3.1. Glossiness of Paint Film
The glossiness test results of each group’s specimens are shown in
Table 5,
Table 6,
Table 7 and
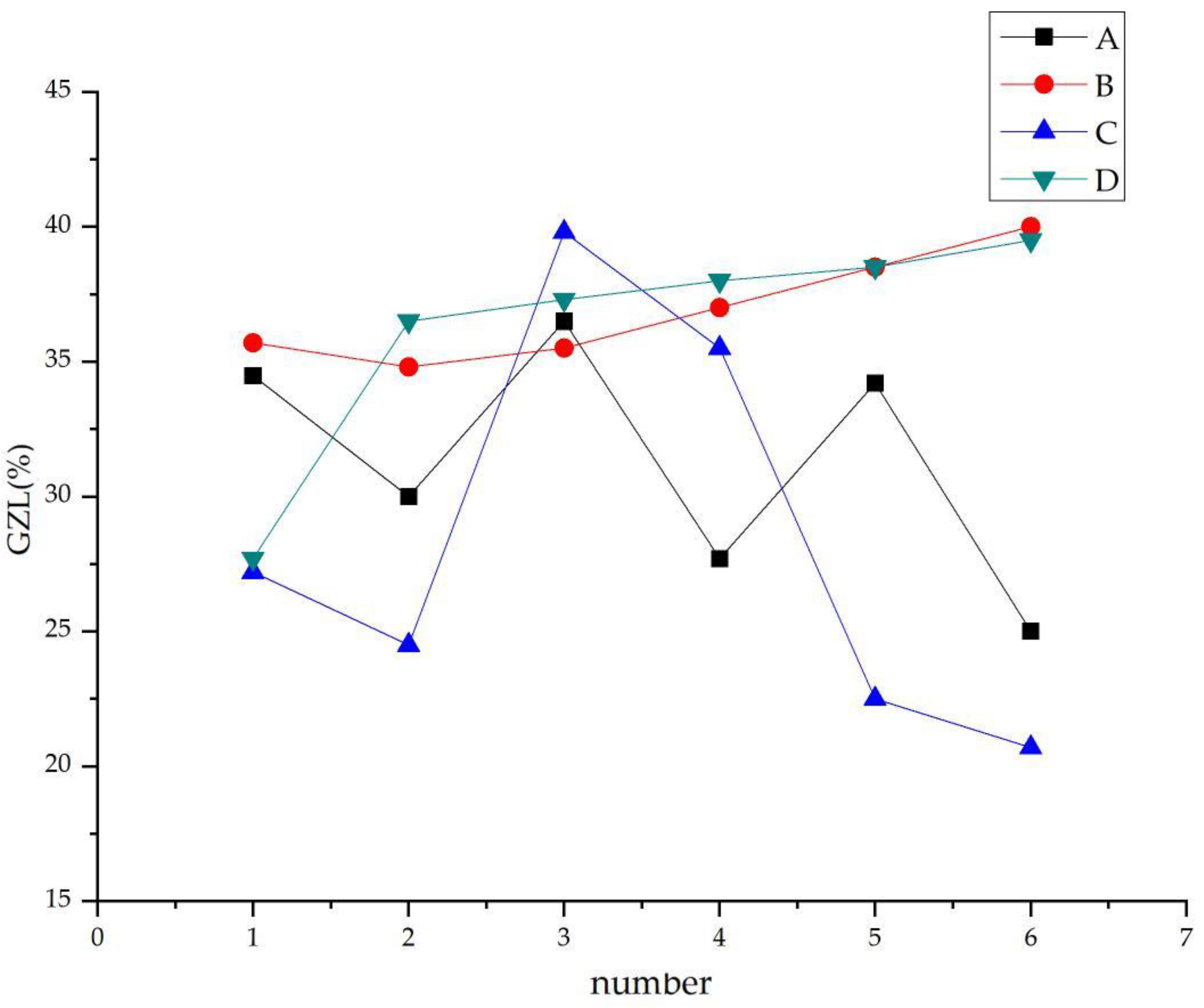
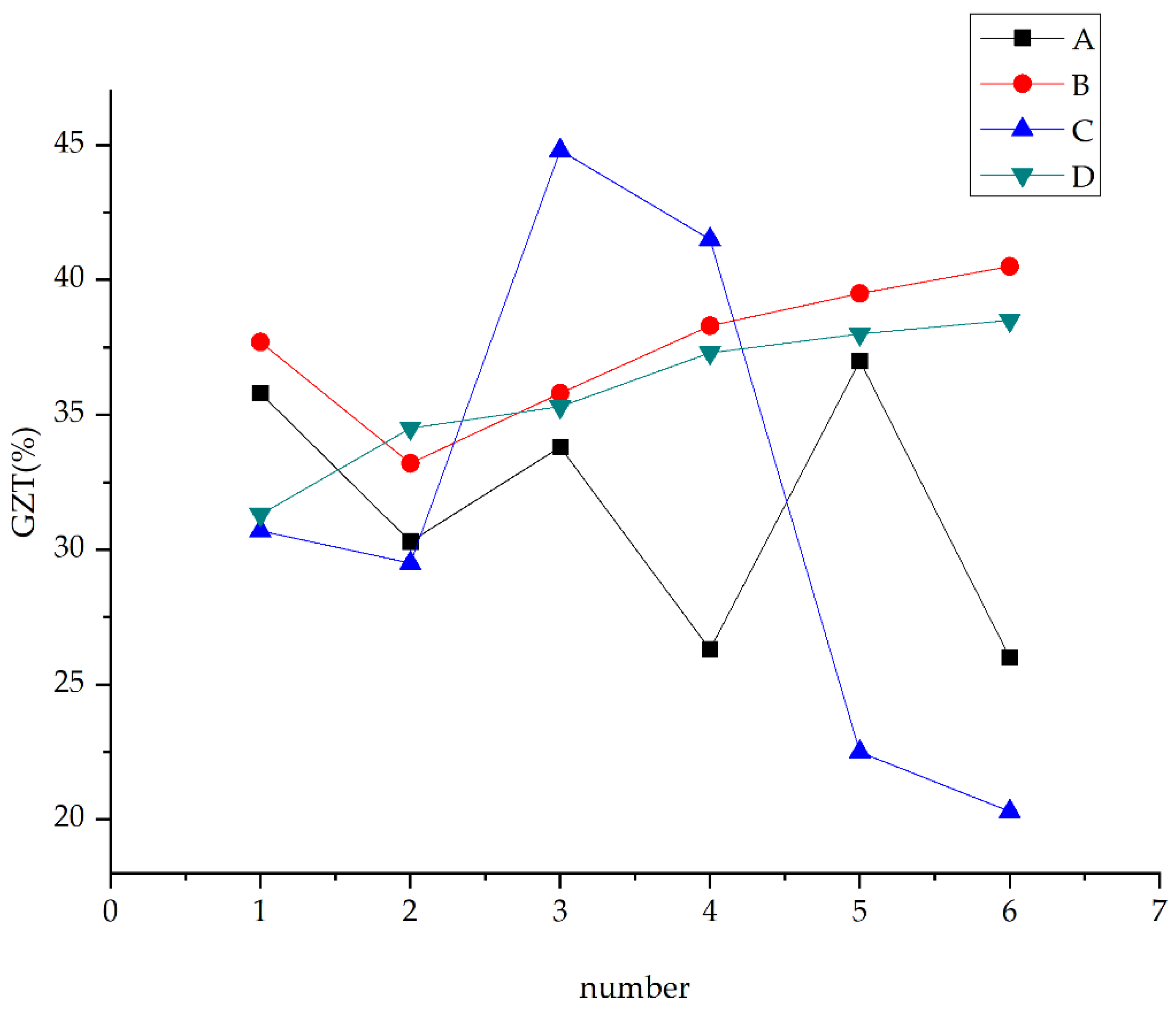
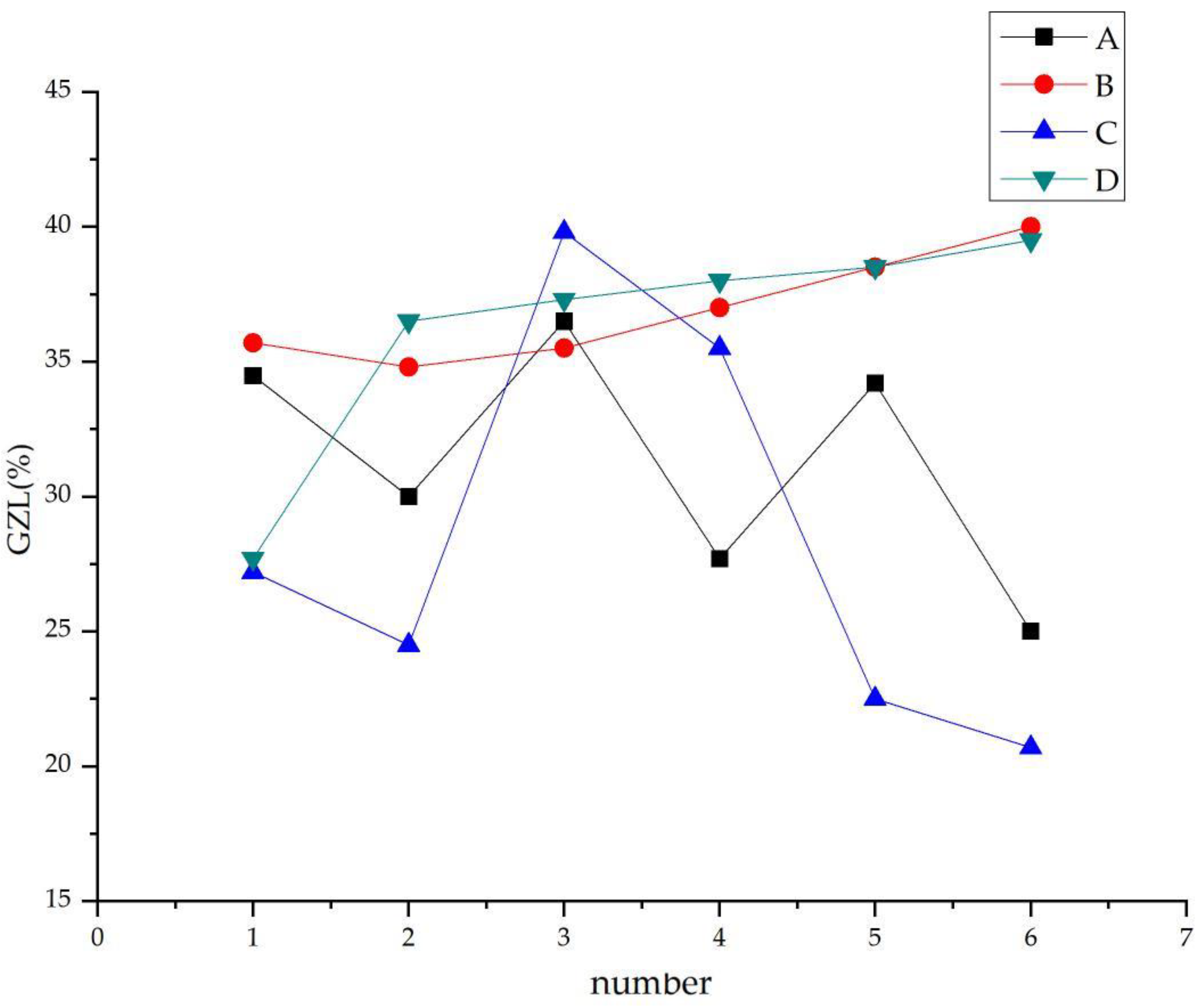
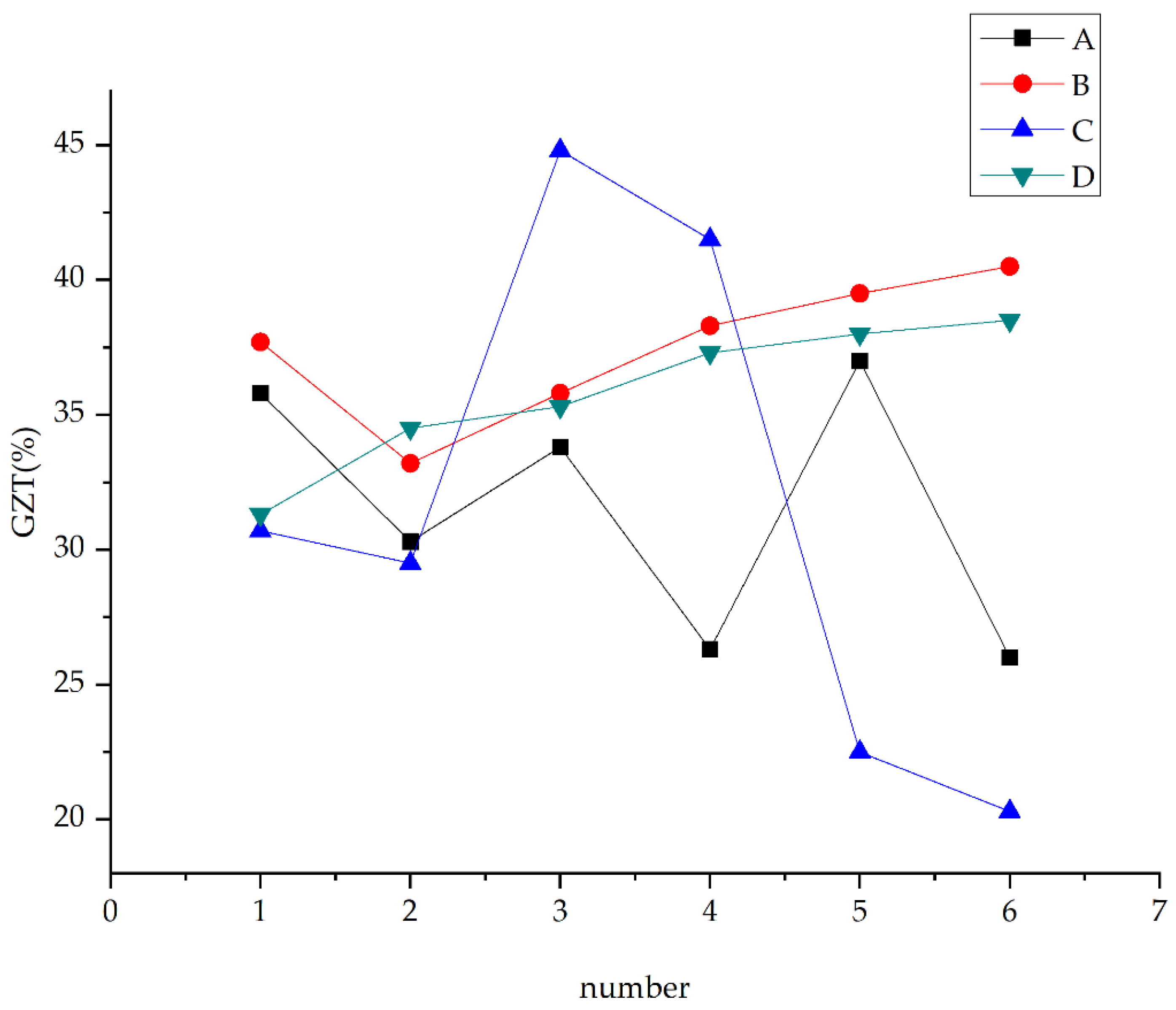
Table 8. The vertical incident glossiness (GZT) (%) of the A3–A6 specimens have no obvious rising and falling trend. The parallel incident glossiness (GZL) (%) value of the B3–B6 specimens gradually increased. The GZT (%) value of the B3–B6 specimens gradually increased. The GZT (%) value of