Determination of Liberation Degree of Mechanically Processed Waste Printed Circuit Boards by Using the Digital Microscope and SEM-EDS Analysis


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Scanning Electron Microscope (SEM) with Energy Dispersive Spectroscopy (EDS)-Sample Preparation
2.1.2. Digital Optical Microscope-Sample Preparation
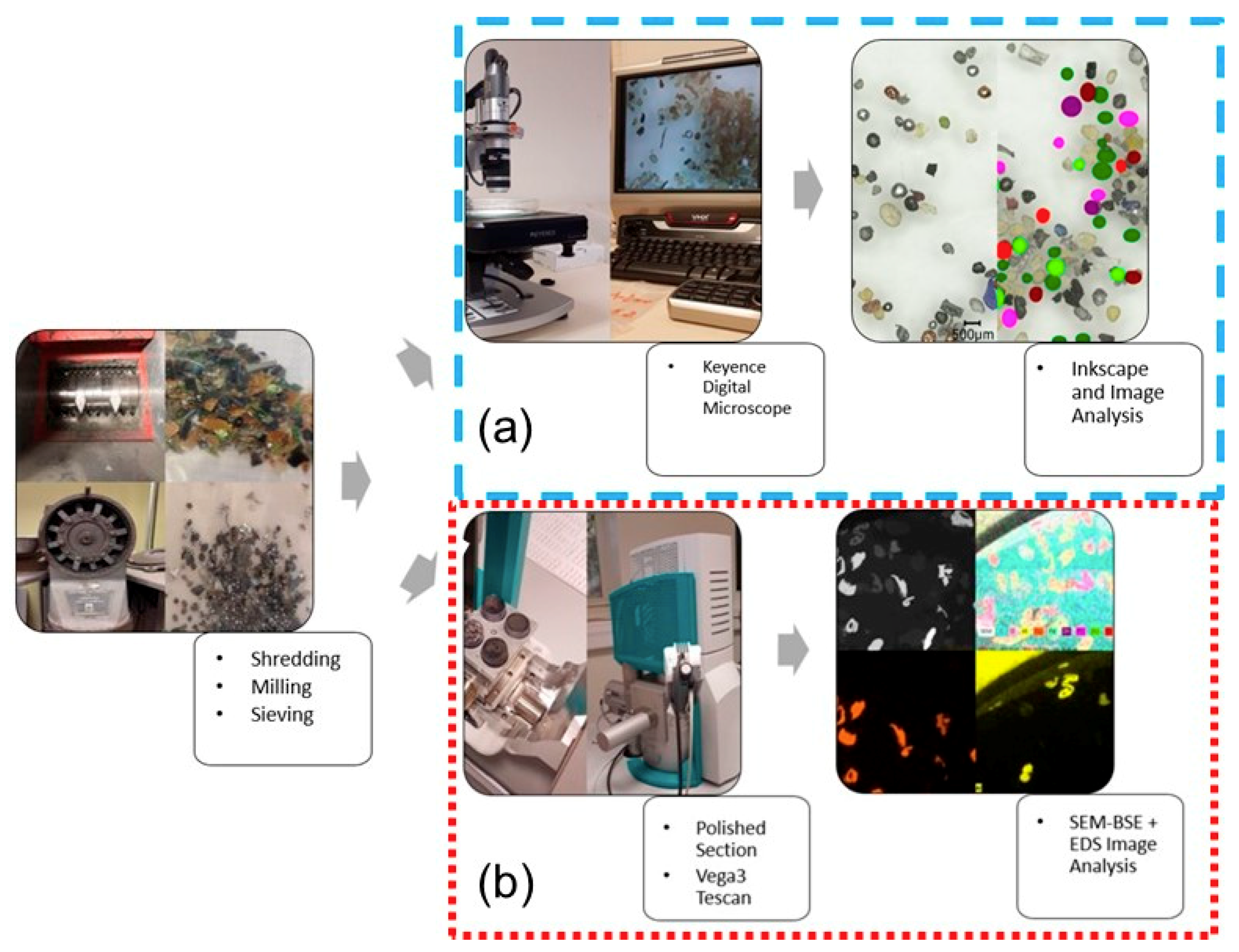
2.2. Methods
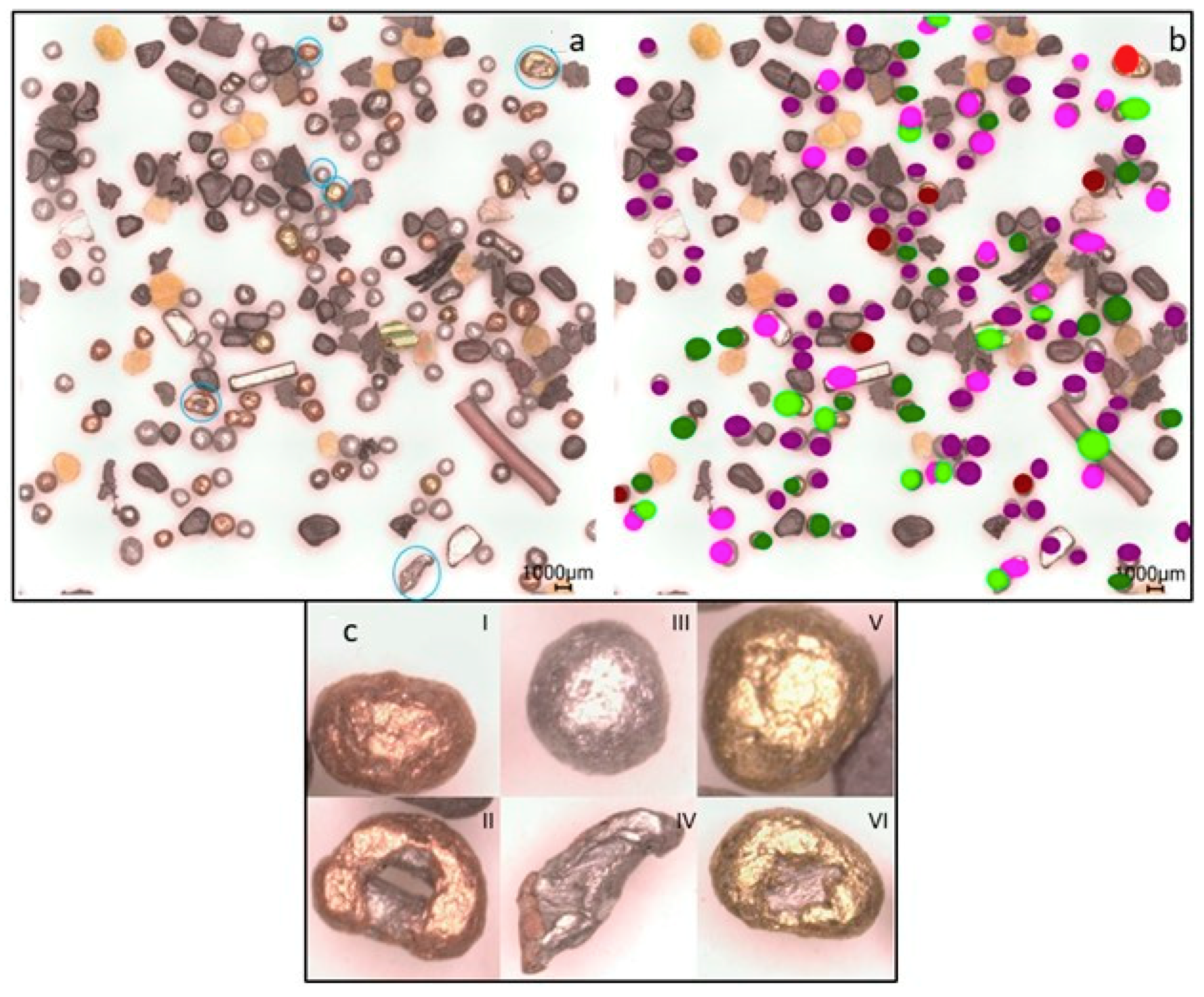
