1. Introduction
The excessive consumption of natural resources, the generation of large amounts of industrial waste, and environmental pollution necessitate innovative solutions for sustainable development. For instance, the global concrete industry consumes approximately 10 billion tons of sand and rock, 1 billion tons of mixing water, and 1.6 billion tons of cement annually. Cement production alone requires around 3 billion tons of raw materials each year [
1]. Furthermore, the concentration of carbon dioxide (CO
2), one of the most significant greenhouse gases, increased by up to 50% during the 20th century [
2]. Cement production is a major contributor to greenhouse gas emissions, accounting for approximately 5% of global carbon emissions [
3]. As one of the largest sources of CO
2 emissions, the cement industry plays a critical role in global warming discussions. Consequently, there is a growing emphasis on finding alternative materials to reduce CO
2 emissions and promote a more environmentally friendly approach. In this context, the use of alternative binders and mineral additives as partial or full replacements for cement is gaining increasing importance.
Boron ore is one of Turkey’s most significant underground resources, as the country holds the largest boron deposits in the world. Turkey ranks second globally in boron mineral production, following the United States. According to Eti Maden’s 2017 reports [
4], Turkey possesses 73.4% of the world’s boron reserves, amounting to approximately 948 million tons, with an annual production capacity of 2.7 million tons [
5]. Eti Maden currently meets 47% of the world’s boron demand.
Colemanite is the most commonly used boron compound. It typically appears as large, colorless, white, or gray transparent crystals with a shiny surface, often found in ore cavities within clay deposits. The mineral can exhibit various forms, including fibrous sheets, radially textured nodules, and massive grained scattered crystals. It crystallizes in the monoclinic system. Significant deposits of colemanite are found in Turkey, particularly in the Bursa-Kestelek, Eskişehir-Kırka, Balıkesir-Bigadiç, and Kütahya-Emet regions, as well as the United States, notably in Boron, California [
6]. In nature, more than 230 boron minerals exist, with colemanite (2CaO·3B
2O
3·5H
2O), ulexite (NaCaB
5O
9·8H
2O), and tincal (Na
2B
4O
7·10H
2O) being among the primary boron minerals processed by the Turkish mining industry. Colemanite, a calcium borate mineral, has a hardness between 4 and 4.5 and contains 40–50% B
2O
3 in its pure form. Extracting boron from natural sources requires several processes, including ore extraction, crushing, screening, washing, and grinding [
7].
Cement is widely used as a binder in concrete and mortar mixtures. However, its production relies on natural resources such as limestone and clay, and cement manufacturing releases significant amounts of CO2 into the atmosphere, contributing to environmental pollution. The depletion of natural resources and the increasing environmental impact of cement production highlight the need for alternative binders.
Using supplementary materials to partially replace cement in concrete mixtures offers both mechanical and durability benefits while reducing cement consumption. Countries with the largest boron reserves—Turkey, Russia, South America, and the United States—are increasingly exploring the potential use of boron-based materials in cementitious systems. Several studies have examined the incorporation of boron in cementitious mixtures.
Binici et al. [
8] investigated concrete mixtures containing barite, colemanite, pumice, and blast furnace slag. Their findings indicated that while the 7-day compressive strength of colemanite-containing samples was lower than that of other mixtures, the 28-day strength showed improvement, demonstrating the potential of colemanite as a supplementary material in cement-based systems.
Özen et al. [
9] examined the 1, 28, 63, and 90-day strengths of the samples in their study with colemanite, colemanite waste, and silica fume. In the mixtures containing colemanite waste where the silica fume ratio was 10 and 15%, the samples did not set, and, therefore, their 1-day strengths could not be measured. The negative effects observed in the mixtures using colemanite were fewer compared to those containing colemanite waste. According to the 28, 63, and 90-day strength results, a low rate of decrease (up to 5%) was observed in the advanced age strengths of the mixtures containing colemanite and colemanite waste. In contrast to this result, it was stated that the mixtures in which colemanite was used up to 2% did not have a significant effect on the advanced age strengths.
Durgun et al. [
10] examined the effects of polypropylene (PP) fibers and colemanite waste (CW) on the fresh and hardened properties of mortar mixtures under high-temperature conditions. Seventeen different mixtures were prepared by partially replacing cement with CW at 0%, 1%, 3%, 5%, and 7% by weight, combined with PP fibers at 0%, 0.5%, 0.75%, and 1% by volume. Their study found that increasing CW and PP fiber content negatively impacted mortar workability, increasing the need for admixtures. While the 28-day compressive strength of CW-containing mixtures was lower than the control, strength improved at 56 days, with some mixtures even surpassing the control sample. At high temperatures (300 °C and 600 °C), mortars containing both CW and PP fibers showed enhanced strength, with the best thermal resistance observed in mixtures combining both additives.
