2.1. Temperature Sensing Yarn Fabrication
Temperature sensing yarns were produced using a method similar to that described previously [
1,
23,
24,
25]. To produce the yarns Murata 10 kΩ Negative Temperature Coefficient (NTC) thermistors (NCP15XH103F03RC; Murata, Kyoto, Japan) were soldered onto fine copper wires. The thermistor and interconnects were then encapsulated using an ultraviolet (UV) curable polymer resin with high thermal conductivity (Dymax 9-20801, Dymax Corporation, Torrington, CT, USA) to form a cylindrical micro-pod with a diameter of 0.87 mm and a length of 2.17 mm. The micro-pod was then covered with packing fibers and a warp knitted tube to create the temperature sensing yarns.
Previous work showed that the accuracy of the temperature-sensing yarns was ±0.5 °C 63% of the time, or ±1 °C 89% of the time [
1]. This was regarded as acceptable since the accuracy of the thermistor specified by the manufacturer for the inspected range (22.25–62.15 °C) was ±1.37 °C.
2.2. Prototype Temperature Sensing Armbands
Temperature sensing yarns were initially used to produce the armbands. The armband was chosen due to its tubular structure. The human body consists of structures with approximately circular cross-sections, hence it was important to identify if the temperature sensing yarn could be used to develop a tubular wearable device. Additionally, these armbands could be further developed into a fever detection device.
Three prototype armbands were produced, and for each of the prototypes, four temperature sensing yarns were used. The developmental process between each iteration of the armband is shown for completeness and to highlight the practical considerations for creating a monitoring device of this type. During development, the supporting hardware used to record measurements from the yarns was changed for each armband. Additionally, the connection method between the temperature sensing yarn and the hardware was altered in each iteration. For all prototypes, LabVIEW (National Instruments, Austin, TX, USA) was used to present the data captured.
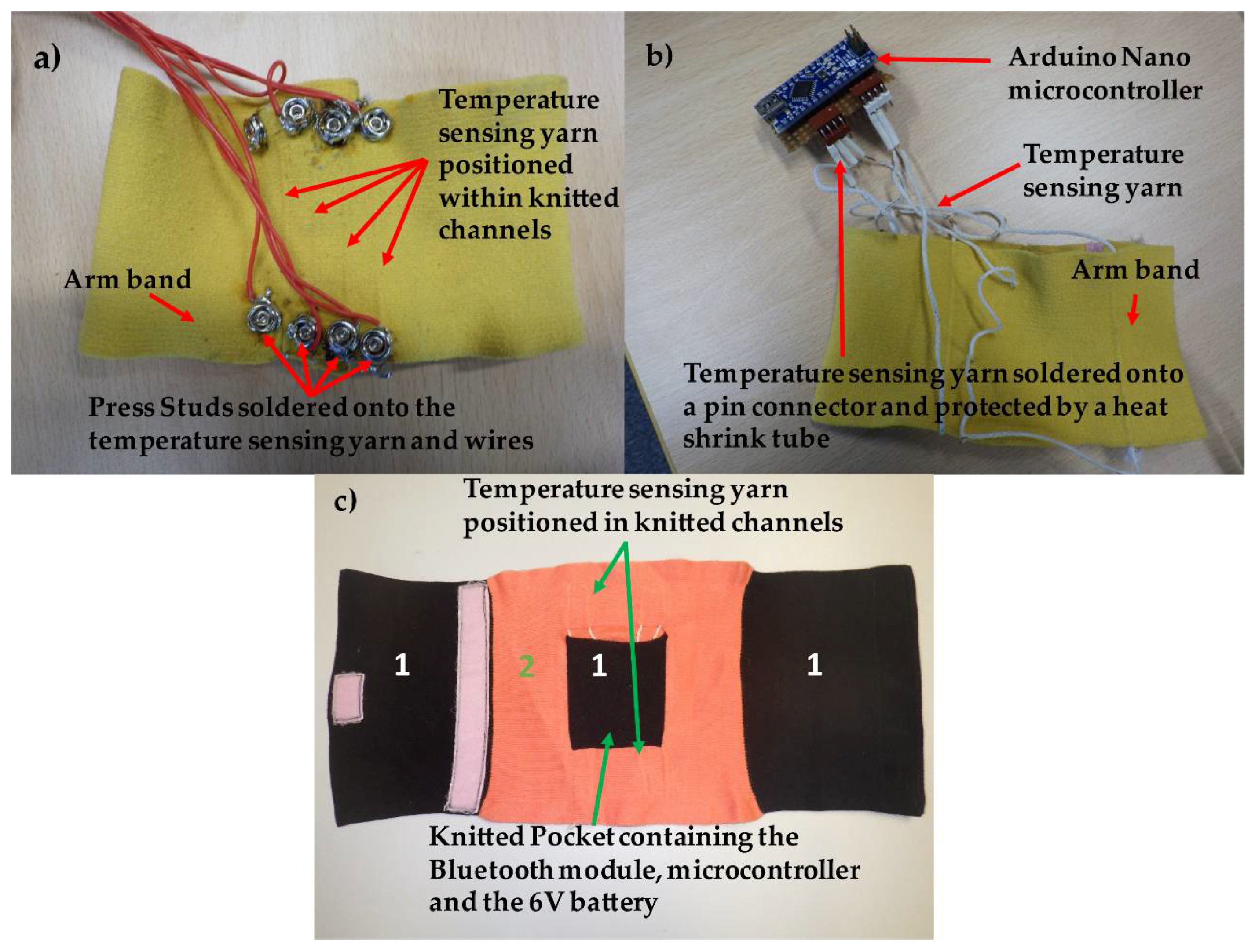
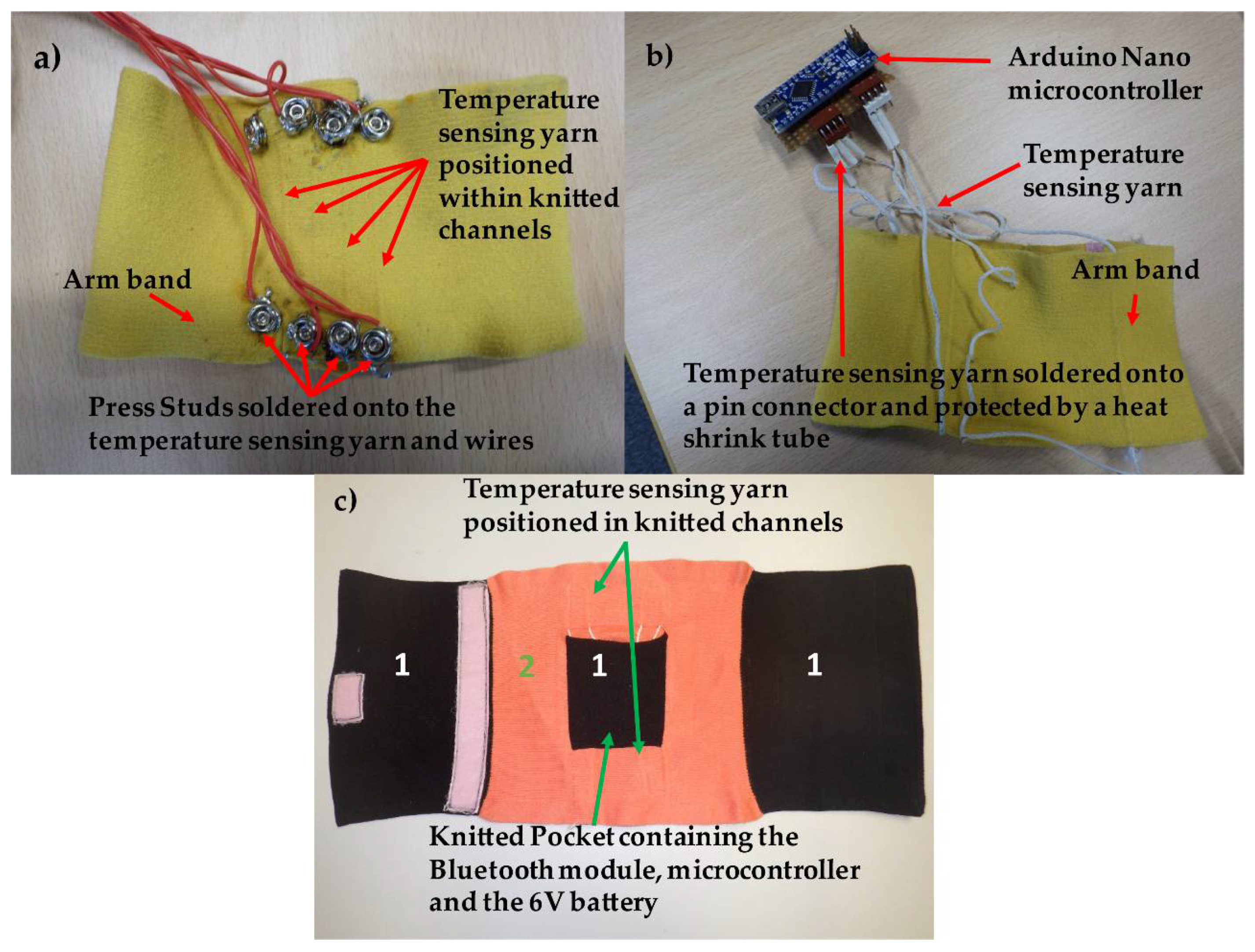
Figure 1 shows annotated photographs of each of the three armband prototypes.
All armbands were knitted using a computerised flat-bed knitting machine, Stoll CMS 822HP E16 (Stoll, Reutlingen, Germany). A flat-bed knitting machine has precisely engineered needle beds composed of flat hardened steel plates. In industrial flat-bed knitting machines, a minimum of two such needle beds are arranged in an inverted V-form. In the needle beds, generally latch needles are placed inside needle tricks (open rectangular grooves precisely cut to accommodate needles) on the top surface of the needle bed. The above assembly guarantees the movement of needles individually and axially during the knitting process. A system of linear cams moves the needles between two dead centers in order to form stitches. The use of the needle-latch to open and close the needle hook area of a latch needle simplifies the stitch formation process.
Modern computerised flat-bed knitting machines are equipped with an electromagnetic system to facilitate the selection of individual needles during the knitting process. This combination of needle tricks, latch needles, and independent needle selection enables the creation of complex three-dimensional (3D) knitted structures on these machines. The use of two needle beds also provides the two needle systems with freedom of movement in two independent planes, thus forming the basis for forming stiches in 3D space.
As such, this technology was used to produce samples with temperature sensing yarns using two basic knitted structures integrated within the same knitted textile: the plain knitted structure and the interlock knitted structure.
2.2.1. First Armband Prototype
The first prototype (
Figure 1a) was knitted using a double covered yarn made of 44F13 dtex lycra yarn that was covered with two yellow 78F46 dtex PA66, yarns (Wykes International Ltd., Leicester, UK). The double covered yarn was used due to its elasticity, ensuring that the final armband provided a snug fit. The base fabric was knitted in interlock and four 2 mm diameter tubes were knitted using the plain knitted structure. Four temperature sensing yarns were manually inserted into the plain knitted tube structures using a folded steel guide wire (diameter of 0.49 ± 0.01 mm). This yarn insertion technique was used to insert the temperature sensing yarns into all the prototype garments described in this paper. This manual technique was used due to the difficulty of manufacturing temperature sensing yarns in bulk quantities. Dias et al. have now semi-automated the manufacturing process for these E-yarns [
26] so these yarns can be knitted using the Stoll flat-bed knitting machine. In the fabric produced for the first armband, the knitted channels were spaced 10 mm apart to accommodate temperature sensing yarns.
The temperature sensing yarns were connected to the interface hardware using a press-stud connection (press-stud diameter 7.53 mm) as these have been used in several electronic textile applications to form electrical connections [
27,
28] and create a strong mechanical and electrical connection. The temperature sensing yarns were soldered onto the female part of the metal press-studs as shown in
Figure 1a. Thereafter, wires were soldered onto the male part of the press-stud, with the wires leading into a potential divider circuit, which contained 10 kΩ resistors that acted as the second resistors. The exact value of the second resistor was determined with a digital multimeter (Agilent 34410A, Agilent Technologies, Santa Clara, CA, USA) to a precision of 0.01%. The potential divider circuit was then connected to a data acquisition unit (NI DAQ USB 6008). Data were collected and interpreted using a bespoke LabVIEW script.
The main limitation when using this approach was the size of the NI DAQ USB 6008 unit (84.98 × 64.01 × 23.19 mm), which caused connection failures at the press-studs due to its weight. Another issue was caused by the large size of the press-studs, which prevented the temperature sensing yarns from being positioned in close proximity to each other in a fabric.
2.2.2. Second Armband Prototype
For the second armband (
Figure 1b), the temperature sensing yarns were positioned 60 mm apart. For this prototype press-studs were not used. Instead, the temperature sensing yarns were soldered directly onto 20-mm-long male flat header connectors with a pitch of 2 mm. The solder joints were then encased within 2.4-mm-diameter heat shrinkable sleeves (Stock No. 397-4263, RS) to enhance the mechanical strength of the connection. An Arduino Nano v3.0 (Arduino, Turin, Italy) was used as the microcontroller instead of the NI DAQ USB 6008 unit due to its smaller size (43.18 × 18.54 mm). The Arduino Nano was then wired into a computer via a mini-B USB cable. The LabVIEW program was modified in order to read the data from the Arduino Nano.
