1. Introduction
The development of technology has contributed to the search for and use of a very wide spectrum of materials. It has resulted in the extremely frequent use of aluminum alloys in industry, thanks to their numerous advantages, such as very good thermal and electrical conductivity and a very good weight-to-strength ratio [
1,
2,
3,
4]. Aluminum alloys also have several significant disadvantages, for instance low hardness and poor corrosion resistance. In order to improve both the physical and surface properties of aluminum and its alloys (hardness, abrasion, and corrosion resistance), its surfaces are covered with an Al
2O
3 layer using the anodic oxidation (anodizing) method [
5]. Improving the surface properties of aluminum by anodizing has contributed to much wider use of aluminum and its alloys in various industries, including aerospace, machinery, automotive, electronics, and nanotechnology (the production of membranes for sensors and nanowires) [
6,
7,
8].
A very popular process that increases corrosion resistance [
9,
10] and closes the porous oxide layer [
11] is thermo-chemical treatment, which also preserves the advantages of the Al
2O
3 layer [
12]. This process transforms the Al
2O
3 layer of aluminum oxide into its hydrated forms, such as boehmite γ-AlOOH and hydrargillite γ-Al(OH)
3. The transformation of aluminum oxide is caused by the swelling of the cell walls of the oxide layer as a result of their hydration [
13]. Thermo-chemical treatment may also lead to a process consisting in the formation of a pseudoboehmite sub-layer on the Al
2O
3 surface; the most common reason for this process is the short time (several min) and low temperature [
14]. The thermo-chemical treatment of Al
2O
3 layers is one of the processes consisting of a series of treatments leading to a change in the properties (usually surface) and the chemical composition of the treated material, especially its surface. It is most often conducted in order to improve the physicochemical or mechanical properties. Thermo-chemical treatment is designed to diffuse the chemical composition of the surface, which, in turn, contributes to obtaining the appropriate performance properties. Thermo-chemical treatment enables properties to be obtained on the surface other than those present in the core [
15].
Researchers have conducted a series of studies on the structure and properties of oxide layers. In paper [
16], researchers focused on the production of composite oxide layers by hard anodizing and thermo-chemical treatment, separating the composite component in the presence of two organic acids—succinic and phthalic. The article presents the research on the chemical composition, microstructure, morphology, and results of tribological tests of the obtained layers. The structure examinations showed that the pores were sealed as a result of the treatment and the microhardness increased. Another publication [
17] dealt with the modification of Al
2O
3 layers with carbon. Among others, investigations of the geometrical structure of the surface and the microstructure of the layers were carried out. A change in the microstructure was found as a result of modification of the Al
2O
3 layer by embedding graphite grains, as well as the beneficial influence of the modification on the geometrical structure of the surface. The next cited publication [
18] concerned the production of anAl
2O
3 layer on the EN AW-5251 alloy. Changing the anodizing parameters has a decisive effect on the nanostructure (a change in the size of the fibers) and the microhardness.
All the cited publications concerned research on the structure, microhardness, and geometrical structure of the surface of Al2O3 layers and their changes as a result of altering the anodizing parameters or applying modifications with graphite, succinic acid, or phthalic acid. In the literature, there is no information on the influence of Al2O3 layer modification by thermo-chemical treatment in water, sodium dichromate, or sodium sulphate solutions on the structure, geometrical structure of the surface, and microhardness. Therefore, the studies presented below can be considered innovative.
2. Materials and Methods
2.1. Research Material
Al
2O
3 layers produced on the EN AW-5251 aluminum alloy were used as the research material. Due to the high content of magnesium and small amount of admixtures of other elements, the aluminum alloy is characterized by good corrosion resistance and high plasticity. Before starting the anodizing process, samples made of the aluminum alloy were etched in a 5% KOH solution for 20 min and neutralized in a 10% HNO
3 solution for 5 min. The processes were carried out at room temperature. Each process was completed by rinsing in distilled water. The layers were produced in the DC anodizing process using a GPR-25H30D power supply. The anodizing process was carried out in an electrolyte consisting of an aqueous solution of 18% sulfuric acid (33 mL/L), oxalic acid (30 g/L), and phthalic acid (76 g/L). During anodizing, the electrolyte was stirred by means of a mechanical stirrer at the speed of 100 rpm, and the direction of rotation was changed every 10 min during the process. The parameters of the input variables (current density, electrolyte temperature, process time, and compound for thermo-chemical treatment) were selected on the basis of statistically determined polyselection experimental plans (
Table 1 and
Table 2). Hartley’s plans were used for three input factors based on a hypercube, for which, coefficient α = 1.
Table 1 shows the values of the input variables on the natural and normalized scale of the layers produced during the anodizing process without application of the thermo-chemical treatment process. The following were assumed as the input variables: current density, electrolyte temperature, and process time. The current density values were 2, 3, and 4 A/dm
2; electrolyte temperatures were 293, 298, and 303 K; and process times were 30, 60, and 90 min. The anodizing process was completed by rinsing in distilled water for 60 min.
Table 2 presents the values of the input variables on the natural and normalized scale of the layers produced during the anodizing process using the thermo-chemical treatment process. The assumed input variables were the current density, the time of the anodizing process, and the density of the compounds for the thermo-chemical treatment. The current density values were 2, 3, and 4 A/dm
2; the anodizing process times were 30, 60, and 90 min, and the densities of the compounds for thermo-chemical treatment were 0.998 g/cm
3 for water, 1.46 g/cm
3 for sodium sulphate, and 2.52 g/cm
3 for sodium dichromate. A constant electrolyte temperature of 298K was used during anodizing.
After the anodizing process was completed and the samples were thoroughly rinsed in distilled water in order to remove the residual electrolyte, thermo-chemical treatment was commenced. Distilled water with a pH ranging from 6 to 7 was used for the thermo-chemical treatment. The next compound employed for the thermo-chemical treatment was sodium sulphate. The composition of the applied bath was 200 g of sodium sulphate (Na2SO4·10H2O) and 1 L of distilled water; the pH of the bath was between 6 and 7. The last compound used for the thermo-chemical treatment was sodium dichromate. For this, 50 g of sodium dichromate (Na2Cr2O7·2H2O) and 1 L of distilled water were used to prepare the bath for the thermo-chemical treatment; the pH of the compound was 8–9. The temperature of all the compounds used in the thermo-chemical treatment was 371 K, and the process time was 60 min. For each sample, the thermo-chemical treatment was completed by rinsing in distilled water and allowing it to dry.
