
Characterization of MAO + Cu Composite Coatings on Aluminum Alloy

Abstract
:1. Introduction
2. Experimental Details
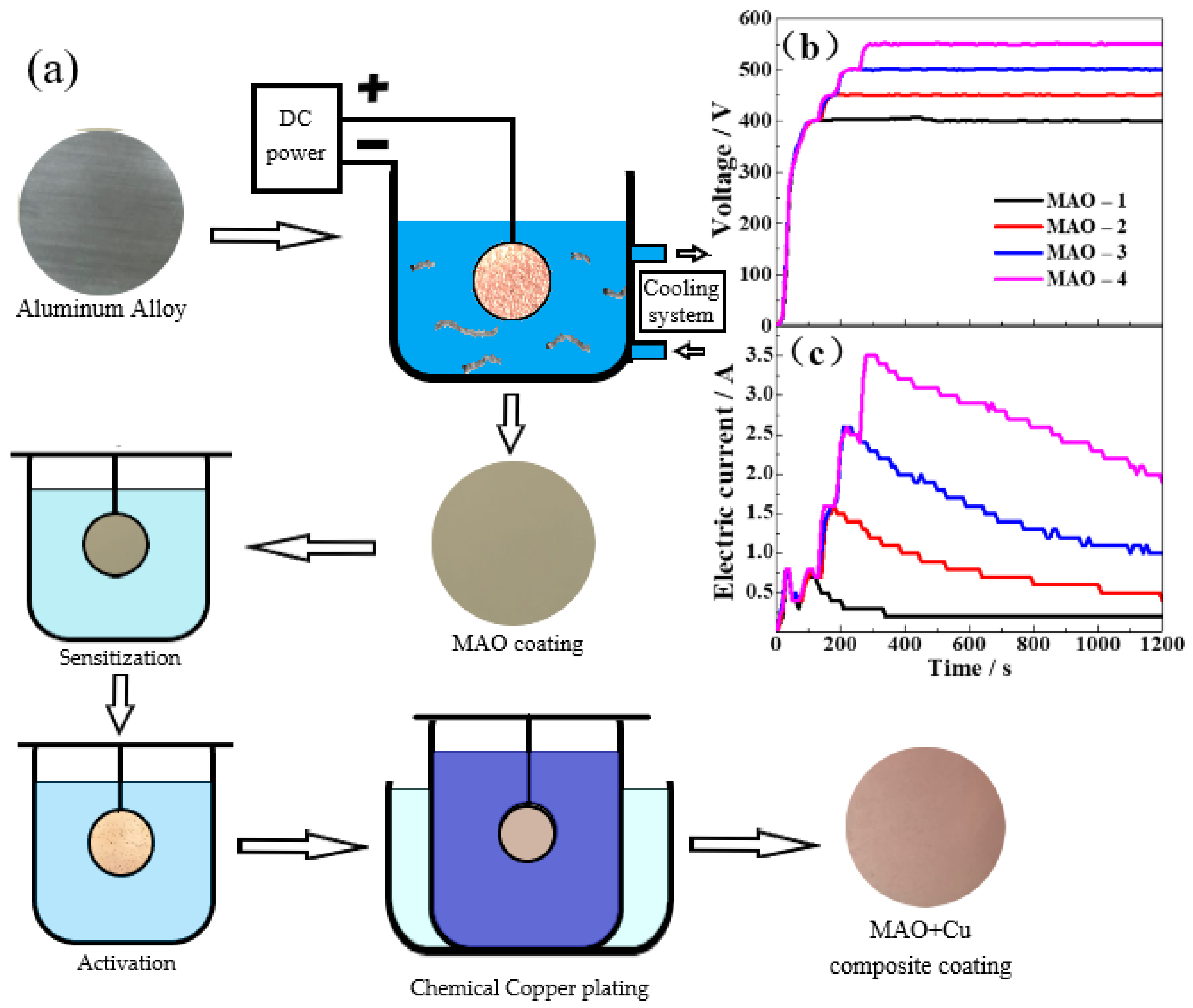
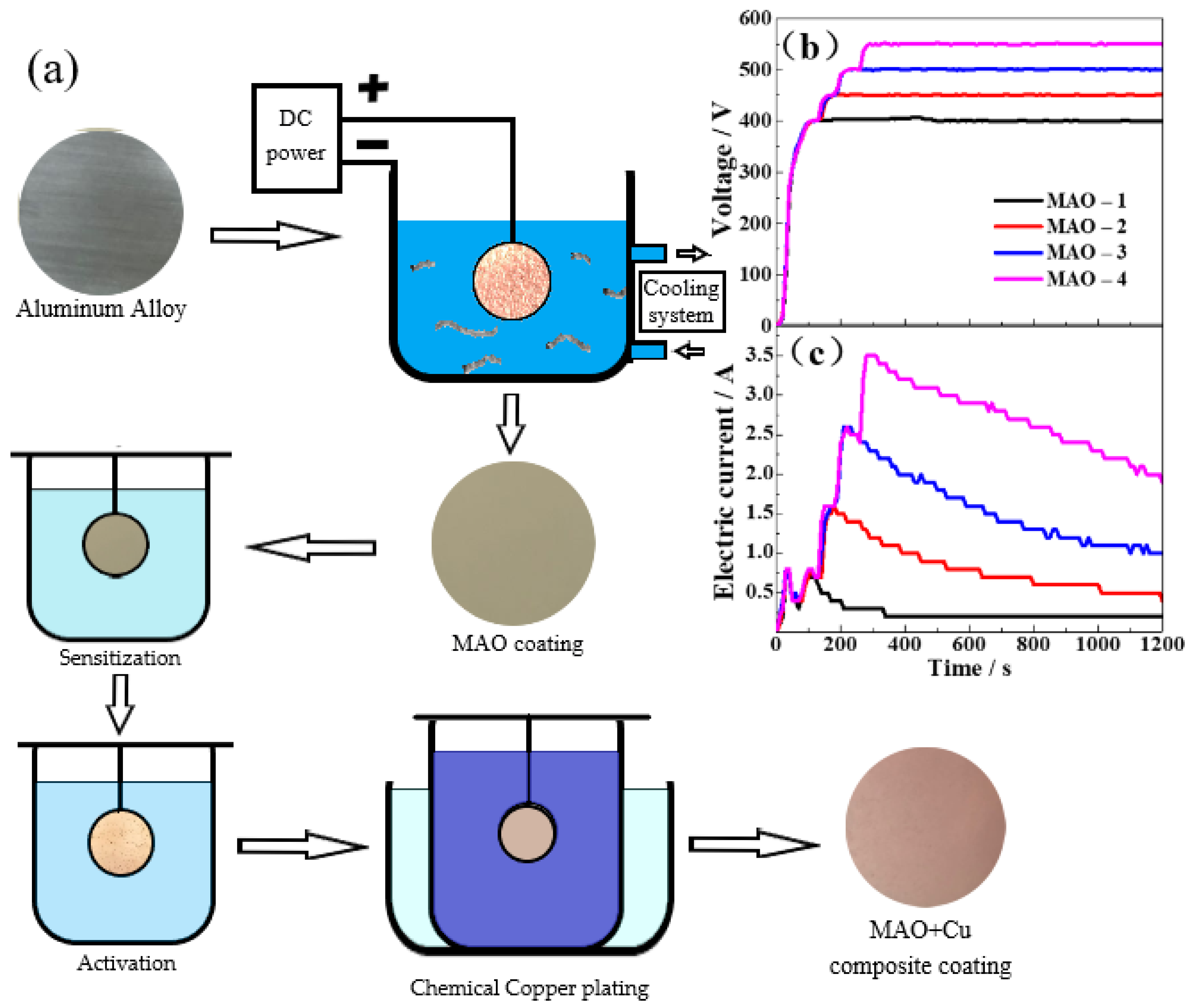
2.1. Material Preparation
2.2. Structure and Performance Characterization
3. Results and Discussion
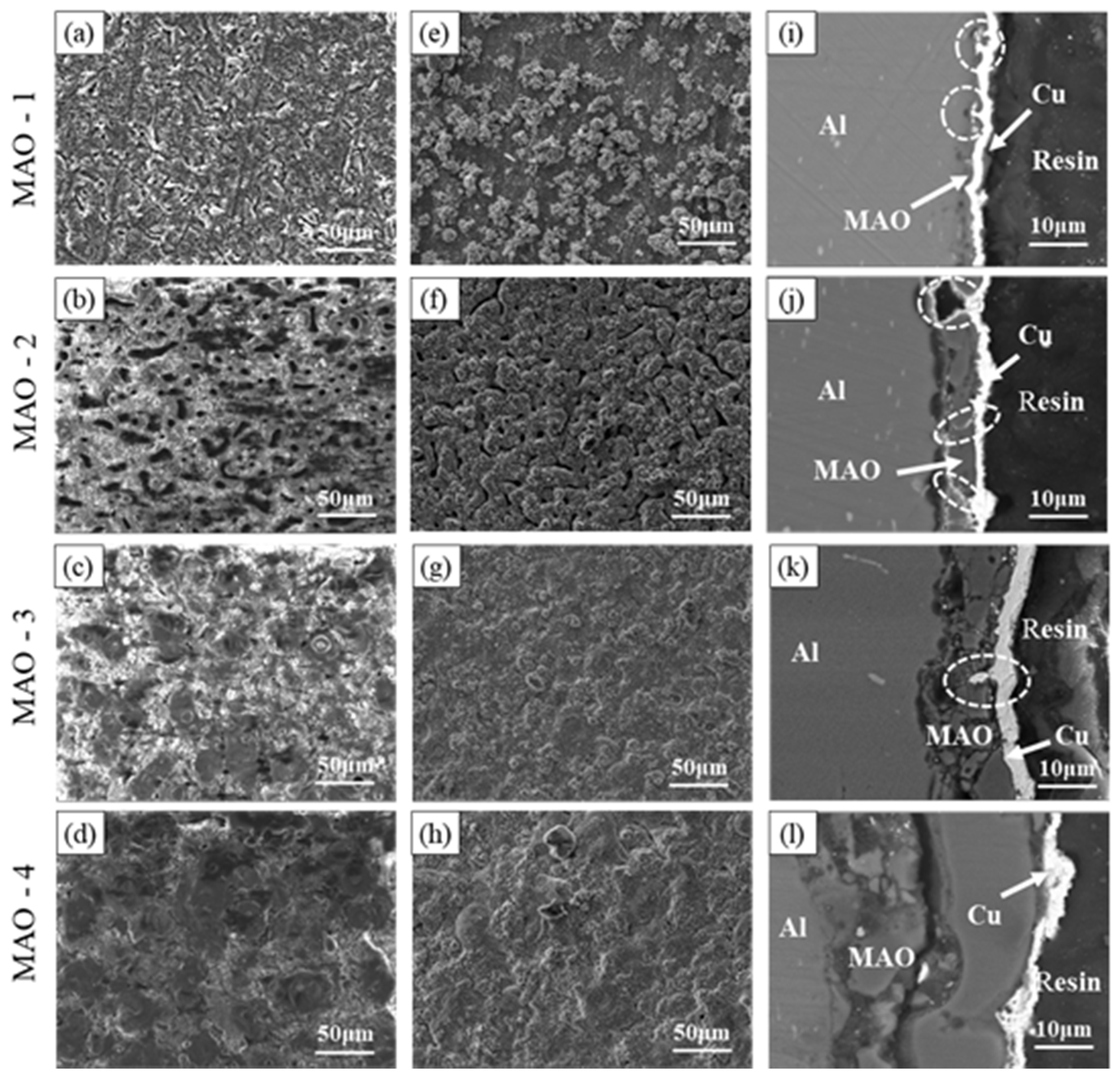
3.1. Characterization of Morphology
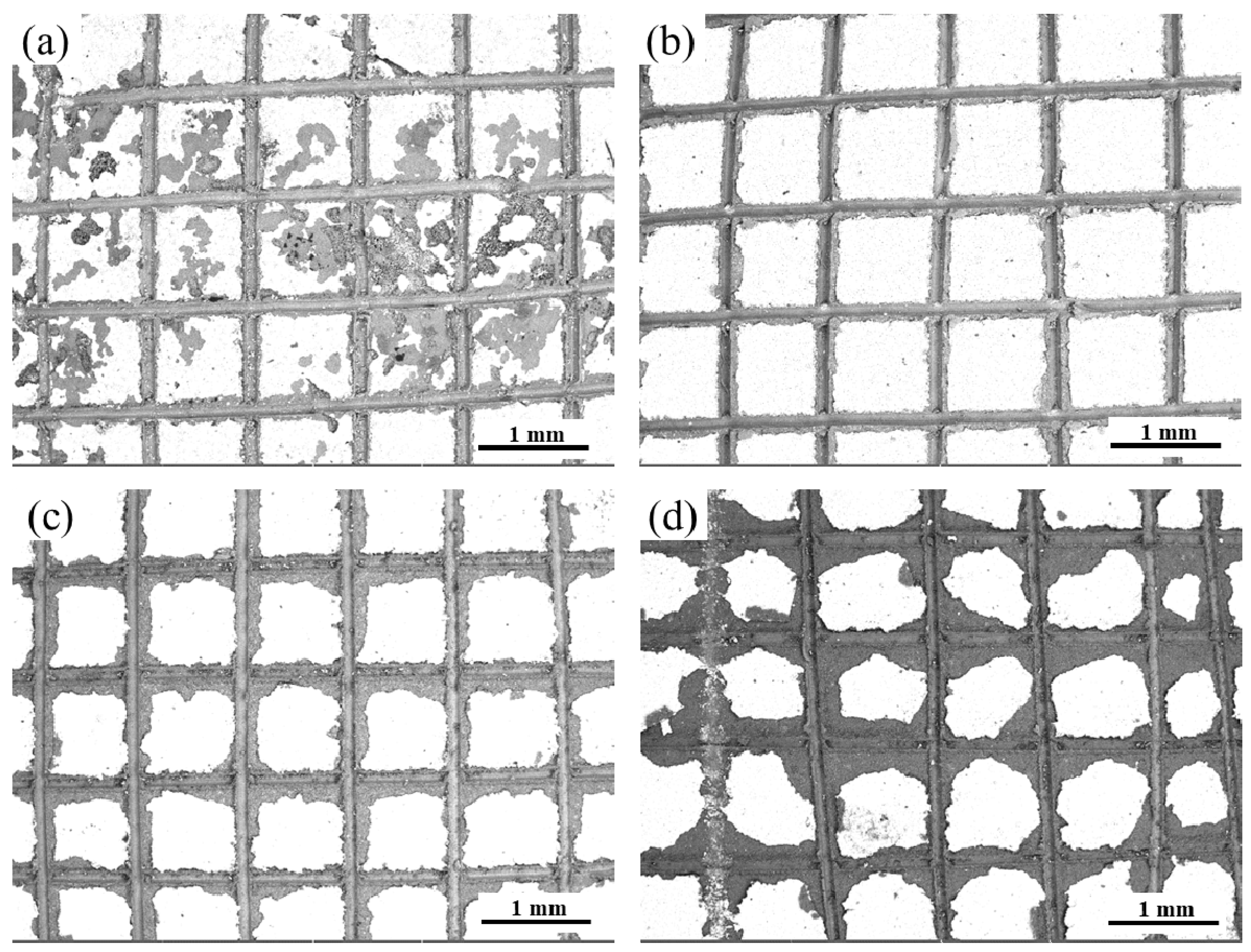
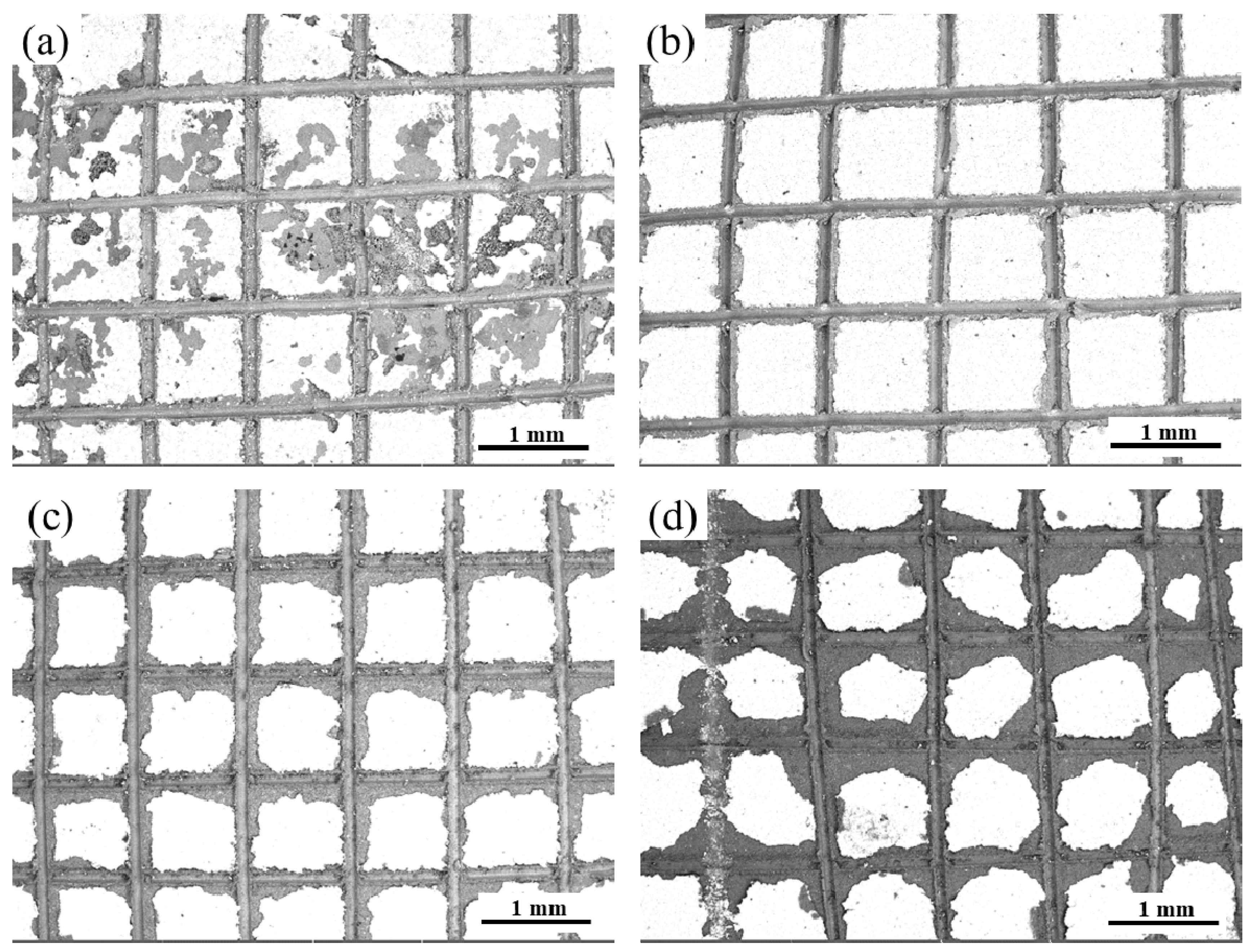
3.2. Analysis of Binding Strength
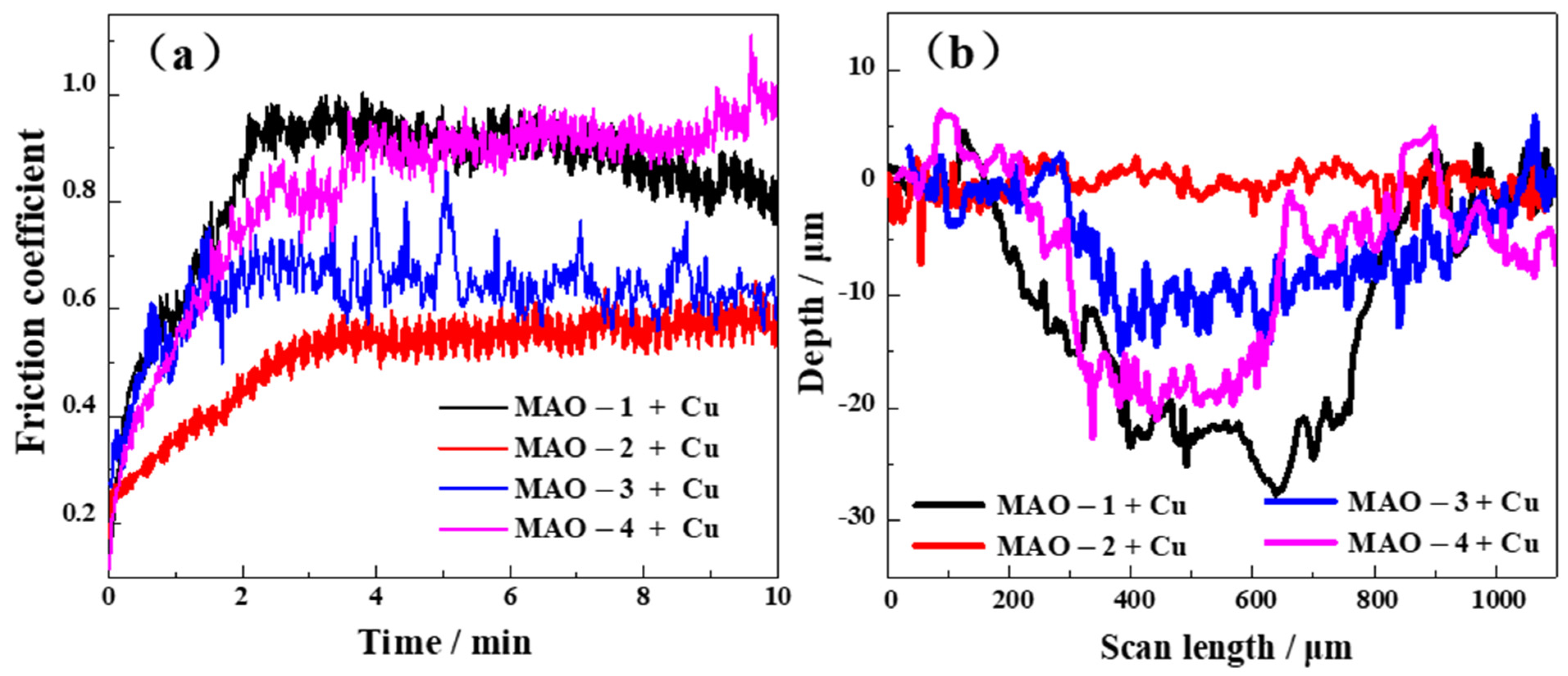
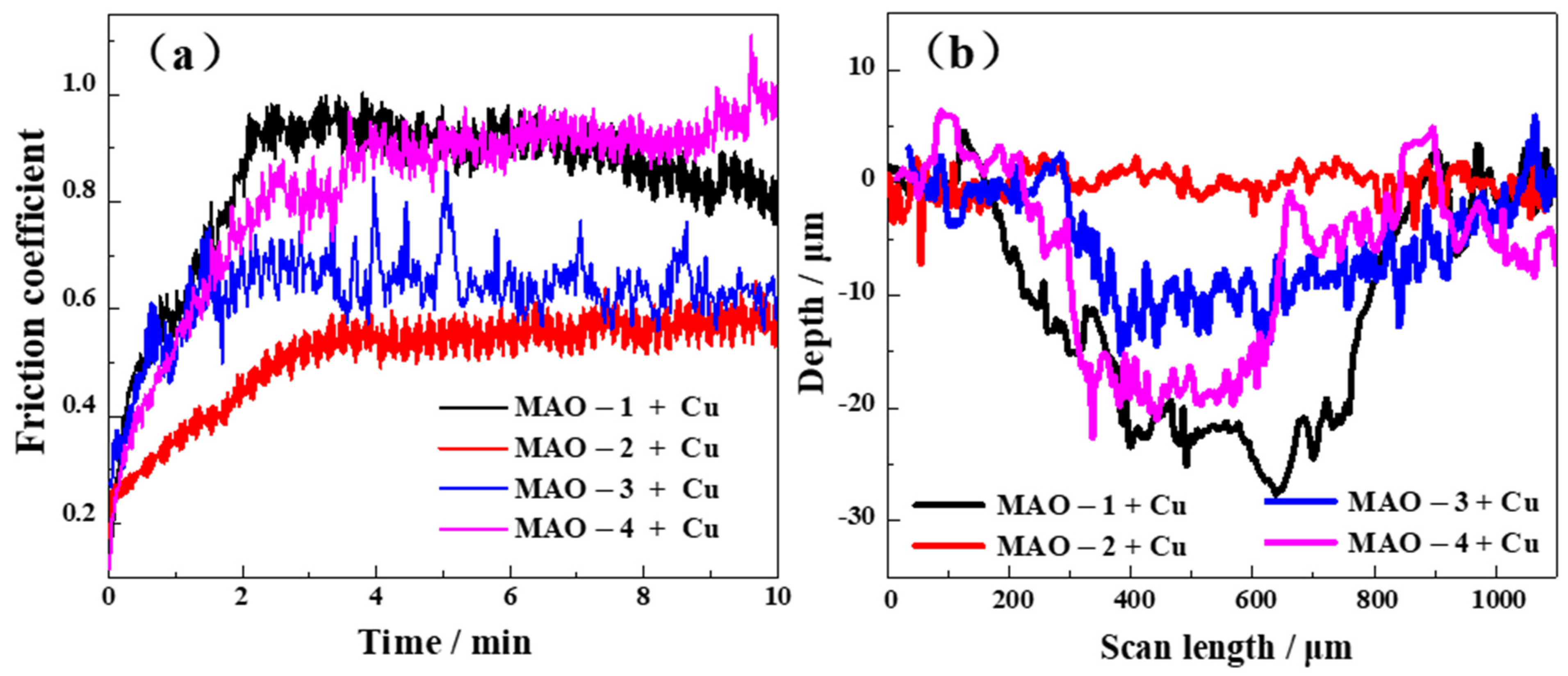
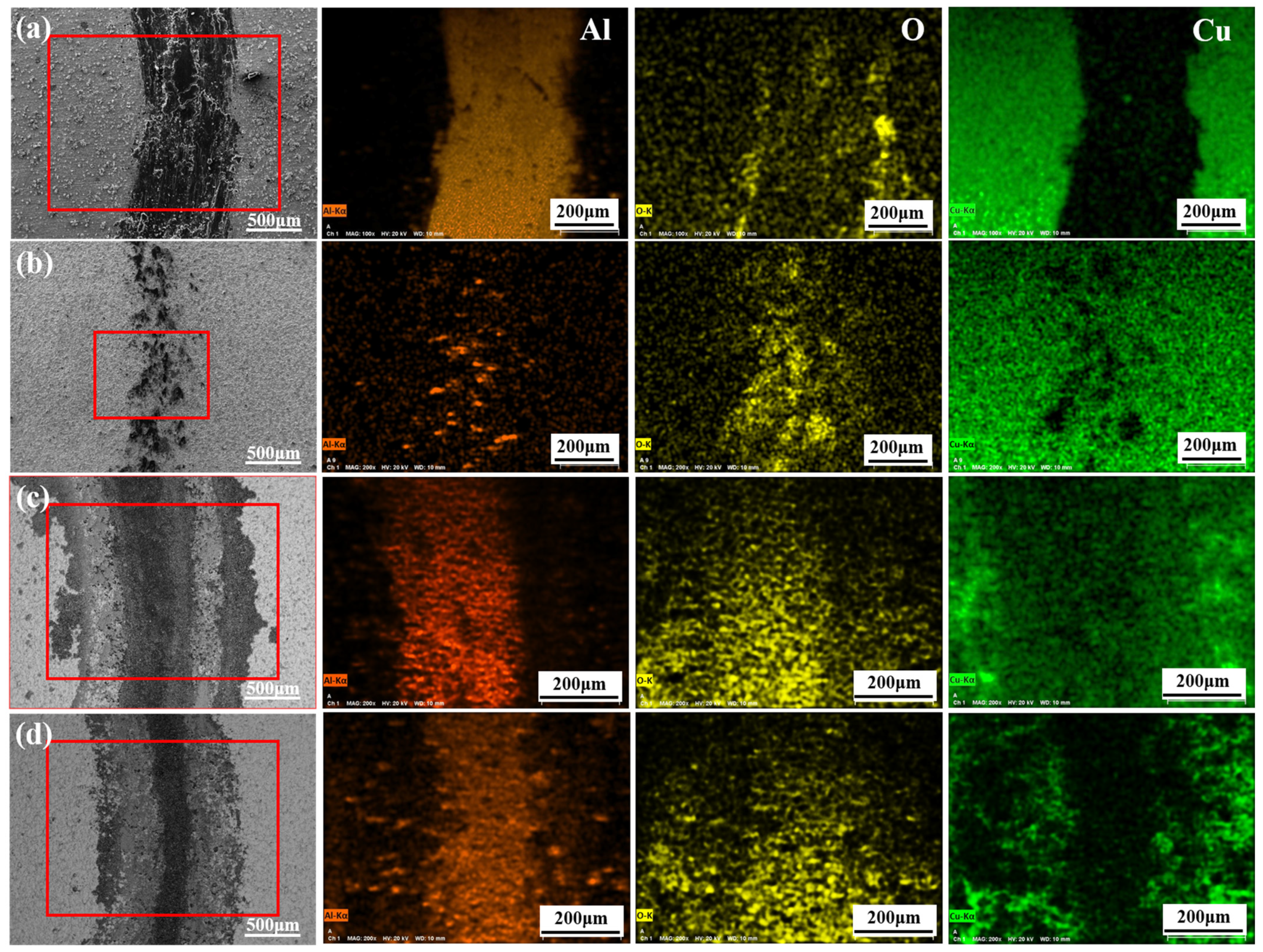
3.3. Characterization of Tribological Behavior
