Mechanical Properties and Flexural Behavior of Sustainable Bamboo Fiber-Reinforced Mortar

 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methodology
2.1. Bamboo Plant
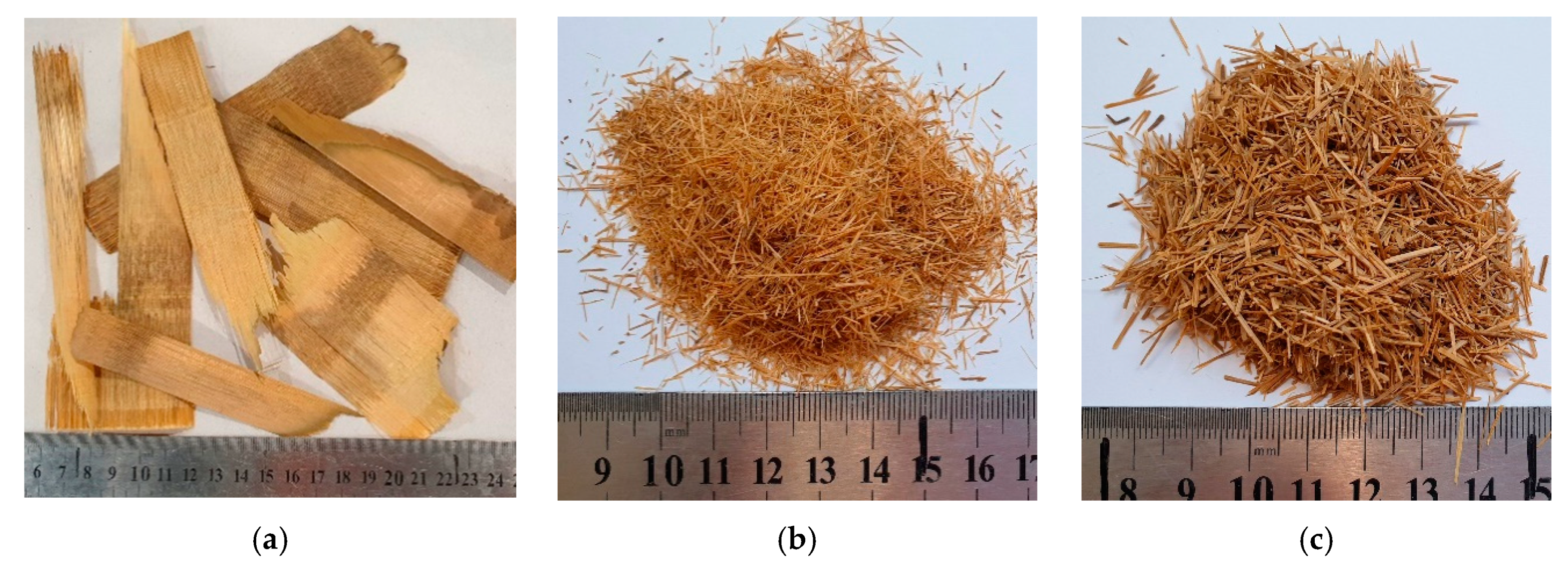
2.1.1. Bamboo Fibers
2.1.2. Bamboo Fiber Treatment