2.2.3. Third Armband Prototype
The third armband (
Figure 1c) was knitted using the technique described earlier; however, this design included an integrated pocket. As shown in
Figure 1c, the third armband was knitted using two different types of yarns. The base fabric structure (shown by label 2 in
Figure 1c) was knitted using a non-elastic 2/32 tex orange Merino wool yarn (Yeoman Yarns, Leicester, UK). The structure also contained four plain knitted tubes for the temperature sensing yarns. Two of the four plain knitted tubes were positioned 40 mm apart above the pocket and the remaining two were positioned 40 mm apart below the pocket. Non-elastic yarn was used to identify if this yarn would influence the snug fit of the armband and in turn, whether the fitting would affect the contact between the temperature sensing yarns and the skin. The sides of the prototype armband and the integrated pocket (labelled 1 in
Figure 1c) were knitted using an interlock structure and a double covered yarn made of 44F13 dtex lycra yarn covered with two black 78F46 dtex PA66 yarns (Wykes International Ltd., Leicester, UK). This ensured that the sides of the armband could stretch to fit the wearer’s arm.
This prototype armband could be connected to a PC wirelessly, with the interface hardware included in the knitted pocket of the armband. An Arduino Pro Mini (Arduino, Turin, Italy) was used as the microcontroller due to its small size (17 × 33 mm) and this was connected to a Bluetooth module from Sparkfun Bluetooth Mate Silver (SparkFun Electronics, Boulder, CO, USA) to provide wireless connectivity. This Bluetooth module was chosen due to its low power consumption; however, this also limited its transmission range (the Sparkfun Bluetooth Mate Silver used a RN-42 class 2 Bluetooth module).
The main problem experienced when using the third prototype armband to obtain temperature measurements was the random drop in the Bluetooth signal. It was also observed that the Merino wool yarn failed to provide proper contact between the temperature sensing yarns and the skin; the inadequate stretch properties of Merino wool meant that the armband fitted loosely on the arm.
The experience of creating the temperature sensing armbands and their performance informed the design of two further prototypes: the temperature sensing glove and temperature sensing sock. Therefore, details of the armbands are included in this work for completeness only. Additional experimental work was not conducted using the armband designs presented here.
2.3. Prototype Temeprature Sensing Glove
The prototype temperature sensing glove was developed using the Stoll computerised flat-bed knitting machine described earlier. The prototype was knitted as a seamless glove with integrated tubes for inserting the temperature sensing yarns using double covered yarn composed of 44F13 dtex lycra yarn covered with two black PA66, 78F46 dtex PA66 yarns.
The glove was created by forming successive courses (rows of loops) parallel to the main glove axis along the line of the middle finger. The first row of stitches was formed along the line of the smallest finger, with the process continuing to successively form the four fingers and the thumb with the core section (body of the glove). Each finger was knitted from its distal to its proximal end, with the proximal ends then linked to form a core section. The fingers were knitted using a “C-knitting” process. The thumb was knitted with the core section merging with the proximal end of the thumb, which was continued to complete the glove. By using the C-knitting process for the thumb in this method, the overall shape of the glove could be adapted to the natural shape of the human hand. The fingers were finished by binding the last rows of knitting on the two needle beds together in order to create a seamless glove with a better fit.
Five tubular channels were integrated within the knitted glove structure to accommodate the temperature sensing yarns and to ensure that they remained hidden. This guaranteed the aesthetics of the glove were not affected by the temperature sensing yarns. After knitting, the five temperature sensing yarns were incorporated into the tubular channels with the sensing elements (thermistors) of the temperature sensing yarns positioned at the tips of the five fingers.
The interface hardware design used for Armband Prototype 3 (
Figure 1c) was also used for the glove. However, instead of the Sparkfun Bluetooth Mate Silver, a Sparkfun Bluetooth Mate gold module was used, which increased the range of transmission at the cost of consuming more power. The interface hardware was powered using two coin CR2025 3V Lithium Coin Cell (Maplin Electronics, Rotherham, UK). The batteries, the Arduino Pro Mini, and Sparkfun Bluetooth Mate gold module were stacked on top of each other and positioned at the back of the wrist.
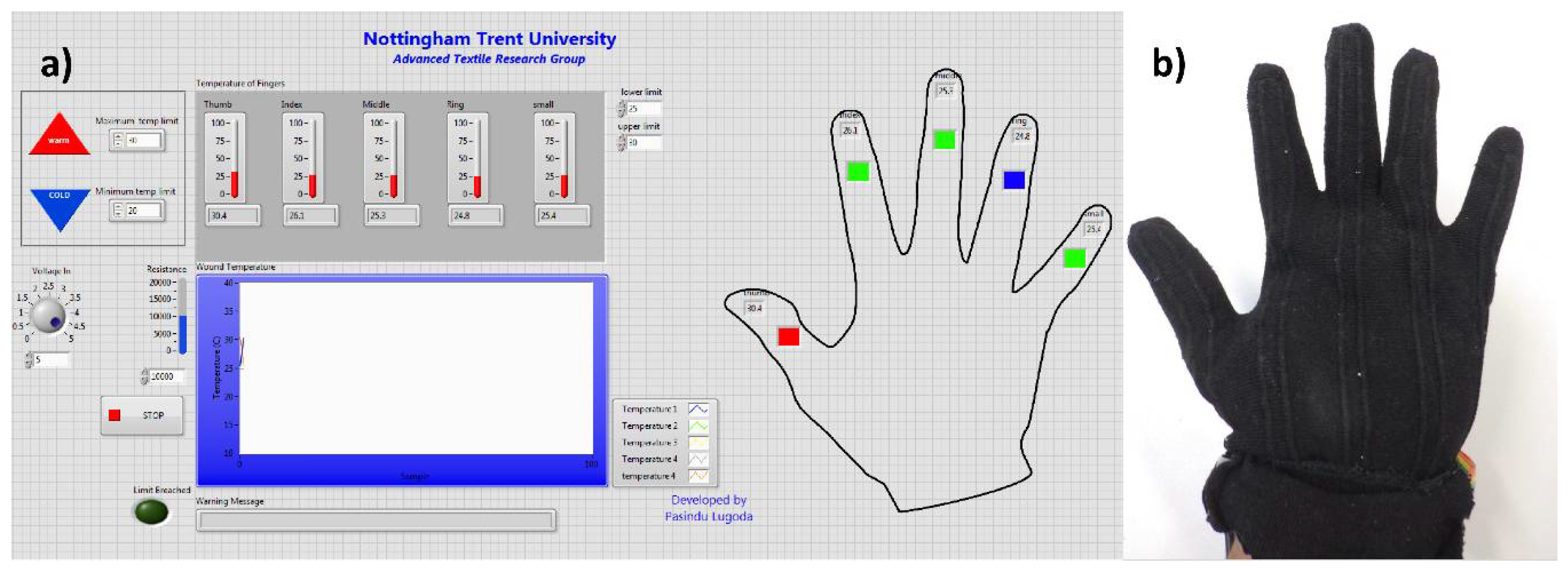
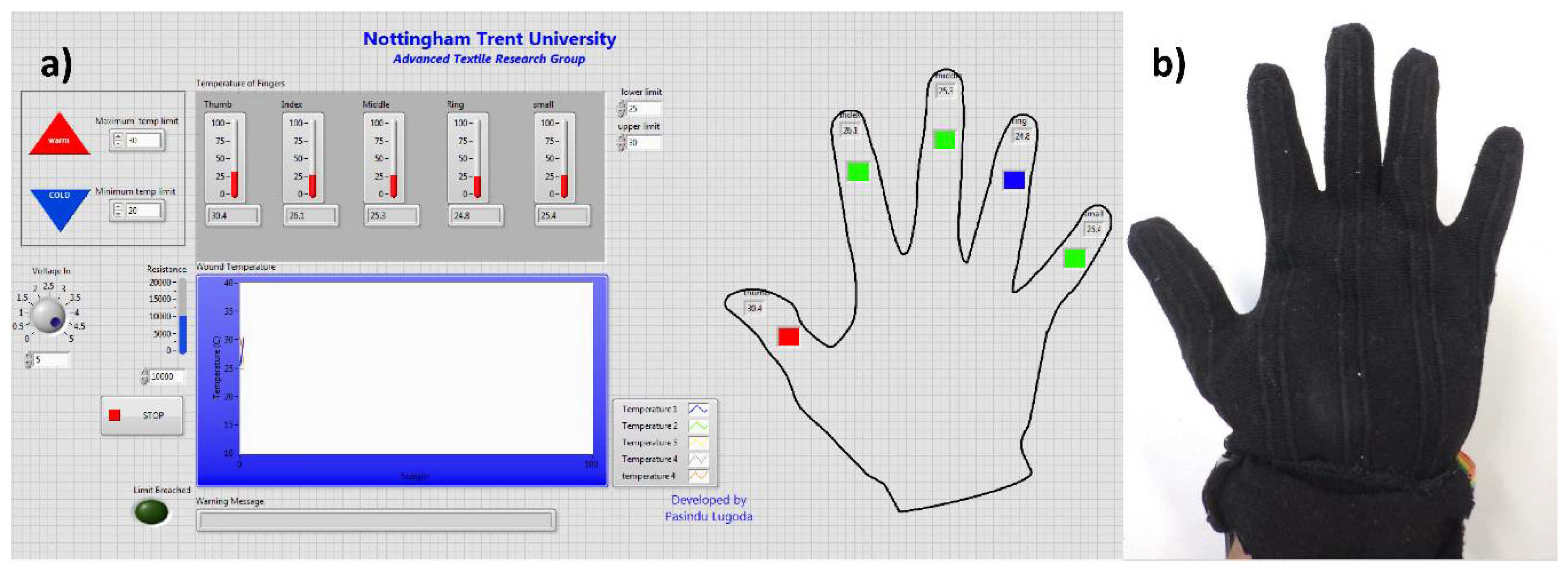
A bespoke LabVIEW script was used to provide the user interface. A picture of a hand was included on the front panel of the program with colored boxes placed on each finger at the position of the five thermistors in the glove. This allowed the user to set temperature limits so that once the temperature went above the set limit, the box turned red, or when it went below, the box turned blue; otherwise, the box remained green. The user interface for the glove and the prototype glove are shown in
Figure 2.
2.4. Prototype Temeprature Sensing Sock
The experience gained by producing the temperature sensing armbands and temperature sensing glove was used to improve the design of a temperature sensing sock. Five temperature sensing yarns were used to produce a sock that could detect temperature at five different points on a foot. The sock was previously and briefly described elsewhere in the literature [
1]. The sock was produced using a computerized flat-bed seamless knitting machine (Model SWG 091N3, E15, Shima Seiki, Sakata Wakayama, Japan). The knitted structure had five tubular channels to incorporate the temperature sensing yarns, similar to the technique described in the previous section. A 100% combed black 3/42 tex cotton yarn (Yeoman yarns, Leicester, UK) was used to manufacture the sock. Cotton was chosen as it is one of the most commonly used materials in the manufacture of socks and would therefore add normalcy to the final prototype.
