


Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW


Abstract
1. Introduction
2. Materials and Methods
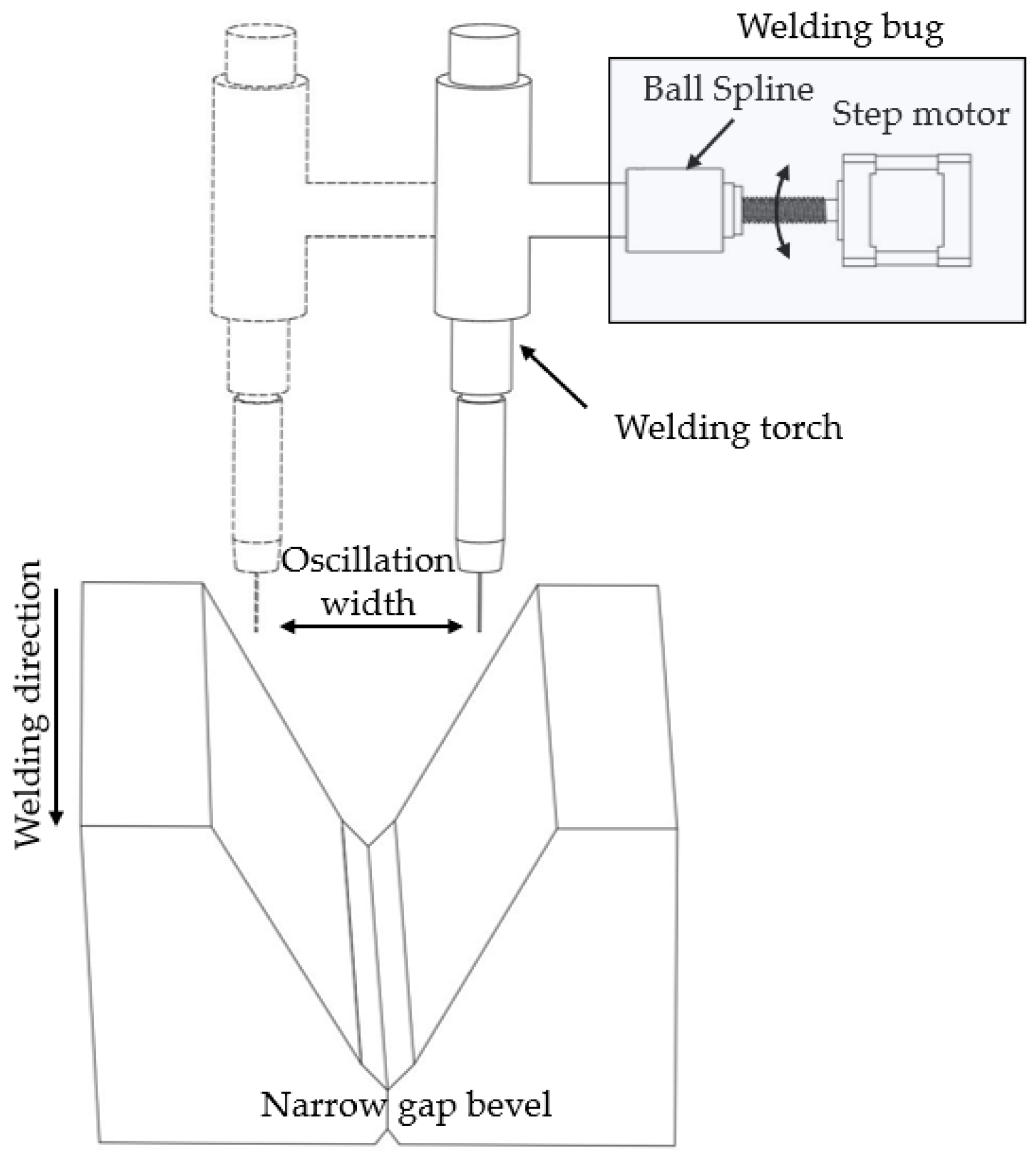
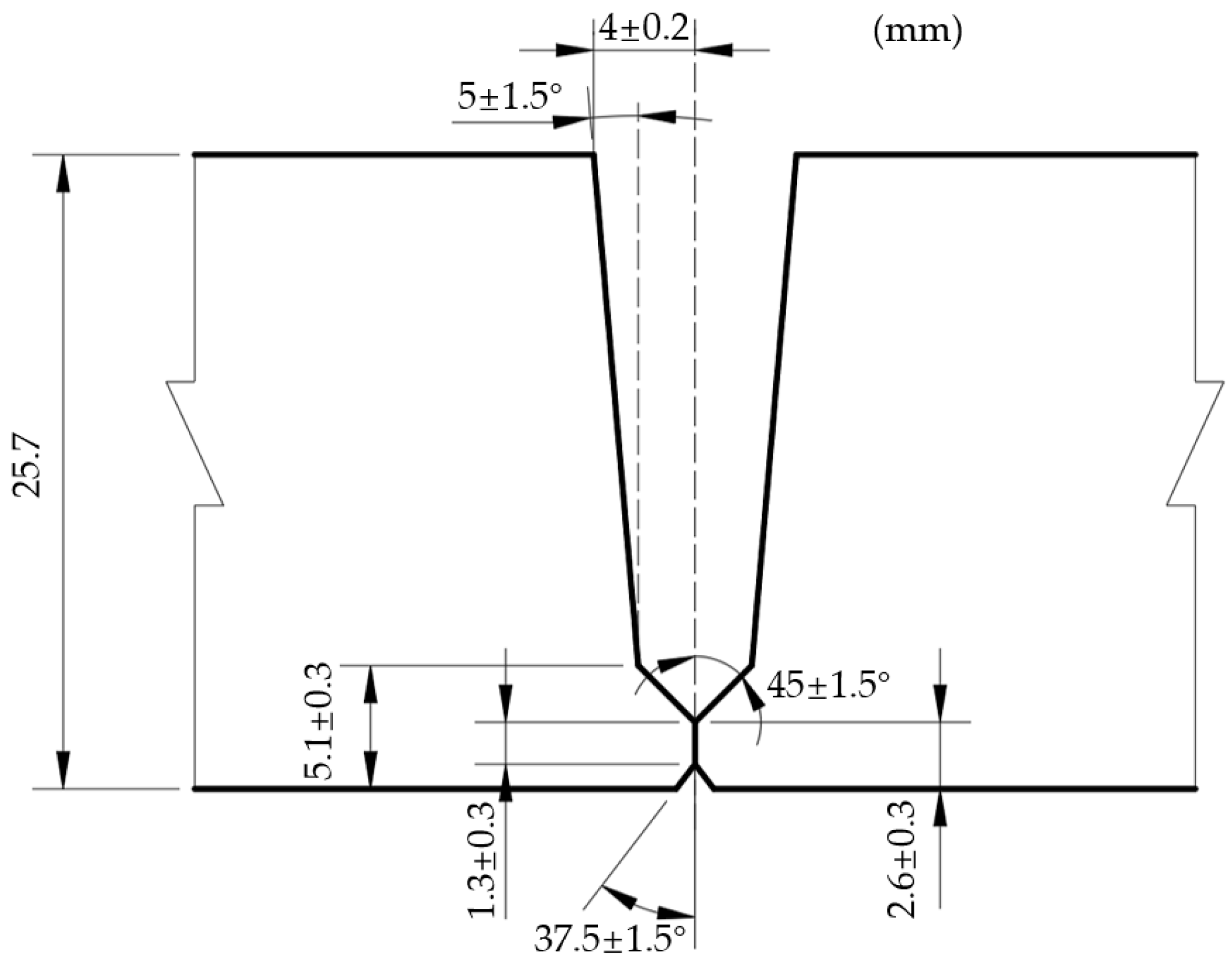
2.1. Experiment Process and Materials
2.2. Method
2.2.1. Selecting Input and Response Parameters
2.2.2. Designing and Conducting the Experiment
2.2.3. Verifying the Model
3. Results and Analysis
3.1. Effects of Input Parameters on the Sidewall Penetration
3.2. Effects of Input Parameters on the Welding Penetration
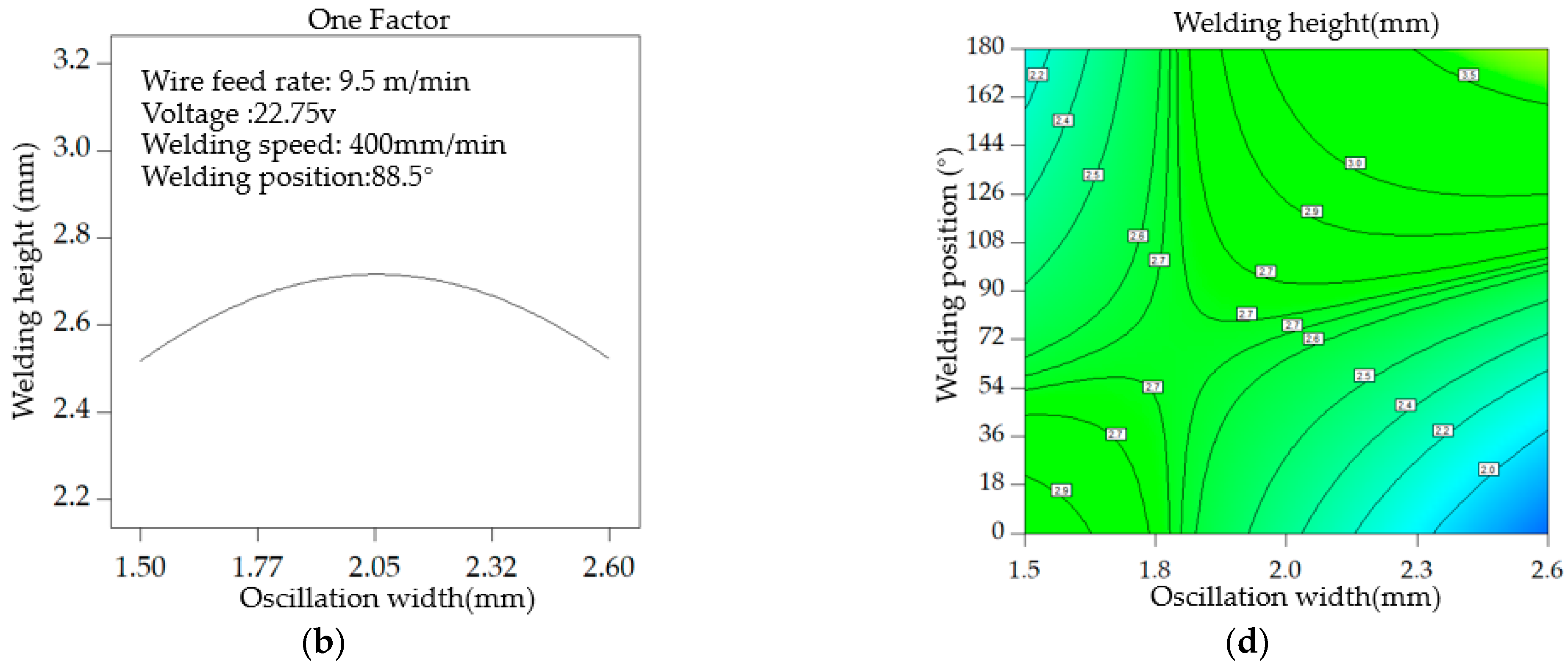
3.3. Effects of Input Parameters on the Welding Height
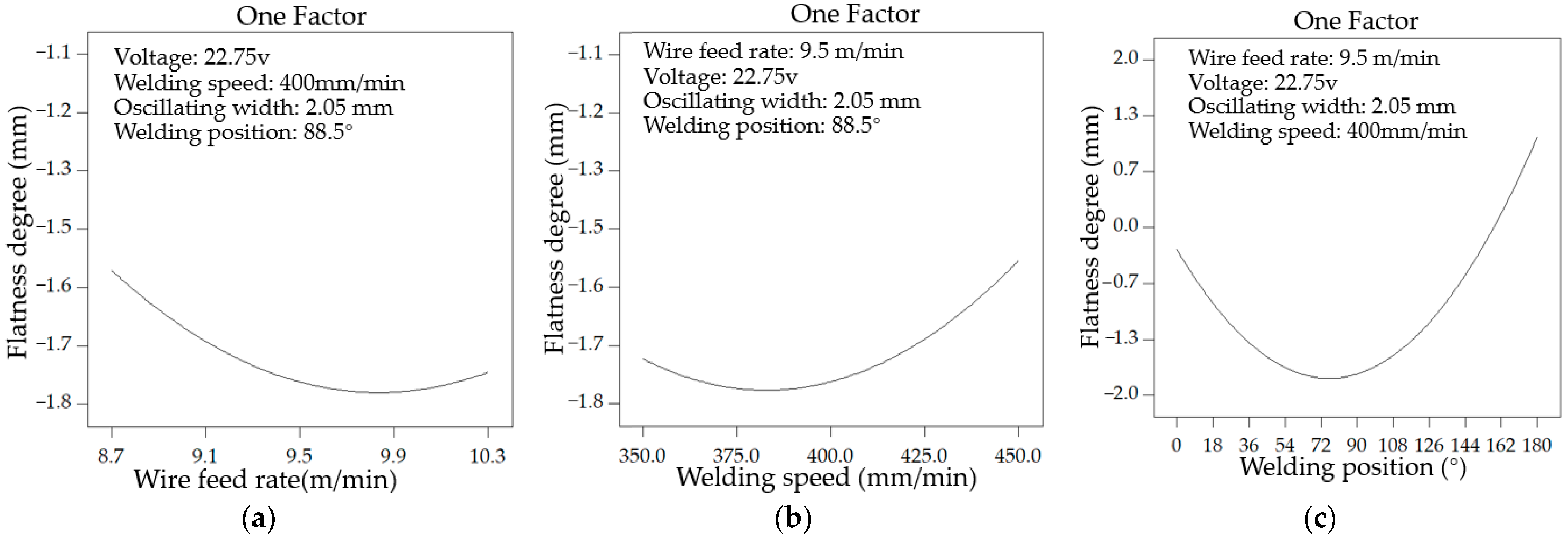
3.4. Effects of the Input Parameter on the Flatness Degree of the Weld Bead