2.1.3. Characterization of the Bamboo Fiber Geometry
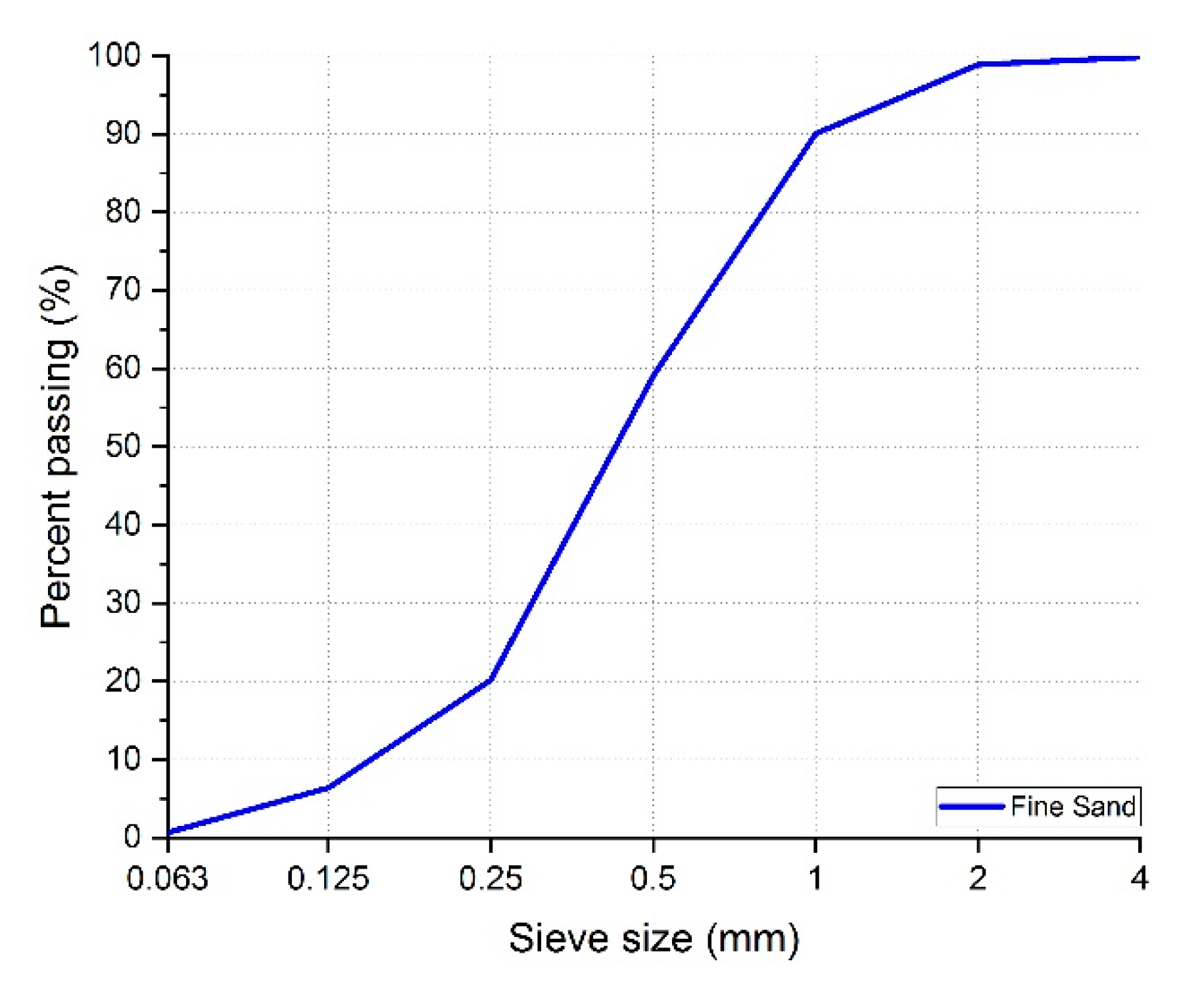
2.2. Mortar Mixtures
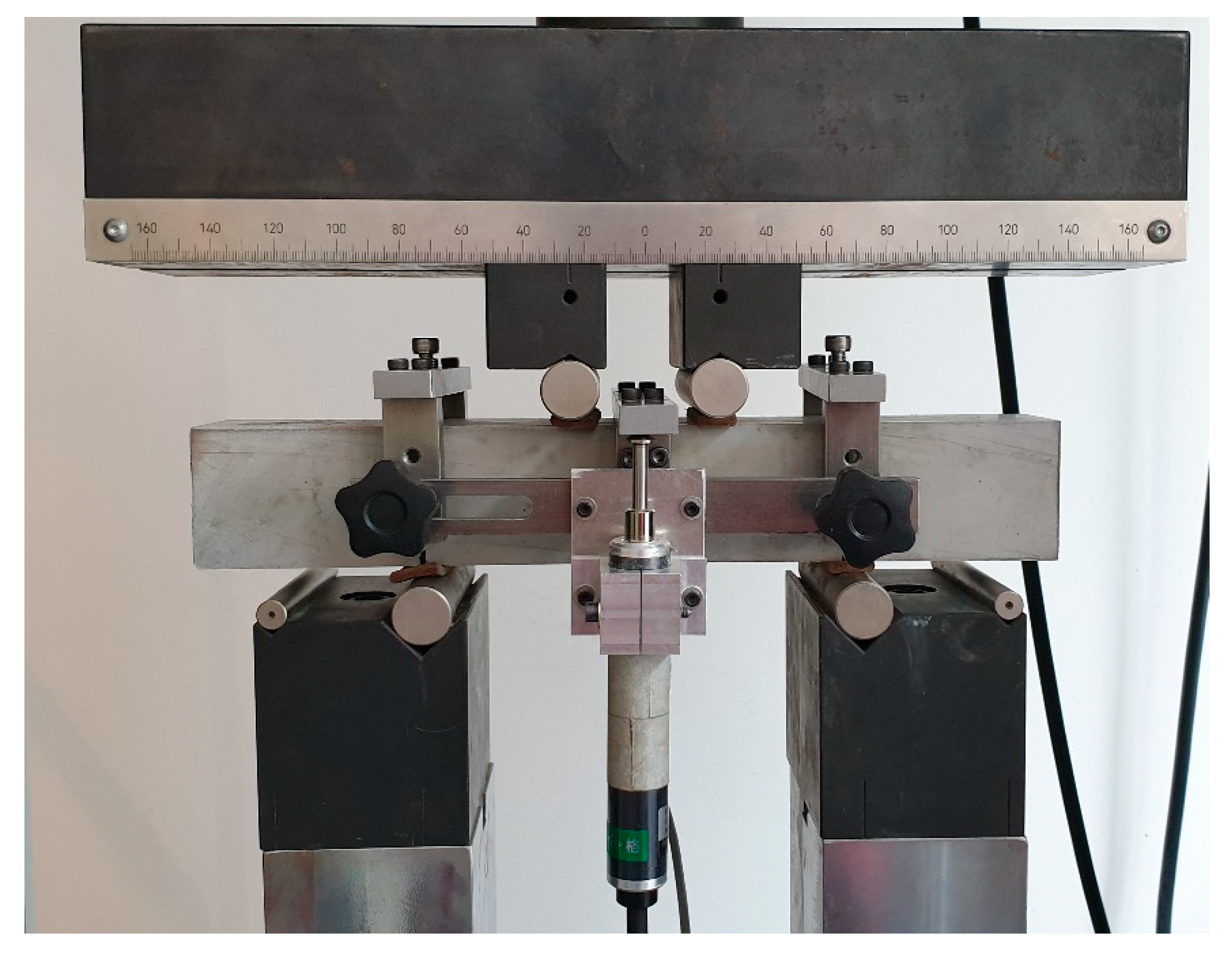
2.3. Test Procedure
3. Results and Discussion
3.1. Mechanical Properties
