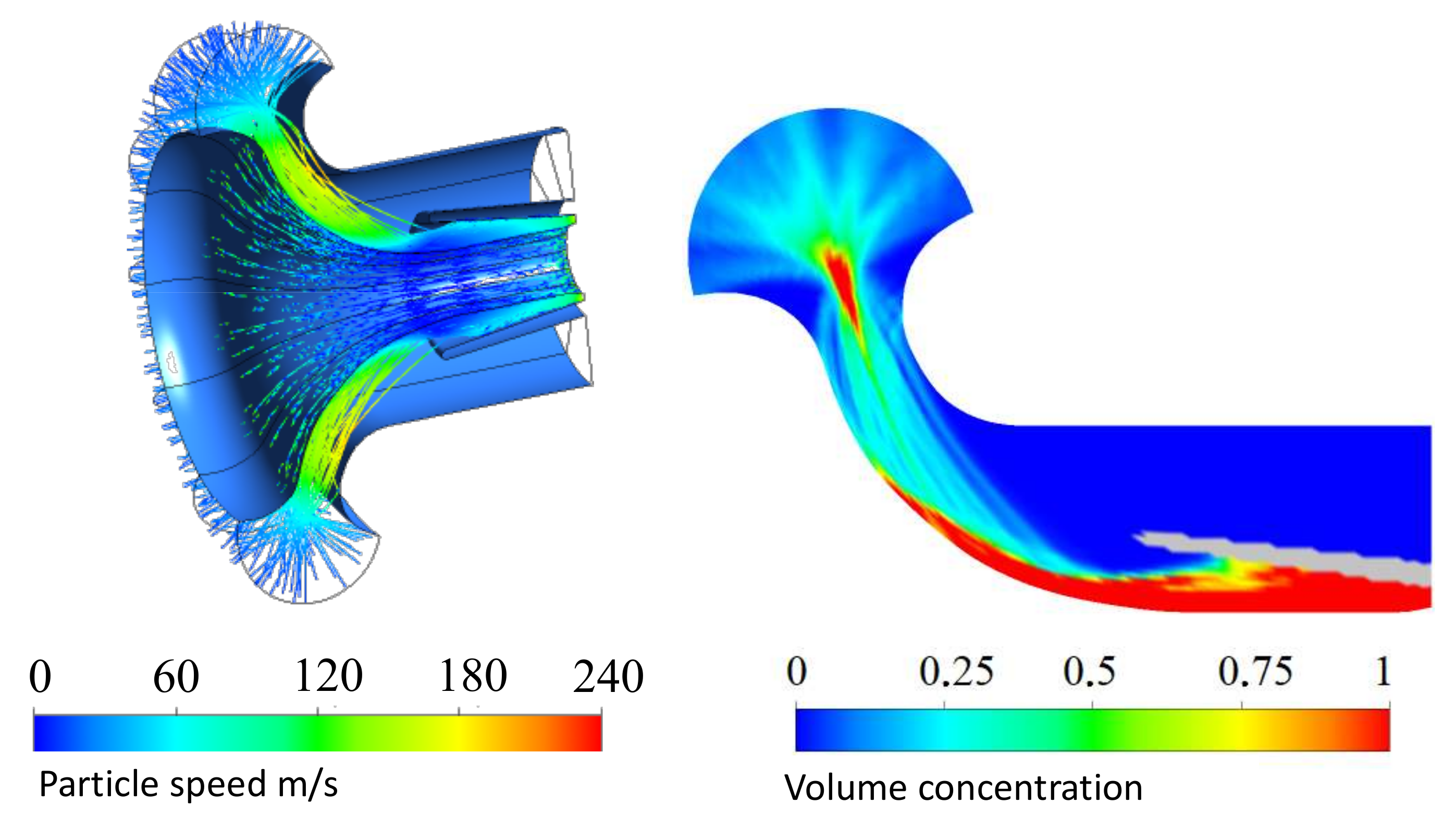
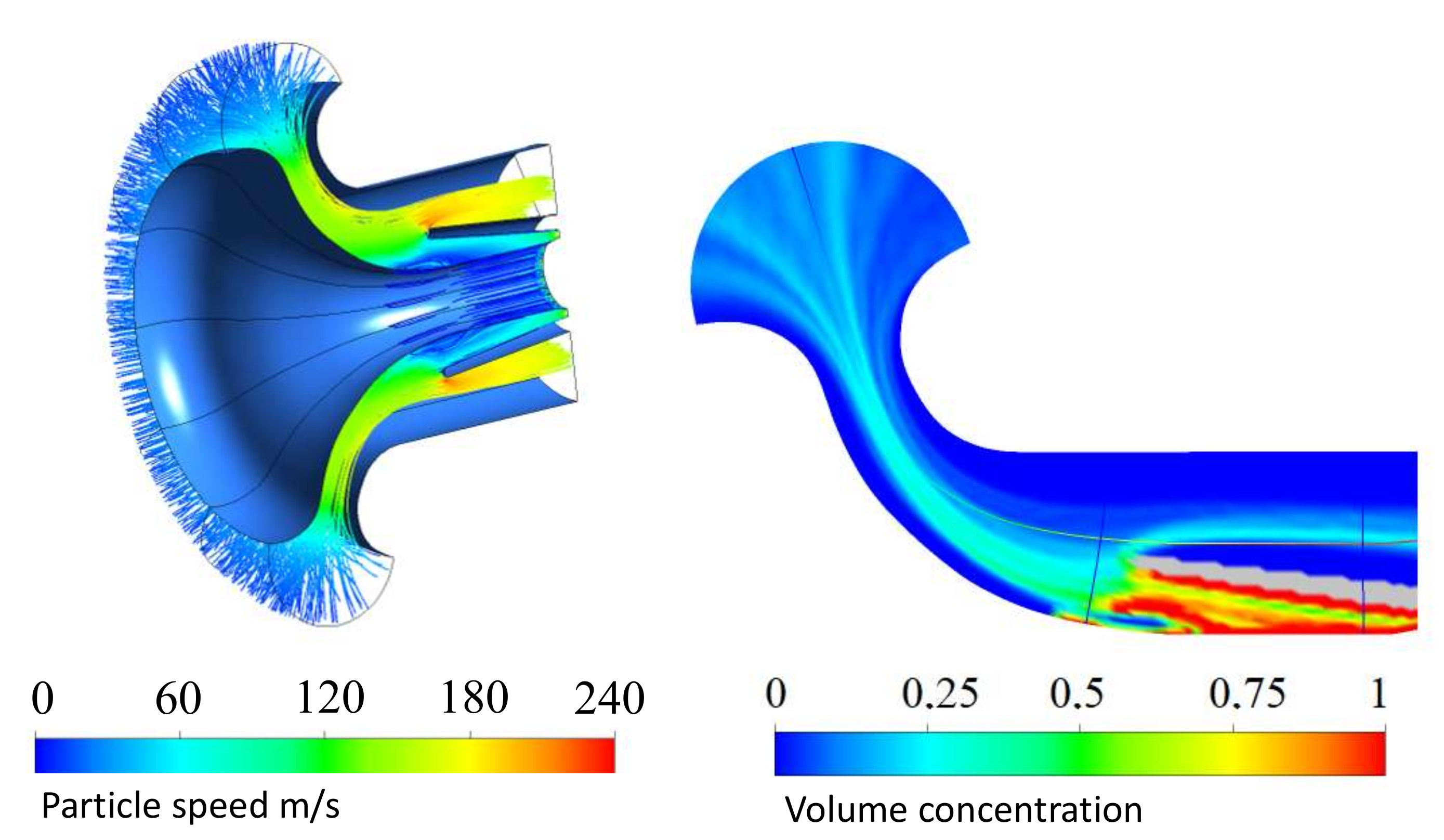
3.3. Particle Separator
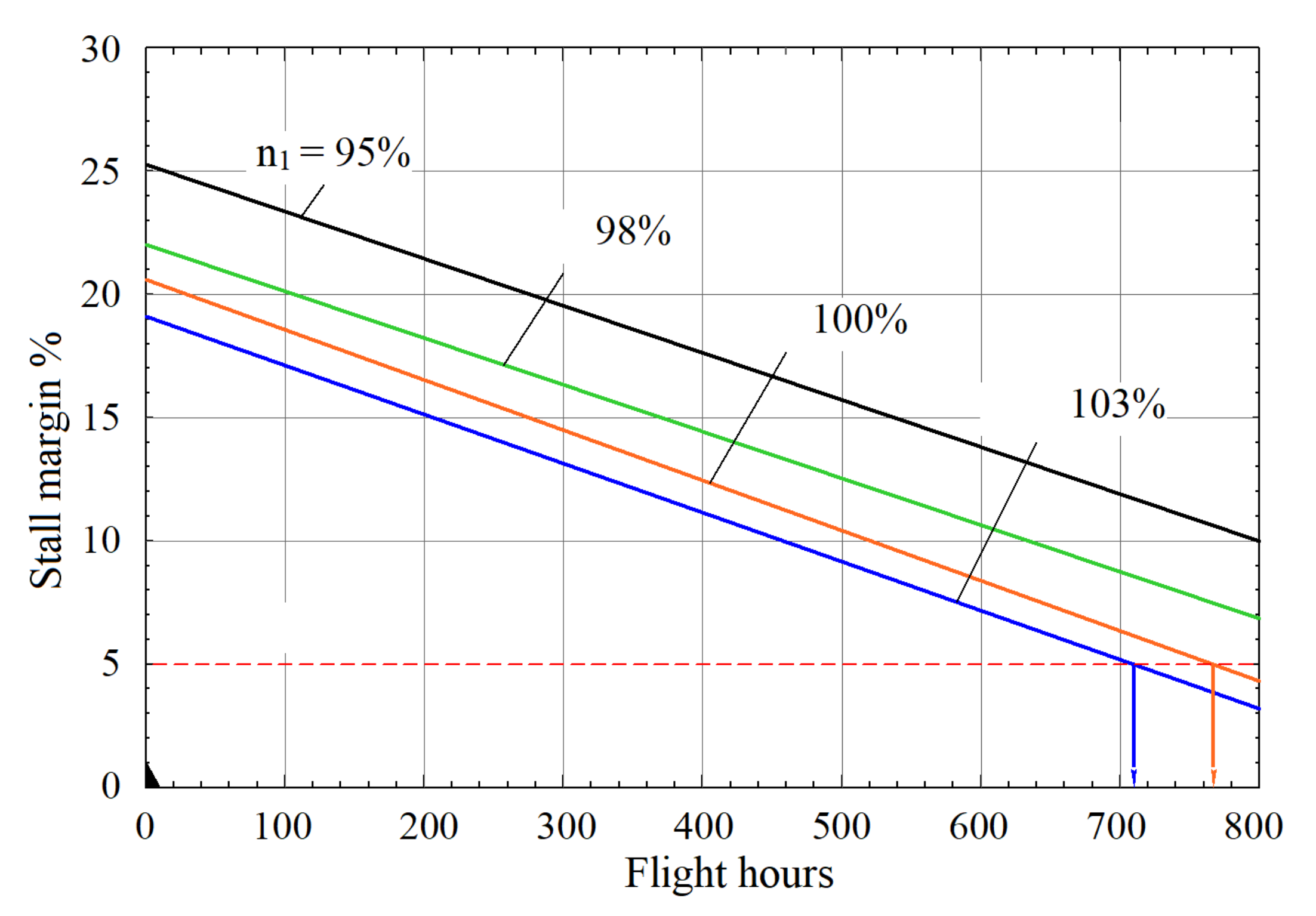
3.4. Stall Margin Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| dust concentration | |
| compressor efficiency | |
| pressure ratio | |
| Gas Generator Speed | |
| CFD | Computational Fluid Dynamics |
| EO | Engine Order |
| FEM | Finite Element Method |
| FH | Flight Hours |
| FOD | Foreign Object Damage |
| HCF | High Cycle Fatigue |
| IPS | Inlet Particle Separator |
| ITWL | Air Force Institute of Technology in Warsaw |
| MDPI | Multidisciplinary Digital Publishing Institute |
| MRO | Maintenance, Repair, Overhaul |
| R | Pearson correlation coefficient |
| rpm | revolutions per minute |
| RUL | Remaining Useful Life |
| SM | Stall margin |
| TBO | Time Between Overhauls |
| TIT | Turbine Inlet Temperature |
| VIGV | Variable Inlet Guide Vanes |
References
- Hamed, A.A.; Tabakoff, W.; Rivir, R.B.; Das, K.; Arora, P. Turbine blade surface deterioration by erosion. J. Turbomach. 2005. [Google Scholar] [CrossRef]
- Szczepankowski, A.; Szymczak, J.; Przysowa, R. The Effect of a Dusty Environment upon Performance and Operating Parameters of Aircraft Gas Turbine Engines. In STO-MP-AVT-272 Impact of Volcanic Ash Clouds on Military Operations; The NATO Science and Technology Organization: Vilnius, Lithuania, 15–17 May 2017; pp. 1–13. [Google Scholar] [CrossRef]
- Przysowa, R.; Gawron, B.; Kulaszka, A.; Placha-Hetman, K. Polish experience from the operation of helicopters under harsh conditions. J. KONBIN 2018, 48, 263–300. [Google Scholar] [CrossRef][Green Version]
- Doring, F.; Staudacher, S.; Koch, C.; Weißschuh, M. Modeling particle deposition effects in aircraft engine compressors. J. Turbomach. 2017, 139. [Google Scholar] [CrossRef]