4. Discussion and Validation
5. Conclusions
- (1)
- A statistical model was established to find the correlation between the welding parameters and the weld-bead geometry with the CCD-based RMS. The ANOVA was applied to evaluate the significance and accuracy of the model. The obtained results indicate that the model can be applied to optimize the all-position narrow gap weld-bead geometry.
- (2)
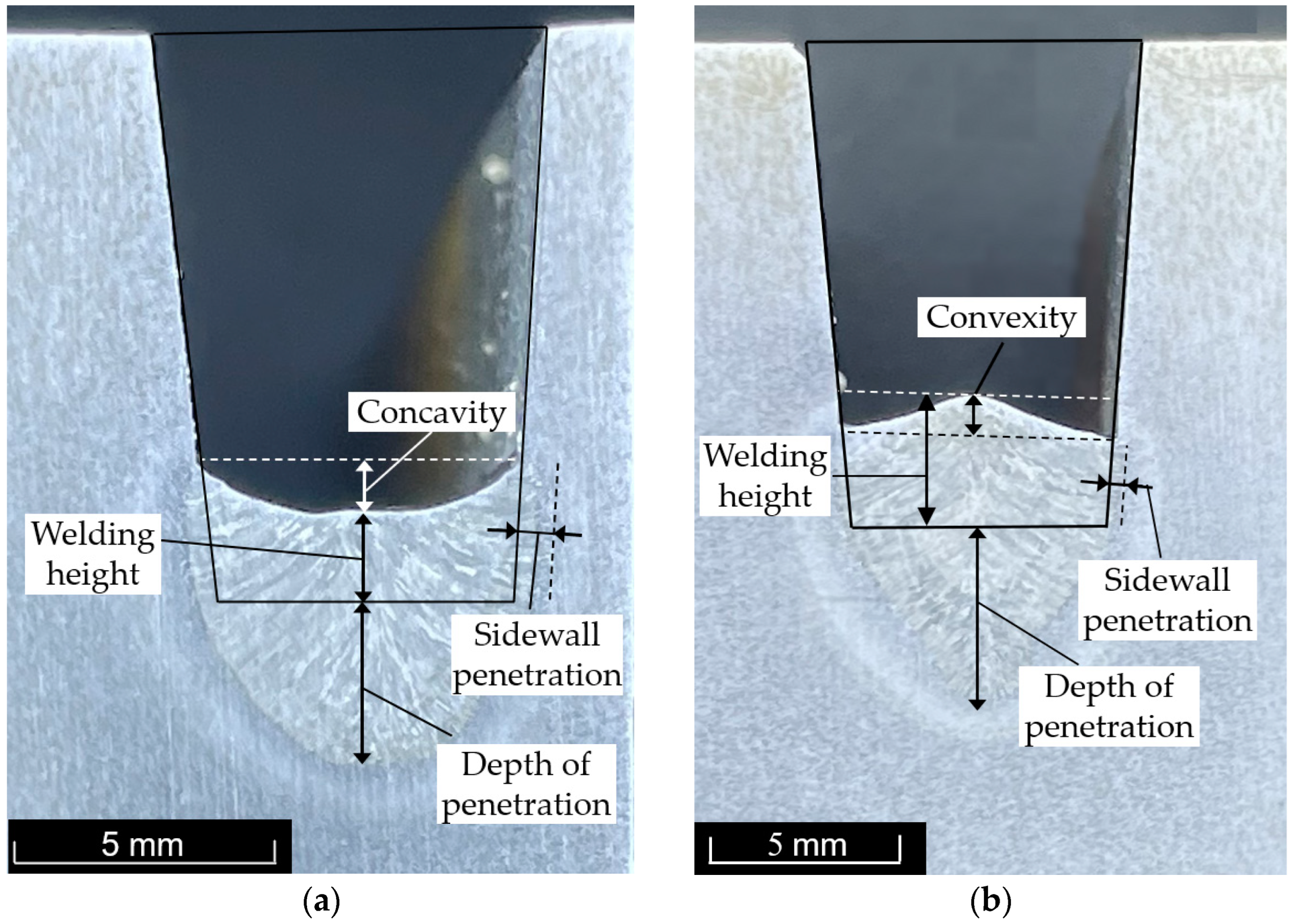
- Welding voltage and oscillation width significantly positively affect the sidewall penetration, while the welding speed has the opposite effect. Therefore, it is necessary to reduce the welding speed and increase the oscillation width to ensure sidewall penetration after vertical welding. In addition, due to the influence of gravity, the groove surface gradually changes from concave to convex. The groove surface convexity can be suppressed by decreasing the welding speed and increasing the wire feeding speed. Moreover, the oscillation width and the wire feeding rate significantly affect the weld height. In order to ensure consistency of the weld height at all positions, the oscillation width should be appropriately reduced before vertical welding, while the oscillation width should be appropriately increased after vertical welding. Meanwhile, it is necessary to optimize the welding speed to ensure the penetration depth of the sidewall.