2.2. Research Methodology
The thickness of the Al2O3 layers was measured using a Fischer Dualscope MP40 instrument (Helmut Fischer GmbH+Co.KG, Shindelfingen, Germany). A probe was used, which is a part of the meter equipment for measuring by the contact method (placing the probe on the sample surface). The device uses the eddy current method for measurements. In total, 10 measurements of the thickness of the oxide layer were made along its entire length, and then the average values were calculated. The accuracy of the instrument is in the range of 0–50 μm, 0.25 μm, and in the range of 50–800 μm, 0.5%. The device was calibrated using calibration standards.
The microhardness of the Al2O3 layers was tested on metallographic specimens. The specimens were prepared by grinding with sandpaper and polishing with felt using a slurry of calcined aluminum oxide. A Saphir 520 grinder-polisher (ATM Qness GmbH, Mammelzen, Germany) was used for grinding and polishing, and the papers had a gradation from 200 to 2000. During the measurement of microhardness, indentations were made with a Hanemann microhardness tester with a Vickers indenter at a load of 0.3 N. On each cross-section of the selected layers, 3 indentations (at a distance of about 10, 15, and 20 µm from the substrate) were made 5 times. Then, images were captured and the measurements were made using an ImageJ 1.50i. The last step was to calculate the average microhardness for a distance of 20 µm.
Microscopic examinations were conducted using Hitachi S-4700 (Hitachi, Tokyo, Japan) and JEOL JSM-6480 (JEOL, Tokyo, Japan) scanning electron microscopes. An analysis of the nanostructure of layers on the metallographic specimens (magnification 10,000× and 30,000×) was performed. Anodic oxide layers are poor conductors, and therefore, during operation, the electron beams become electrically charged, which contributes to incorrect observation. For proper observation, the layers were sprayed with carbon using a turbomolecular carbon sputtering machine. The carbon layer enables the rebounding electrons to be discharged and carried away during the investigation.
Grazing incidence X-ray diffraction (GIXD) tests were carried out on selected Al2O3 layers after applying the thermo-chemical treatment and on a layer without modification in order to obtain the phase composition. An X’Pert Philips PW 3040/60 diffractometer (working at 30 mA and 40 kV, PANalytical, Almelo, The Netherlands) was used to acquire GIXD patterns in a 2θ angle from 10° to 100° with a 0.05° step for the angle of incidence α = 0.20°, 0.30°, 0.50°, 1.00°, 1.50°, 2.50°, 5.0°. The device was equipped with a Eulerian cradle and a vertical goniometer. A copper source (λCu Kα, λ = 1.54178 Å) was used throughout the experiments.
Surface geometrical structure (SGS) investigations were carried out in order to determine the roughness parameters and the geometrical structure of the surface. Measurements were made by systematic scanning using a Form Taly Surf Series 2 50i contact profilographometer (Taylor Hobson Ltd., Leicester, UK). Material proportion curves (Abbott–Firestone curves) describing the material proportion of the profile as a function of cut height are presented.
3. Results and Discussion
Table 3 presents the average results of measurements of the thickness of the Al
2O
3 layers produced in the anodizing process with three variable input parameters (current density, electrolyte temperature, process time) according to Hartley’s plan (without thermo-chemical treatment).
Based on the measurements, significant changes in the thickness of the Al2O3 layers were found due to the use of various production parameters during anodizing. It was noticed that the thickness of the layers is influenced by parameters such as the process time, current density, and electrolyte temperature. An increase in the current density, together with a constant electrolyte temperature and anodizing time, contributes to an increase in the thickness of the Al2O3 layer (samples 01E, 01F, 01K). An increase in the anodizing time at a constant electrolyte temperature and current density causes a significant increase in the thickness of the layer (samples 01I, 01J, 01K). The increase in layer thickness is due to the increasing value of the electric charge. The temperature of the electrolyte during anodizing is also important for the thickness of the oxide layer. An increase in the electrolyte temperature during a constant current density and constant process time contributes to a reduction in the oxide layer thickness (samples 01G, 01H, 01K). The reason for this is that the solubility of the secondary oxide layer increases with an increasing electrolyte temperature.
Table 4 presents the average results of the thickness of the Al
2O
3 layers produced in the anodizing process with three variable input parameters (current density, process time, compound for thermo-chemical treatment) according to Hartley’s plan (after thermo-chemical treatment).
The comparison of the thickness measurements of the oxide layers before and after the thermo-chemical treatment allowed the conclusion to be drawn that the thermo-chemical treatment slightly increased the thickness of the layer (comparison of samples 01I, 01J, 01K—
Table 1, with samples 02I, 02J, 02K—
Table 2), taking into account the samples produced under the same anodizing conditions. The above dependence can be confirmed by comparing samples 01E, 01F, and 01K from
Table 1 with samples 02E, 02F, and 02Kfrom
Table 2. The increase in layer thickness after thermo-chemical treatment was insignificant and fluctuated within ±2.4 µm. For the layers modified with thermo-chemical treatment, one can notice, similarly to the unmodified layers, increases in thickness depending on the current density and the time of the anodizing process.