- Doring, F.; Staudacher, S.; Koch, C. Predicting the Temporal Progression of Aircraft Engine Compressor Performance Deterioration due to Particle Deposition. In Proceedings of the ASME Turbo Expo 2017: Turbomachinery Technical Conference and Exposition, Charlotte, NC, USA, 26–30 June 2017. [Google Scholar] [CrossRef]
- Bojdo, N.; Filippone, A. A Simple Model to Assess the Role of Dust Composition and Size on Deposition in Rotorcraft Engines. Aerospace 2019, 6, 44. [Google Scholar] [CrossRef]
- Abdullin, B.R.; Akmaletdinov, R.G.; Gumerov, X.S.; Nigmatullin, R.R. K issledovaniyu raboty GTD v zapylennoj atmosfere (Research of gas turbine engine operation in dust-filled atmosphere). Vestnik Samarskogo Gosudarstvennogo Aehrokosmicheskogo Universiteta 2014, 5, 95–102. [Google Scholar]
- Kramchenkov, E. Issledovanie Ehrozionnogo Iznashivaniya Materialov (Study of Erosive Wear of Materials). Ph.D. Thesis, Gubkin Russian State University of Oil and Gas, Moscow, Russia, 1995. [Google Scholar]
- Borkova, A.N. Erozionnaya Stojkost Aviacionnyx Materialov pri Soudarenii s Tverdymi (Pylevymi) Chasticami (Erosion Resistance of Aviation Materials in Collision with Solid (Dust) Particles). Ph.D. Thesis, All-Russian Institute Of Aviation Materials, Moscow, Russia, 2006. [Google Scholar]
- Gas Turbine Engine Environmental Particulate Foreign Object Damage [EP-FOD]; The NATO Scientific and Technology Organization: Brussels, Belgium, 2019. [CrossRef]
- Finnie, I.; Stevick, G.R.; Ridgely, J.R. The influence of impingement angle on the erosion of ductile metals by angular abrasive particles. Wear 1992. [Google Scholar] [CrossRef]
- Bitter, J.G. A study of erosion phenomena. Part II. Wear 1963. [Google Scholar] [CrossRef]
- Sheldon, G.L.; Kanhere, A. An investigation of impingement erosion using single particles. Wear 1972. [Google Scholar] [CrossRef]
- Van der Walt, J.P.; Nurick, A. Erosion of Dust-Filtered Helicopter Turbine Engines Part I: Basic Theoretical Considerations. J. Aircr. 1995, 32, 106–111. [Google Scholar] [CrossRef]