- (3)
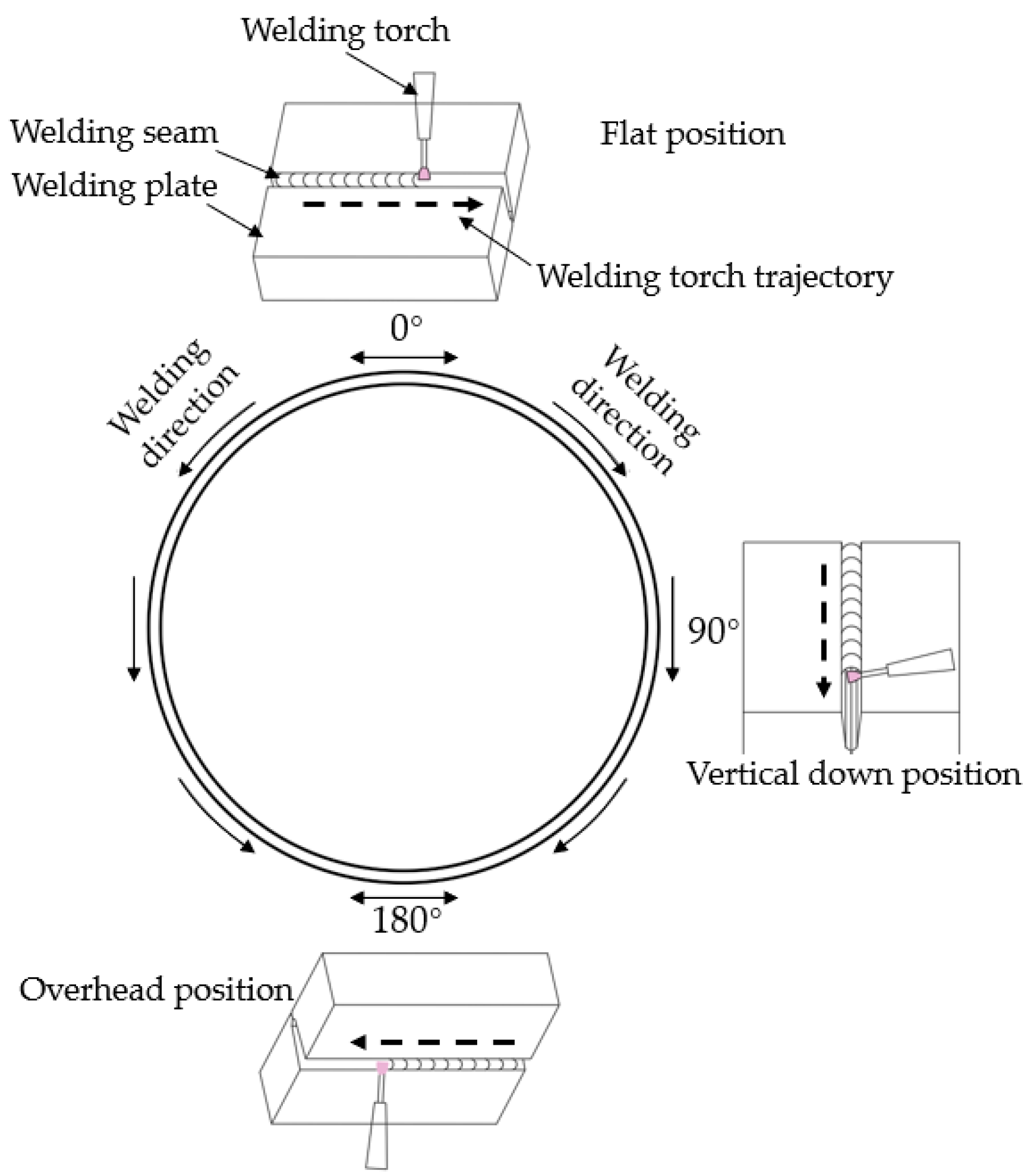
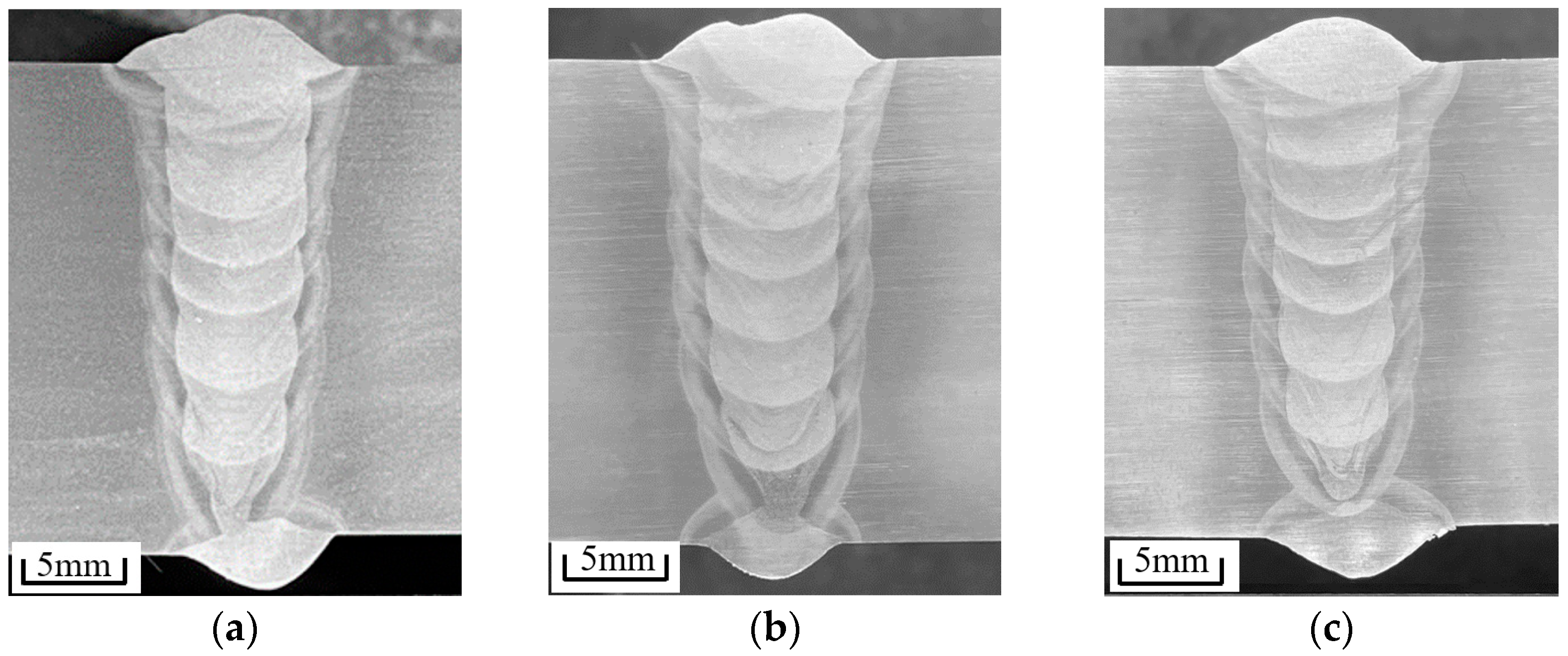
- When the optimized parameters were used in automatic all-position NG-GMAW in pipeline welding, the macroscopic metallography of the weld bead in flat, vertical, and overhead positions shows that there is no incomplete fusion in sidewall and interlayers, demonstrating that the weld bead has deep sidewall penetration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Ren, Y.; Yang, F.; Guo, H. Novel rotation arc system for narrow gap mag welding. Sci. Technol. Weld. Joining 2007, 12, 505–507. [Google Scholar] [CrossRef]
- Xu, W.; Lin, S.; Fan, C.; Yang, C. Prediction and optimization of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2015, 79, 183–196. [Google Scholar] [CrossRef]
- Ding, M.; Tang, X.; Lu, F.; Yao, S. Welding of quenched and tempered steels with high-spin arc narrow gap MAG system. Int. J. Adv. Manuf. Technol. 2011, 55, 527–533. [Google Scholar] [CrossRef]
- Moon, H.; Ko, S.; Kim, J. Automatic seam tracking in pipeline welding with narrow groove. Int. J. Adv. Manuf. Technol. 2009, 41, 234–241. [Google Scholar] [CrossRef]
- Feng, J.; Rathod, D.; Roy, M.; Francis, J.; Guo, W.; Irvine, N.; Vasileiou, A.; Sun, Y.; Smith, M.; Li, L. An evaluation of multi-pass narrow gap laser welding as a candidate process for the manufacture of nuclear pressure vessels. Int. J. Press. Vessel. Pip. 2017, 157, 43–50. [Google Scholar] [CrossRef]
- Yang, Z.; Chen, Y.; Zhang, Z.; Fang, C.; Xu, K.; He, P.; Zhang, Z. Research on the sidewall penetration mechanisms of cable-type welding wire narrow gap GMAW process. Int. J. Adv. Manuf. Technol. 2022, 120, 2443–2455. [Google Scholar] [CrossRef]
- Shi, H.; Zhang, K.; Xu, Z.; Huang, T.; Fan, L.; Bao, W. Applying statistical models optimize the process of multi-pass narrow-gap laser welding with filler wire. Int. J. Adv. Manuf. Technol. 2014, 75, 279–291. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Fu, P.; Su, R.; Han, W.; Yang, F. A swing arc system for narrow gap GMA welding. ISIJ Int. 2012, 52, 110–114. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Zhang, C.; Xu, G.; Li, W. Effect of Arc Swing Parameters on Narrow Gap Vertical GMA Weld Formation. ISIJ Int. 2016, 56, 844–850. [Google Scholar] [CrossRef]
- Li, F.; Sun, Q.; Jin, P.; Liu, Y.; Chen, M.; Li, J.; Hou, S.; Wang, M.; Ji, Y. Wetting behavior of melt and its effect on lack of fusion in arc oscillating NG-GTAW. J. Mater. Process. Technol. 2021, 296, 117176. [Google Scholar] [CrossRef]
- Jia, C.; Yan, Q.; Wei, B.; Wu, C. Rotating-Tungsten Narrow-Groove GTAW for Thick Plates. Weld. Joining 2018, 97, 273s–285s. [Google Scholar] [CrossRef]
- Silva, R.; Schwedersky, M.; Santos, A.; Okuyama, M. Effects of the Rotating Arc Technique on the GMA Welding Process. Soldag. Inspeção 2020, 25, e2519. [Google Scholar] [CrossRef]
- Liratzis, T. Tandem Gas Metal Arc Pipeline Welding. Ph.D. Thesis, University of Cranfield, Cranfield, UK, 2007. [Google Scholar]