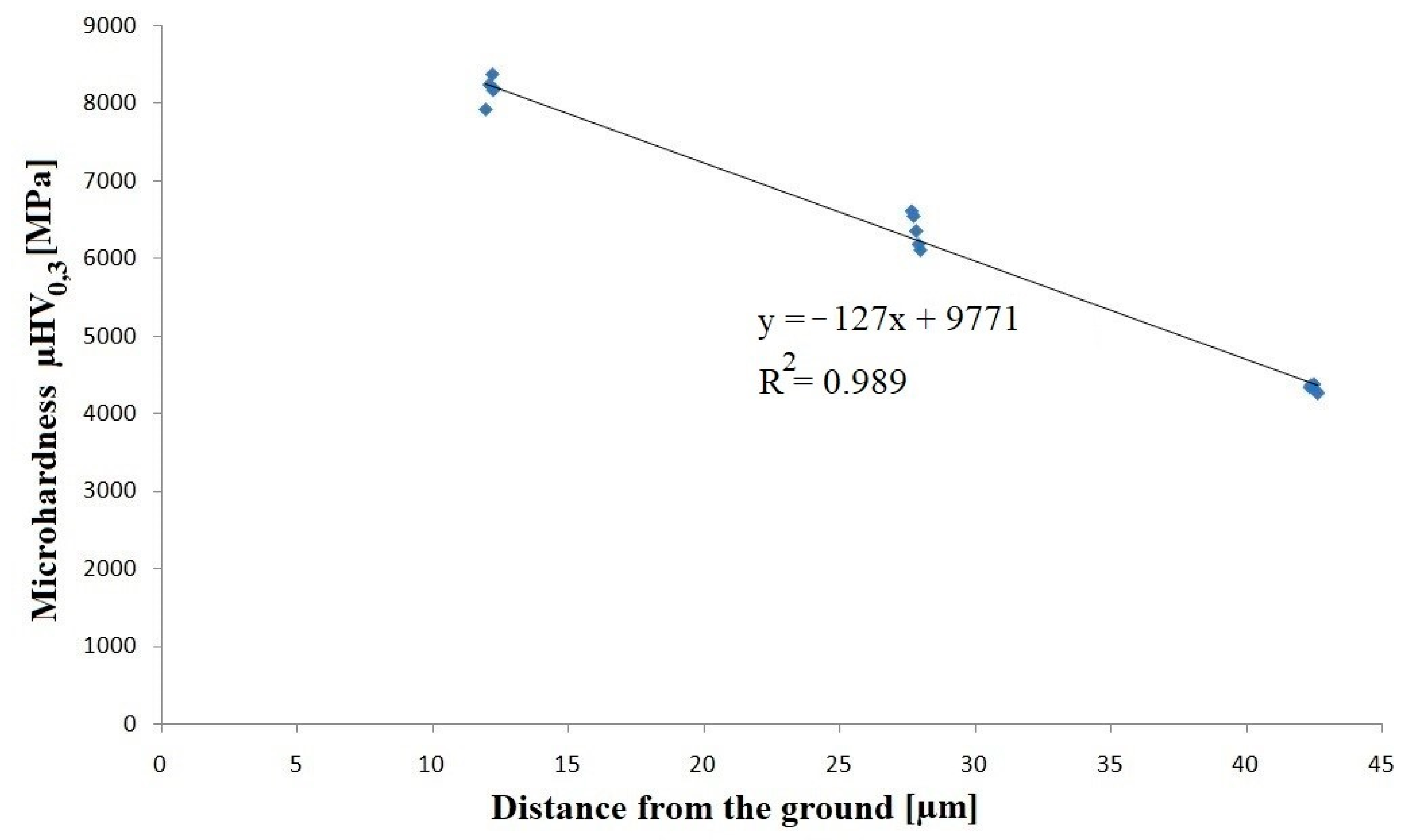
One of the characteristic features of oxide layers is the microhardness that changes depending on the distance from the substrate. For this reason, the indentations to determine the microhardness were made for three different distances from the substrate (about 10, 15, and 20 μm). Based on the microhardness measurements for the three different distances of indentations, a trend line was determined (
Figure 1), on the basis of which the microhardness was calculated for the distance of 20 μm from the substrate for each sample. The microhardness was determined for four layers produced under the same anodizing conditions (3A/dm
2, 298 K, 60 min), followed by thermochemical treatment in distilled water (sample 02G), sodium dichromate solution (sample 02H), and sodium sulphate solution (sample 02K). The microhardness was also calculated for the sample without modification with thermo-chemical treatment (sample 01K).
All the determined microhardness values for the subsequent samples are presented in
Table 5.
A significant influence of the thermo-chemical treatment on the microhardness of the oxide layers was noticed. The thermo-chemical treatment of the layer performed in distilled water caused a slight rise in the microhardness in relation to the microhardness of the layer without modification. The use of sodium dichromate as a treatment compound augmented the microhardness by about 1000 MPa, while the use of sodium sulphate contributed to the production of a layer with the highest microhardness (7231 MPa). The increase in microhardness as a result of thermo-chemical treatment is caused by swelling of the fibers and a change in the porosity in the layer.
In order to assess the impact of the thermo-chemical treatment on the Al2O3 layers, photos of the anodized oxide layer cross-sections were taken under the same conditions (current density, electrolyte temperature, and process time). The differences resulted from the type of compounds used for the thermo-chemical treatment or the lack of application of the thermo-chemical treatment. Al2O3 layers produced on aluminum alloys by electrochemical methods are characterized by a two-layer structure. The barrier layer adheres to the substrate and is non-porous, with a thickness of up to 100 nm. The second layer is porous and has a columnar-fibrous structure that varies according to the manufacturing parameters.