C3–C6 specimens gradually decreased. The GZL (%) value of the D3–D6 specimens gradually increased. The GZT (%) value of the D3–D6 specimens gradually increased. The above analysis was an intuitive description of the gloss value of the paint film of each group of specimens, but the relationship between them was not clear. The GZL (%) and GZT (%) of each group of specimens are shown in
Figure 2 and
Figure 3.
Table 5.
The measured value of gloss for Group A.
Table 5.
The measured value of gloss for Group A.
| Number | A1 | A2 | A3 | A4 | A5 | A6 |
|---|
| GZL (%) | Value | 36.5 | 30.5 | 37.5 | 27.0 | 35.0 | 25.0 |
| 33.5 | 30.0 | 36.5 | 27.5 | 34.0 | 24.5 |
| 34.5 | 29.5 | 35.5 | 28.5 | 33.5 | 25.5 |
| Mean | 34.8 | 30.0 | 36.5 | 27.7 | 34.2 | 25.0 |
| Range | 3.0 | 1.0 | 2.0 | 1.5 | 1.5 | 1.0 |
| GZT (%) | Value | 35.5 | 29.5 | 35.0 | 26.0 | 37.5 | 26.0 |
| 36.0 | 31.0 | 33.5 | 26.5 | 37.5 | 25.5 |
| 36.0 | 30.5 | 33.0 | 26.5 | 36.0 | 26.5 |
| Mean | 35.8 | 30.3 | 33.8 | 26.3 | 37.0 | 26.0 |
| Range | 0.5 | 1.5 | 2.0 | 0.5 | 1.5 | 1.0 |
| GZL/GZT | GZB | 0.97 | 0.99 | 1.08 | 1.05 | 0.92 | 0.96 |
Table 6.
The measured value of gloss for Group B.
Table 6.