2.2.1. Digital Optical Microscope Imaging and Image Analysis
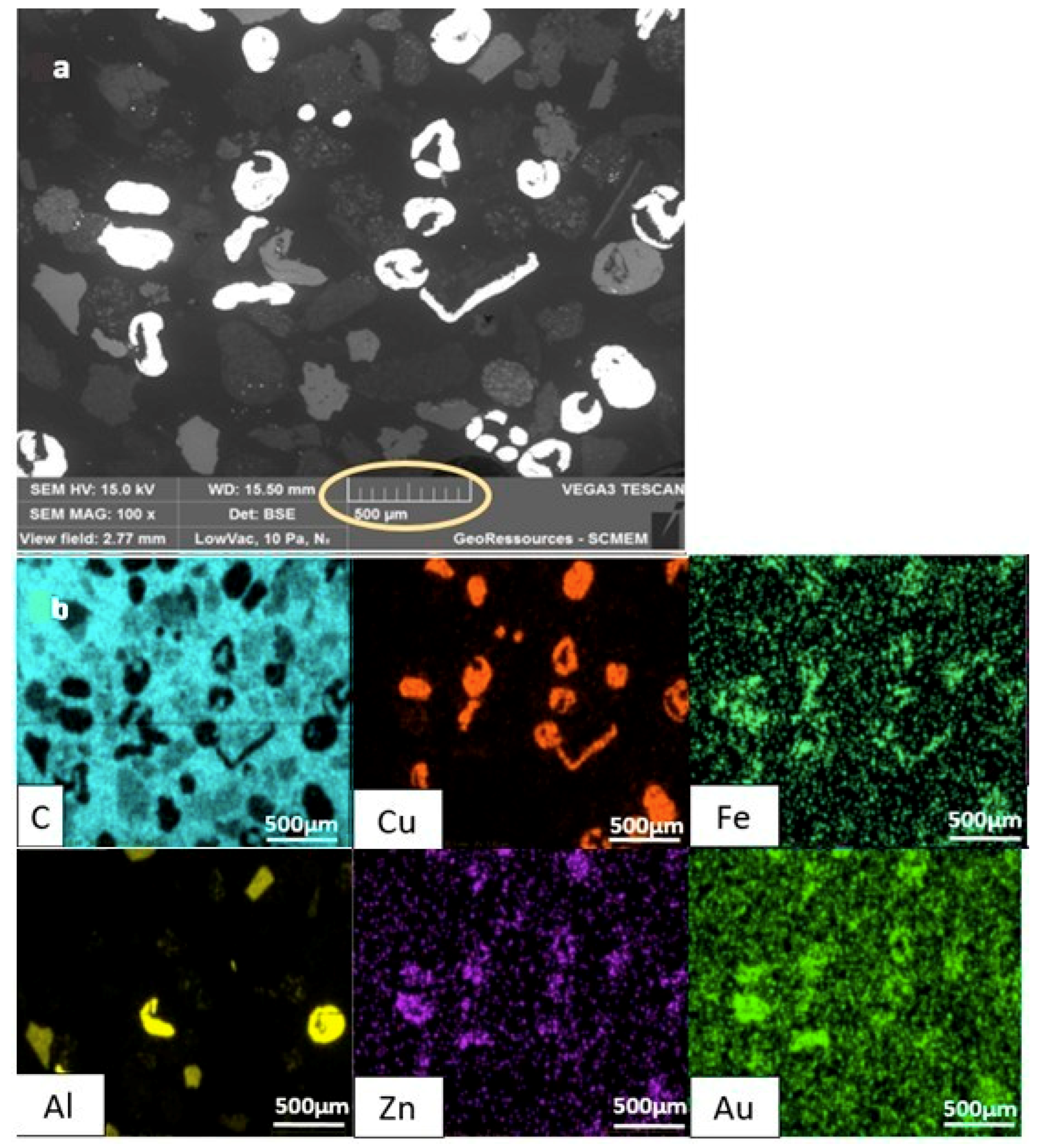
2.2.2. Scanning Electron Microscope (SEM) with Energy Dispersive Spectroscopy (EDS) Methodology