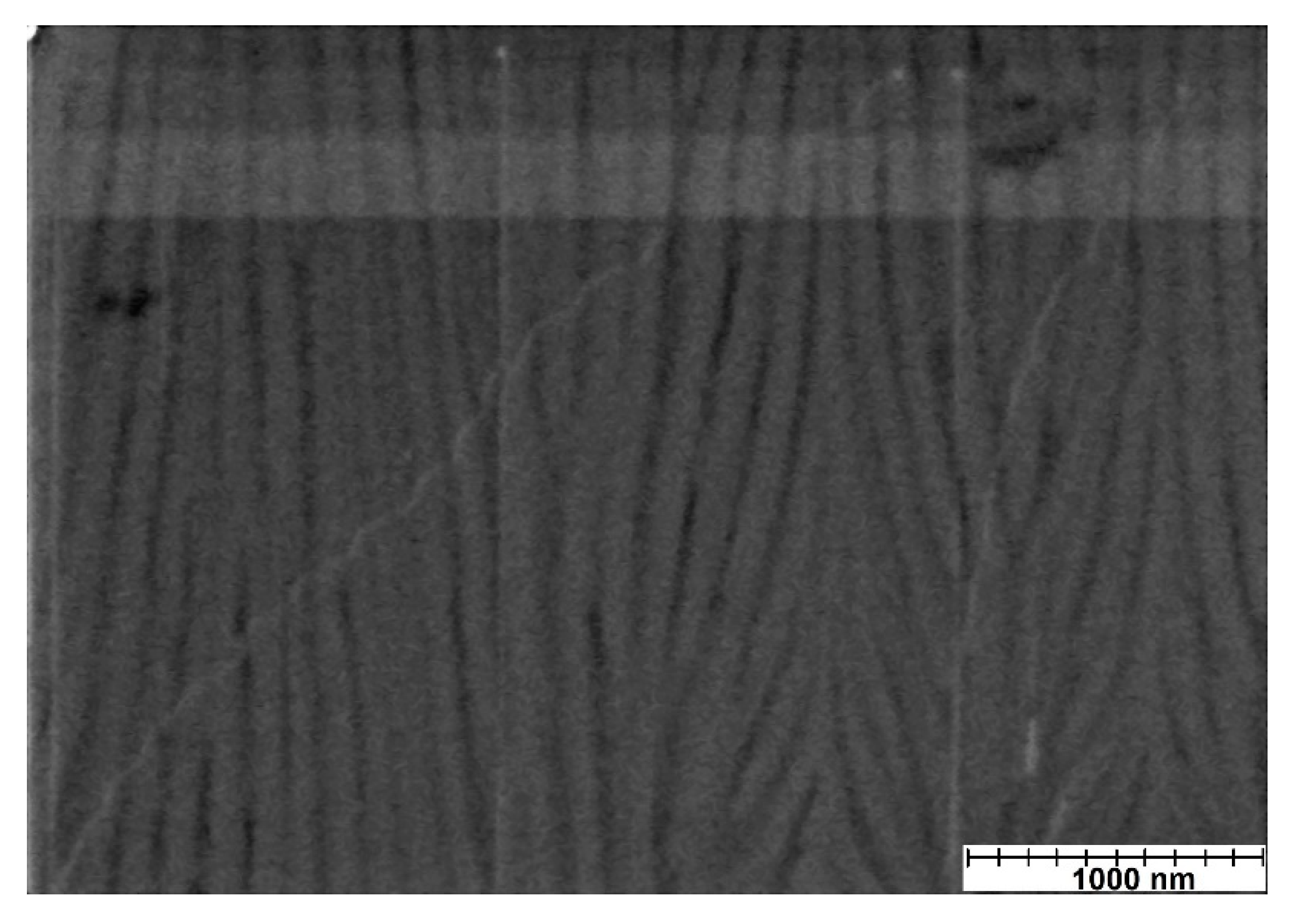
Microphotographs of the oxide layer structure not subjected to thermo-chemical treatment (sample 01K) are shown in
Figure 2. The photo was taken of a metallographic specimen at 30,000× magnification, allowing observation of the Al
2O
3 nanofibers.
The microphotograph shows a structure characteristic of an oxide layer oriented along the growth direction of the oxide layer under the influence of an electric field.
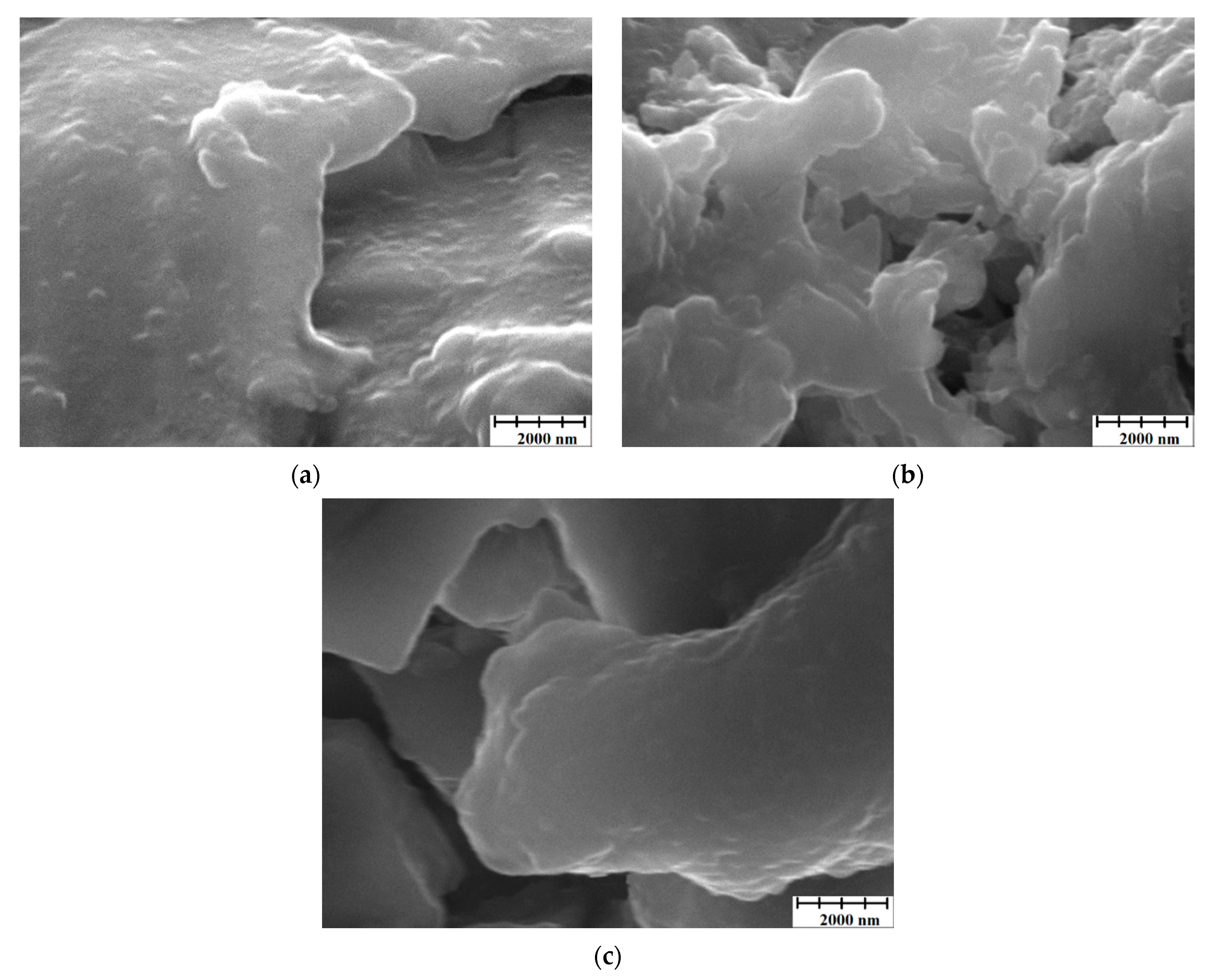
Figure 3 presents microphotographs of the cross-sections of the oxide layers subjected to thermo-chemical treatment in distilled water (sample 02G) and in solutions of sodium dichromate (sample 02H) and sodium sulphate (sample 02K). A magnification of 10,000× was employed.