3.1.1. Density and Compressive Strength
3.1.2. Splitting Tensile Strength
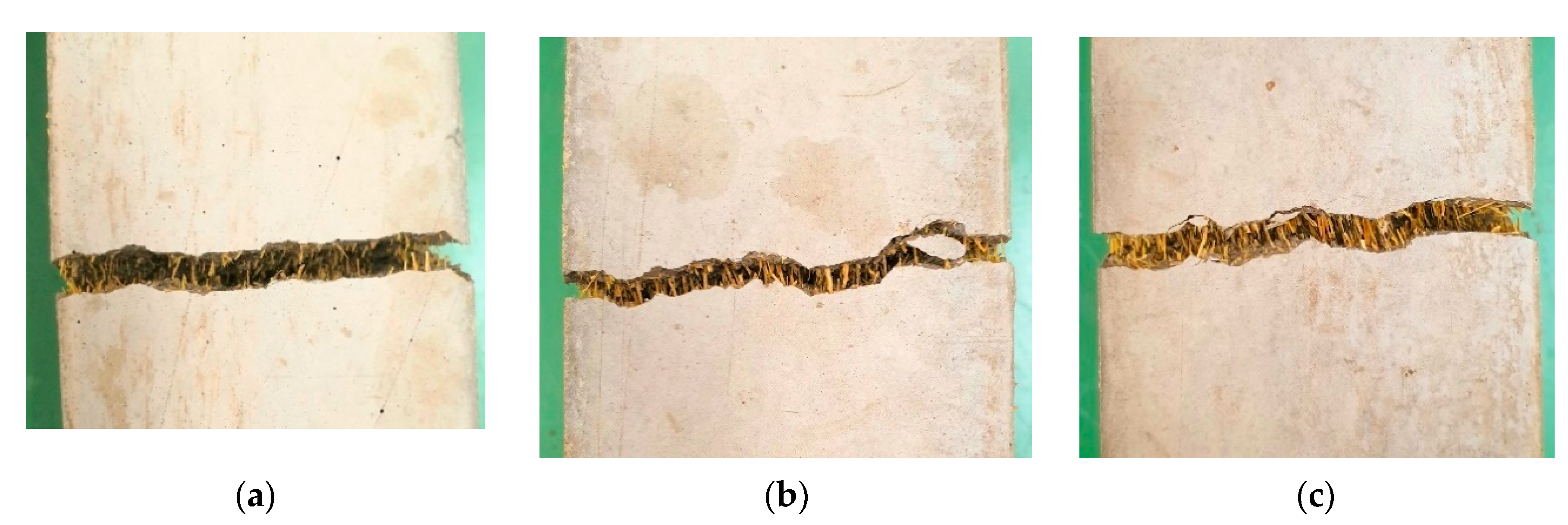
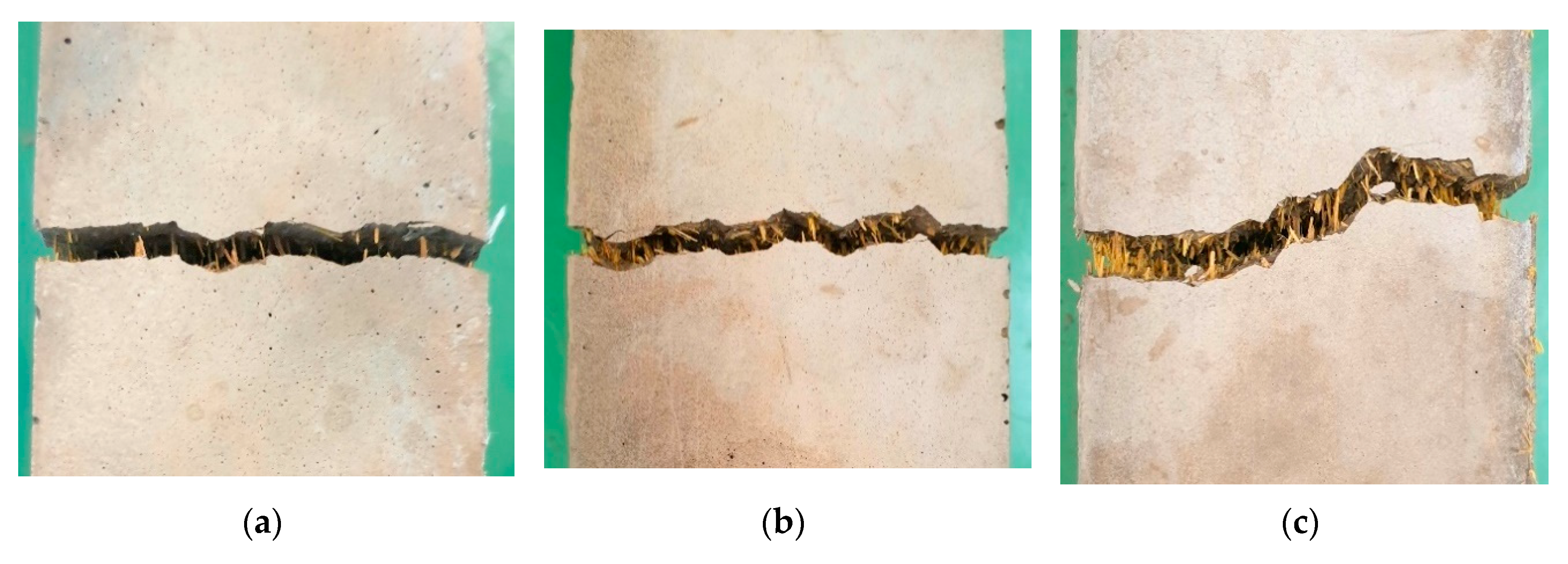
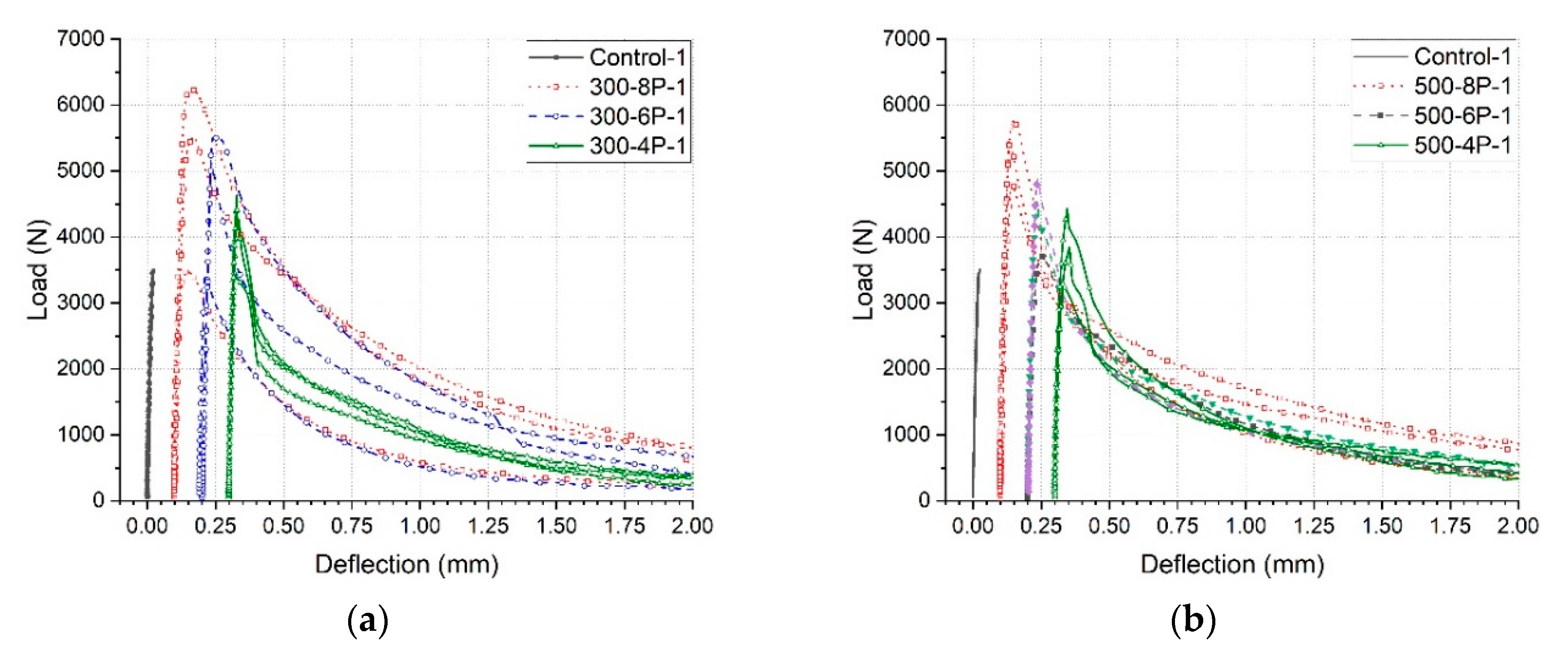
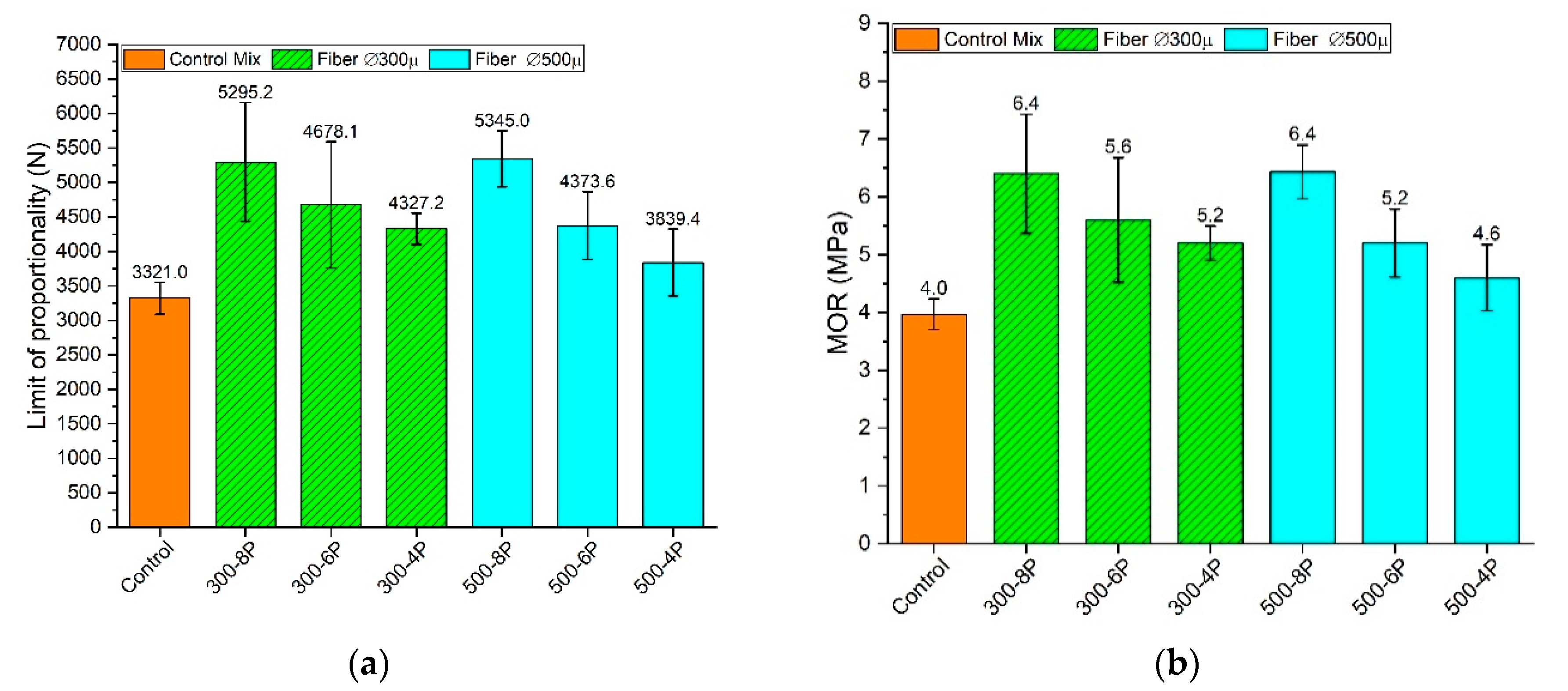
3.1.3. Flexural Tensile Behavior