3. Results and Discussion
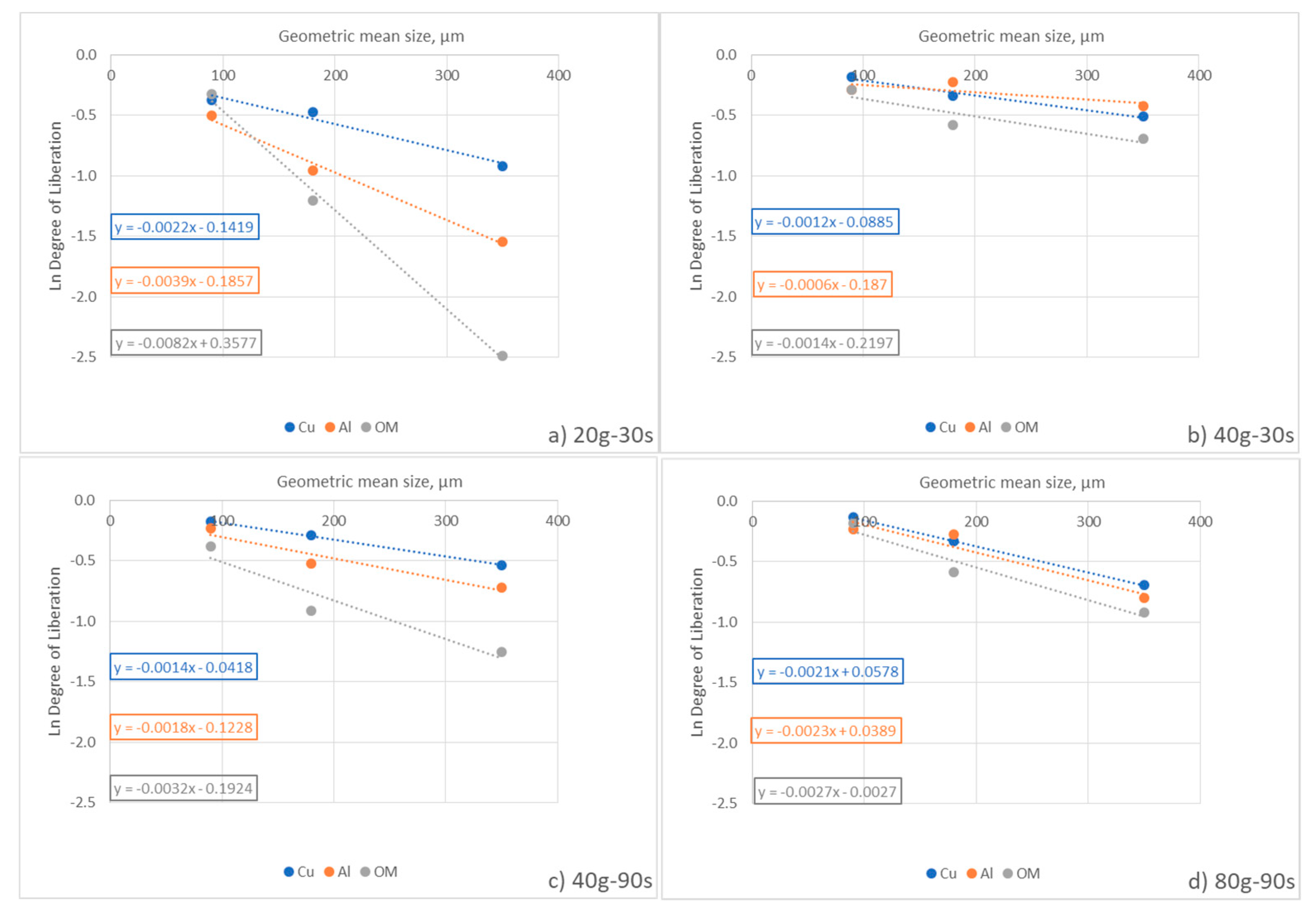
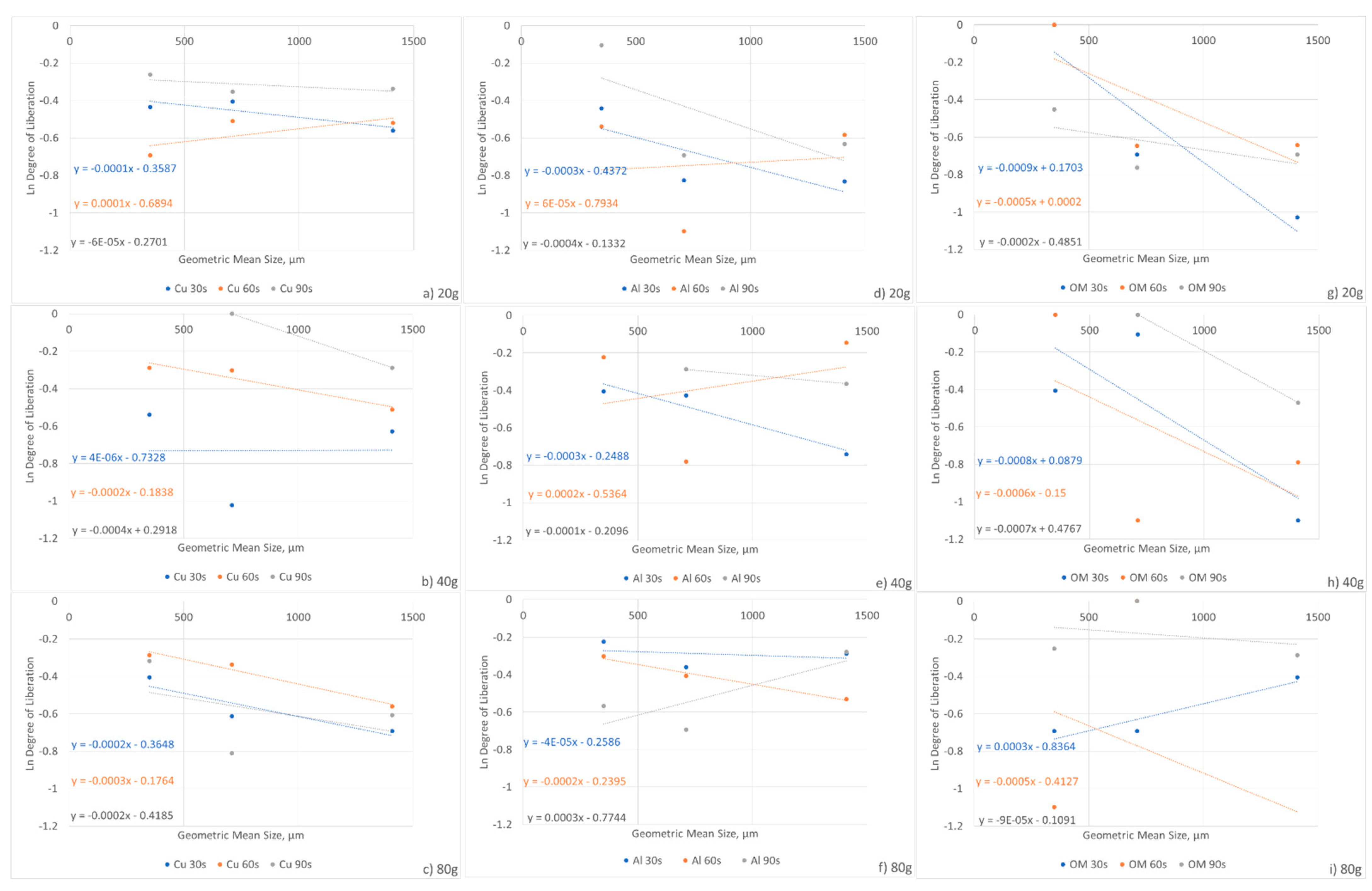
3.1. Determination of Liberation Degree and Parameters
3.2. Comparison between the Digital Optical Microscope and SEM-EDS Image Analyses
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Eurostat. Available online: http://ec.europa.eu/eurostat/web/waste/key-waste-streams/weee (accessed on 18 May 2018).