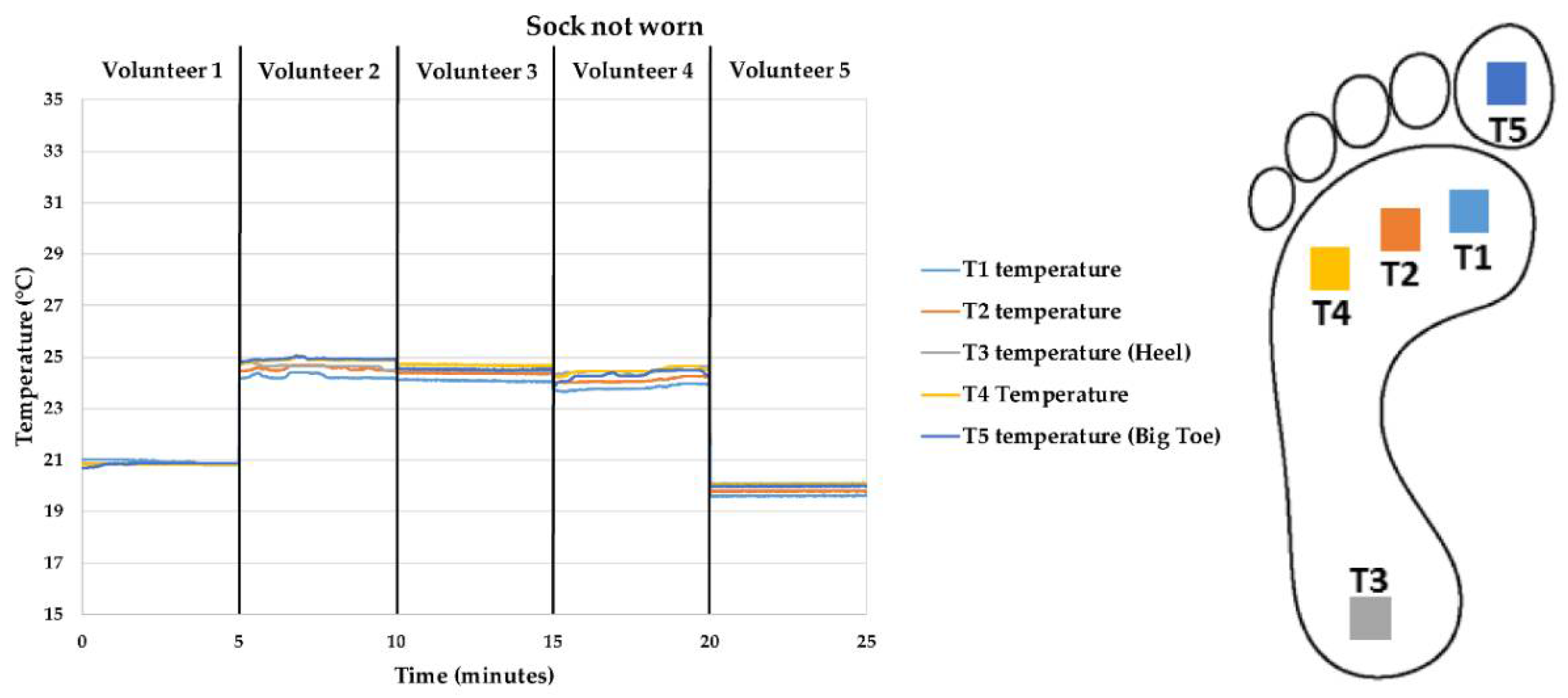
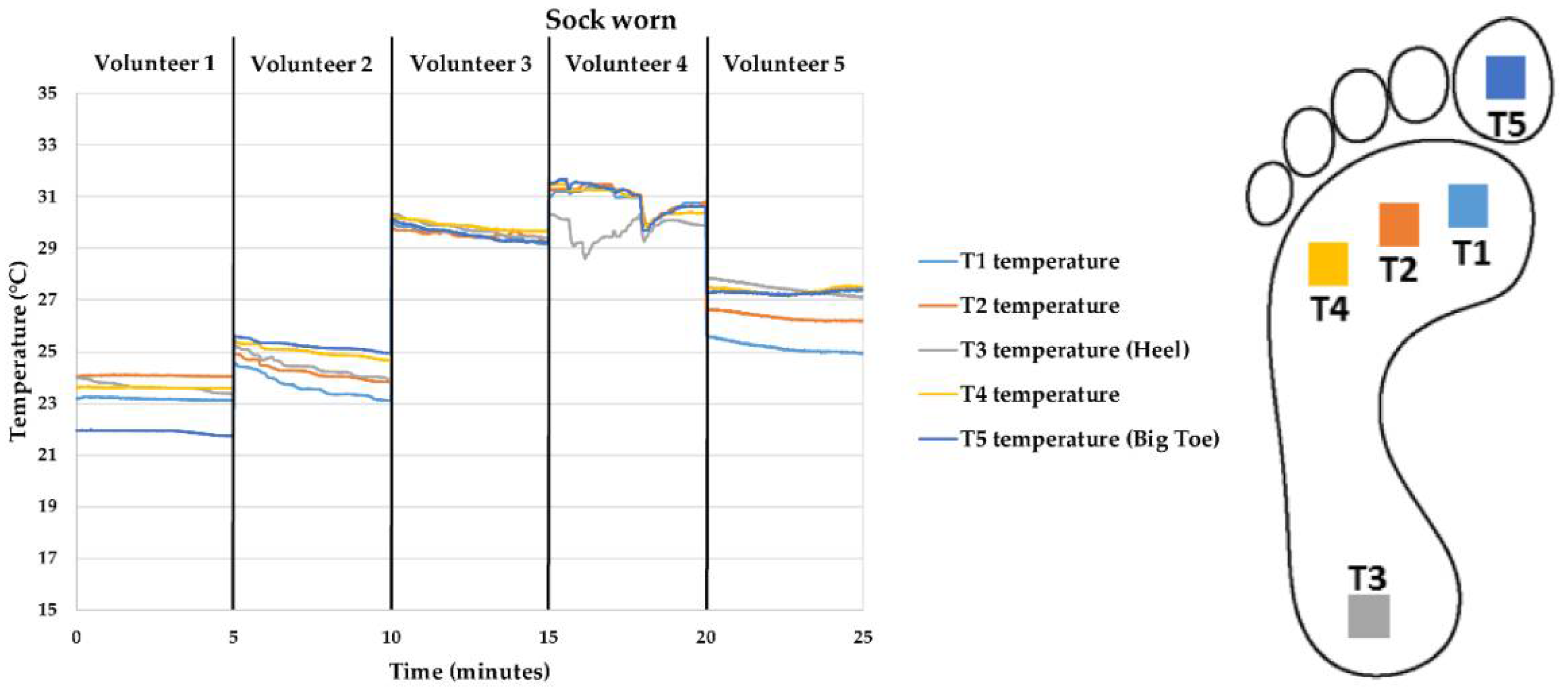
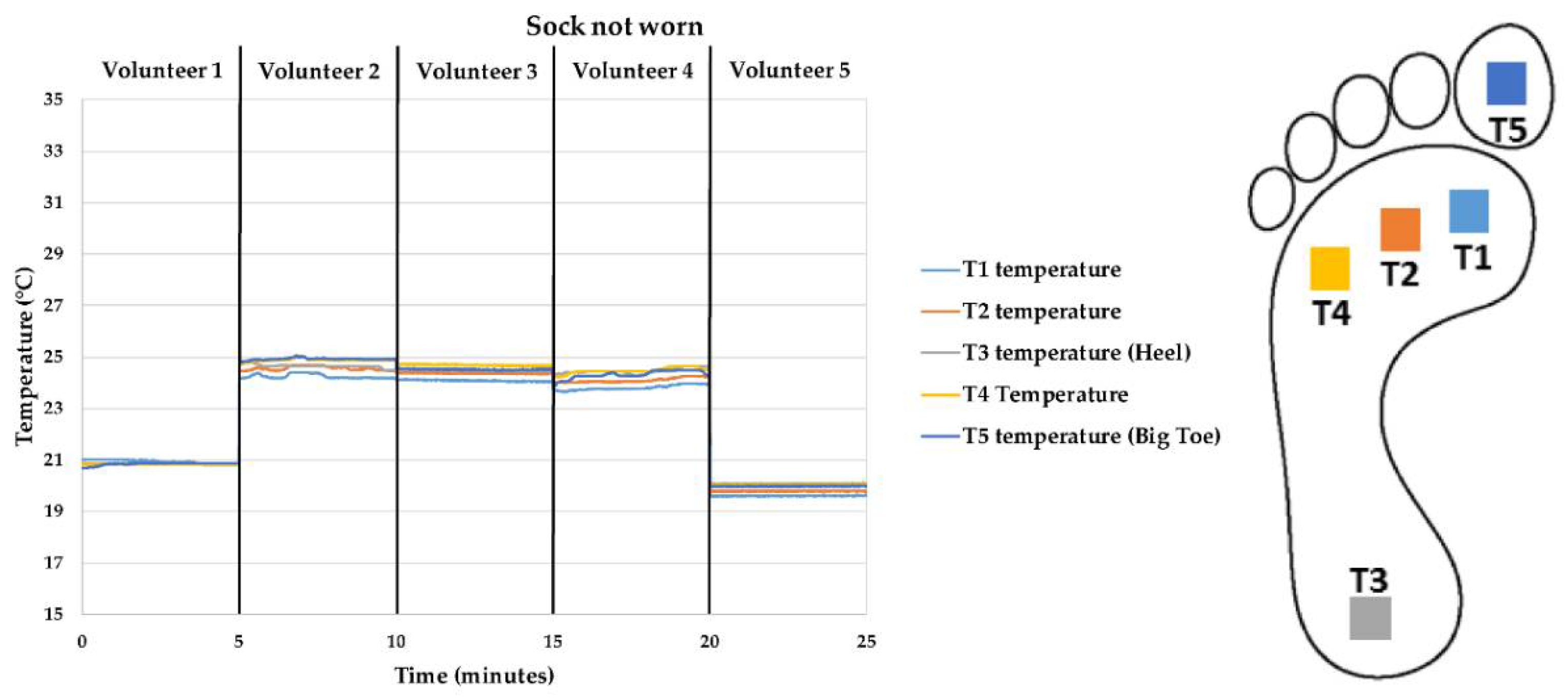
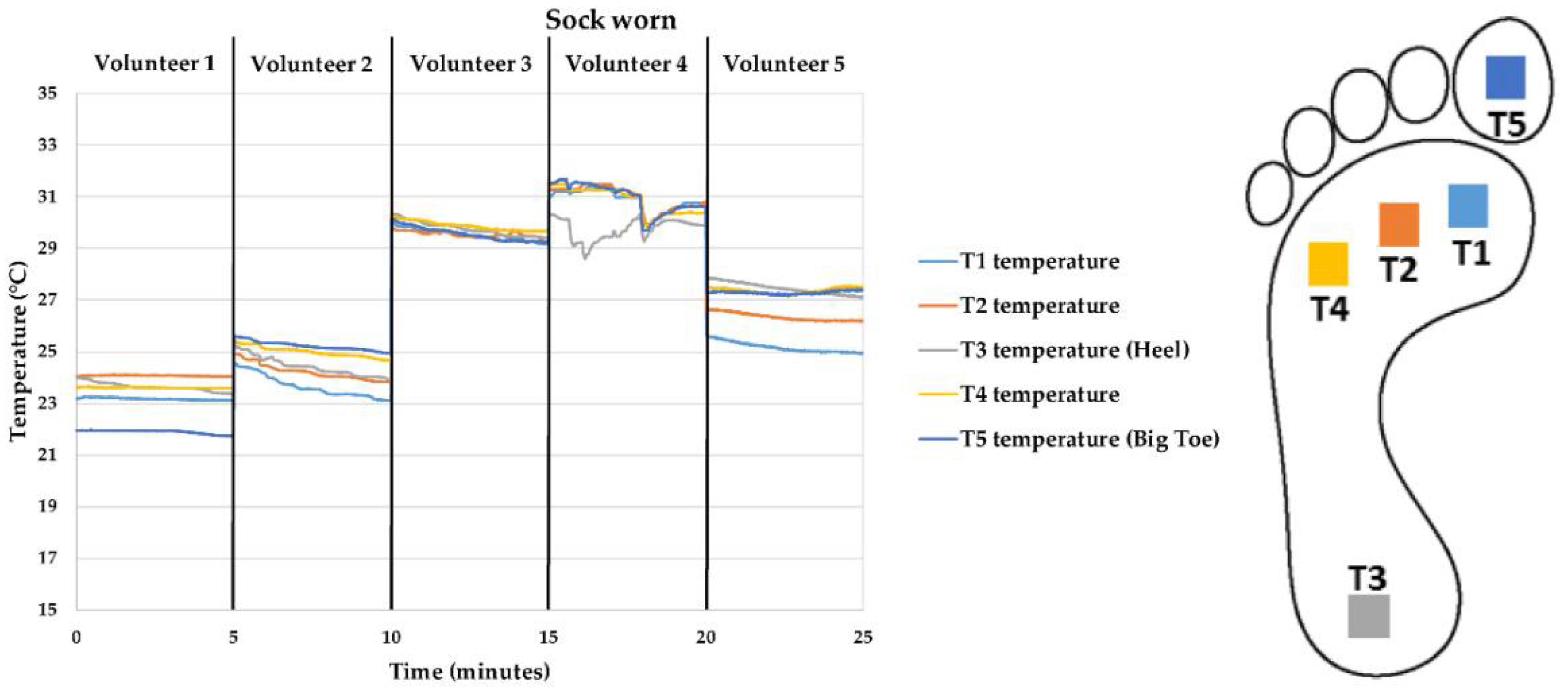
As with all knitted materials, the knitted structure relaxes and shrinks in size after manufacturing and may stretch when worn. Therefore, to ensure that the sensing elements of the temperature sensing yarn were positioned correctly when the sock was worn, a simulated foot was created using plaster (Gypsum). The five positions chosen were the big toe, heel, and three points on the metatarsal head to provide a good indication of the temperature across it. Metal studs were integrated onto the plaster at the five chosen locations to help position the sensing elements of the temperature sensing yarns at the desired locations on the foot. After knitting the sock, the sock was placed onto the simulated foot and the sensing elements of the temperature sensing yarns were positioned to the precise location indicated by the metal studs.
The temperature sensing yarns were connected to a potential divider circuit as discussed earlier. The potential divider circuit was then connected to a USB 6008 DAQ unit that was interfaced to a computer using a USB 2.0 cable (type A to B, National Instruments). The computer provided the power required for the USB 6008 DAQ. The LabVIEW software developed for the glove was modified to be used with the sock. On the front panel, instead of having an image of a hand, an image of a foot was used as previously shown [
1]. At the location of each of the sensors in the knitted sock, intensity graphs were positioned as indicators on the foot image. Intensity graphs were used instead of color boxes as this provided a gradual change in color with the change in temperature, providing more information to the end user.