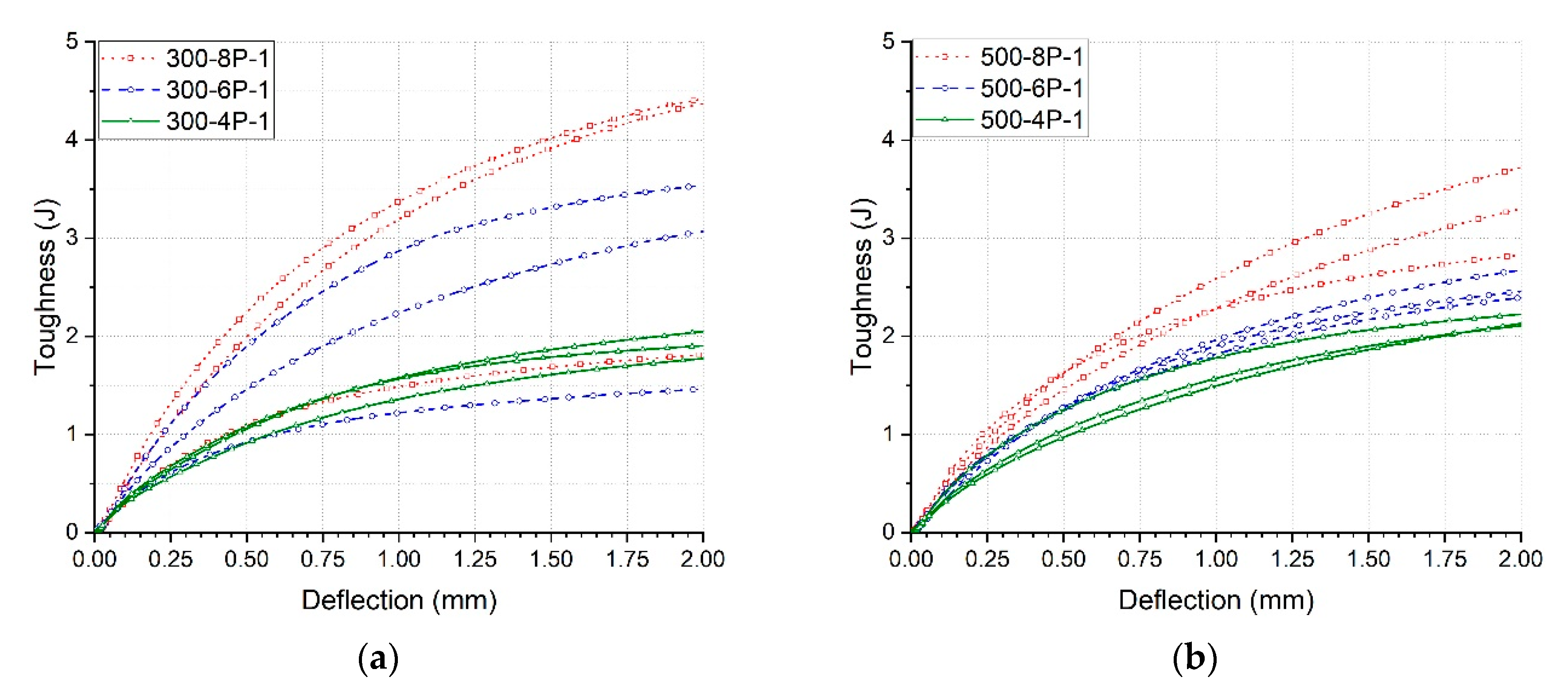
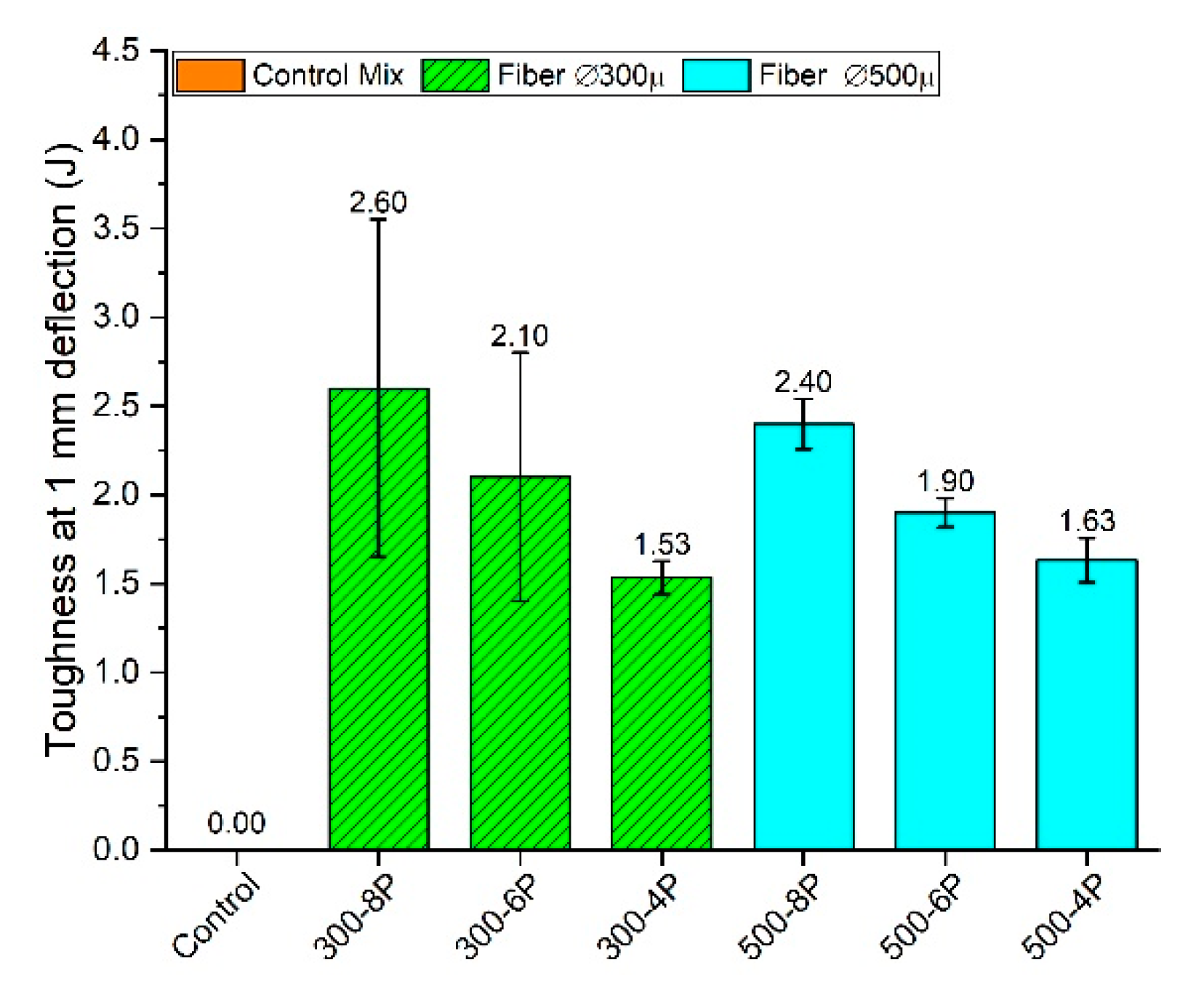
3.1.4. Fracture Properties and Toughness
4. Conclusions
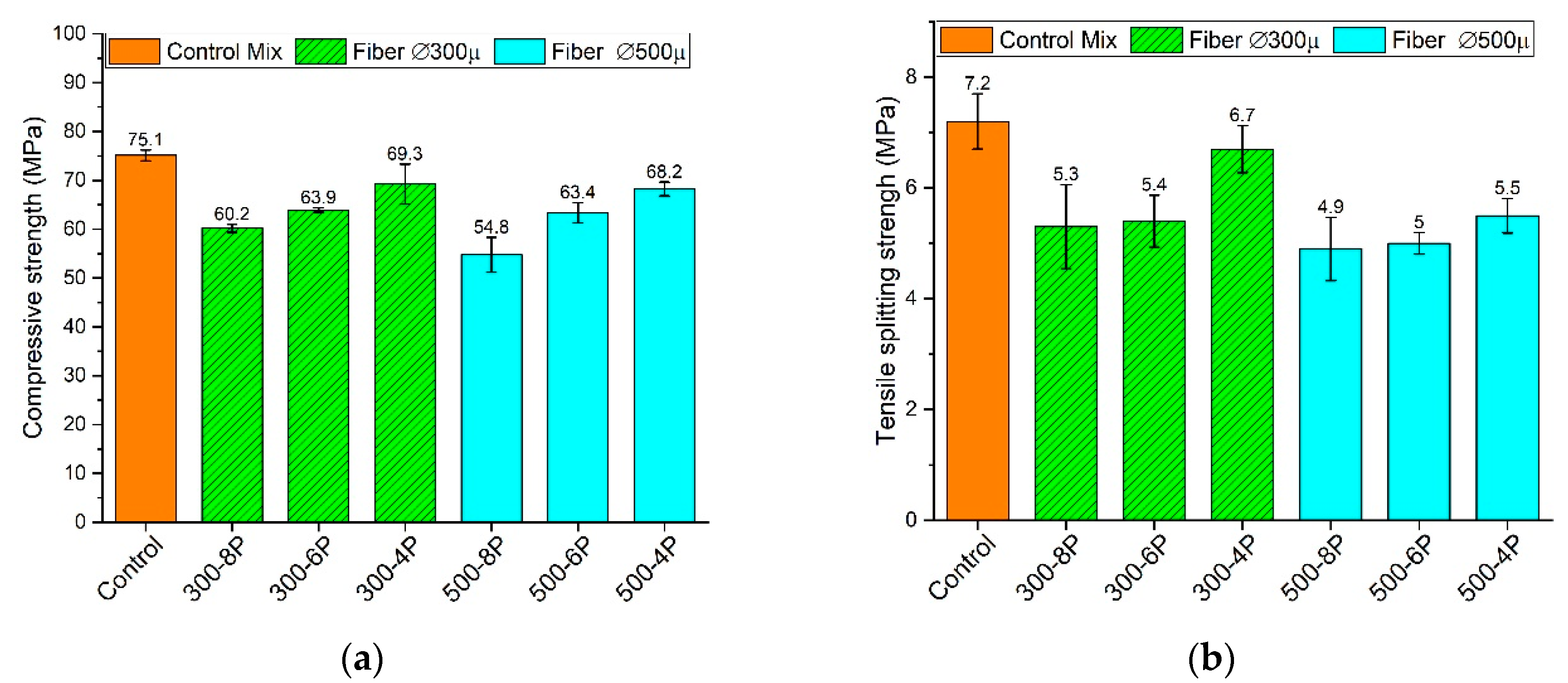
- The mixtures with 500 m fibers were reduced in compressive strength between 9.1% and 27.0% by the same range of 4/6/8 V% of fiber content. The reduction of the compressive strength for both the 300 m and 500 m fibers could be related to the lower mechanical properties of the bamboo fibers as well as the influence of their aspect ratio.