The measured value of gloss for Group B.
| Number | B1 | B2 | B3 | B4 | B5 | B6 |
|---|
| GZL (%) | Value | 34.5 | 34.5 | 34.5 | 38.5 | 39.5 | 41.0 |
| 36.5 | 36.5 | 35.5 | 35.0 | 38.5 | 39.5 |
| 36.0 | 33.5 | 36.5 | 37.5 | 36.5 | 39.5 |
| Mean | 35.7 | 34.8 | 35.5 | 37.0 | 38.5 | 40.0 |
| Range | 2.0 | 3.0 | 0.5 | 3.5 | 6.0 | 1.5 |
| GZT (%) | Value | 39.5 | 36.0 | 38.5 | 39.5 | 40.0 | 40.0 |
| 36.0 | 31.5 | 32.5 | 37.5 | 37.5 | 40.5 |
| 37.5 | 32.0 | 36.5 | 38.0 | 39.5 | 41.0 |
| Mean | 37.7 | 33.2 | 35.8 | 38.3 | 39.5 | 40.5 |
| Range | 3.5 | 4.5 | 6.0 | 2.0 | 3.5 | 1.0 |
| GZL/GZT | GZB | 0.95 | 1.05 | 0.99 | 0.97 | 1.04 | 0.99 |
Table 7.
The measured value of gloss for Group C.
Table 7.
The measured value of gloss for Group C.
| Number | C1 | C2 | C3 | C4 | C5 | C6 |
|---|
| GZL (%) | Value | 28.5 | 24.0 | 40.0 | 36.0 | 22.0 | 18.0 |
| 25.5 | 25.0 | 42.0 | 35.5 | 22.0 | 21.5 |
| 26.5 | 24.5 | 37.5 | 35.0 | 23.5 | 22.5 |
| Mean | 27.2 | 24.5 | 39.8 | 35.5 | 22.5 | 20.7 |
| Range | 2.0 | 1.0 | 4.5 | 1.0 | 1.5 | 4.5 |
| GZT (%) | Value | 35.0 | 27.5 | 46.0 | 42.5 | 22.5 | 20.5 |
| 22.5 | 25.5 | 40.0 | 40.0 | 21.5 | 19.0 |
| 34.5 | 35.5 | 48.5 | 42.0 | 21.0 | 21.5 |
| Mean | 30.7 | 29.5 | 44.8 | 41.5 | 22.5 | 20.3 |
| Range | 12.5 | 10.0 | 8.5 | 2.5 | 7.0 | 2.5 |
| GZL/GZT | GZB | 0.89 | 0.83 | 0.89 | 0.86 | 1.14 | 1.02 |
Table 8.
The measured value of gloss for Group D.
Table 8.
The measured value of gloss for Group D.
| Number | D1 | D2 | D3 | D4 | D5 | D6 |
|---|
| GZL (%) | Value | 28.0 | 36.5 | 40.0 | 35.5 | 40.0 | 38.5 |
| 28.5 | 37.5 | 37.5 | 38.5 | 37.5 | 40.5 |
| 26.5 | 35.5 | 34.5 | 40.0 | 39.0 | 39.5 |
| Mean | 27.7 | 36.5 | 37.3 | 38 | 38.5 | 39.5 |
| Range | 2.0 | 0.0 | 5.5 | 4.5 | 6.0 | 3.5 |
| GZT (%) | Value | 30.5 | 33.5 | 36.5 | 38.0 | 36.5 | 41.5 |
| 33.0 | 34.5 | 35.0 | 38.5 | 38.5 | 38.5 |
| 30.5 | 35.5 | 34.5 | 35.5 | 39.0 | 35.5 |
| Mean | 31.3 | 34.5 | 35.3 | 37.3 | 38.0 | 38.5 |
| Range | 2.5 | 9.0 | 2.0 | 2.0 | 2.0 | 6.0 |
| GZL/GZT | GZB | 0.88 | 0.97 | 1.06 | 0.99 | 1.01 | 0.96 |
The scatter curves of the two graphs seem complicated, but there are some regular features. Now the chart was divided into three parts for analysis. The first part is the No. 1 to No. 2 specimens, the second part is the No. 2 to No. 3 specimens, and the third part is the No. 3 to No. 6 specimens. The reason for this classification is that the difference between No. 1 and No. 2 specimens is whether the Didebao primer is painted in the pretreatment stage, and the difference between the No. 2 and No. 3 specimens is whether the Didebao primer is polished after the pretreatment stage. The model of sandpaper used for sanding of No. 3 to No. 6 was gradually increasing.
First, the first part of the broken line was analyzed, that is, the gloss value of the No. 1 and No. 2 specimens. The GZL (%) and GZT (%) of the paint films of Group A, Group B, and Group C, all had a downward trend, and only the value of Group D appeared to have an upward trend. The second part of the broken line was the gloss value of No. 2 and No. 3 specimens, the paint film GZL (%) and GZT (%) of Group A, Group B, Group C, and Group D had an upward trend. Finally, there was the third part of the broken line. The gloss value of Group A had no evident change in trend. The GZL (%) and GZT (%) values of the paint film of groups B and D were on the rise, and the GZL (%) and GZT (%) values of Group C showed a downward trend. From
Figure 2 and
Figure 3, we can also see that the GZL (%) value and substitution of the paint film appeared in the Group C specimens.
The difference in the pretreatment stage between No. 1 and No. 2 specimens was that the No. 1 sample had not undergone any treatment, while the No. 2 sample was coated with a layer of Didebao on its surface. The common point of Group A, Group B, and Group C was that they all used PU sealing primer as the first paint, while the first spray paint of the modified poplar wood specimen of Group D was NC transparent primer. The role of PU sealing primer, as the name suggests, is to play a sealing role on the surface of the material because PU paint has high fullness, good permeability, hard paint layer, and can well fill small gaps in the wood. However, the fullness of the NC transparent primer is not high, and the paint layer is relatively thin, which cannot play a good sealing effect on the surface of the material. Therefore, after the A, B, and C groups were repainted and sprayed on the surface with good sealing properties, the swarf effect of Didebao had little effect on the surface, and the surface gloss increased. In contrast, the paint film of the Group B specimens was thinner and the surface was rougher, the swarfing effect of the Didebao cannot be ignored, thus the surface gloss was reduced. Thus, it can be seen that the PU sealing primer was beneficial to improve the gloss of the modified poplar surface paint film.