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohamad, S.; Liza, S.; Yaakob, Y. Strengthening of the mechanical and tribological properties of composite oxide film formed on aluminum alloy with the addition of graphite. Surf. Coat. Technol. 2020, 403, 126435. [Google Scholar] [CrossRef]
- Famiyeh, L.; Huang, X.H. Plasma electrolytic oxidation coatings on aluminum alloys: Microstructures, properties, and applications. Mod. Concepts Mater. Sci. 2019, 2, 1–13. [Google Scholar]
- An, L.-Y.; Ma, Y.; Yan, X.-X.; Wang, S.; Wang, Z.-Y. Effects of electrical parameters and their interactions on plasma electrolytic oxidation coatings on aluminum substrates. Trans. Nonferrous Met. Soc. China 2020, 30, 883–895. [Google Scholar] [CrossRef]
- Szkodo, M.; Stanisławska, A.; Komarov, A.; Bolewski, L. Effect of MAO coatings on cavitation erosion and tribological properties of 5056 and 7075 aluminum alloys. Wear 2021, 474–475, 203709. [Google Scholar] [CrossRef]
- Pakiea, W.; Tanski, T.; Brytan, Z.; Chladek, G.; Pakiela, K. The impact of laser surface treatment on the microstructure, wear resistance and hardness of the AlMg5 aluminum alloy. Appl. Phys. A 2020, 126, 3. [Google Scholar] [CrossRef] [Green Version]
- Sobolev, A.; Peretz, T.; Borodianskiy, K. Fabrication and Characterization of Ceramic Coating on Al7075 Alloy by Plasma Electrolytic Oxidation in Molten Salt. Coatings 2020, 10, 993. [Google Scholar] [CrossRef]
- Kaewvilai, A.; Tanathakorn, R.; Laobuthee, A.; Rattanasakulthong, W.; Rodchanarowan, A. Electroless copper plating on nano-silver activated glass substrate: A single-step activation. Surf. Coat. Technol. 2017, 319, 260–266. [Google Scholar] [CrossRef]