- The compressive strengths of the mixtures with 8 V% of fibers were shown to be 60.2 MPa and 54.6 MPa for the 300 m and 500 m mixtures, respectively, and is within a reasonable range for use in structural members.
- The splitting tensile strength of the bamboo fiber-reinforced mixtures displays a reduction of between 6.9% and 31.9% compared to the control mixture depending on the fiber volume and aspect ratio. The mixtures containing the 500 m fibers (lower aspect ratio) show lower strength in comparison with the 300 m mixtures.
- All bamboo fiber-reinforced mortar mixtures display a strain-softening behavior. The mixtures with 8 V% of fibers show better crack-bridging effects than those with lower volume fractions, resulting in higher residual strength.
- The toughness of the mixtures was evaluated at a mid-span deflection of L/150. The 300 m fiber mixtures show values of 2.6, 2.1 and 1.5 Joule for 8, 6 and 4 V% of fibers respectively, whereas the 500 m mixtures show, in general, lower toughness of 2.40, 1.90 and 1.63 Joule.
- Mixtures containing 300 m fibers demonstrate an overall enhanced mechanical performance and post-crack behavior compared to the mixtures with 500 m fibers as a result of the higher bond strength due to their higher aspect ratio.
Author Contributions
Funding
Conflicts of Interest
References
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Nations, U. Emission Gap Report 2018; UNEP DTU Partnership; 2018; Available online: https://core.ac.uk/reader/189891060 (accessed on 30 August 2020).
- Krausmann, F.; Gingrich, S.; Eisenmenger, N.; Erb, K.-H.; Haberl, H.; Fischer-Kowalski, M. Growth in global materials use, GDP and population during the 20th century. Ecol. Econ. 2009, 68, 2696–2705. [Google Scholar] [CrossRef]
- Boden, T.; Marland, G.; Andres, R. Global, Regional, and National Fossil-Fuel CO2 Emissions; Carbon Dioxide Information Analysis Center, Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2013. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of wood ash in concrete manufacturing. Resour. Conserv. Recycl. 2012, 67, 27–33. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. The implementation of wood waste ash as a partial cement replacement material in the production of structural grade concrete and mortar: An overview. Resour. Conserv. Recycl. 2011, 55, 669–685. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Mahmood, Y.A. Ash from timber waste as cement replacement material. Cem. Concr. Compos. 2002, 24, 219–222. [Google Scholar] [CrossRef]
- Guo, Z.; Jiang, T.; Zhang, J.; Kong, X.; Chen, C.; Lehman, D.E. Mechanical and durability properties of sustainable self-compacting concrete with recycled concrete aggregate and fly ash, slag and silica fume. Constr. Build. Mater. 2020, 231, 117115. [Google Scholar] [CrossRef]
- Uthaman, S.; Vishwakarma, V.; George, R.P.; Ramachandran, D.; Kumari, K.; Preetha, R.; Premila, M.; Rajaramand, R.; KamachiMudali, U.; Amarendra, G. Enhancement of strength and durability of fly ash concrete in seawater environments: Synergistic effect of nanoparticles. Constr. Build. Mater. 2018, 187, 448–459. [Google Scholar] [CrossRef]
- Velandia, D.F.; Lynsdale, C.J.; Provis, J.L.; Ramirez, F. Effect of mix design inputs, curing and compressive strength on the durability of Na2SO4-activated high volume fly ash concretes. Cem. Concr. Compos. 2018, 91, 11–20. [Google Scholar] [CrossRef]
- Singh, N.; Kumar, P.; Goyal, P. Reviewing the behaviour of high volume fly ash based self compacting concrete. J. Build. Eng. 2019, 26, 100882. [Google Scholar] [CrossRef]
- Bederina, M.; Marmoret, L.; Mezreb, K.; Khenfer, M.M.; Bali, A.; Quéneudec, M. Effect of the addition of wood shavings on thermal conductivity of sand concretes: Experimental study and modelling. Constr. Build. Mater. 2007, 21, 662–668. [Google Scholar] [CrossRef]
- Coatanlem, P.; Jauberthie, R.; Rendell, F. Lightweight wood chipping concrete durability. Constr. Build. Mater. 2006, 20, 776–781. [Google Scholar] [CrossRef]
- Guo, A.; Aamiri, O.B.; Satyavolu, J.; Sun, Z. Impact of thermally modified wood on mechanical properties of mortar. Constr. Build. Mater. 2019, 208, 413–420. [Google Scholar] [CrossRef]
- Akkaoui, A.; Caré, S.; Vandamme, M. Experimental and micromechanical analysis of the elastic properties of wood-aggregate concrete. Constr. Build. Mater. 2017, 134, 346–357. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Mazzoli, A.; Siddique, R. Characterization of lightweight mortars containing wood processing by-products waste. Constr. Build. Mater. 2016, 123, 281–289. [Google Scholar] [CrossRef]
- Taoukil, D.; Sick, F.; Mimet, A.; Ezbakhe, H.; Ajzoul, T. Moisture content influence on the thermal conductivity and diffusivity of wood–concrete composite. Constr. Build. Mater. 2013, 48, 104–115. [Google Scholar] [CrossRef]
- Viel, M.; Collet, F.; Lanos, C. Development and characterization of thermal insulation materials from renewable resources. Constr. Build. Mater. 2019, 214, 685–697. [Google Scholar] [CrossRef]
- Hager, I.; Zdeb, T.; Krzemień, K. The impact of the amount of polypropylene fibres on spalling behaviour and residual mechanical properties of Reactive Powder Concretes. MATEC Web Conf. 2013, 6, 02003. [Google Scholar] [CrossRef]
- Bencardino, F.; Rizzuti, L.; Spadea, G.; Swamy, R.N. Experimental evaluation of fiber reinforced concrete fracture properties. Compos. Part B Eng. 2010, 41, 17–24. [Google Scholar] [CrossRef]
- Ding, Y.; Yu, K.-Q.; Yu, J.-T.; Xu, S.-L. Structural behaviors of ultra-high performance engineered cementitious composites (UHP-ECC) beams subjected to bending-experimental study. Constr. Build. Mater. 2018, 177, 102–115. [Google Scholar] [CrossRef]