The No. 2 specimen was only painted with the Didebao without sanding. After the No. 3 specimen was painted with the Didebao, it was sanded with 180 # sandpaper, which shows that the overall surface roughness of the No. 3 specimen was less than the No. 2 specimen. The GZL (%) and GZT (%) of No. 3 specimens in Group A, Group B, Group C, and Group D were greater than those of the No. 2 specimens. The above analysis indicates that the surface roughness of modified poplar has a certain effect on the paint film’s gloss, but the specific impact is still unclear.
After the No. 3 to No. 6 specimens were painted with Didebao, they were sanded with different kinds of sandpaper. Liu et al. [
23] found that the depth parameters of surface roughness of modified poplar decreased with the increase of the number of sanding paper, and the density parameter of surface roughness (Sm, the average spacing of micro unevenness of contour) decreased at first and then increased, the surface wettability also decreased first and then increased. There was no apparent regularity in the glossiness of the paint film of No. 3 to No. 6 specimens in Group A. This is because Group A had been coated with PU sealing primer twice thus that the surface properties of modified poplar wood had little effect on the glossiness of the paint film. Moreover, the gloss of the paint film was greatly affected by other factors. The gloss of No. 3 to No. 6 specimens in Group B and Group D gradually increased, indicating that the gloss of the paint film was affected by the surface roughness properties of modified poplar wood with these two paint processes, and there was a positive correlation. The gloss of the paint film under the painting process of Group C was unique and showed a decreasing trend. By comparing the painting process of Group B and Group C, it can be seen that Group B was coated with NC primer once, NC transparent finish twice, and Group C was coated with NC primer twice, NC transparent finish once. Because NC primer has better light-shielding performance, the smoother the surface of the material, the better the light-shielding effect of NC primer, which reduces the gloss of the paint film. Although Group D used the NC primer three times, it did not affect the PU sealing. The paint film was thinner, and the gloss of the paint film was primarily dominated by the roughness of the material [
24].