2.5. Measuring Skin Temperature of the Hand Using a Temperature Sensing Yarn
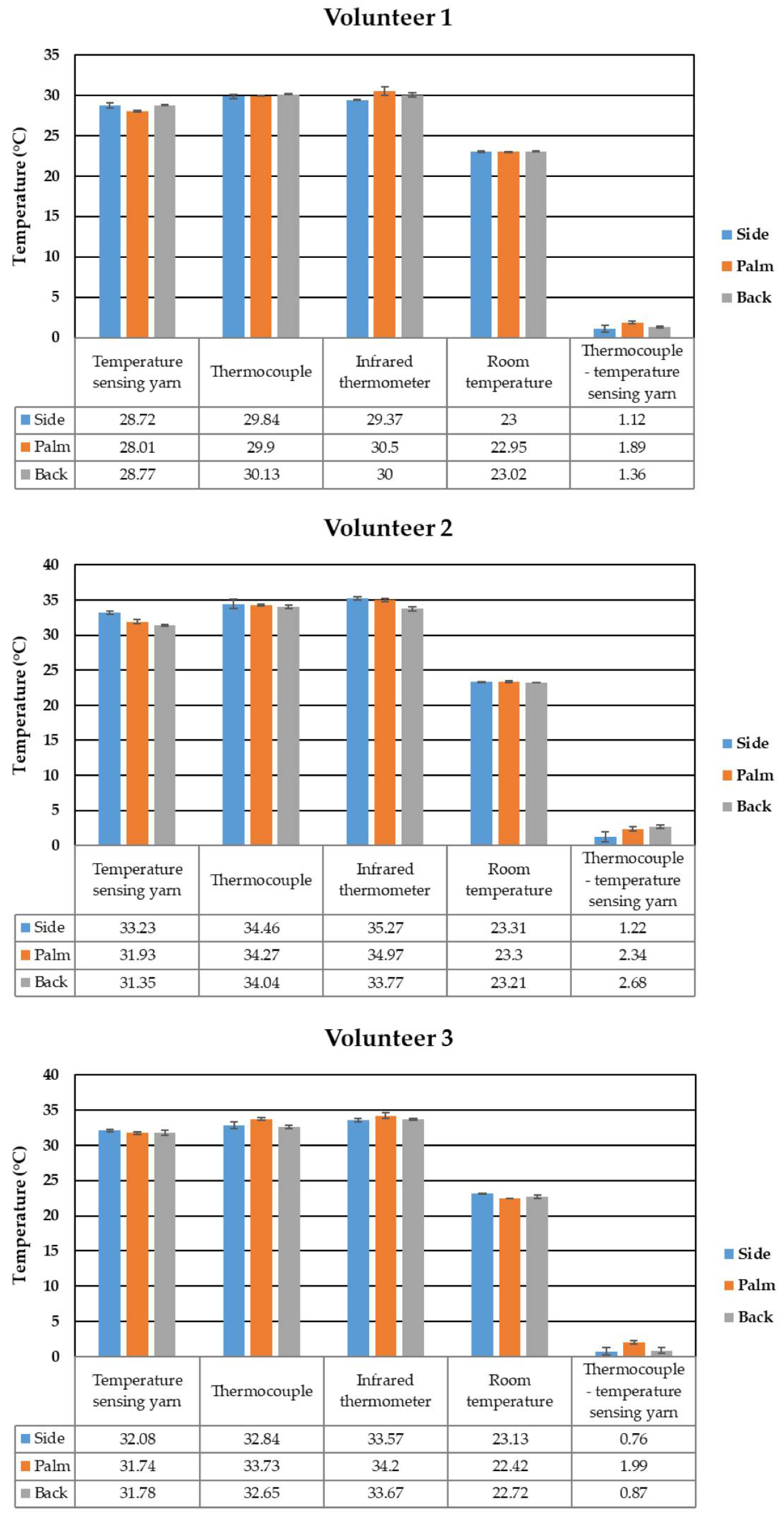
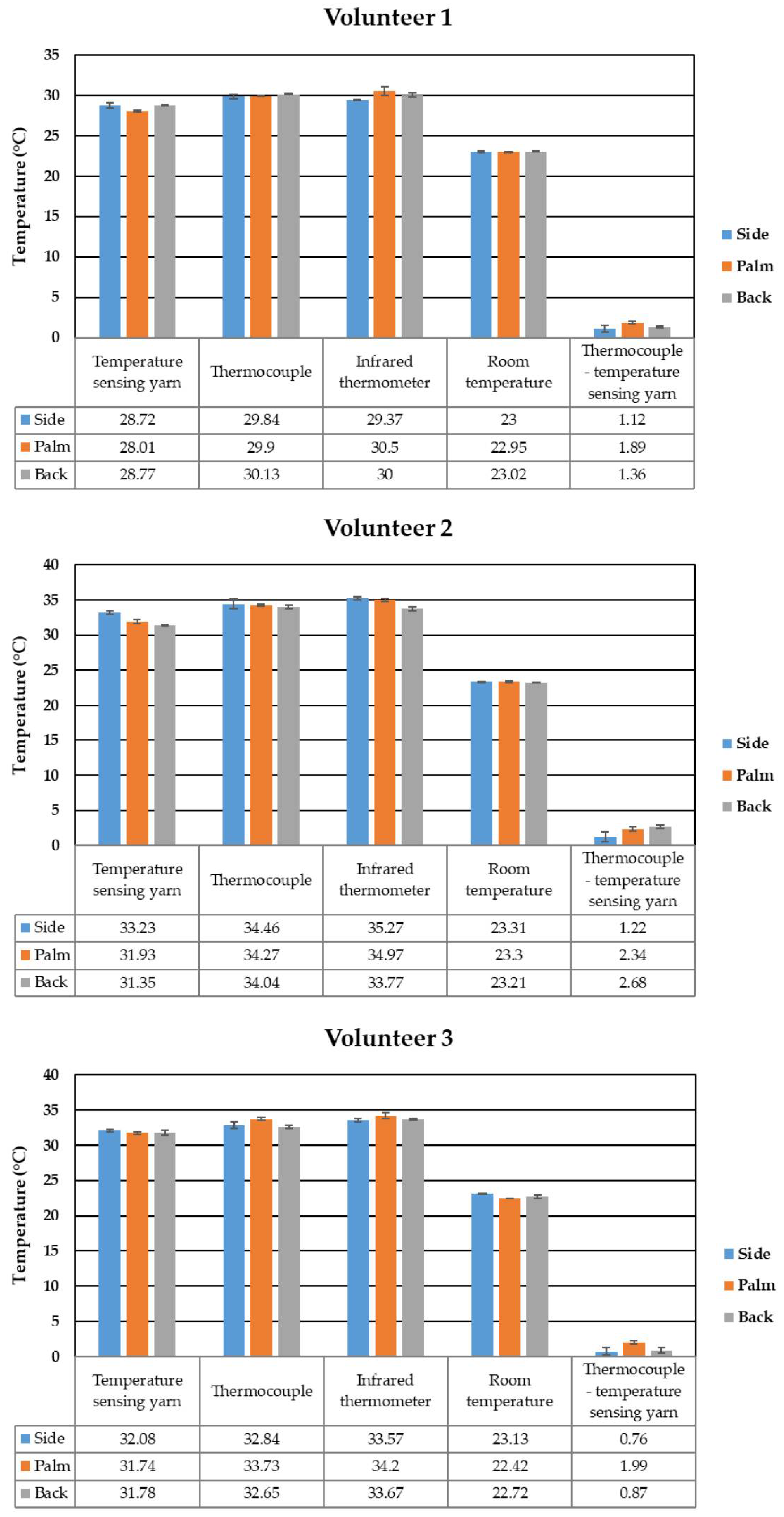
It was important to understand the behavior of the temperature sensing yarn when taking skin contact temperature measurements and to validate that the temperature sensing yarn still operated correctly. Therefore, a preliminary experiment was performed using healthy volunteers from the research team to observe the effects of using the temperature sensing yarn for temperature measurements at different points on the hand.
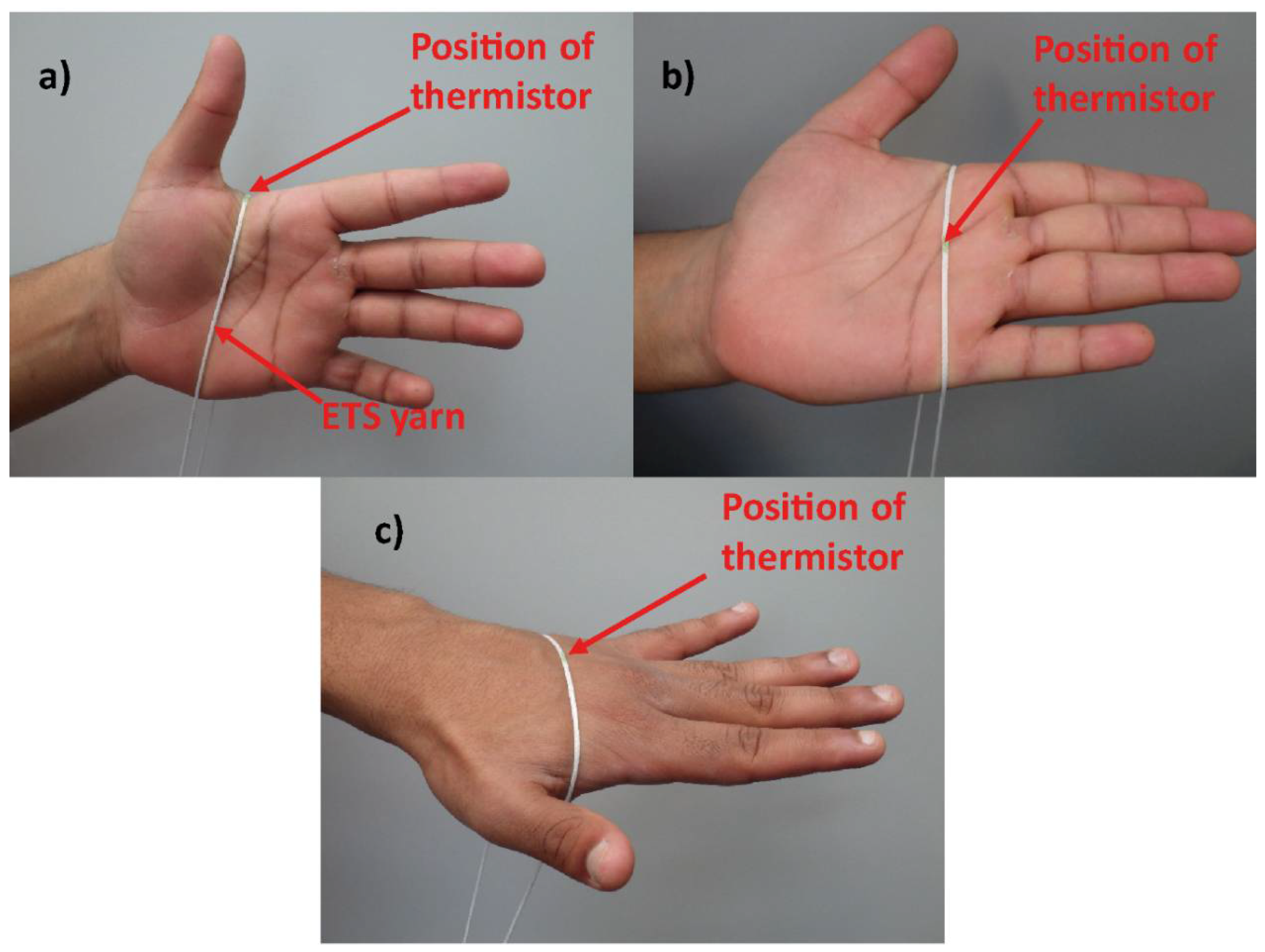
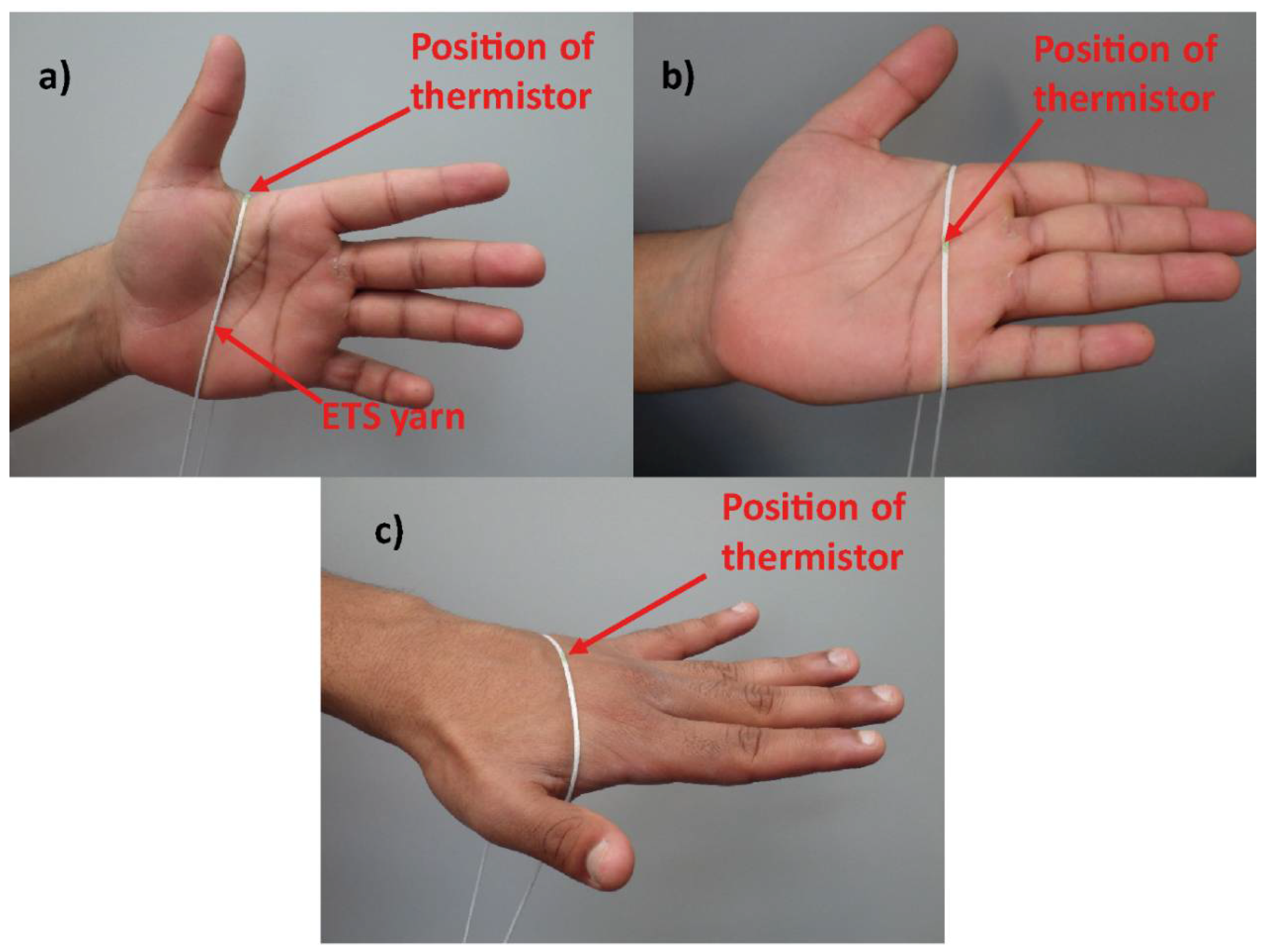
The temperature sensing yarn was placed at different positions on the hand (side, palm, back) as shown in
Figure 3. Two 100 g weights were attached to the temperature sensing yarn to create uniform tension. The resulting tension on the yarn (
Thold) can be calculated using the Capstan equation [
29]:
where
Tload is the tension applied by the weights,
µ is the coefficient of friction between the temperature sensing yarn and the skin, and
β is the total angle swept by all turns of the temperature sensing yarn.