- Pan, Z.; Wu, C.; Liu, J.; Wang, W.; Liu, J. Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC). Constr. Build. Mater. 2015, 78, 397–404. [Google Scholar] [CrossRef]
- Li, M.; Khelifa, M.; Khennane, A.; El Ganaoui, M. Structural response of cement-bonded wood composite panels as permanent formwork. Compos. Struct. 2019, 209, 13–22. [Google Scholar] [CrossRef]
- Fonseca, C.S.; Silva, M.F.; Mendes, R.F.; Hein, P.R.G.; Zangiacomo, A.L.; Savastano, H., Jr.; Tonoli, G.H.D. Jute fibers and micro/nanofibrils as reinforcement in extruded fiber-cement composites. Constr. Build. Mater. 2019, 211, 517–527. [Google Scholar] [CrossRef]
- Ali, M.; Liu, A.; Sou, H.; Chouw, N. Mechanical and dynamic properties of coconut fibre reinforced concrete. Constr. Build. Mater. 2012, 30, 814–825. [Google Scholar] [CrossRef]
- Li, M.; Zhou, S.; Guo, X. Effects of alkali-treated bamboo fibers on the morphology and mechanical properties of oil well cement. Constr. Build. Mater. 2017, 150, 619–625. [Google Scholar] [CrossRef]
- Dewi, S.M.; Wijaya, M.N. The use of bamboo fiber in reinforced concrete beam to reduce crack. AIP Conf. Proc. 2017, 1887, 020003. [Google Scholar]
- Zhang, X.; Pan, J.Y.; Yang, B. Experimental study on mechanical performance of bamboo fiber reinforced concrete. Appl. Mech. Mater. 2012, 174, 1219–1222. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, Z.; Chen, G.W. Experimental research on bamboo fiber reinforced concrete. Appl. Mech. Mater. 2013, 357, 1045–1048. [Google Scholar] [CrossRef]
- Terai, M.; Minami, K. Basic Study on Mechanical Properties of Bamboo Fiber Reinforced Concrete. Glob. Think. Struct. Eng. Recent Achiev. 2012, 8, 17–24. [Google Scholar]
- Javadian, A. Composite Bamboo and its Application as Reinforcement in Structural Concrete. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2017. [Google Scholar]
- Rahman, N.; Shing, L.W.; Simon, L.; Philipp, M.; Alireza, J.; Ling, C.S.; Wuan, L.H.; Valavan, S.; Nee, S.S. Enhanced bamboo composite with protective coating for structural concrete application. Energy Procedia 2017, 143, 167–172. [Google Scholar] [CrossRef]
- Hebel, D.E.; Javadian, A.; Heisel, F.; Schlesier, K.; Griebel, D.; Wielopolski, M. Process-controlled optimization of the tensile strength of bamboo fiber composites for structural applications. Compos. Part B Eng. 2014, 67, 125–131. [Google Scholar] [CrossRef]
- Liese, W. The Anatomy of Bamboo Culms; BRILL: Boston, MA, USA, 1998. [Google Scholar]
- Liese, W. Bamboos Biology, Silvics, Properties, Utilization (Schriftenreihe der GTZ, no. No 180); Deutsche Gesellschaft für Technische Zusammenarbeit (GTZ): Eschborn, Germany, 1985; p. 132. [Google Scholar]
- Wang, X.; Keplinger, T.; Gierlinger, N.; Burgert, I. Plant material features responsible for bamboo’s excellent mechanical performance: A comparison of tensile properties of bamboo and spruce at the tissue, fibre and cell wall levels. Ann. Bot. 2014, 114, 1627–1635. [Google Scholar] [CrossRef]
- Javadian, A.; Smith, I.F.C.; Saeidi, N.; Hebel, D.E. Mechanical Properties of Bamboo Through Measurement of Culm Physical Properties for Composite Fabrication of Structural Concrete Reinforcement. Front. Mater. 2019, 6, 15. [Google Scholar] [CrossRef]
- Ray, K.A.; Mondal, S.; Das, S.K.; Ramachandrarao, P. Bamboo—A functionally graded composite-correlation between microstructure and mechanical strength. J. Mater. Sci. 2005, 40, 5249–5253. [Google Scholar] [CrossRef]
- Javadian, A.; Wielopolski, M.; Smith, I.F.; Hebel, D.E. Bond-behavior study of newly developed bamboo-composite reinforcement in concrete. Constr. Build. Mater. 2016, 122, 110–117. [Google Scholar] [CrossRef]
- Grüner Stahl—Hochfeste Naturfaserverbundwerkstoffe für strukturelle Anwendungen in der Industrie. In Projekt abschlussbericht KTI-Commission for Technology and Innovation; ETH Zurich, Empa Dubendorf: Bern, Switzerland, 2016; Volume 1.
- Xu, R.; He, T.; Da, Y.; Liu, Y.; Li, J.; Chen, C. Utilizing wood fiber produced with wood waste to reinforce autoclaved aerated concrete. Constr. Build. Mater. 2019, 208, 242–249. [Google Scholar] [CrossRef]
- Bederina, M.; Gotteicha, M.; Belhadj, B.; Dheily, R.M.; Khenfer, M.M.; Queneudec, M. Drying shrinkage studies of wood sand concrete—Effect of different wood treatments. Constr. Build. Mater. 2012, 36, 1066–1075. [Google Scholar] [CrossRef]
- Claramunt, J.; Ardanuy, M.; García-Hortal, J.A.; Filho, R.D.T. The hornification of vegetable fibers to improve the durability of cement mortar composites. Cem. Concr. Compos. 2011, 33, 586–595. [Google Scholar] [CrossRef]
- Ardanuy, M.; Claramunt, J.; Toledo Filho, R.D. Cellulosic fiber reinforced cement-based composites: A review of recent research. Constr. Build. Mater. 2015, 79, 115–128. [Google Scholar] [CrossRef]
- Traore, Y.B.; Messan, A.; Hannawi, K.; Gerard, J.; Prince, W.; Tsobnang, F. Effect of oil palm shell treatment on the physical and mechanical properties of lightweight concrete. Constr. Build. Mater. 2018, 161, 452–460. [Google Scholar] [CrossRef]
- SS-EN197-1—Cement: Compositoin, Specification and Conformity Criteria for Common Cements; Enterprise Singapore: Singapore, 2011.
- ASTM C618-19 Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C1437-07—Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohocken, PA, USA, 2009.
- ASTM C230/C230M—Standard Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2009.
- ASTM C109, Compressive Strength of Hydraulic Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM C496, Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C1609, Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete; ASTM International: West Conshohocken, PA, USA, 2011.