- Finnie, I. Some observations on the erosion of ductile metals. Wear 1972. [Google Scholar] [CrossRef]
- Khodak, M.O.; Vishnevskij, O.A. Eksperimentalni viprobuvannya ta prognozuvannya xarakteristik abrazivnoi znosostoijkosti materialiv aviacijnix GTD (Experimental tests and prediction of the abrasion resistance characteristics of materials of aviation gas-turbine engines). Aviacionno-Kosmicheskaya Texnika i Texnologiya 2006, 7, 114–123. [Google Scholar]
- Evstifeev, A.; Kazarinov, N.; Petrov, Y.; Witek, L.; Bednarz, A. Experimental and theoretical analysis of solid particle erosion of a steel compressor blade based on incubation time concept. Eng. Fail. Anal. 2018. [Google Scholar] [CrossRef]
- Batcho, P.F.; Moller, J.C.; Padova, C.; Dunn, M.G. Interpretation of gas turbine response due to dust ingestion. J. Eng. Gas Turbines Power 1987. [Google Scholar] [CrossRef]
- Singh, D.; Hamed, A.L.; Tabakoff, W. Simulation of performance deterioration in eroded compressors. In Proceedings of the ASME 1996 International Gas Turbine and Aeroengine Congress and Exhibition, Birmingham, UK, 10–13 June 1996. [Google Scholar] [CrossRef]
- Koch, C.C.; Smith, L.H. Loss sources and magnitudes in axial-flow compressors. J. Eng. Gas Turbines Power 1976. [Google Scholar] [CrossRef]
- Shpilev, K. Jekspluatacija Letatelnyh Apparatov v Gorno-Pustynnoj Mestnosti [Operation of Aircraft in the Mountain-Desert Area]; Voennoe izdatelstvo: Moscow, Russia, 1991; p. 224. [Google Scholar]
- Tabakoff, W.; Hamed, A.; Wenglarz, R. Particulate flows, turbomachinery erosion and performance deterioration. Von Karman Lect. Ser. 1988, 89, 24–27. [Google Scholar]
- Grigorev, V.; Zrelov, V.; Ignatkin, J.; Kuzmichev, V.; Ponomarev, B.; Shahmatov, E. Vertoletnye Gazoturbinnye Dvigateli [Helicopter Gas Turbine Engines]; Mashinostroenie: Moscow, Russia, 2007; p. 491. [Google Scholar]