The application of thermo-chemical treatment resulted in complete covering of the nanofibers with precipitates of the compounds used in the treatment.
Using GIXD, a series of measurements was made for selected samples with different production parameters. Seven angles (α = 0.20°; 0.30°; 0.50°; 1.00°; 1.50°; 2.50°; 5.0°) of incidence of the X-ray beam were used, of which one angle (0.5°) visualized on the GIXD patterns was selected.
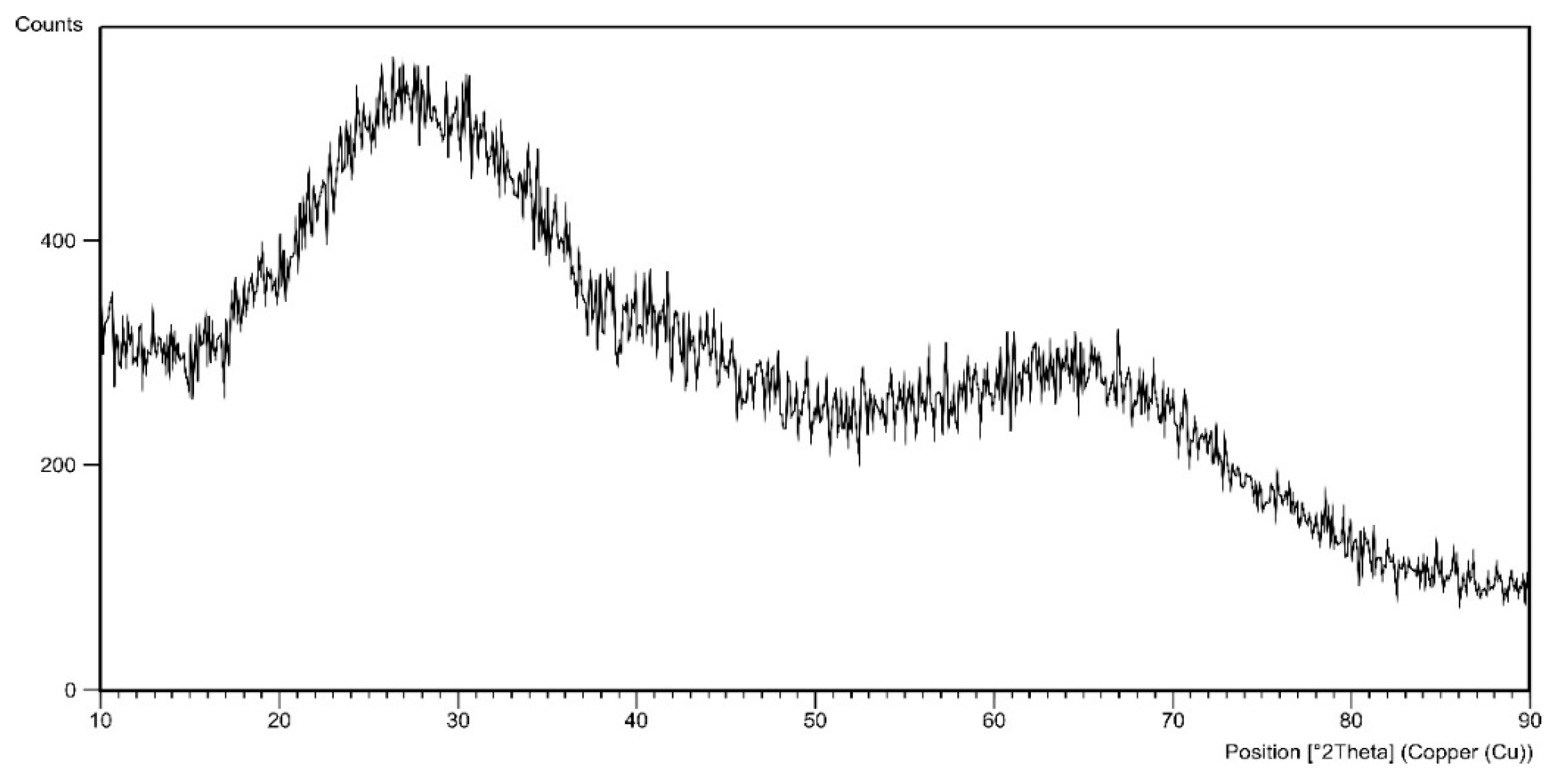
Figure 4 shows the GIXD patterns for the 01K sample produced during anodizing at the current density of 3 A/dm
2, at 298 K, for 60 min. The sample can be treated as the reference layer because it did not undergo any modification after the anodizing process.
The GIXD diffraction pattern for the 01K sample was characterized by the absence of clear reflections and the presence of the so-called amorphous “halo”. Therefore, layer 01K can be regarded as an amorphous surface.