From this, the following conclusions were drawn: the surface gloss of the paint film was affected by the surface roughness of the modified poplar wood, and the way and extent of the effect were restricted by the painting process. The proper use of PU sealing primer can improve the surface properties of the material, thereby increasing the gloss of the paint film, but excessive use will not produce any effect. NC transparent primer has the function of weakening the surface gloss. When the surface roughness and wettability of the modified poplar wood is better, the weakening effect is more obvious. NC transparent topcoat has the effect of improving gloss, but the effect of repeated use is not obvious. Since the antique distressing process has a controllable and low level of gloss on the surface of the paint film, the painting process of Group C is more suitable for the antique distressing process of European and American furniture from the perspective of the gloss of the paint film.
3.2. Test and Analysis of Paint Film Adhesion
The above results are now summarized in simple data for further research (
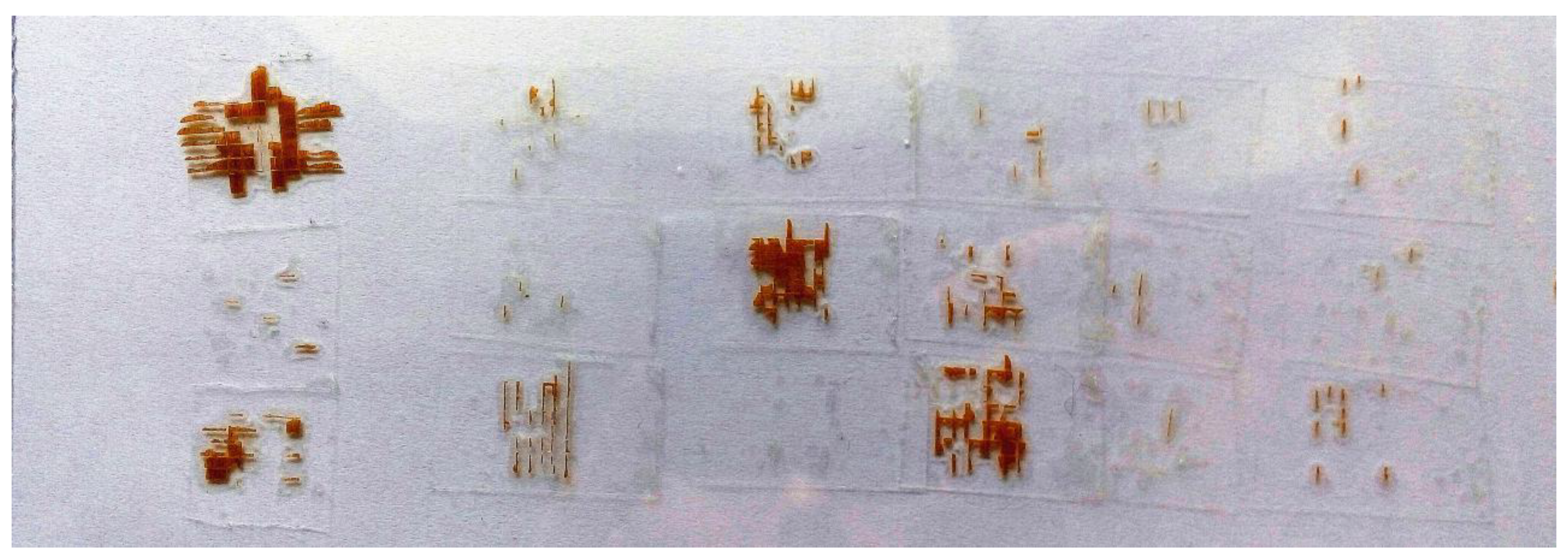
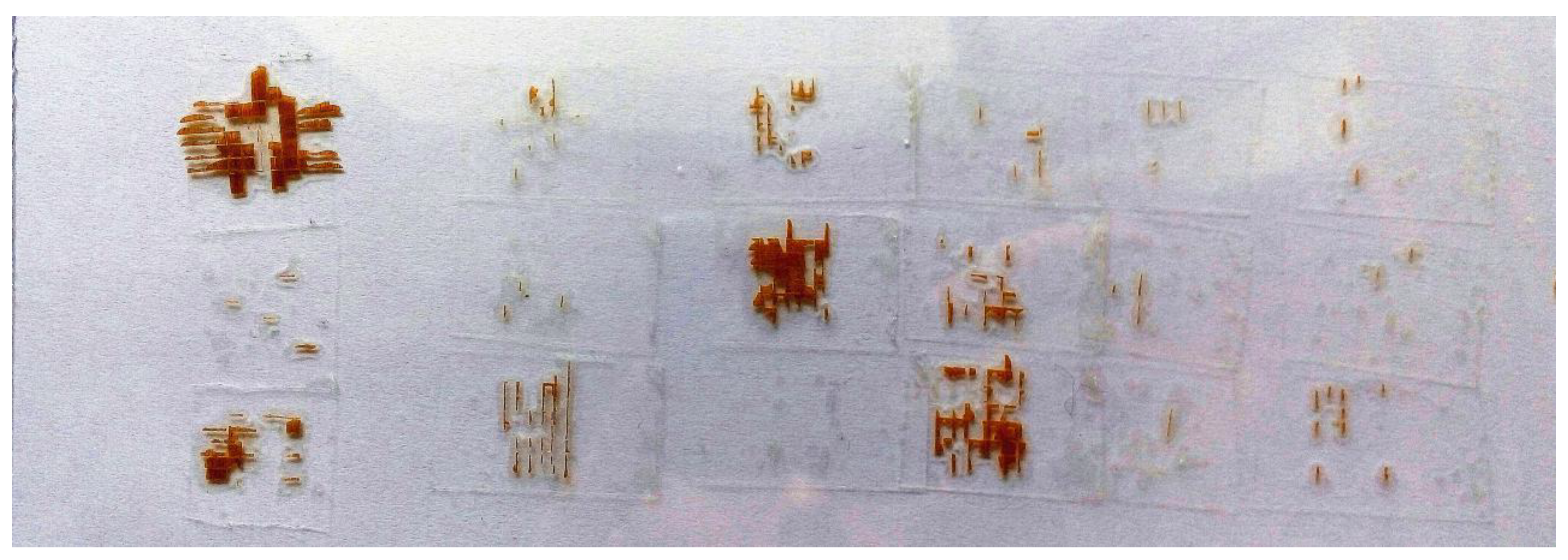
Table 13). After the modified poplar of Group A was painted, the paint film peeling rate was generally not high, the minimum was 0, the maximum was 2% of the No. 6 specimen, and the difference was 2%. After the modified poplar of Group B was painted, the maximum peeling rate was 54.3% of the No. 1 specimen, and the minimum was 8.6% of the No. 4 specimen, and the difference was 45.7%. Among the test pieces of Group C, the paint film peeling rate of No. 1 specimen was the largest, which was 15.3%, and the smallest was 4% of No. 4 specimen, and the difference was 11.3%. Among the specimens of Group D, the maximum paint film peeling rate was still No. 1 piece, which was 40.6%, and the minimum paint film peeling rate was also No. 4 piece, which was 7.6%, with a difference of 33%. The above analysis shows that, except for Group A, the maximum paint film peeling rate appeared in the No. 1 specimen, while the minimum paint film peeling rate occurred in the No. 4 specimen in the four groups.
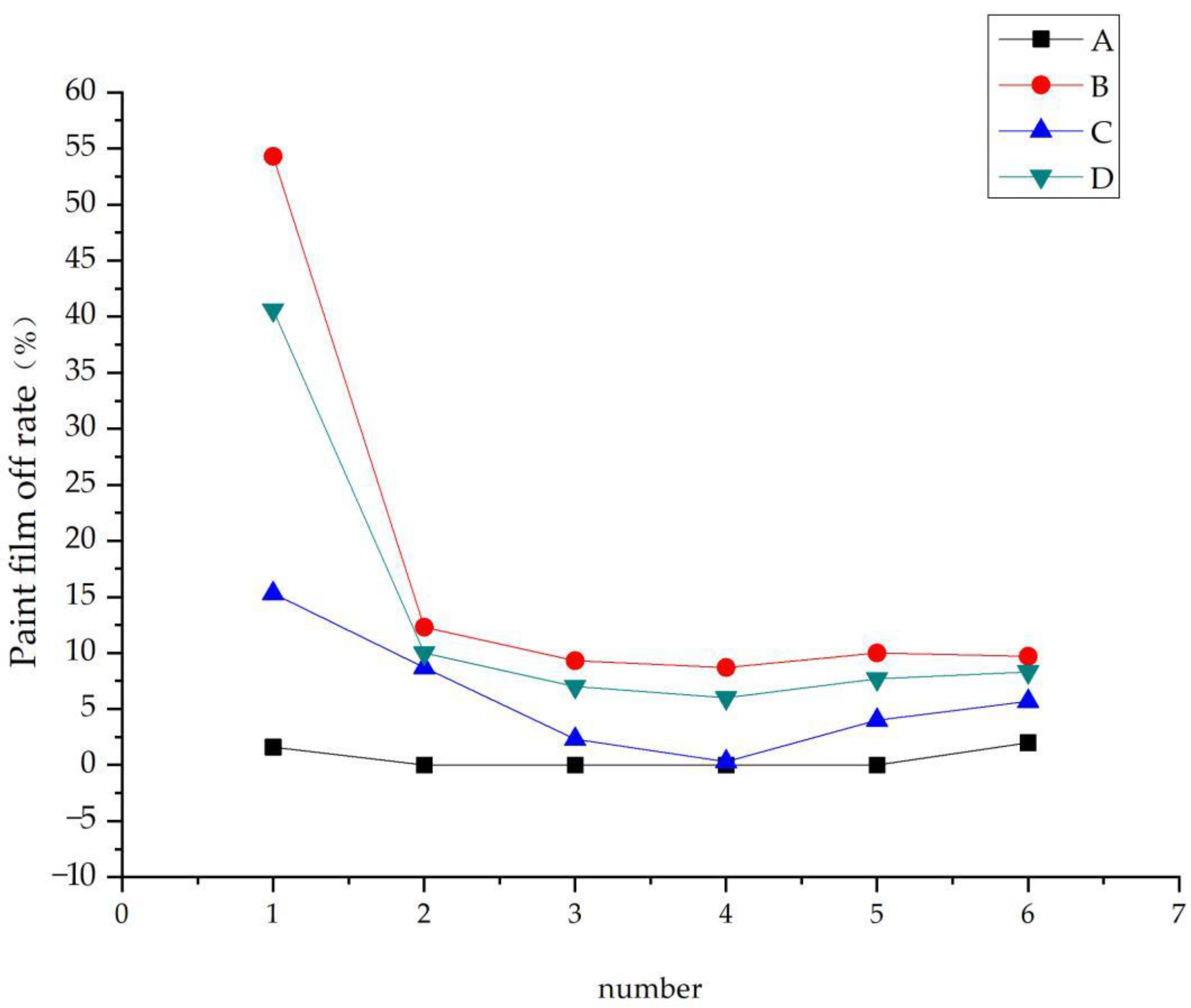
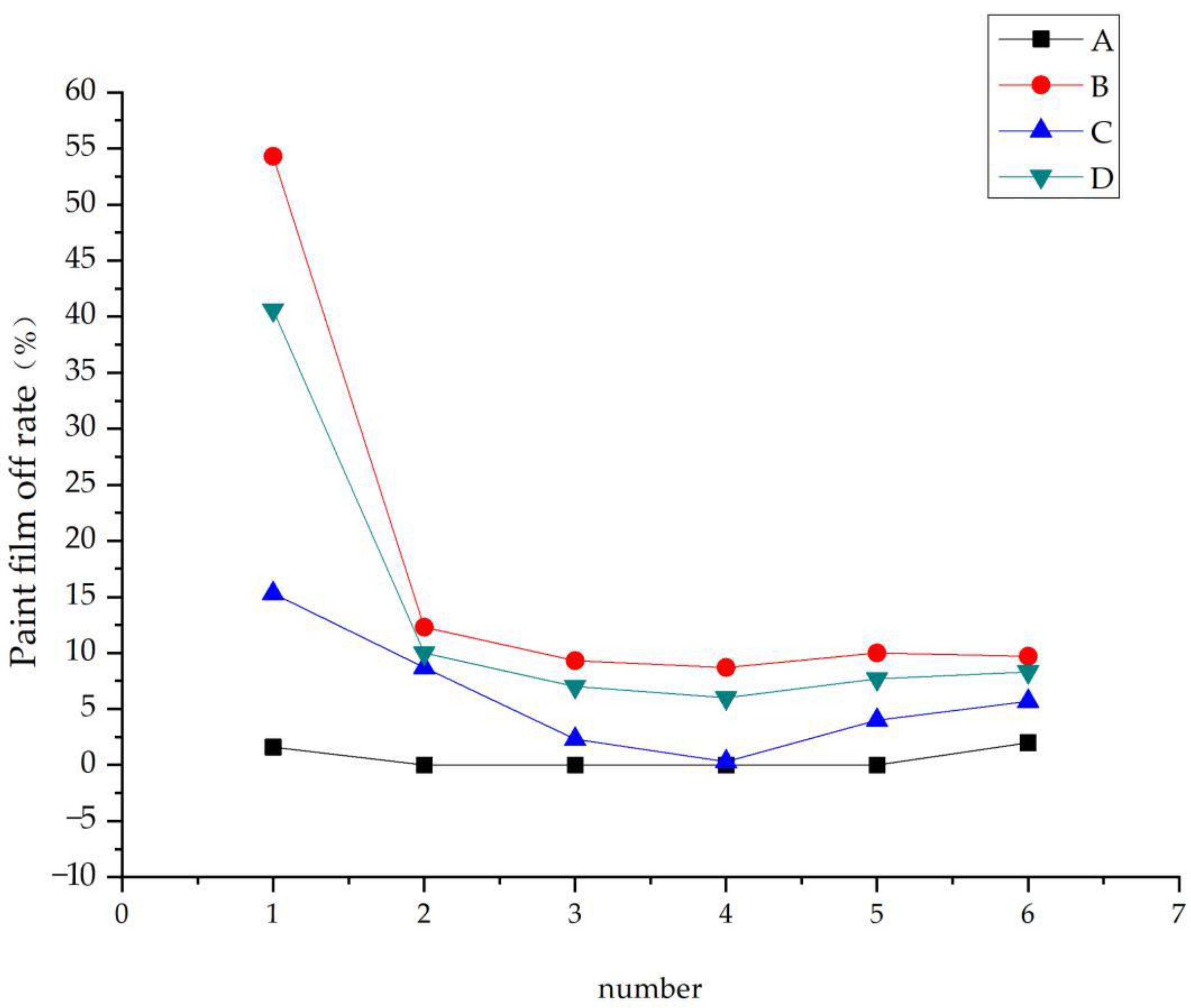