Three positions on the hand were investigated, with each of these positions providing different contact surfaces for the temperature sensing yarn. In order to validate the measurements, two k-type thermocouples (Pico Technology, St Neots, UK) were positioned on the skin at either side of the temperature sensing yarn. Additionally, a Raytek Raynger MX Infrared Thermometer (Raytek® Fluke Process Instruments, Santa Cruz, CA, USA) was also used to obtain non-contact temperature measurements. This system had an accuracy of ±1 °C.
Experiments were conducted on three separate healthy volunteers from the research team. For each volunteer, measurements were recorded using three different temperature sensing yarns, with each yarn placed at the three positions on the hand, as shown in
Figure 3. The temperature sensing yarn was maintained in each position for two minutes (44 measurements were obtained each minute) and the average temperature measurements during the last 30 s were used as the final temperature. This was done to ensure that a steady state was reached before the measurements were taken. Previous work has shown that a temperature sensing yarn has a step-response time of 0.17 ± 0.07 s while heating [
1].
To record the temperature measurements, the temperature sensing yarns were connected to a potential divider circuit as described earlier, which was then connected to a data acquisition system (NI DAQ USB 6008, National Instruments). The resistance values recorded using the DAQ were converted to temperature values using the conversion equation provided by the thermistor manufacturer. The thermocouples were connected to a thermocouple data logger (PICO-TC08, Pico Technology, St Neots, UK). LabVIEW was used to capture the temperature from the temperature sensing yarns and the thermocouples.
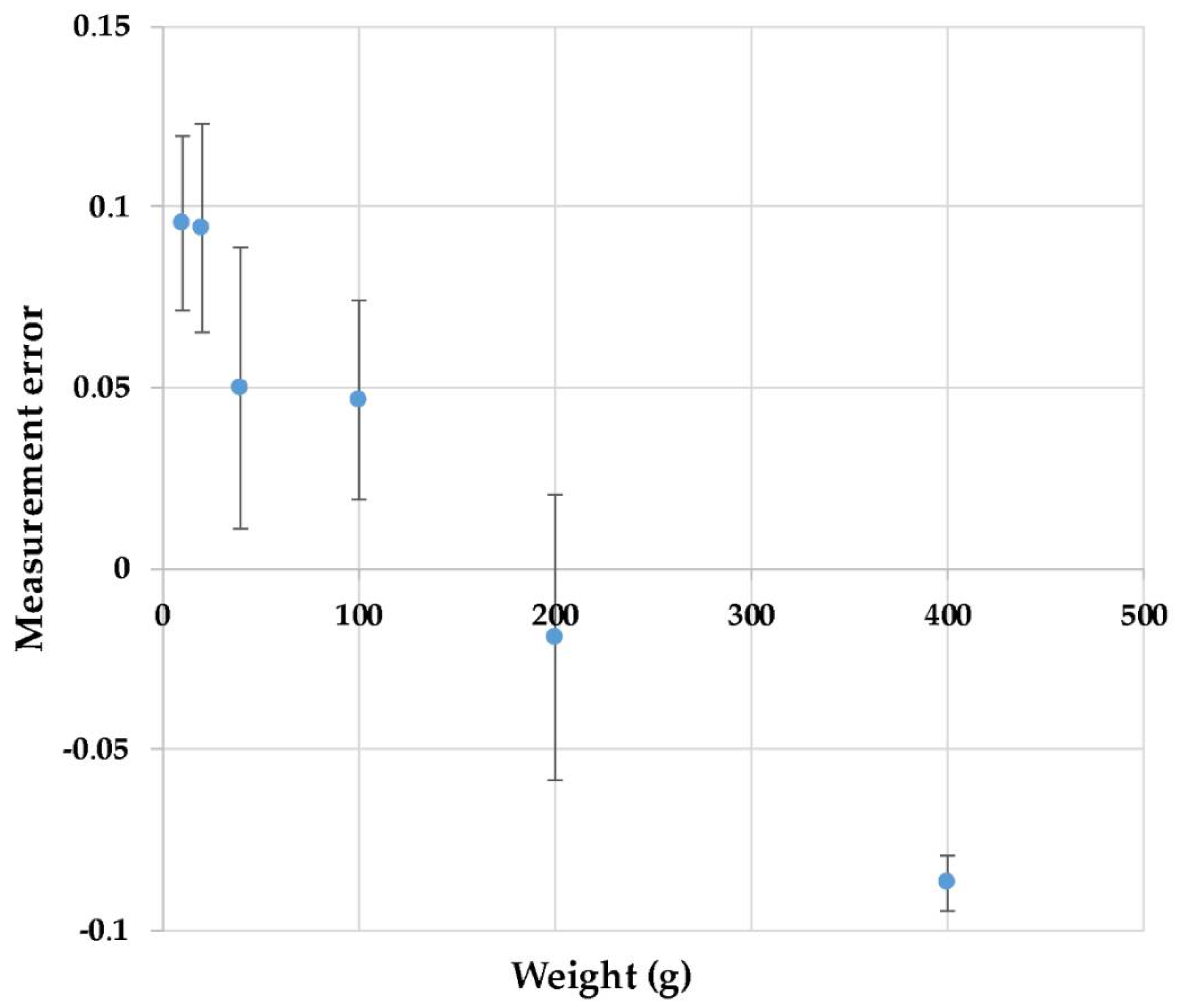
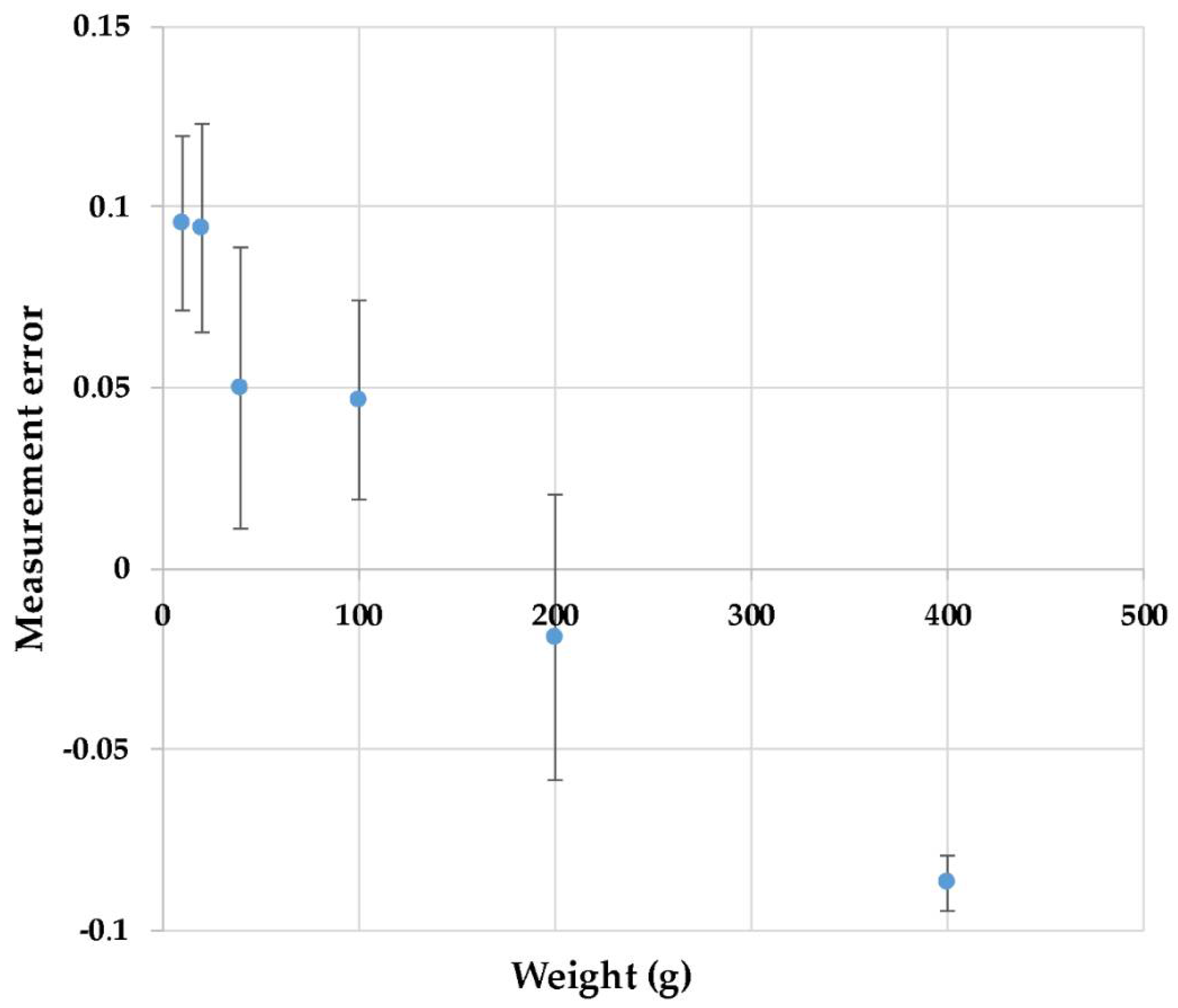
2.5.1. Effects of Increasing Contact Pressure on Measurements Recorded Using the Temperature Sensing Yarns
The temperature sensing yarn and the hand are both 3D structures that deform under pressure. Therefore, identifying the effects of contact pressure on measurements recorded using the temperature sensing yarns was important. In order to achieve this, the same experimental procedure mentioned above was used. However, the temperature sensing yarn was only positioned at the side of the hand (as shown in
Figure 3a) and the two weights attached to the temperature sensing yarn were varied (10, 20, 40, 100, 200, and 400 g), changing the contact pressure between the yarn and the hand. Readings from the temperature sensing yarns, the thermocouples measuring skin temperature, and a thermocouple measuring room temperature were recorded, as previously discussed.
The data are presented as a measurement error. The measurement error is the difference between the surface temperature and the temperature indicated by the sensor. For these experiments, the true surface temperature was assumed to be the temperature captured by the thermocouples positioned on either side of the hand. The relationship between the true surface temperature and the indicated temperature can be defined using Equation (2) [
30]:
where
Z is the measurement error,
Ts is the true surface temperature,
Ti is the indicated temperature, and
Ta is the room temperature.