- TV3-117VMA-SBM1V Series 4 and 4E Turboshaft Engine (Brochure); Motor Sich JSC: Zaporizhzhia, Ukraine, 2012.
- Pavlenko, D.; Dvirnyk, Y. Zakonomernosti iznashivanija rabochih lopatok kompressora vertoletnyh dvigatelej, jekspluatirujushhihsja v uslovijah zapylennoj atmosfery (The laws of wear of the compressor rotor blades of the helicopter engines that are operated under the dust conditions). Visnik Dvigunobuduvannja 2016, 1, 42–51. [Google Scholar]
- Vorobev, Y.; Romanenko, V. Analiz kolebanij lopatochnogo apparata kompressora GTD (Analysis of vibrations of gas turbine compressor blading). Aviacionno-Kosmicheskaya Tehnika i Tehnologija 2013, 107, 55–59. [Google Scholar]
- Rzadkowski, R.; Gnesin, V.; Kolodyazhnaya, L.; Kubitz, L. Unsteady Forces Acting on the Rotor Blades in the Turbine Stage in 3D Viscous Flow in Nominal and Off-Design Regimes. J. Vib. Eng. Technol. 2014, 2, 3–9. [Google Scholar]
- Witek, L. Crack propagation analysis of mechanically damaged compressor blades subjected to high cycle fatigue. Eng. Fail. Anal. 2011. [Google Scholar] [CrossRef]
- Witek, L. Crack Growth Simulation in the Compressor Blade Subjected to Vibration Using Boundary Element Method. Key Eng. Mater. 2014, 598, 261–268. [Google Scholar] [CrossRef]
- Hamed, A.; Tabakoff, W. Experimental and numerical simulations of the effects of ingested particles in gas turbine engines. In Proceedings of the AGARD Conference Proceedings 558: Erosion, Corrosion and Foreign Object Damage Effects in Gas Turbines, Rotterdam, The Netherlands, 25–28 April 1994. [Google Scholar]
- Itoga, H.; Tokaji, K.; Nakajima, M.; Ko, H.N. Effect of surface roughness on step-wise S-N characteristics in high strength steel. Int. J. Fatigue 2003. [Google Scholar] [CrossRef]
- Murakami, Y.; Tsutsumi, K.; Fujishima, M. Quantitative evaluation of effect of surface roughness on fatigue strength. Nippon Kikai Gakkai Ronbunshu 1996. [Google Scholar] [CrossRef]