- Wei, C.L.; Cheng, J.G.; Chen, P.Q.; Wei, B.; Gao, D.; Xu, D. Facile electroless copper plating on diamond particles without conventional sensitization and activation. Adv. Powder Technol. 2019, 30, 2751–2758. [Google Scholar] [CrossRef]
- Alirezaei, S.; Monirvaghefi, S.; Salehi, M.; Saatchi, A. Effect of alumina content on surface morphology and hardness of Ni-P-Al2O3(α) electroless composite coatings. Surf. Coat. Technol. 2004, 184, 170–175. [Google Scholar] [CrossRef]
- Pancrecious, J.K.; Deepa, J.P.; Jayan, V. Nanoceria induced grain refinement in electroless Ni-B-CeO2 composite coating for enhanced wear and corrosion resistance of Aluminium alloy. Surf. Coat. Tech. 2018, 356, 29–37. [Google Scholar] [CrossRef]
- Yin, Z.; Chen, F. Effect of nickel immersion pretreatment on the corrosion performance of electroless deposited Ni–P alloys on aluminum. Surf. Coat. Technol. 2013, 228, 34–40. [Google Scholar] [CrossRef]
- Abdel-Gawad, S.A.; Sadik, M.A.; Shoeib, M.A. Preparation and properties of a novel nano Ni-B-Sn by electroless deposition on 7075-T6 aluminum alloy for aerospace application. J. Alloy Compd. 2019, 785, 1284–1292. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, G.; Ouyang, Y.; He, X.; Hu, B.; Zhang, J.; Wu, Z. Studies on influence of zinc immersion and fluoride on nickel electroplating on magnesium alloy AZ91D. Appl. Surf. Sci. 2009, 255, 7773–7779. [Google Scholar] [CrossRef]