- Burat, F.; Özer, M. Physical separation route for printed circuit boards. Phys. Probl. Min. Process. 2017, 54, 554–566. [Google Scholar]
- Park, S.; Kim, S.; Han, S.; Kim, B.; Kim, B.; Han, Y.; Park, J. Liberation Characteristics Assessment for Copper Component in PCB Comminution Product by Image Analysis. Mater. Trans. 2018, 59, 1493–1500. [Google Scholar] [CrossRef]
- Das, A.; Vidyadhar, A.; Mehrotra, S.P. A novel flowsheet for the recovery of metal values from waste printed circuit boards. Resour. Conserv. Recycl. 2009, 53, 464–469. [Google Scholar] [CrossRef]
- Wills, B.; Finch, J.A. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. In Butterworth-Heinemann; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Ueda, T.; Oki, T.; Koyanaka, S. Effect of Particle Shape on the Stereological Bias of the Degree of Liberation of Biphase Particle Systems. Mater. Trans. 2017, 58, 280–286. [Google Scholar] [CrossRef]
- Kahn, H.; Mano, E.S.M.; Tassinari, M.M.M.L. Image Analysis Coupled with A SEM-EDS Applied to the Characterization Of A Zn-Pb Partially Weathered Ore. J. Miner. Mater. Charact. Eng. 2002, 1, 1–9. [Google Scholar]
- Goodall, W.R.; Scales, P.J. An overview of the advantages and disadvantages of the determination of gold mineralogy by automated mineralogy. Miner. Eng. 2007, 20, 506–517. [Google Scholar] [CrossRef]
- Otsuki, A.; Chen, Y.; Zhao, Y. Characterization and beneficiation of complex ores for sustainable use of mineral resources: Refractory gold ore beneficiation as an example. Int. J. Soc. Mater. Eng. Resour. 2014, 20, 126–135. [Google Scholar] [CrossRef]
- Otsuki, A. Non-destructive liberation analysis of printed circuit board. In Proceedings of the 16th International Waste Management and Landfill Symposium, Sardinia, Italy, 2–6 October 2017. [Google Scholar]
- Zhang, S.; Forssberg, E. Intelligent liberation and classification of electronic scrap. Powder Technol. 1999, 105, 295–301. [Google Scholar] [CrossRef]
- Otsuki, A.; Gonçalves, P.P.; Stieghorst, C.; Révay, Z. Non-destructive characterization of mechanically processed waste printed circuit boards: X-ray fluorescence spectroscopy and prompt gamma activation analysis. J. Composite Sci. 2019, 3. [Google Scholar] [CrossRef]
- Koyanaka, S.; Endoh, S.; Ohya, H. Effect of impact velocity control on selective grinding of waste printed circuit boards. Adv. Powder Technol. 2006, 17, 113–126. [Google Scholar] [CrossRef]
- Chao, G.; Hui, W.; Wei, L.; Jiangang, F.; Xin, Y. Liberation characteristic and physical separation of printed circuit board (PCB). Waste Manag. 2011, 31, 2161–2166. [Google Scholar]
- Otsuki, A.; Gonçalves, P.P.; Leroy, E. Selective milling and elemental assay of printed circuit board particles for their recycling purpose. Metals 2019. [Google Scholar] [CrossRef]
- Abouzeid, S. Mineral Processing Lab Manual; Trans. Tech. Publications: Clausthal-Zellerfeld, Germany, 1990. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Mass (g) | Milling Time (s) |
|---|---|
| 20 | 30 |
| 40 | 30 |
| 40 | 90 |
| 80 | 90 |
| Category | Color Coding | Color |
|---|---|---|
| I - Liberated Cu | #008000 | Green |
| II - Non-liberated Cu | #00FF00 | Lime |
| III - Liberated Al | #800080 | Purple |
| IV - Non-liberated Al | #FF00FF | Fuchsia |
| V - Liberated Other Metals | #800000 | Maroon |
| VI - Non-liberated Other Metals | #FF0000 | Red |
| Feed Mass-Milling Time (g-s)/Particle Size (mm) | 1–2 | 0.5–1 | 0.25–0.5 | 0.125–0.25 |
|---|---|---|---|---|
| 20 g-30 s | 36 | 51 | 27 | 35 |
| 20 g-60 s | 43 | 99 | 41 | 15 |