- Ni, Z.; Hu, F.; Li, Y.; Lin, S.; Cai, X. Microstructure and Mechanical Properties of the Ternary Gas Shielded Narrow-Gap GMA Welded Joint of High-Strength Steel. Crystals 2022, 12, 1566. [Google Scholar] [CrossRef]
- Pu, J.; Wu, S.; Hu, Q.; Wang, Y. Effect of welding current on arc behavior in tandem GMAW. Int. J. Mod. Phys. B 2019, 33, 1940036. [Google Scholar] [CrossRef]
- Zhang, X.; Ashida, E.; Tarasawa, S.; Anma, Y.; Okada, M.; Katayama, S.; Mizutani, M. Welding of thick stainless steel plates up to 50 mm with high brightness lasers. J. Laser Appl. 2011, 23, 22002–22007. [Google Scholar] [CrossRef]
- Yamazaki, Y.; Abe, Y.; Hioki, Y.; Nakatani, M.; Kitagawa, A.; Nakata, K. Fundamental study of narrow-gap welding with oscillation laser beam. Weld. Int. 2016, 30, 699–707. [Google Scholar] [CrossRef]
- Wang, C.; Mi, G.; Zhang, X. Welding stability and fatigue performance of laser welded low alloy high strength steel with 20 mm thickness. Opt. Laser Technol. 2021, 139, 106941. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Zeng, X. Microstructure and mechanical properties of narrow gap laser-arc hybrid welded 40 mm thick mild steel. Materials 2017, 10, 106. [Google Scholar] [CrossRef]
- Zhang, X.; Mi, G.; Wang, C. Study of microstructure and mechanical properties of narrow-gap multi-layer hybrid laser-arc welded 316L austenitic stainless steel. J. Laser Appl. 2018, 30, 3. [Google Scholar] [CrossRef]
- Wu, Y.; Li, Z.; Wang, X.; Feng, Y.; Wang, M.; Shan, J. Narrow Groove Laser-Arc Hybrid Welding of Thick-Sectioned HSLA Steel U sing Laser Beam Oscillation. Mater. Sci. Eng. A 2011, 528, 4761–4773. [Google Scholar] [CrossRef]
- Yang, Z.; Chen, Y.; Zhang, Y.; Fang, C.; Chen, S.; Gu, X. Arc behavior and deposition characteristics of assisted wire filling cable-type welding wire GMAW. World Sci. 2022, 36, 2240041. [Google Scholar] [CrossRef]
- Yang, Z.D.; Fang, C.F.; Chen, Y.; Liu, B.; Hu, Q.X.; Gu, X.Y. Effect of forces on dynamic metal transfer behavior of cable-type welding wire gas metal arc welding. Int. J. Adv. Manuf. Technol. 2022, 97, 81–90. [Google Scholar] [CrossRef]
- Modenesi, P. Statistical Modelling of the Narrow Gap Gas Metal Arc Welding Process. Ph.D. Thesis, University of Cranfield, Cranfield, UK, 1990. [Google Scholar]
- Reji, M.; Kumar, R. Response surface methodology (RSM): An overview to analyze multivariate data. Indian J. Microbiol. Res. 2022, 9, 241–248. [Google Scholar] [CrossRef]
- Xu, W.; Lin, S.; Fan, C.; Zhuo, X.; Yang, C. Statistical modelling of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2014, 72, 1705–1716. [Google Scholar] [CrossRef]
- Chang, Y.; Yue, J.; Guo, R.; Liu, W.; Li, L. Penetration quality prediction of asymmetrical fillet root welding based on optimized bp neural network. J. Manuf. Process 2020, 50, 247–254. [Google Scholar] [CrossRef]
- Padmanaban, G.; Balasubramanian, V. Optimization of laser beam welding process parameters to attain maximum tensile strength in AZ31B magnesium alloy. Opt. Laser Technol. 2010, 42, 1253–1260. [Google Scholar] [CrossRef]