- Dyblenko, Y.M.; Selivanov, K.S.; Valiev, R.R.; Skryabin, I.V. Issledovanie gazoabrazivnogo iznosa obrazcov iz titanovogo splava VT-6 s nanostrukturirovannymi zashhitnymi pokrytiyami (Investigation of gas-abrasive wear of VT-6 titanium alloy samples with nanostructured protective coatings). Vestn. Ufim. Gos. Aviac. Texnicheskogo Univ. 2011, 15, 83–86. [Google Scholar]
- Ivchenko, D.; Shtanko, P. Ob ustalostnom mexanizme gazoabrazivnoj erozii detalej gazovozdushnogo trakta vertoletnyx GTD [On the fatigue mechanism of gas-abrasive erosion of parts of the gas-air duct of a helicopter gas turbine engine]. Visnik Dvigunobuduvannya 2009, 2, 12–14. [Google Scholar]
- Batailly, A.; Legrand, M.; Cartraud, P.; Pierre, C. Assessment of reduced models for the detection of modal interaction through rotor stator contacts. J. Sound Vib. 2010, 329, 5546–5562. [Google Scholar] [CrossRef]
- Ma, H.; Wang, D.; Tai, X.; Wen, B. Vibration response analysis of blade-disk dovetail structure under blade tip rubbing condition. J. Vib. Control 2017, 23, 252–271. [Google Scholar] [CrossRef]
- Marakueva, O. Aerodynamic design and optimization of blade configuration in an inlet stage of an aircraft engine compressor. In Proceedings of the 29th Congress of the International Council of the Aeronautical Sciences, St. Petersburg, Russia, 7–12 September 2014. [Google Scholar]
- Dvirnyk, Y.; Pavlenko, D. Zakonomernosti techenija dvuhfaznogo potoka vo vhodnom ustrojstve vertoletnyh GTD (Laws of multiphase flow behavior in the inlet of a helicopter engine). Aviacionno-Kosmicheskaya Tehnika i Tehnologija 2017, 7, 30–37. [Google Scholar]
- Filippone, A.; Bojdo, N. Turboshaft engine air particle separation. Prog. Aerosp. Sci. 2010, 46, 224–245. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Domain | Number of Nodes | Number of Elements |
|---|---|---|