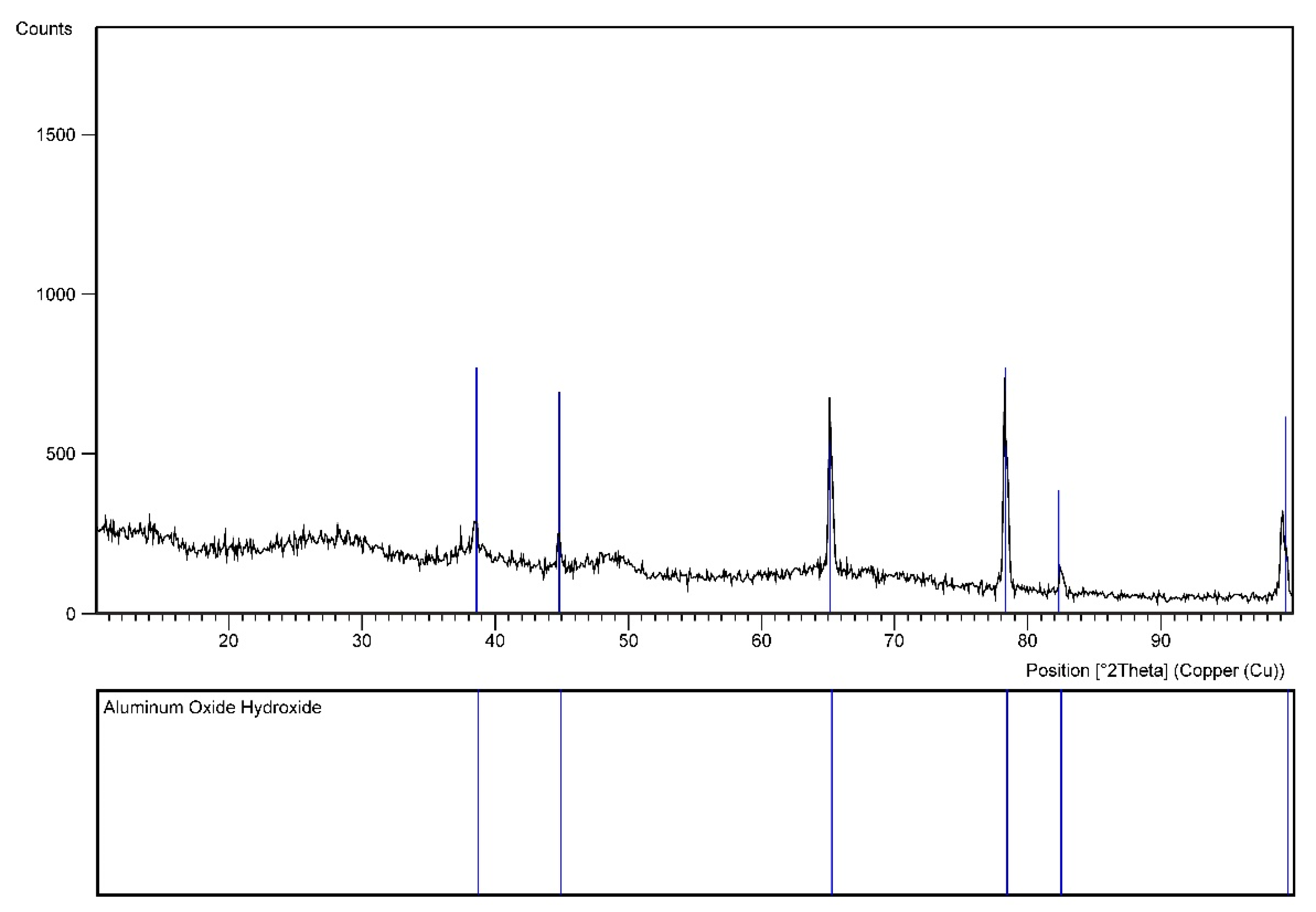
Figure 5 shows the GIXD diffraction pattern for the 02G sample produced at 3 A/dm
2, at 298 K, for 60 min, which was subjected to thermo-chemical treatment in distilled water.
Sample 02G was characterized by quite strong reflections from aluminum hydroxide Al(OH)3 with intensity above 500, approaching 800 for the selected reflections.
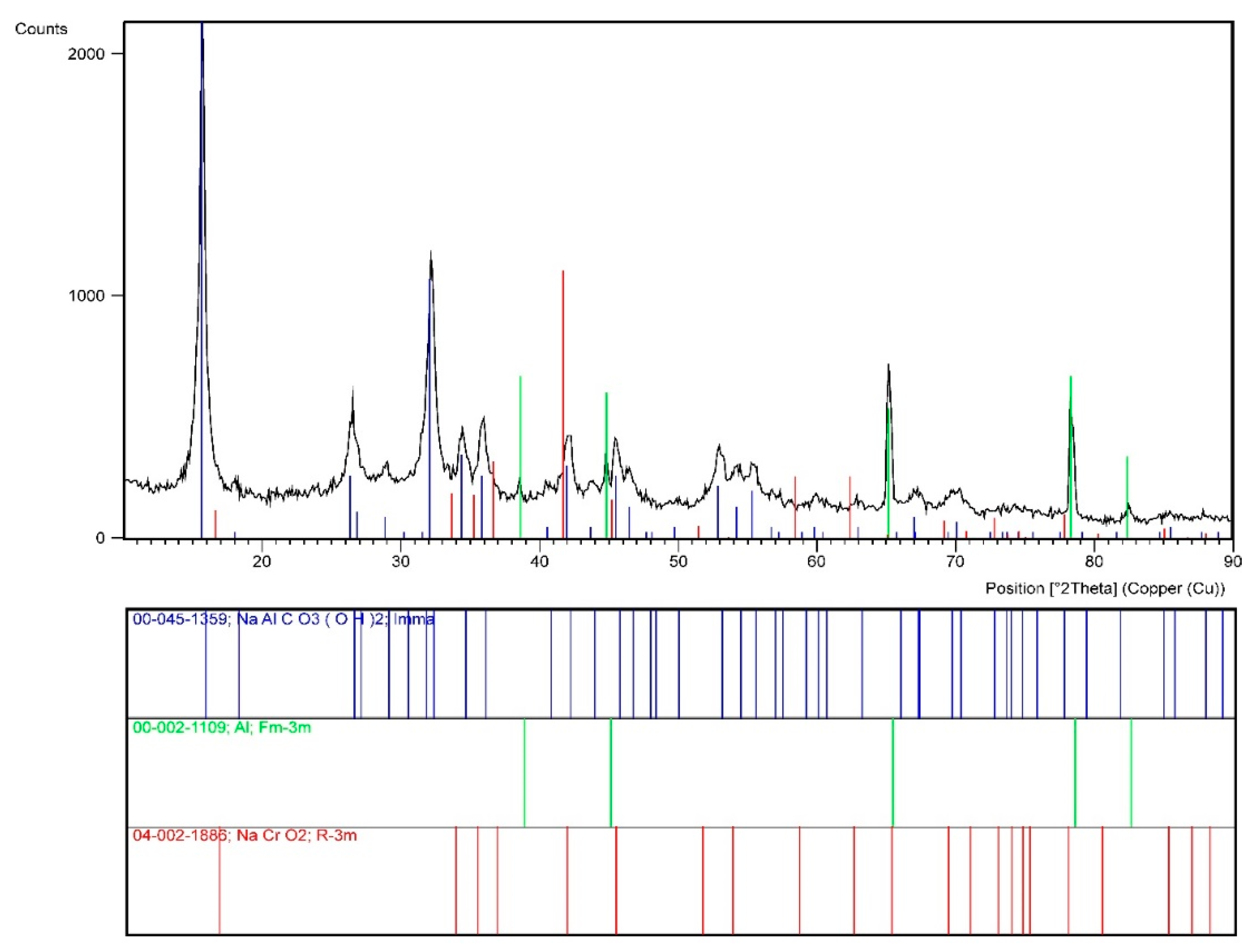
Figure 6 shows a GIXD pattern for the oxide layer subjected to thermo-chemical treatment in the sodium dichromate solution (sample 02H). The samples were prepared at 3 A/dm
2 for 60 min and the electrolyte temperature was 298 K.