- Li, W.; Gao, K.; Wu, J.; Wang, J.; Ji, Y. Groove sidewall penetration modeling for rotating arc narrow gap MAG welding. Int. J. Adv. Manuf. Technol. 2015, 78, 573–581. [Google Scholar] [CrossRef]
- Wang, H.; Li, J.; Liu, L. Process optimization and weld forming control based on GA-BP algorithm for riveting-welding hybrid bonding between magnesium and CFRP. J. Manuf. Process. 2021, 70, 97–107. [Google Scholar] [CrossRef]
- Li, Y.; Lee, T.; Banu, M.; Hu, S. An integrated process-performance model of ultrasonic composite welding based on finite element and artificial neural network. J. Manuf. Process. 2020, 56, 1374–1380. [Google Scholar] [CrossRef]
- Pan, L.; Wang, C.; Hsiao, Y.; Ho, K. Optimization of Nd:YAG laser welding onto magnesium alloy via Taguchi analysis. Opt. Laser Technol. 2005, 37, 33–42. [Google Scholar] [CrossRef]
- Pan, L.; Wang, C.; Wei, S.; Sher, H. Optimizing multiple quality characteristics via Taguchi method-based Grey analysis. J. Mater. Process. Technol. 2007, 182, 107–116. [Google Scholar] [CrossRef]
- Asit, B. Optimization of process parameters in laser welding of dis-similar materials. Mater. Today Proc. 2020, 33, 5765–5769. [Google Scholar] [CrossRef]
- Bao, Y.; Xue, R.; Zhou, J.; Liu, H.; Xu, Y. The Influence of Oscillation Parameters on the Formation of Overhead Welding Seams in the Narrow-Gap GMAW Process. Appl. Sci. 2023, 13, 5519. [Google Scholar] [CrossRef]
- Zhang, G.; Shi, Y.; Zhu, M.; Fan, D. Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J. Mater. Process Technol. 2017, 245, 15–23. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Ni | Cu | Cr | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| Specimen | 0.08 | 1.37 | 0.59 | 0.012 | 0.012 | 0.011 | 0.10 | 0.021 | Bal. |
| Filler wire | 0.063 | 1.83 | 0.28 | 0.0006 | 0.011 | 0.03 | 0.04 | 0.03 | Bal. |
| Factors | Unit | Code Value | ||||
|---|---|---|---|---|---|---|
| −2.38 | −1 | 0 | +1 | +2.38 | ||
| m · min−1 | 7.6 | 8.7 | 9.5 | 10.3 | 11.4 | |
| V | 19.7 | 21.5 | 24 | 22.75 | 25.7 | |
| mm · min−1 | 281 | 350 | 400 | 450 | 518 | |
| ° | 1.69 | 52 | 88.5 | 125 | 175 | |
| mm | 0.74 | 1.5 | 2.05 | 2.6 | 3.36 | |
| Std | Run | Code Variables | Response Parameters | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| V | (mm) | (mm) | (mm) | C (mm) | ||||||
| 1 | 31 | −1 | −1 | −1 | −1 | −1 | 0.31 | 2.03 | 2.60 | −0.97 |
| 2 | 47 | 1 | −1 | −1 | −1 | −1 | 0.42 | 1.92 | 3.46 | −1.21 |
| 3 | 42 | −1 | 1 | −1 | −1 | −1 | 0.43 | 1.90 | 3.13 | −1.01 |
| 4 | 4 | 1 | 1 | −1 | −1 | −1 | 0.59 | 2.30 | 3.28 | −1.42 |
| 5 | 12 | −1 | −1 | 1 | −1 | −1 | 0.28 | 1.85 | 2.15 | −0.77 |
| 6 | 40 | 1 | −1 | 1 | −1 | −1 | 0.25 | 2.44 | 2.53 | −1.00 |
| 7 | 10 | −1 | 1 | 1 | −1 | −1 | 0.34 | 2.38 | 2.00 | −1.11 |
| 8 | 15 | 1 | 1 | 1 | −1 | −1 | 0.37 | 2.23 | 2.60 | −1.32 |
| 9 | 39 | −1 | −1 | −1 | 1 | −1 | 0.43 | 1.73 | 2.84 | −1.09 |
| 10 | 20 | 1 | −1 | −1 | 1 | −1 | 0.40 | 1.93 | 3.31 | −1.42 |
| 11 | 1 | −1 | 1 | −1 | 1 | −1 | 0.53 | 2.63 | 2.10 | −1.48 |