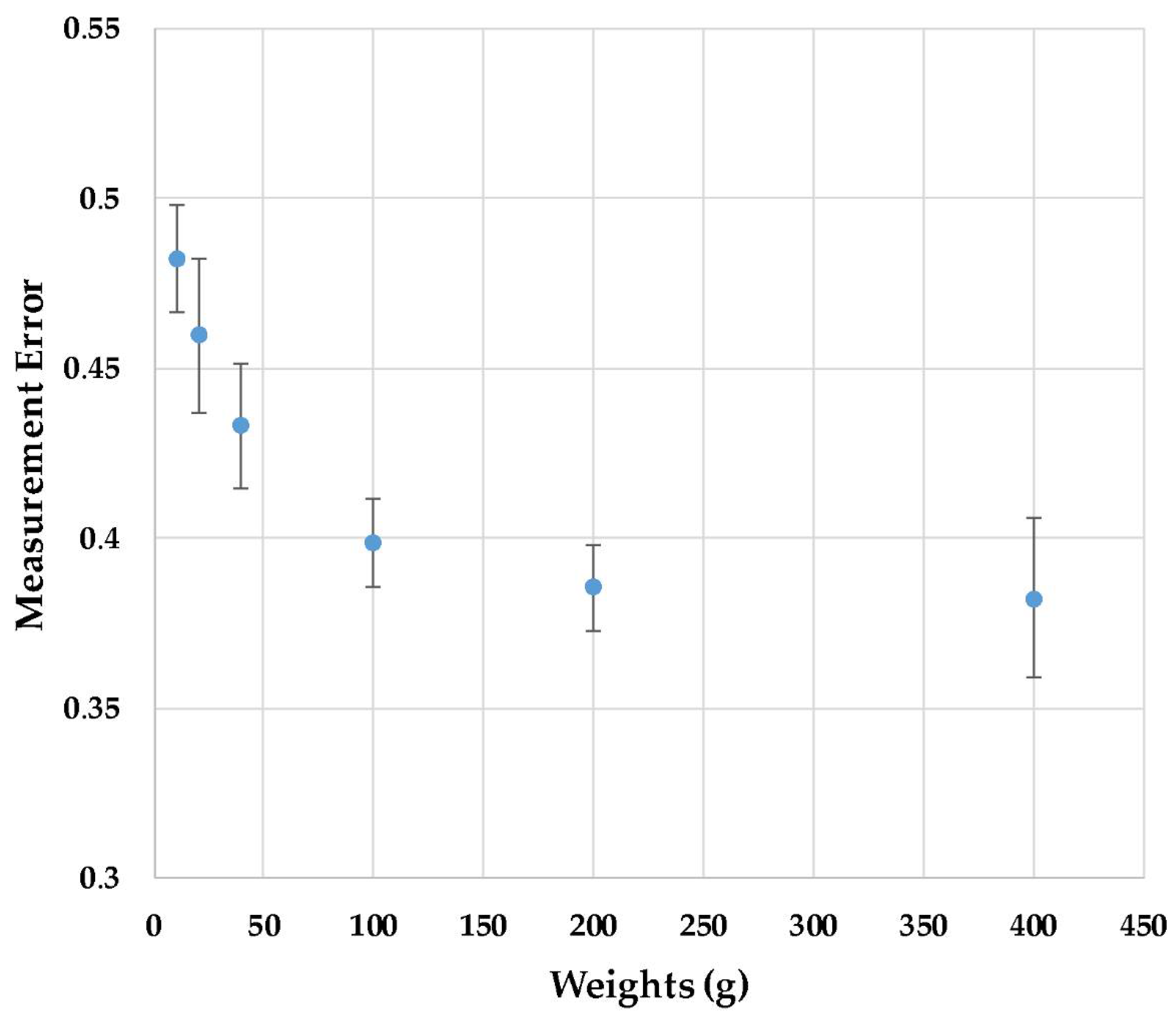
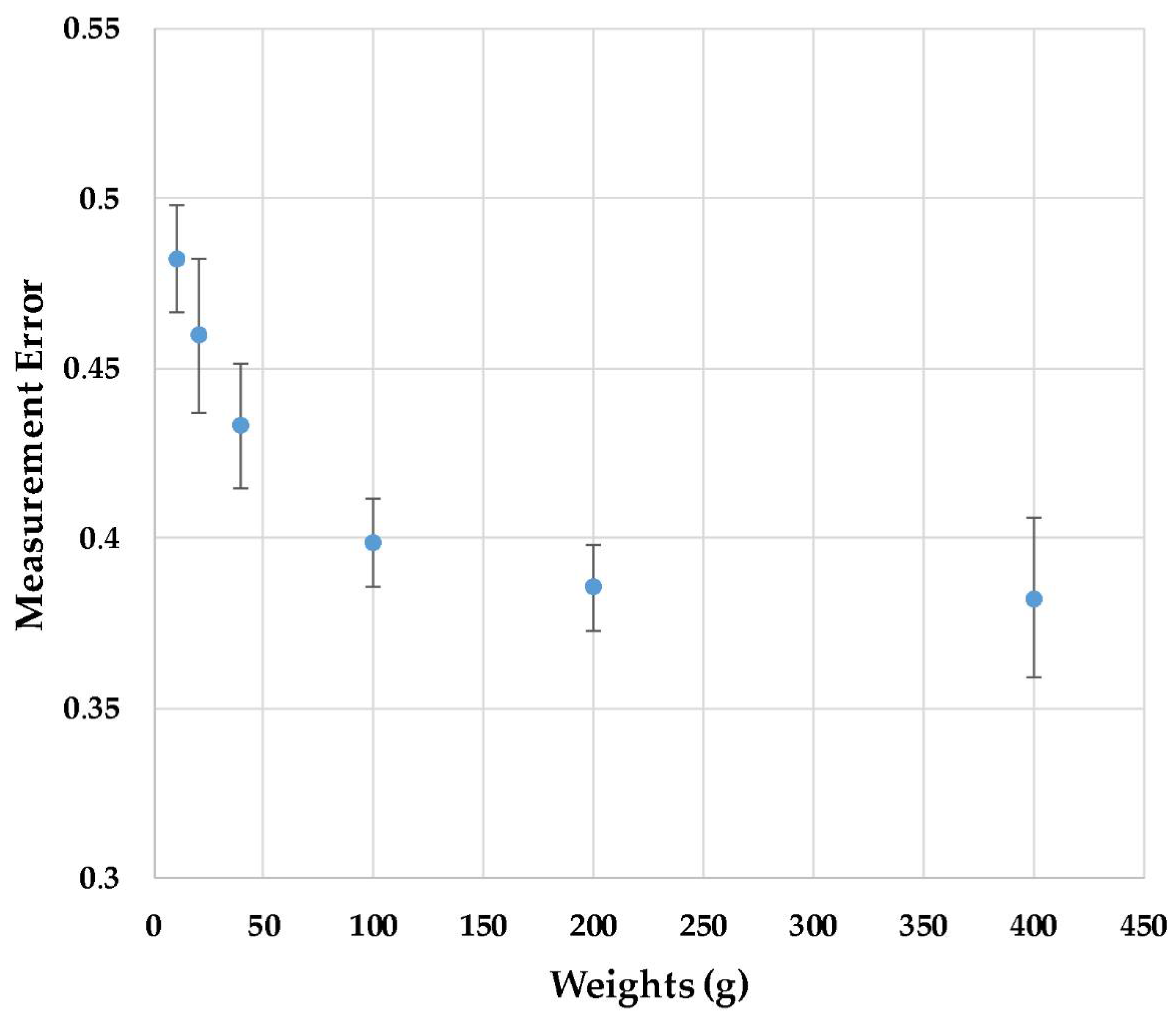
2.5.2. Measuring the Temperature of a Rigid Surface Using the Temperature Sensing Yarn
It was crucial to identify the effects of contact pressure on the temperature sensing yarn measurements when it was used to measure a rigid surface as, unlike the hand, the rigid surface does not deform with increasing contact pressure. The following experiments were conducted using the temperature sensing yarns and a Weller WS 81 (Mfr. Part No. T0053250699N, Weller
®, Besigheim, Germany) soldering station. The temperature sensing yarn was placed over the shaft containing the solder tip (henceforth referred to as the shaft; diameter 6.77 mm) of the soldering iron with the soldering tip removed. Two weights were hung from either end of the temperature sensing yarn. The soldering iron was set to 150 °C with the shaft temperature at the point of measurement being recorded at 65.32 ± 3.80 °C using a k-type thermocouple (Pico Technology). Six weights (10, 20, 40, 100, 200, and 400 g) were used for these experiments. A k-type thermocouple (Pico Technology) was held onto the shaft using 3M™ Temflex™ 1300 vinyl electrical