The Al2O3 layers subjected to thermo-chemical treatment in the sodium dichromate solution were characterized by very strong reflections from sodium dihydroxy aluminum carbonate (AlCH2NaO5), with an intensity of over 2000 for selected reflections. It is a compound formed during the hydrothermal recrystallization of Al2O3. There were also strong reflections (over 1000 intensity) from sodium chromium oxide (NaCrO2), which is a compound from the group of chromium oxides commonly used as lubricants in tribological pairs during dry friction. Chromium oxides are ceramic materials with ionic bonds. Reflections of aluminum were also visible, caused by the penetration of X-rays into the sample and the generation of an image from the substrate. Al2O3 layers subjected to thermo-chemical treatment in sodium dichromate solution can be treated as crystalline surfaces.
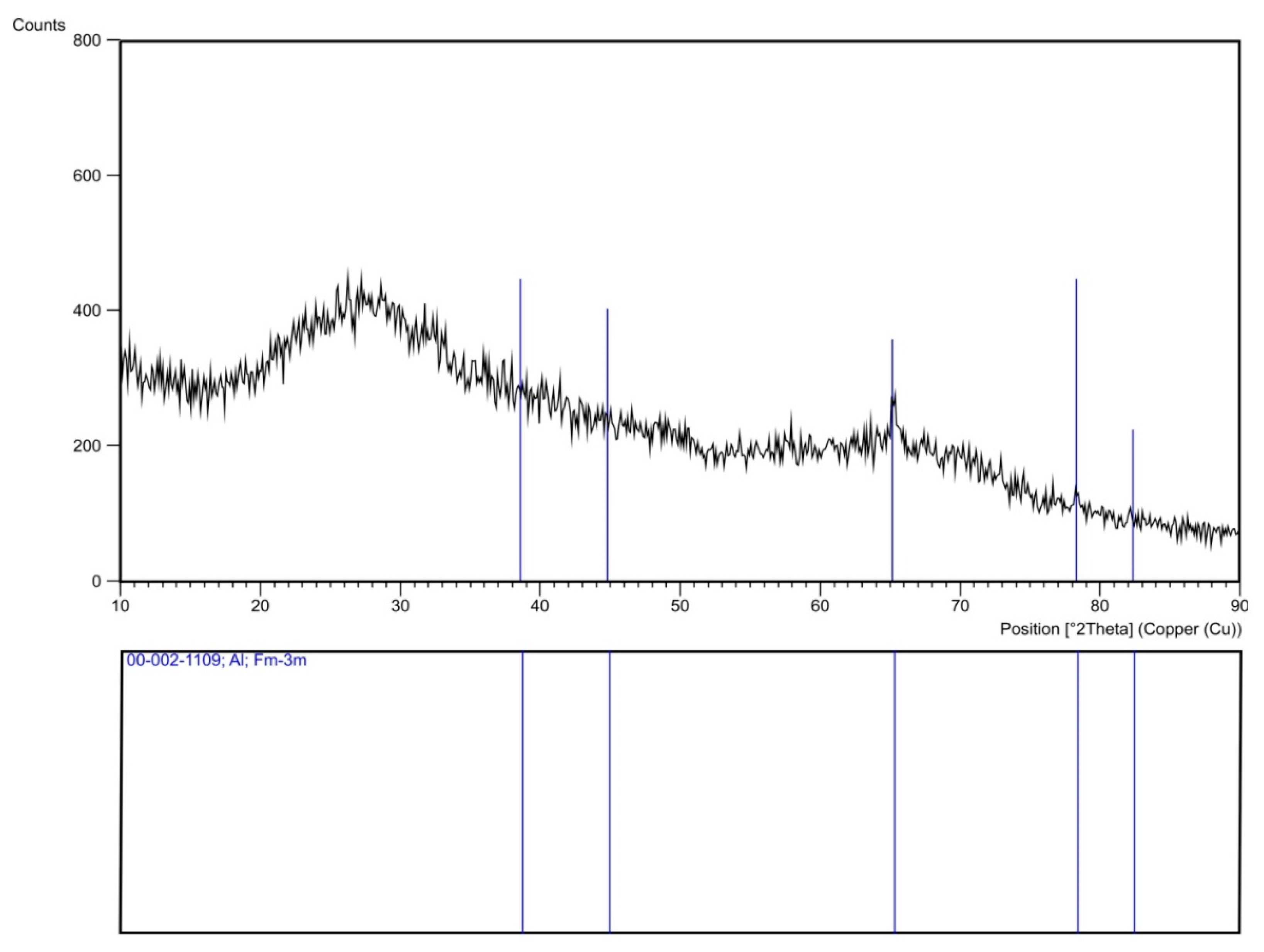
Figure 7 shows the GIXD pattern for the 02K sample after anodizing, subjected to thermochemical treatment in the sodium sulphate solution. The layers were produced successively at 3 A/dm
2 for 60 min, at the electrolyte temperature of 298 K.
Sample 02K had no reflections indicating the formation of an additional sub-layer during thermo-chemical treatment in the sodium sulphate solution. The only observed reflections were those from aluminum, which appeared due to penetration of the layer substrate by the X-ray beam. Based on the diffractogram, it can be concluded that the layer had an amorphous structure.