- Ma, C.; Cheng, D.; Zhu, X.; Yan, Z.; Fu, J.; Yu, J.; Liu, Z.; Yu, G.; Zheng, S. Investigation of a self-lubricating coating for diesel engine pistons, as produced by combined microarc oxidation and electrophoresis. Wear 2018, 394–395, 109–112. [Google Scholar] [CrossRef]
- Yang, W.; Xu, D.; Wang, J.; Yao, X.; Chen, J. Microstructure and corrosion resistance of micro arc oxidation plus electrostatic powder spraying composite coating on magnesium alloy. Corros. Sci. 2018, 136, 174–179. [Google Scholar] [CrossRef]
- Li, Z.-Y.; Cai, Z.-B.; Cui, Y.; Liu, J.-H.; Zhu, M.-H. Effect of oxidation time on the impact wear of micro-arc oxidation coating on aluminum alloy. Wear 2019, 426–427, 285–295. [Google Scholar] [CrossRef]
- Yang, W.; Xu, D.P.; Wang, J.L.; Jiang, B.L. Preparation of MAO coatings doped with graphene oxide. Surf. Eng. 2016, 33, 739–743. [Google Scholar] [CrossRef]
- Yang, W.; Wu, S.; Xu, D.; Gao, W.; Yao, Y.; Guo, Q.; Chen, J. Preparation and performance of alumina ceramic coating doped with aluminum nitride by micro arc oxidation. Ceram. Int. 2020, 46, 17112–17116. [Google Scholar] [CrossRef]
- Mo, Q.; Qin, G.; Ling, K.; Lv, X.; Wang, N.; Li, W. Layer-by-layer self-assembled polyurea layers onto MAO surface for enhancing corrosion protection to aluminum alloy 6063. Surf. Coat. Tech. 2021, 405, 126653. [Google Scholar] [CrossRef]
- ASTM D 3359-17 Standard Test Methods for Measuring Adhesion by Tape Test; American Society of Testing Materials: West Conshohocken, PA, USA, 2017.