tape (3M, Maplewood, MN, USA), which was positioned about 1 mm away from the temperature sensing yarn. The room temperature was obtained using another k-type thermocouple (Pico Technology). Temperatures were captured and recorded using the method discussed in
Section 2.5.
2.6. Preliminary User Trials Conducted on the Prototype Temperature Sensing Sock
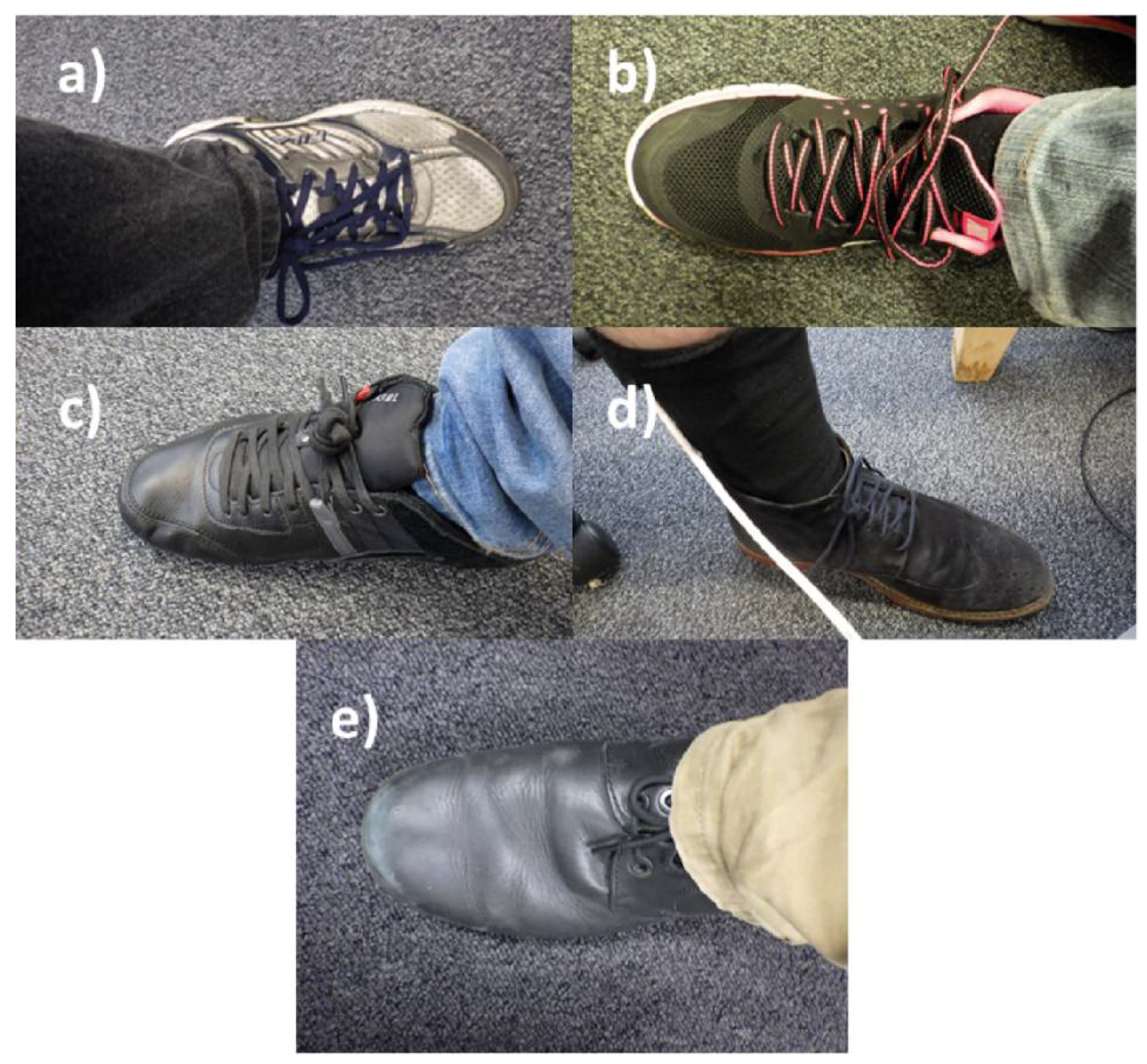
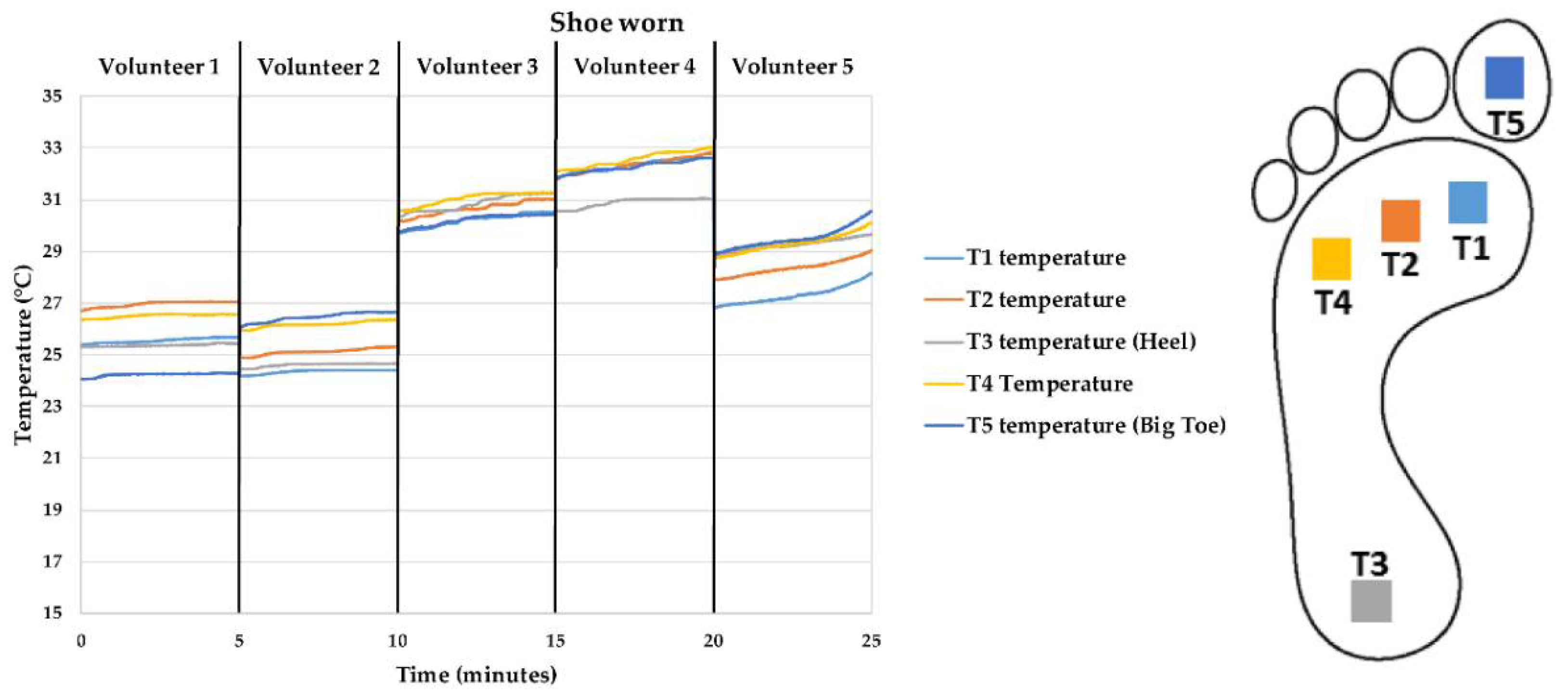
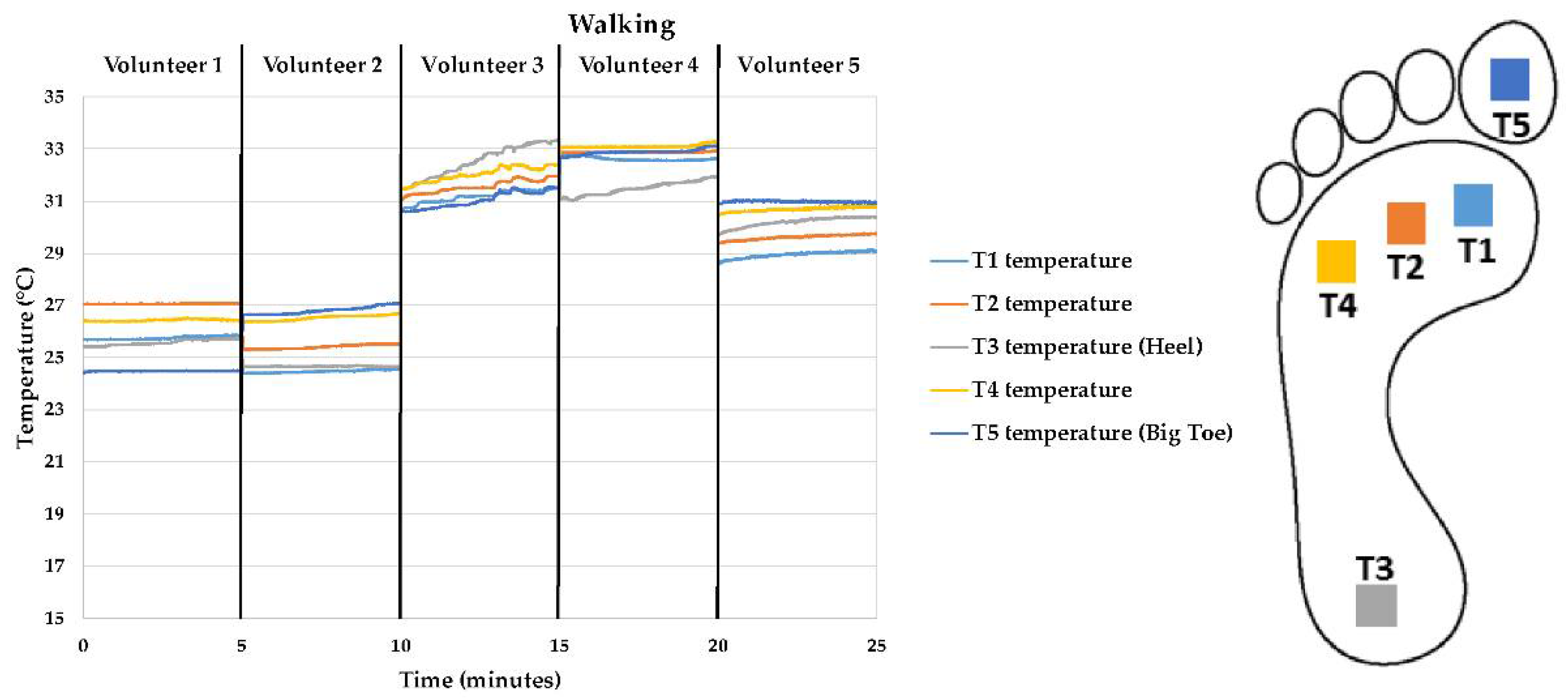
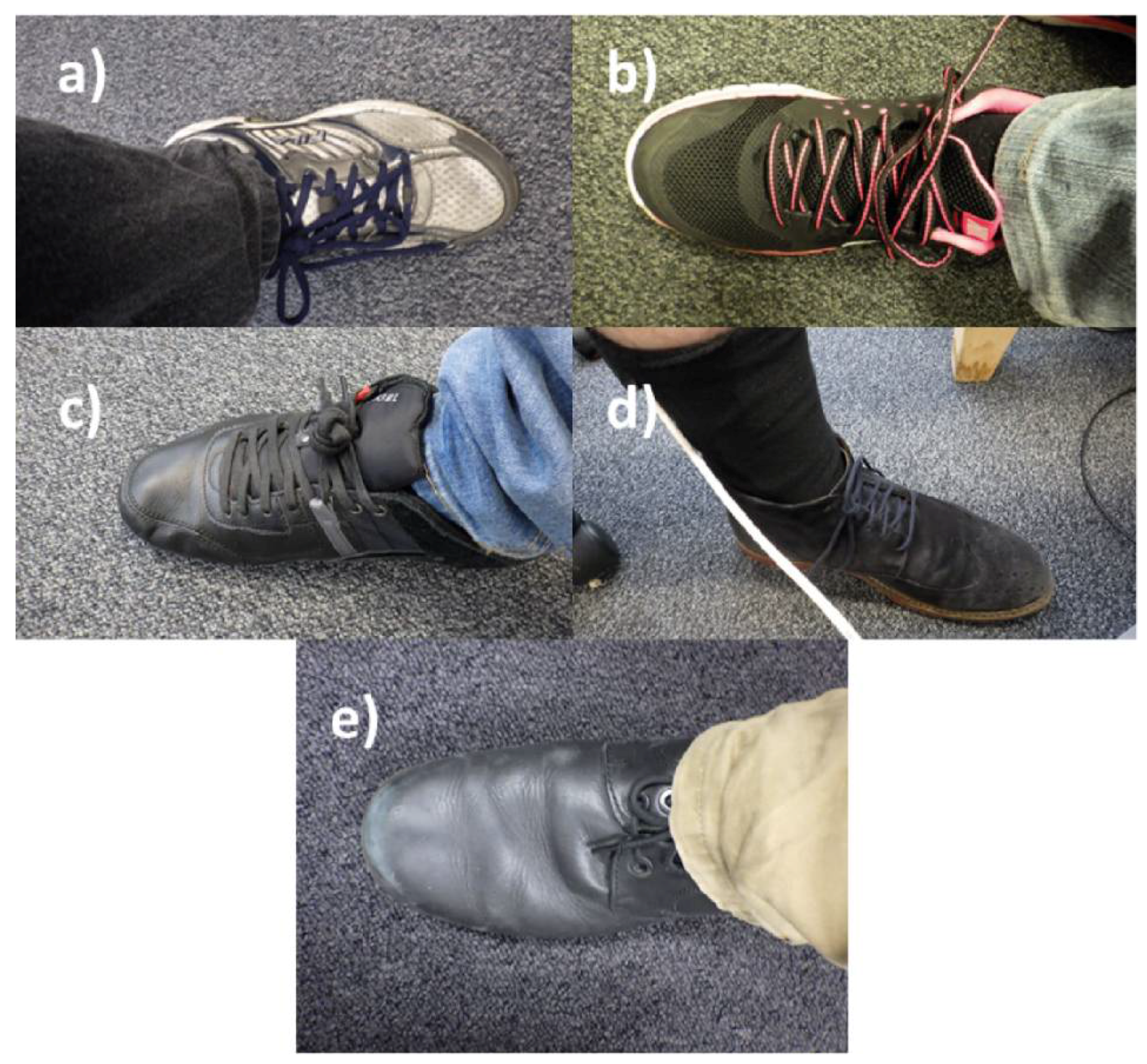
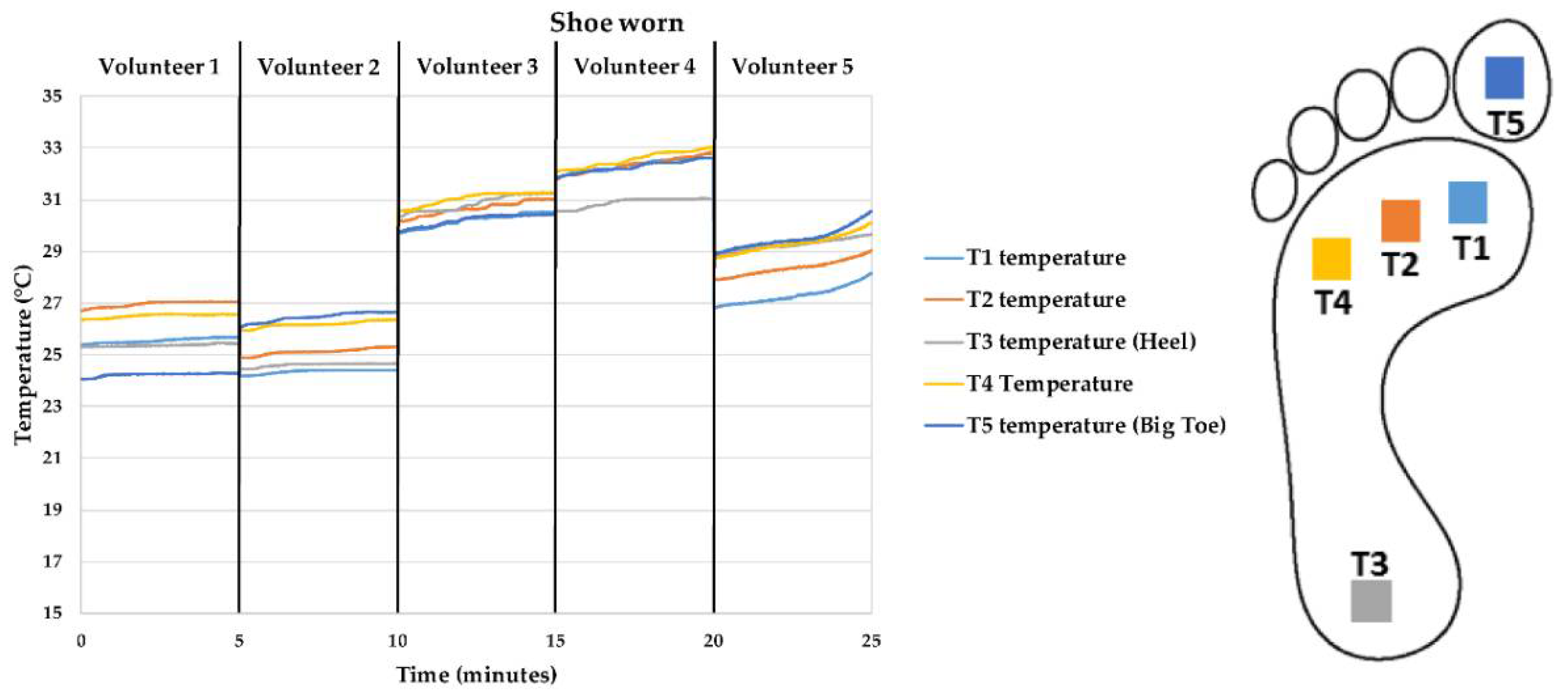
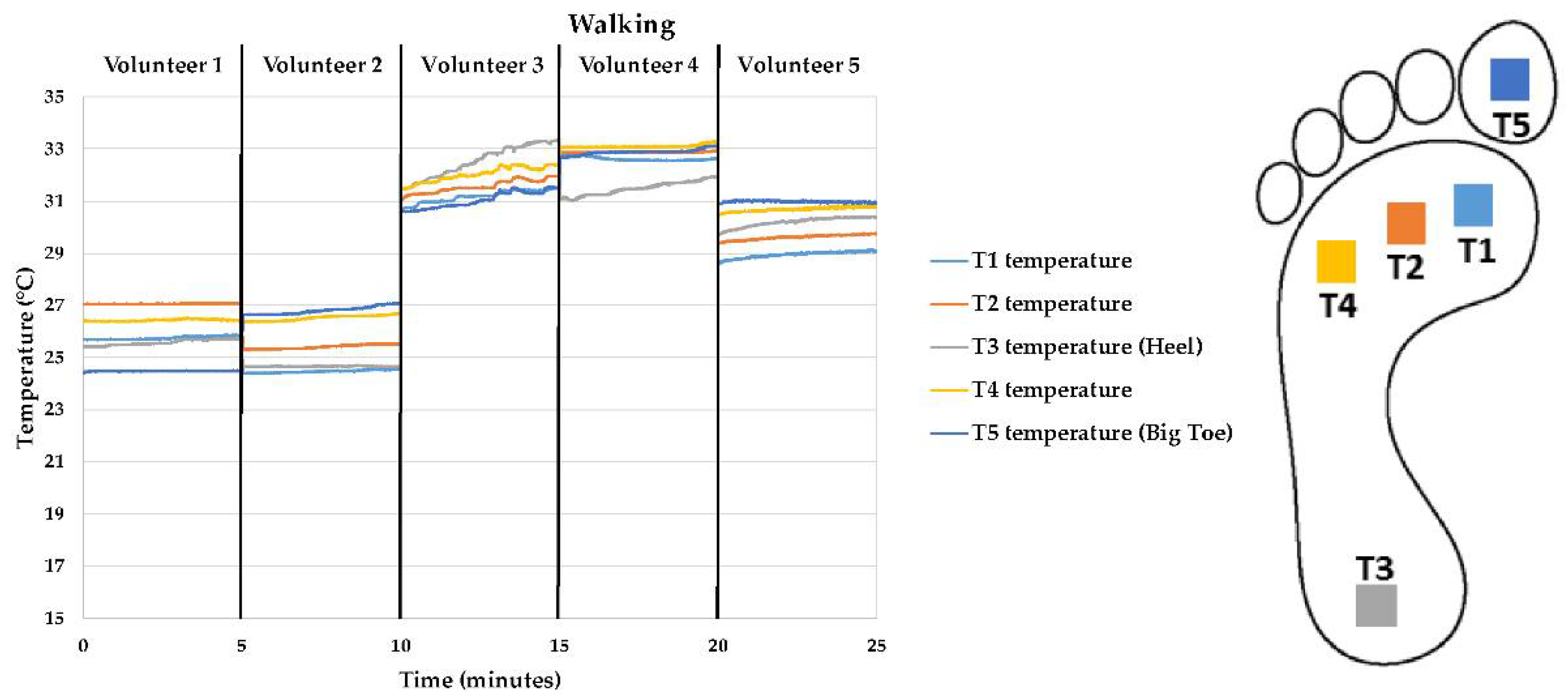
In order to test the prototype temperature sensing sock, it was decided to evaluate how the temperature measurement from the sock varied under different operational conditions. When the sock was not worn, the sock was worn, when a shoe is put on, and when stepping while wearing a shoe were all investigated. These tests were conducted using five healthy volunteers from within the research team. Initially the socks were put on to the simulated foot for five minutes. This ensured that all five temperature sensing yarns were placed in the same environmental conditions and enabled a baseline