Firstly, the effect of the surface pretreatment performance of modified poplar wood on the adhesion of the paint film was analyzed. Specimens 1–6 were divided into two parts to consider. From part 1 to part 2, the paint film peeling rate of the four groups decreased, indicating that the surface paint film adhesion of the No. 2 specimen after finishing the Didebao primer was significantly improved. This is because the surface roughness and surface activity of the No. 2 specimen was increased, and Didebao improves the penetration of the paint and strengthens the bond with the paint molecules, and the adhesion of the paint film is naturally increased. The surface roughness and depth of specimens No. 2 to No. 6 continued to decrease, the roughness density first decreased and then increased, and the surface wettability also first decreased and then increased. It can be seen from
Figure 4 that in addition to Group A, the paint film shedding rate of the specimens of Group B, Group C, and Group D showed a trend of first decreasing and then increasing from No. 2 specimen to No. 6 specimen, and all reached the minimum at the position of the No. 4 specimen. This is consistent with the trend of the surface roughness and compactness of the modified poplar and the wettability of the contact angle between water and glycerol. It means that the smoother the surface of the modified poplar wood, the greater the adhesion of the paint film. Appropriate surface roughness is conducive to the enhancement of paint film adhesion. In addition, the superior wettability and strong activity of the material surface are also conducive to the combination of paint film and material. When the surface of the modified poplar is too rough, the paint molecules cannot penetrate into the tiny pores and combine with it. Some wood fibers with larger peaks may pierce the paint film, causing the paint film surface to be uneven and blistering. It will have a great impact on the adhesion of the paint film. When the surface is too smooth, the contact area between the oil molecules and the material will be reduced, which is not conducive to the improvement of the adhesion of the paint film. Therefore, proper roughening of the modified poplar wood treated with Didebao can make the paint film better adhere to the material’s surface. On the other hand, the surface activity of the modified poplar also has a great influence on the adhesion of the paint film. If the paint coating is to be spread on the material to form a paint film, its surface free energy cannot be greater than the surface free energy of the material. Increasing the surface free energy of the material and reducing the surface tension are effective methods to improve the adhesion of the paint film.