- GB/T 5270-2005 Metallic Coatings on Metallic Substrates-Electrodeposited and Chemically Deposited Coatings-Review of Methods Available for Testing Adhesion; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2005.
- Winzer, J.; Weiler, L.; Pouquet, J.; Rödel, J. Wear behaviour of interpenetrating alumina–COPPER composites. Wear 2011, 271, 2845–2851. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Chemical Substances | Experimental Conditions |
|---|---|---|
| MAO | 12 g/L Na2SiO3, 1.2 g/L NaOH | Frequency (500 Hz), Duty cycle (10%), Output voltages (400, 450, 500, 550 V), Temperature < 40 °C, Reaction time 20 min. |
| Sensitization | 30 g/L SnCl2, 30 mL/L HCl | Ultrasonic vibration, Room temperature, 4 min |
| Activation | 6g/L AgNO3, A small amount of NH4OH | Ultrasonic vibration, Room temperature, 4 min |
| Chemical Copper plating | 14 g/L CuSO4 × 5H2O, 60 g/L C4H4KNaO6, 0.1 g/L K4Fe (CN)6 × 3H2O, 15 mL/L HCHO, 50 mL/L CH3OH, A certain amount of NaOH | pH: 12.5 ± 0.1, Magnetic stirring speed 100 r/min, Constant temperature 30 ℃, Reaction time 30 min. |
| Elements | Coatings | |||||||
|---|---|---|---|---|---|---|---|---|
| MAO-1 | MAO-2 | MAO-3 | MAO-4 | MAO-1 + Cu | MAO-2 + Cu | MAO-3 + Cu | MAO-4 + Cu | |
| O | 49.98 | 59.96 | 61.07 | 62.65 | - | - | - | - |
| Al | 47.52 | 31.21 | 26.25 | 23.74 | 3.39 | 0.14 | 0.60 | 0.30 |
| Si | 1.66 | 7.49 | 11.16 | 11.78 | - | - | - | - |
| Mg | 0.63 | 0.51 | 0.42 | 0.39 | - | - | - | - |
| Na | 0.20 | 0.83 | 0.70 | 1.45 | - | - | - | - |
| Cu | - | - | - | - | 96.61 | 99.86 | 99.40 | 99.70 |
| Coatings | Before Cu Plating | After Cu Plating | ||||
|---|---|---|---|---|---|---|
| Hardness /HV0.2 | Roughness/μm | Actual Area/Smooth Surface | Hardness /HV0.2 | Roughness/μm | Actual Area/Smooth Surface | |
| MAO-1 | 204.7 | 0.55 | 1.27 | 128.4 | 0.67 | 1.23 |
| MAO-2 | 296.1 | 2.85 | 3.53 | 126.8 | 1.18 | 1.31 |
| MAO-3 | 407.8 | 2.41 | 2.27 | 129.5 | 1.13 | 1.25 |
| MAO-4 | 96.2 | 1.95 | 1.60 | 132.7 | 1.63 | 1.28 |
| Elements | MAO-1 + Cu | MAO-2 + Cu | MAO-3 + Cu | MAO-4 + Cu |
|---|---|---|---|---|
| O | 7.52 | 16.59 | 44.34 | 44.37 |
| Al | 91.80 | 2.95 | 6.19 | 39.61 |
| Cr | 0 | 0.07 | 0.29 | 0.09 |
| Fe | 0.08 | 5.36 | 16.29 | 6.35 |
| Cu | 0.59 | 75.03 | 32.89 | 9.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.-K.; Yang, W.; Gao, W.; Yao, Y.-H.; Zhang, Y.; Chen, J. Characterization of MAO + Cu Composite Coatings on Aluminum Alloy. Coatings 2021, 11, 1172. https://doi.org/10.3390/coatings11101172
Wu S-K, Yang W, Gao W, Yao Y-H, Zhang Y, Chen J. Characterization of MAO + Cu Composite Coatings on Aluminum Alloy. Coatings. 2021; 11(10):1172. https://doi.org/10.3390/coatings11101172
Chicago/Turabian StyleWu, Shang-Kun, Wei Yang, Wei Gao, Yu-Hong Yao, Yong Zhang, and Jian Chen. 2021. "Characterization of MAO + Cu Composite Coatings on Aluminum Alloy" Coatings 11, no. 10: 1172. https://doi.org/10.3390/coatings11101172
APA StyleWu, S.-K., Yang, W., Gao, W., Yao, Y.-H., Zhang, Y., & Chen, J. (2021). Characterization of MAO + Cu Composite Coatings on Aluminum Alloy. Coatings, 11(10), 1172. https://doi.org/10.3390/coatings11101172