reading to be recorded. Thereafter, the socks were worn by the volunteers and the temperature measurements were obtained over a period of five minutes. Next, a shoe was worn by the user and the temperature was obtained for another five minutes. Finally, the two feet were moved up and down on a step to simulate the effects of walking, during which time temperature measurements were recorded. Images of the shoes worn by the volunteers are shown in
Figure 4.
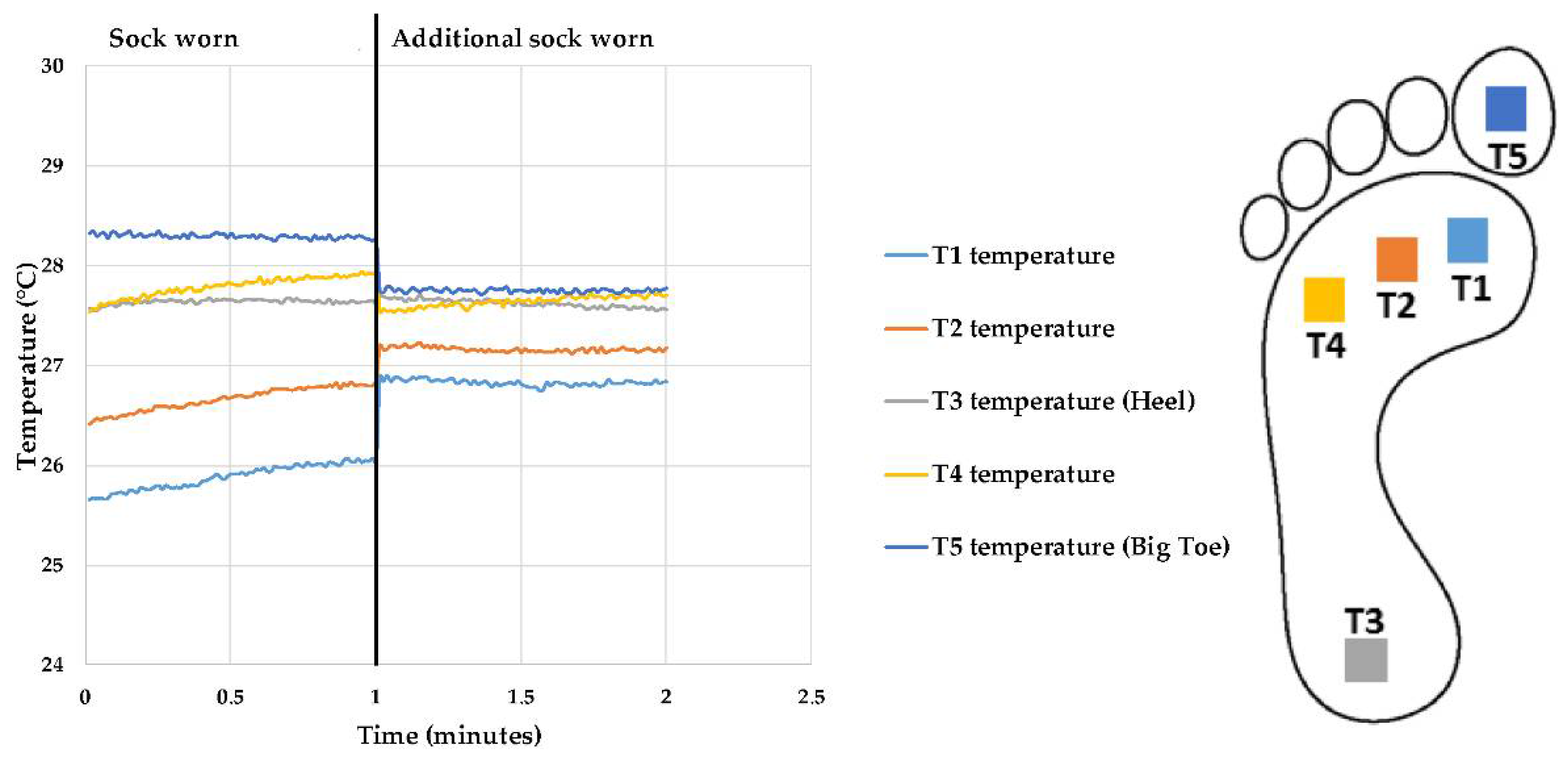
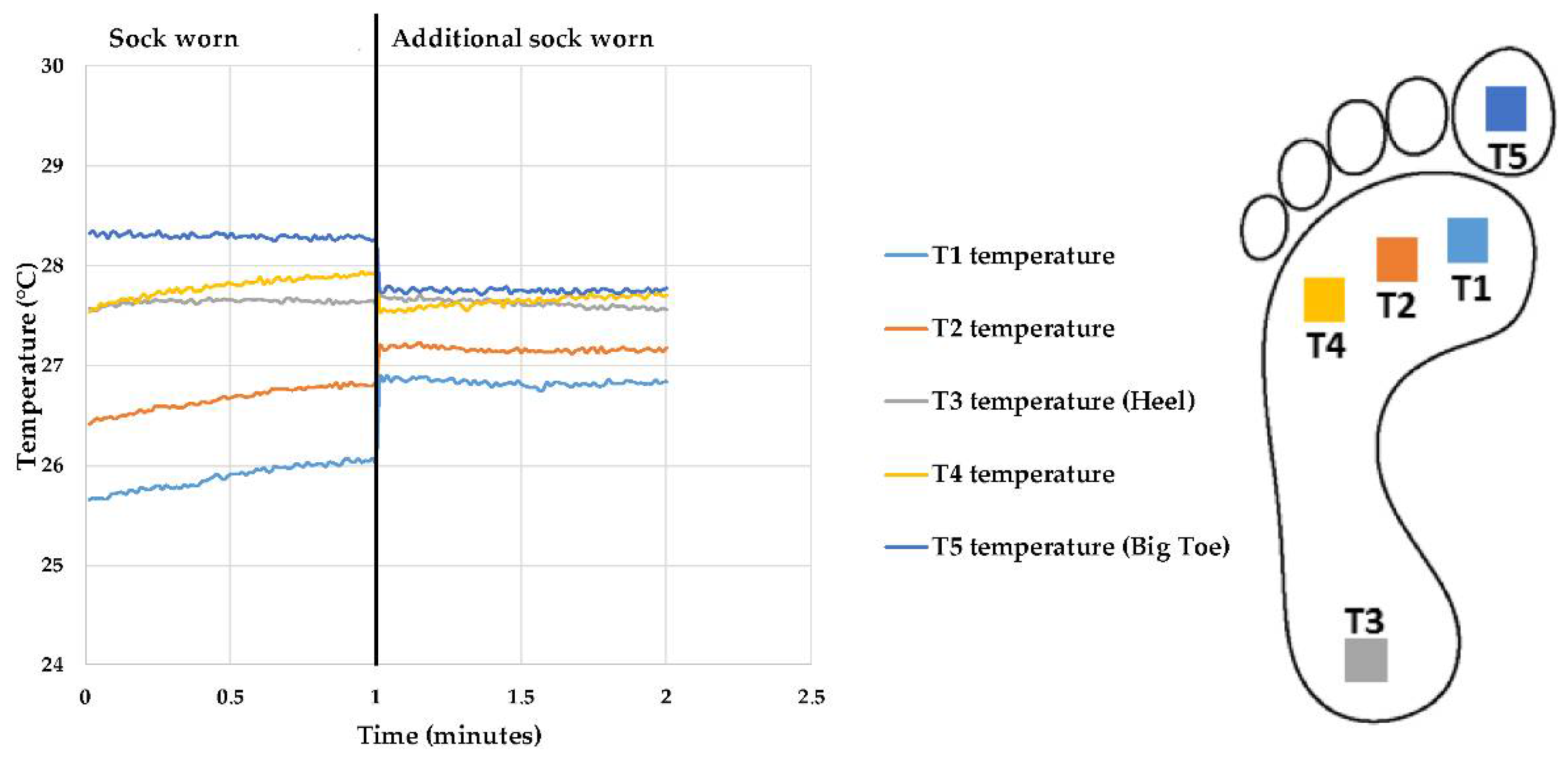
An additional experiment was conducted on Volunteer 5, where a second cotton sock that was made using the same material as the first sock was worn on top of the sock containing temperature sensing yarns. This was done to better understand if an additional sock would enhance the contact between the temperature sensing sock and the skin, or if the additional layer of insulation would dramatically affect the results. Initially, measurements for when the temperature sensing sock was worn were captured. Then temperature measurements after the additional sock was worn on top of it were recorded.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}