| VIGV | 721,686 | 687,199 |
| Rotor 1 | 809,883 | 768,068 |
| Stator 1 | 708,708 | 664,875 |
| Rotor 2 | 807,087 | 768,737 |
| Stator 2 | 695,730 | 646,335 |
| Rotor 3 | 801,327 | 748,912 |
| Stator 3 | 682,752 | 643,632 |
| Rotor 4 | 796,419 | 757,004 |
| Stator 4 | 669,777 | 630,693 |
| Rotor 5 | 791,046 | 739,303 |
| Stator 5 | 656,799 | 612,532 |
| Rotor 6 | 783,924 | 744,989 |
| Stator 6 | 643,821 | 608,066 |
| Rotor 7 | 768,588 | 727,334 |
| Stator 7 | 630,843 | 599,284 |
| Rotor 8 | 765,987 | 724,804 |
| Stator 8 | 617,865 | 573,627 |
| Rotor 9 | 762,795 | 725,798 |
| Stator 9 | 604,887 | 574,900 |
| Rotor 10 | 761,880 | 715,822 |
| Stator 10 | 591,909 | 549,479 |
| Rotor 11 | 754,461 | 703,549 |
| Stator 11 | 578,934 | 543,629 |
| Rotor 12 | 753,300 | 710,338 |
| Deswirl 1 | 565,956 | 536,180 |
| Deswirl 2 | 559,467 | 522,532 |
| Total | 18,285,831 | 17,227,621 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dvirnyk, Y.; Pavlenko, D.; Przysowa, R. Determination of Serviceability Limits of a Turboshaft Engine by the Criterion of Blade Natural Frequency and Stall Margin. Aerospace 2019, 6, 132. https://doi.org/10.3390/aerospace6120132
Dvirnyk Y, Pavlenko D, Przysowa R. Determination of Serviceability Limits of a Turboshaft Engine by the Criterion of Blade Natural Frequency and Stall Margin. Aerospace. 2019; 6(12):132. https://doi.org/10.3390/aerospace6120132
Chicago/Turabian StyleDvirnyk, Yaroslav, Dmytro Pavlenko, and Radoslaw Przysowa. 2019. "Determination of Serviceability Limits of a Turboshaft Engine by the Criterion of Blade Natural Frequency and Stall Margin" Aerospace 6, no. 12: 132. https://doi.org/10.3390/aerospace6120132
APA StyleDvirnyk, Y., Pavlenko, D., & Przysowa, R. (2019). Determination of Serviceability Limits of a Turboshaft Engine by the Criterion of Blade Natural Frequency and Stall Margin. Aerospace, 6(12), 132. https://doi.org/10.3390/aerospace6120132