In order to make the results more intuitive, the data were processed through the software OriginPro 8.0, and the results of different paint processes on the adhesion of the paint film are shown in
Figure 4.
Table 13.
The measured value of adhesion of paint film for groups.
Table 13.
The measured value of adhesion of paint film for groups.
| Number | Specimen No. 1 | Specimen No. 2 | Specimen No. 3 | Specimen No. 4 | Specimen No. 5 | Specimen No. 6 |
|---|
| Group A | 1.6% | 0.0% | 0.0% | 0.0% | 0.0% | 2.0% |
| Group B | 54.3% | 12.3% | 9.3% | 8.6% | 10.0% | 9.6% |
| Group C | 15.3% | 8.6% | 2.3% | 0.3% | 4.0% | 5.3% |
| Group D | 40.6% | 10.0% | 7.0% | 6.0% | 7.6% | 8.3% |
It can be seen from
Figure 4 that the curves of Group B are at the top, Group D and Group C are at the bottom, and the curves of Group A are at the bottom. This shows that the paint film peeling rate of the A paint process was the lowest, and the paint film adhesion was the best, followed by the paint film adhesion of Group C, the paint film adhesion of the Group D was the second, and the paint film adhesion was the worst in Group B. The surface of modified poplar wood specimens of Group A was sprayed with PU sealing primer twice and then with NC transparent topcoat twice. Because the PU sealing primer is thicker and has a good bond with the material treated by Didebao primer, the paint film adhesion has obvious advantages compared with the other three groups, although the twice NC transparent topcoat does not adhere well to the upper layer. The painting process of the modified poplar wood specimens of Group C and the modified poplar wood specimens of Group B are compared. The two groups both use PU sealing primer. The difference is that the follow-up process of Group C is two passes of NC transparent primer and one pass of NC Transparent topcoat, and the follow-up process of Group B is one pass of NC clear primer and two passes of NC clear topcoat. The solid content of the NC primer is higher than that of the topcoat, and the sanding performance of the primer is better. The primer can produce a good bonding force after sanding, and the function of the topcoat is mainly surface protection and improvement. The bonding force between the topcoats after sanding was relatively poor. Therefore, the paint film adhesion of Group C was greater than that of Group B. In the same way, although Group D did not have PU sealing primer as the first paint, it was coated with NC primer three times, and the bonding between the primers was sanded, thus the adhesion performance of the overall paint film was improved. Compared with adding PU sealing paint and NC primer once of Group B, Group D has advantages.
It can be concluded that when PU sealing primer is used as the first primer, its thick, hard, and highly permeable characteristics lay a good foundation for the overall paint process. The number of passes of NC transparent primer was appropriately increasing, and the adhesion of the overall paint film was improved through the bonding between the films after sanding. NC transparent finish does not have much effect on improving the adhesion of the paint film. PU sealing primer is used as the first primer. Its thick, hard, and highly permeable characteristics lay a good foundation for the overall paint process. When the number of passes of NC transparent primer was appropriately increasing, the adhesion of the overall paint film is improved through the bonding between the films after sanding. The NC transparent finish has little effect on improving the adhesion of the paint film.
The results of GZT, GZL, and adhesion tests were assessed in terms of the statistical significance of the different finishing processes and sandpaper model for the coating [
25]. The non-repeated two-way anaylsis of variance (ANOVA) method was used for significance analysis. The analysis of variance at a significance level of 0.05 was performed to detect significant differences in coating properties.
Table 14,
Table 15 and
Table 16 show the significant difference analysis of different finishing processes and sandpaper model. In
Table 14,
Table 15 and
Table 16, SS refers to the sum of squares of the sample data, d
f is the degree of freedom, MS is the ratio of SS to d
f, and MS refers to the average sum of squares of the sample data. F is the value of the F statistic, which is a coefficient indicating correlation. The P-value was used to determine whether a factor was significant. F
crit represents the F value of the corresponding significance level [
26]. When F
crit is greater than F, there is no difference between the two sets of data. The criterion for judging the significance of the difference is that if 0.01 < P
value < 0.05, the difference was significant. If P
value ≤ 0.01, the difference was very significant. If P
value > 0.05, there was no difference.
The results of significance analysis of adhesion obtained by the above methods were that F > Fcrit and Pvalue < 0.01. It shows that there was a very significant difference between the measured data in adhesion. The results of significance analysis of GZL under different sandpaper models obtained by the above methods were that F > Fcrit and Pvalue < 0.05. It shows that there was a significant difference between the measured data in GZL under different sandpaper models. The results of significance analysis of GZT and results of significance analysis of GZL under different finishing processes obtained by the above methods were that F < Fcrit and Pvalue > 0.05. It shows that there was no significant difference between the measured data in GZT. The above results show that the sanding model had a significant impact on GZL, the coating process had no significant impact on GZL, and the sanding model and coating process had no significant impact on GZT. Different coating processes and sandpaper models have a significant impact on the paint film shedding rate. This is because different coating processes and sandpaper models will affect the firmness of the paint film and the substrate, thereby affecting the paint film shedding rate.



{kind=link}
{kind=link}
{kind=link}
{kind=link}