| 12 | 5 | 1 | 1 | −1 | 1 | −1 | 0.51 | 2.55 | 2.63 | −1.33 |
| 13 | 46 | −1 | −1 | 1 | 1 | −1 | 0.35 | 2.19 | 1.72 | −0.99 |
| 14 | 44 | 1 | −1 | 1 | 1 | −1 | 0.26 | 2.92 | 1.94 | −1.07 |
| 15 | 8 | −1 | 1 | 1 | 1 | −1 | 0.43 | 2.73 | 1.45 | −0.99 |
| 16 | 36 | 1 | 1 | 1 | 1 | −1 | 0.40 | 3.06 | 1.69 | −1.40 |
| 17 | 30 | −1 | −1 | −1 | −1 | 1 | 0.32 | 2.93 | 2.28 | −0.62 |
| 18 | 27 | 1 | −1 | −1 | −1 | 1 | 0.26 | 3.31 | 3.05 | −0.72 |
| 19 | 24 | −1 | 1 | −1 | −1 | 1 | 0.40 | 3.33 | 2.56 | −0.98 |
| 20 | 2 | 1 | 1 | −1 | −1 | 1 | 0.36 | 3.42 | 3.15 | −0.95 |
| 21 | 41 | −1 | −1 | 1 | −1 | 1 | 0.26 | 2.67 | 1.95 | −0.39 |
| 22 | 23 | 1 | −1 | 1 | −1 | 1 | 0.27 | 3.22 | 2.50 | −0.57 |
| 23 | 19 | −1 | 1 | 1 | −1 | 1 | 0.34 | 2.56 | 1.88 | −0.77 |
| 24 | 38 | 1 | 1 | 1 | −1 | 1 | 0.38 | 3.68 | 2.07 | −0.70 |
| 25 | 18 | −1 | −1 | −1 | 1 | 1 | 0.43 | 2.08 | 2.76 | −0.89 |
| 26 | 7 | 1 | −1 | −1 | 1 | 1 | 0.38 | 3.10 | 3.31 | −0.67 |
| 27 | 48 | −1 | 1 | −1 | 1 | 1 | 0.60 | 2.38 | 2.72 | −0.89 |
| 28 | 22 | 1 | 1 | −1 | 1 | 1 | 0.58 | 2.90 | 3.48 | −0.85 |
| 29 | 28 | −1 | −1 | 1 | 1 | 1 | 0.31 | 2.22 | 2.14 | 0.58 |
| 30 | 13 | 1 | −1 | 1 | 1 | 1 | 0.36 | 2.85 | 2.67 | −0.84 |
| 31 | 25 | −1 | 1 | 1 | 1 | 1 | 0.47 | 2.65 | 5.96 | −0.85 |
| 32 | 50 | 1 | 1 | 1 | 1 | 1 | 0.49 | 2.95 | 2.60 | −0.89 |
| 33 | 21 | −2.37 | 0 | 0 | 0 | 0 | 0.33 | 2.06 | 2.10 | −1.06 |
| 34 | 35 | 2.37 | 0 | 0 | 0 | 0 | 0.32 | 2.66 | 2.60 | −1.58 |
| 35 | 29 | 0 | −2.37 | 0 | 0 | 0 | 0.28 | 2.52 | 2.28 | −1.11 |
| 36 | 43 | 0 | 2.37 | 0 | 0 | 0 | 0.49 | 2.54 | 2.44 | −1.52 |
| 37 | 45 | 0 | 0 | −2.37 | 0 | 0 | 0.38 | 1.92 | 3.29 | −1.37 |
| 38 | 37 | 0 | 0 | 2.37 | 0 | 0 | 0.42 | 2.23 | 1.97 | −1.01 |
| 39 | 33 | 0 | 0 | 0 | −2.37 | 0 | 0.20 | 3.31 | 1.78 | −1.04 |
| 40 | 9 | 0 | 0 | 0 | 2.37 | 0 | 0.53 | 2.83 | 1.70 | −2.17 |
| 41 | 17 | 0 | 0 | 0 | 0 | −2.37 | 0.51 | 2.51 | 3.08 | −0.62 |
| 42 | 32 | 0 | 0 | 0 | 0 | 2.37 | 0.32 | 2.87 | 3.35 | 0.62 |
| 43 | 34 | 0 | 0 | 0 | 0 | 0 | 0.31 | 2.61 | 2.16 | −1.14 |
| 44 | 26 | 0 | 0 | 0 | 0 | 0 | 0.42 | 2.34 | 2.39 | −1.21 |
| 45 | 11 | 0 | 0 | 0 | 0 | 0 | 0.53 | 2.16 | 3.56 | −2.76 |
| 46 | 6 | 0 | 0 | 0 | 0 | 0 | 0.49 | 3.75 | 3.13 | −2.16 |
| 47 | 49 | 0 | 0 | 0 | 0 | 0 | 0.39 | 3.29 | 2.98 | −1.85 |
| 48 | 3 | 0 | 0 | 0 | 0 | 0 | 0.35 | 2.87 | 2.64 | −1.66 |
| 49 | 16 | 0 | 0 | 0 | 0 | 0 | 0.43 | 2.98 | 3.03 | −2.46 |
| 50 | 14 | 0 | 0 | 0 | 0 | 0 | 0.51 | 2.46 | 2.62 | −1.95 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value (Prob > F) | |
|---|---|---|---|---|---|---|
| Model | 1.98 | 3 | 0.66 | 25.77 | <0.0001 | Significant |
| 0.93 | 1 | 0.93 | 36.18 | <0.0001 | ||
| 0.25 | 1 | 0.25 | 9.69 | 0.0032 | ||
| 0.80 | 1 | 0.80 | 31.43 | <0.0001 | ||
| Residual | 1.18 | 46 | 0.026 | |||
| Lack of Fit | 0.93 | 39 | 0.024 | 0.68 | 0.7966 | Not significant |
| Pure Error | 0.25 | 7 | 0.035 | |||
| Cor Total | 3.16 | 49 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value (Prob > F) | |