- Vandewalle, L. RILEM TC 162-TDF: Test and design methods for steel fibre reinforced concrete. Mater. Struct. 2000, 33, 3–5. [Google Scholar]
- Yazıcı, Ş.; İnan, G.; Tabak, V. Effect of aspect ratio and volume fraction of steel fiber on the mechanical properties of SFRC. Constr. Build. Mater. 2007, 21, 1250–1253. [Google Scholar] [CrossRef]
- Chen, H.; Cheng, H.; Wang, G.; Yu, Z.; Shi, S.Q. Tensile properties of bamboo in different sizes. J. Wood Sci. 2015, 61, 552–561. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Wang, X. Compressive and flexural properties of hemp fiber reinforced concrete. Fibers Polym. 2004, 5, 187–197. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Syed, Z.I.; Najm, O.F. Splitting Tensile Strength of Sustainable self-consolidating Concrete. Procedia Eng. 2016, 145, 1218–1225. [Google Scholar] [CrossRef]
- Aydın, S. Effects of fiber strength on fracture characteristics of normal and high strength concrete. Period. Polytech. Civ. Eng. 2013, 57, 191–200. [Google Scholar] [CrossRef]
- Hameed, R.; Turatsinze, A.; Duprat, F.; Sellier, A. Metallic fiber reinforced concrete: Effect of fiber aspect ration on the flexural properties. ARPN J. Eng. Appl. Sci. 2009, 4, 67–72. [Google Scholar]
- ACI 544.1R-96: Report on Fiber Reinforced Concrete; ACI World Headquarters: Farmington Hills, MI, USA, 2002.
- Pacheco-Torgal, F.; Jalali, S. Cementitious building materials reinforced with vegetable fibres: A review. Constr. Build. Mater. 2011, 25, 575–581. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Category | 300 µm | 500 µm |
|---|---|---|
| Mean value of fiber length [mm] | 7.2 | 7.8 |
| Standard deviation [mm] | 2.4 | 2.5 |
| Standard deviation [%] | 32.7 | 32.3 |
| Mean value of fiber diameter [m] | 415.7 | 680.1 |
| Standard deviation [m] | 79.4 | 167.7 |
| Standard deviation [%] | 19.1 | 24.7 |
| Mean value of Aspect ratio [-] | 17.3 | 11.5 |
| Standard deviation [mm] | 6.4 | 6.2 |
| Standard deviation [%] | 37.10 | 54.0 |
| Mixture | Unit | Control | Bamboo 1 300 m | Bamboo 1 500 m |
|---|---|---|---|---|
| Fiber content | [Vol %] | 0 | 4/6/8 | 4/6/8 |
| Cement: Cem I | [kg/m3] | 547 | 547 | 547 |
| Fly ash | [kg/m3] | 656 | 656 | 656 |
| Fine aggregates | [kg/m3] | 541 | 435/382/329 | 435/382/329 |
| Bamboo fibers | [kg/m3] | - | 32.6/48.9/65.2 | 32.6/48.9/65.2 |
| Water/binder—ratio | [-] | 0.30 | 0.30 | 0.30 |
| Water | [kg/m3] | 361 | 361 | 361 |
| Superplasticizer | [w% of binder] | 0.42 | 0.53/0.61/0.70 | 0.53/0.61/0.70 |
| Mix | Density | SD 1 | SD 2 | Compressive Strength | SD 1 | SD 2 | Splitting Tensile Strength | SD 1 | SD 2 |
|---|---|---|---|---|---|---|---|---|---|
| kg/m3 | kg/m3 | % | MPa | kg/m3 | % | MPa | kg/m3 | % | |
| Control | 2132 | 11.2 | 0.5 | 75.1 | 1.1 | 1.5 | 7.2 | 0.50 | 6.9 |
| 300-8P | 2105 | 28.3 | 1.3 | 60.2 | 0.8 | 1.3 | 5.3 | 0.76 | 14.4 |
| 300-6P | 2117 | 12.3 | 0.6 | 63.9 | 0.5 | 0.7 | 5.4 | 0.47 | 8.8 |
| 300-4P | 2111 | 27.4 | 1.3 | 69.3 | 4.0 | 5.9 | 6.7 | 0.42 | 6.4 |
| 500-8P | 2101 | 12.1 | 0.6 | 54.8 | 6.3 | 6.3 | 4.9 | 0.57 | 11.6 |
| 500-6P | 2089 | 6.7 | 0.3 | 63.4 | 3.2 | 3.2 | 5.0 | 0.19 | 3.8 |
| 500-4P | 2129 | 13.5 | 0.6 | 68.2 | 2.1 | 2.1 | 5.5 | 0.31 | 5.7 |
| Mix | Limit of Propor-Tionality | SD | SD | MOR | SD | SD | Tough-Ness at 1 mm | SD | SD | Tough-Ness at 2 mm | SD | SD |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [N] | [N] | [%] | MPa | [MPa] | [%] | [J] | [J] | [%] | [J] | [J] | [%] | |
| Contr. | 3321 | 231.7 | 7.0 | 4.0 | 0.26 | 6.6 | 0.0 | 0.00 | 0.0 | 0.0 | 0.00 | 0.0 |
| 300-8P | 5295 | 860.9 | 16.3 * | 6.4 | 1.03 | 16.2 * | 2.6 | 0.95 | 35.9 * | 3.4 | 1.35 | 39.8 * |
| 300-6P | 4678 | 914.2 | 19.5 * | 5.6 | 1.08 | 19.3 * | 2.1 | 0.70 | 33.2 * | 2.7 * | 0.86 | 32.0 * |
| 300-4P | 4327 | 226.5 | 5.2 | 5.2 | 0.29 | 5.7 | 1.5 | 0.09 | 6.1 | 1.9 | 0.12 | 6.5 |
| 500-8P | 5345 | 406.5 | 7.6 | 6.4 | 0.46 | 7.2 | 2.4 | 0.14 | 5.9 | 3.3 | 0.37 | 11.3 |
| 500-6P | 4374 | 491.9 | 11.2 | 5.2 | 0.59 | 11.3 | 1.9 | 0.08 | 4.3 | 2.5 | 0.12 | 4.9 |
| 500-4P | 3839 | 484.5 | 12.6 | 4.6 | 0.57 | 12.4 | 1.6 | 0.12 | 7.6 | 2.1 | 0.04 | 2.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maier, M.; Javadian, A.; Saeidi, N.; Unluer, C.; Taylor, H.K.; Ostertag, C.P. Mechanical Properties and Flexural Behavior of Sustainable Bamboo Fiber-Reinforced Mortar. Appl. Sci. 2020, 10, 6587. https://doi.org/10.3390/app10186587
Maier M, Javadian A, Saeidi N, Unluer C, Taylor HK, Ostertag CP. Mechanical Properties and Flexural Behavior of Sustainable Bamboo Fiber-Reinforced Mortar. Applied Sciences. 2020; 10(18):6587. https://doi.org/10.3390/app10186587
Chicago/Turabian StyleMaier, Marcus, Alireza Javadian, Nazanin Saeidi, Cise Unluer, Hayden K. Taylor, and Claudia P. Ostertag. 2020. "Mechanical Properties and Flexural Behavior of Sustainable Bamboo Fiber-Reinforced Mortar" Applied Sciences 10, no. 18: 6587. https://doi.org/10.3390/app10186587
APA StyleMaier, M., Javadian, A., Saeidi, N., Unluer, C., Taylor, H. K., & Ostertag, C. P. (2020). Mechanical Properties and Flexural Behavior of Sustainable Bamboo Fiber-Reinforced Mortar. Applied Sciences, 10(18), 6587. https://doi.org/10.3390/app10186587