The conducted GIXD studies allowed the influence of thermo-chemical treatment on the phase composition of the Al
2O
3 layer to be determined. The sample that was not treated after anodizing (01K) showed the properties of a typical amorphous surface, which is in line with previous studies by researchers [
19]. The investigations conducted on the sample subjected to thermo-chemical treatment in distilled water (02B) showed the appearance of reflections from aluminum hydroxide Al(OH)
3 in the phase composition of the Al
2O
3 layer. The analysis performed for the sample treated in the solution of sodium dichromate (02H) showed the appearance in the phase composition of the layer of both sodium dihydroxy aluminum carbonate (AlCH
2NaO
5) and sodium chromium oxide (NaCrO
2), which is a derivative of chromium oxides used in friction pairs due to its good tribological properties. These samples were characterized by a crystalline surface. The Al
2O
3 layer, on which the thermo-chemical treatment in sodium sulphate (02K) solution was applied, was characterized by a typically amorphous surface, with reflections on the X-ray only from the substrate.
In order to assess the functional properties (tribological applications) of the Al
2O
3 layers, the load-bearing capacity curves (Abbott–Firestone) with the parameters characterizing them have been included (
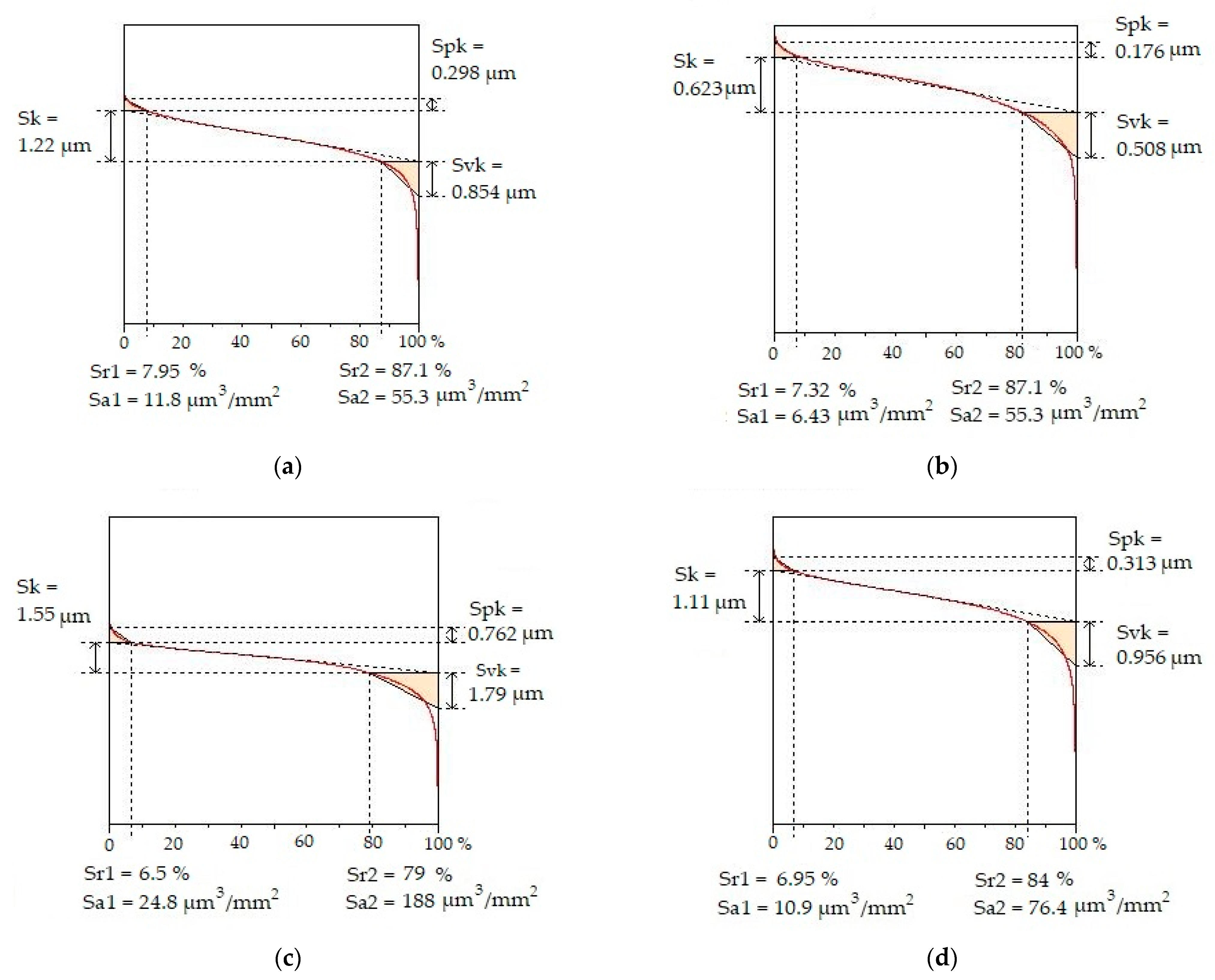
Figure 8). The parameters of the load-bearing capacity curves are: Sk—the height of the surface core, Spk—the reduced height of the surface peaks, Svk—the reduced depth of the surface recesses, Sr1—the load-bearing portion of the surface peaks, and Sr2—the load-bearing portion of the surface recesses.
Figure 8 presents the load-bearing capacity curves for the layers produced in the anodizing process at the current density of 3 A/dm
2 in an electrolyte at the temperature of 298 K for 60 min, for the sake of comparison. Sample 01K, which was not been subjected to thermo-chemical treatment, was compared with sample 02G (subjected to thermo-chemical treatment in distilled water) and samples 02H and 02K (modified in sodium dichromate and sodium sulphate solutions, respectively).
After conducting a comparative analysis of the load-bearing capacity curves for layers produced under the same conditions, and differing only in the thermo-chemical treatment, several important facts were be noticed. The use of distilled water for the thermo-chemical treatment (sample 02G) contributed to a significant reduction in the Sk, Spk, and Svk parameters (the lowest among the compared samples) and a slight reduction in the Sr1 and Sr2 parameters. The Spk parameter determines the behavior of the geometric structure of the surface during run-in of the elements. Low values of the Spk parameter indicate the low abrasion susceptibility of these layers. Based on the value of the Svk parameter, it can be concluded that the layer was able to hold the lubricating oil film. A low value of this parameter indicates a surface that does not require good lubrication. The use of sodium dichromate for the thermo-chemical treatment (sample 02H) resulted in a significant rise in the Sk, Spk, and Svk parameters (the highest among the compared samples) and a drop in the Sr1 and Sr2 parameters (the lowest among the compared samples). The use of sodium sulphate (sample 02K) did not bring any significant changes in the parameters of the load-bearing capacity curve.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}