|---|---|---|---|---|---|---|
| Model | 1.05 | 7 | 0.15 | 8.59 | <0.0001 | Significant |
| 0.22 | 1 | 0.22 | 12.59 | 0.0010 | ||
| 0.074 | 1 | 0.074 | 4.25 | 0.0455 | ||
| 0.044 | 1 | 0.044 | 2.51 | 0.1203 | ||
| 0.011 | 1 | 0.011 | 0.65 | 0.4233 | ||
| 0.37 | 1 | 0.37 | 21.30 | <0.0001 | ||
| 0.19 | 1 | 0.19 | 11.00 | 0.0019 | ||
| 0.14 | 1 | 0.14 | 7.85 | 0.0076 | ||
| Residual | 0.73 | 42 | 0.017 | |||
| Lack of Fit | 0.50 | 35 | 0.014 | 0.42 | 0.9573 | Not significant |
| Pure Error | 0.24 | 7 | 0.034 | |||
| Cor Total | 1.78 | 49 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value (Prob > F) | |
|---|---|---|---|---|---|---|
| Model | 1.69 | 6 | 0.28 | 8.14 | <0.0001 | Significant |
| 0.15 | 1 | 0.15 | 4.47 | 0.0403 | ||
| 0.65 | 1 | 0.65 | 18.79 | <0.0001 | ||
| 2.543 × 10−5 | 1 | 2.543 × 10−5 | 7.08 × 10−4 | 0.9789 | ||
| 0.11 | 1 | 0.11 | 3.21 | 0.0803 | ||
| 0.45 | 1 | 0.45 | 12.90 | 0.0008 | ||
| 0.33 | 1 | 0.33 | 9.49 | 0.0036 | ||
| Residual | 1.49 | 43 | 0.035 | |||
| Lack of Fit | 1.31 | 36 | 0.036 | 1.41 | 0.3361 | Not significant |
| Pure Error | 0.18 | 7 | 0.026 | |||
| Cor Total | 3.18 | 49 |
| Source | Squares | df | Mean Square | F Value | p-Value (Prob > F) | |
|---|---|---|---|---|---|---|
| Model | 12.31 | 8 | 1.54 | 11.81 | <0.0001 | Significant |
| 0.44 | 1 | 0.44 | 3.41 | 0.0719 | ||
| 0.63 | 1 | 0.63 | 4.87 | 0.0330 | ||
| 0.43 | 1 | 0.43 | 3.28 | 0.0776 | ||
| 2.57 | 1 | 2.57 | 19.68 | <0.0001 | ||
| 0.83 | 1 | 0.83 | 6.40 | 0.0153 | ||
| 0.85 | 1 | 0.85 | 6.55 | 0.0143 | ||
| 1.18 | 1 | 1.18 | 9.04 | 0.0045 | ||
| 7.11 | 1 | 7.11 | 54.54 | <0.0001 | ||
| Residual | 5.34 | 41 | 0.13 | |||
| Lack of Fit | 3.12 | 34 | 0.09 | 0.29 | 0.9934 | Not significant |
| Pure Error | 2.23 | 7 | 0.32 | |||
| Cor Total | 17.65 | 49 |
| Name | Goal | Lower | Upper | Importance |
|---|---|---|---|---|
| is in range | 8.7 | 10.3 | 3 | |
| is in range | 21.5 | 24 | 3 | |
| is in range | 350 | 450 | 3 | |
| is in range | 1.5 | 2.6 | 3 | |
| is equal to | 0 | 180 | 3 | |
| maximize | 0.3 | 0.601 | 4 | |
| is in range | −1.5 | 0.1 | 5 |
(mm/min) | (v) | (mm/min) | (mm) | (°) |
|---|---|---|---|---|
| 10.4 | 24.0 | 424 | 2.0 | 0 |
| 10.2 | 23.7 | 448 | 2.1 | 90 |
| 8.7 | 21.4 | 353 | 2.6 | 180 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Xue, R.; Zhou, J.; Bao, Y.; Xu, Y. Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW. Appl. Sci. 2023, 13, 6801. https://doi.org/10.3390/app13116801
Liu H, Xue R, Zhou J, Bao Y, Xu Y. Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW. Applied Sciences. 2023; 13(11):6801. https://doi.org/10.3390/app13116801
Chicago/Turabian StyleLiu, Hongsheng, Ruilei Xue, Jianping Zhou, Yang Bao, and Yan Xu. 2023. "Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW" Applied Sciences 13, no. 11: 6801. https://doi.org/10.3390/app13116801
APA StyleLiu, H., Xue, R., Zhou, J., Bao, Y., & Xu, Y. (2023). Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW. Applied Sciences, 13(11), 6801. https://doi.org/10.3390/app13116801