| 20 g-90 s | 21 | 49 | 84 | 44 |
| 40 g-30 s | 66 | 60 | 58 | 54 |
| 40 g-60 s | 37 | 48 | 50 | 15 |
| 40 g-90 s | 15 | 52 | 12 | 0 |
| 80 g-30 s | 20 | 48 | 79 | 21 |
| 80 g-60 s | 25 | 29 | 26 | 30 |
| 80 g-90 s | 80 | 59 | 75 | 61 |
| Experimental Condition (Feed Mass-Milling Time) | 20 g-30 s | 40 g-30 s | ||||
| Size Range, mm | 0.25–0.5 | 0.125–0.25 | <0.125 | 0.25–0.5 | 0.125–0.25 | <0.125 |
| Magnification | 50x | 100–200x | 1000x | 50x | 100–200x | 1000x |
| Nb images/sample | 4–5 | 3–4 | 2 | 4–5 | 3–4 | 2 |
| Nb of particles analyzed | 51 | 39 | 78 | 65 | 123 | 34 |
| Experimental Condition (feed mass-milling time) | 40 g-90 s | 80 g-90 s | ||||
| Size Range, mm | 0.25–0.5 | 0.125–0.25 | <0.125 | 0.25–0.5 | 0.125–0.25 | <0.125 |
| Magnification | 50x | 100–200x | 1000x | 50x | 100–200x | 1000x |
| Nb images/sample | 4–5 | 3–4 | 2 | 4–5 | 3–4 | 2 |
| Nb of particles analyzed | 66 | 53 | 68 | 41 | 84 | 43 |
| Feed Mass (g) | Milling Time (s) | Liberation Parameter, k (x 10−3) | |||||
|---|---|---|---|---|---|---|---|
| Digital Microscope | SEM-EDS | ||||||
| Cu | Al | OM | Cu | Al | OM | ||
| 20 | 30 | 0.1 | 0.3 | 0.9 | 2.2 | 3.9 | 8.2 |
| 20 | 60 | 0.1 | 0.06 | 0.5 | n.d. | n.d. | n.d. |
| 20 | 90 | 0.06 | 0.4 | 0.2 | n.d. | n.d. | n.d. |
| 40 | 30 | 0.004 | 0.3 | 0.8 | 0.6 | 1.2 | 1.4 |
| 40 | 60 | 0.2 | 0.2 | 0.6 | n.d. | n.d. | n.d. |
| 40 | 90 | 0.4 | 0.1 | 0.7 | 1.4 | 1.8 | 3.2 |
| 80 | 30 | 0.2 | 0.04 | 0.3 | n.d. | n.d. | n.d. |
| 80 | 60 | 0.3 | 0.2 | 0.5 | n.d. | n.d. | n.d. |
| 80 | 90 | 0.02 | 0.3 | 0.09 | 2.1 | 2.3 | 2.7 |
| Digital Microscope | SEM-EDS | ||
|---|---|---|---|
| Advantages | Drawbacks | Advantages | Drawbacks |
| Feasible to directly manipulate particles on a petri dish prior to image acquisition, in order to confirm whether particles are simply overlapped or actually locked. | Results are dependent on the skills of the operator and prior knowledge about the sample to be analyzed. | Combination of BSE images and elemental maps can solve more complex associations. | SEM is more expensive, large and must be housed in an area free of any possible electric, magnetic or vibration interference. |
| Easy to use. Images with natural colors. | Time consuming for image acquisition and analysis. | Feasible to reveal information regarding texture and chemical composition. | Special care must be taken with sample preparation and equipment parameters such as the beam control. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira Gonçalves, P.; Otsuki, A. Determination of Liberation Degree of Mechanically Processed Waste Printed Circuit Boards by Using the Digital Microscope and SEM-EDS Analysis. Electronics 2019, 8, 1202. https://doi.org/10.3390/electronics8101202
Pereira Gonçalves P, Otsuki A. Determination of Liberation Degree of Mechanically Processed Waste Printed Circuit Boards by Using the Digital Microscope and SEM-EDS Analysis. Electronics. 2019; 8(10):1202. https://doi.org/10.3390/electronics8101202
Chicago/Turabian StylePereira Gonçalves, Pedro, and Akira Otsuki. 2019. "Determination of Liberation Degree of Mechanically Processed Waste Printed Circuit Boards by Using the Digital Microscope and SEM-EDS Analysis" Electronics 8, no. 10: 1202. https://doi.org/10.3390/electronics8101202
APA StylePereira Gonçalves, P., & Otsuki, A. (2019). Determination of Liberation Degree of Mechanically Processed Waste Printed Circuit Boards by Using the Digital Microscope and SEM-EDS Analysis. Electronics, 8(10), 1202. https://doi.org/10.3390/electronics8101202