Özen et al. [
11] explored how CW influenced the fresh properties and compressive strength of cement-based systems. Mortar and cement paste mixtures were prepared by replacing cement with CW at 1%, 3%, 5%, and 7% by weight. Their study focused on rheological parameters, setting times, and strength variations. The results revealed that CW adversely affected fresh properties and extended the setting time of cement pastes. Compressive strength decreased at 1, 7, and 28 days, but a slight improvement was noted at 56 days, particularly in samples containing 5% and 7% colemanite, indicating potential long-term benefits.
Şahin et al. [
12] investigated the impact of partially replacing cement with colemanite (5% and 10%) and adding PP fibers (0.4% and 1.2%) on the physical and mechanical properties of mortar samples. Their study demonstrated that while colemanite enhanced mortar fluidity, using 10% colemanite negatively influenced water absorption, capillarity, flexural and compressive strengths, and ultrasonic pulse velocity. These adverse effects were less severe at 5% colemanite content. Adding 0.4% PP fiber improved compressive strength and capillarity.
Ustabas et al. [
13] analyzed how incorporating colemanite and ulexite—two boron minerals—into cement using different methods affected the physical, chemical, and mechanical properties of mortar mixtures. Their findings indicated that boron minerals significantly prolonged the initial setting time of cement and reduced expansion, with ulexite being a more effective set retarder than colemanite. The method of adding boron minerals (directly to Portland cement, during clinker grinding, or at the farina cooking stage) did not significantly affect the setting time or mechanical properties. Adding boron minerals reduced radioactive permeability, suggesting potential use as radiation shielding materials. However, both colemanite and ulexite reduced early-age compressive strength.
Xia et al. [
14] developed high-performance radiation shielding concrete (HPRSC) for high-radiation environments such as nuclear power plants and medical facilities. Their study evaluated the mechanical and radiation shielding properties of HPRSC using colemanite, heavy aggregates (barite and magnetite), and lead fibers as neutron absorbers. Adding 5% colemanite provided effective nuclear radiation shielding but inhibited cement hydration and slightly reduced mechanical properties. Magnetite-based HPRSC exhibited higher compressive strength than barite-based concrete. While colemanite suppressed hydration, leading to crystalline phase accumulation (especially portlandite) and reduced strength, heavy aggregates increased concrete density and radiation absorption capacity. Magnetite-based HPRSC showed superior performance. The inclusion of lead fibers enhanced gamma-ray protection but slightly diminished mechanical strength.
Şeker and Durgun [
6] determined that the 7 and 28-day compressive strength in the control sample without colemanite was higher than the sample containing colemanite, but it was found that the samples with 1 and 1.5% colemanite showed higher compressive strength values in 90-day compressive strengths.
Kara et al. [
15] investigated the effects of ground colemanite mineral addition on the strength and durability performance of concrete. They observed that while the early-age strength of colemanite-containing concrete decreased slightly, the 28-day compressive strength met the target strength, though it remained slightly below that of the control sample. At 90 days, the compressive strengths of samples with lower colemanite content (except for the 5% colemanite mixture) exceeded that of the control. Notably, the concrete with 3% colemanite replacement demonstrated the best performance in terms of abrasion resistance, as well as resistance to wetting–drying cycles, sulfate attack, and chloride penetration.
Yaltay and Ekinci [
16] studied the compressive strength and high-temperature effects of lightweight concretes containing pumice aggregate and colemanite. Pumice was used as both coarse and fine aggregate, while colemanite was added to the mixtures by replacing cement at rates of 0.4%, 0.6%, 0.8%, 1%, and 2%. Samples aged 28 and 56 days were exposed to temperatures of 400 °C, 600 °C, and 800 °C. After exposure to high temperatures, the concretes exhibited both weight loss and reduced compressive strength. However, colemanite-containing concretes retained some strength even after exposure to 800 °C.
The importance of boron is steadily increasing, as evidenced by the growing body of the literature. Advances in technology have expanded both the applications of boron and its production. However, there remains a significant gap in research regarding the effects of boron mineral-containing materials on the fresh state properties, time-dependent performance, mechanical properties, and durability of cementitious systems. Furthermore, while the use of fibers in cementitious systems has been extensively studied, there is limited research on the properties of cementitious systems that incorporate colemanite as a partial substitute in mixtures containing air-entraining admixture (AEA) and fibers.
In this study, the effects of colemanite and various fibers—steel, basalt, carbon, and polypropylene —on the compressive strength, flexural strength, and water absorption of mortar mixtures containing an AEA were investigated. This study aims to address the gap in the literature regarding the performance of cementitious systems that incorporate colemanite as a partial substitute in mixtures containing both AEA and fibers. In addition, it aimed to investigate the compatibility of different types of fibers with colemanite in cementitious systems containing air-entraining additives and to reduce CO2 emissions. The innovation of this study lies in exploring the combined impact of colemanite and different types of fibers on the fresh state properties, compressive and flexural strength, and water absorption of mortar mixtures, particularly under the influence of air-entraining admixture. This research also contributes to sustainability by examining the potential of using colemanite as a partial cement replacement to reduce CO2 emissions and promote environmentally friendly construction materials.
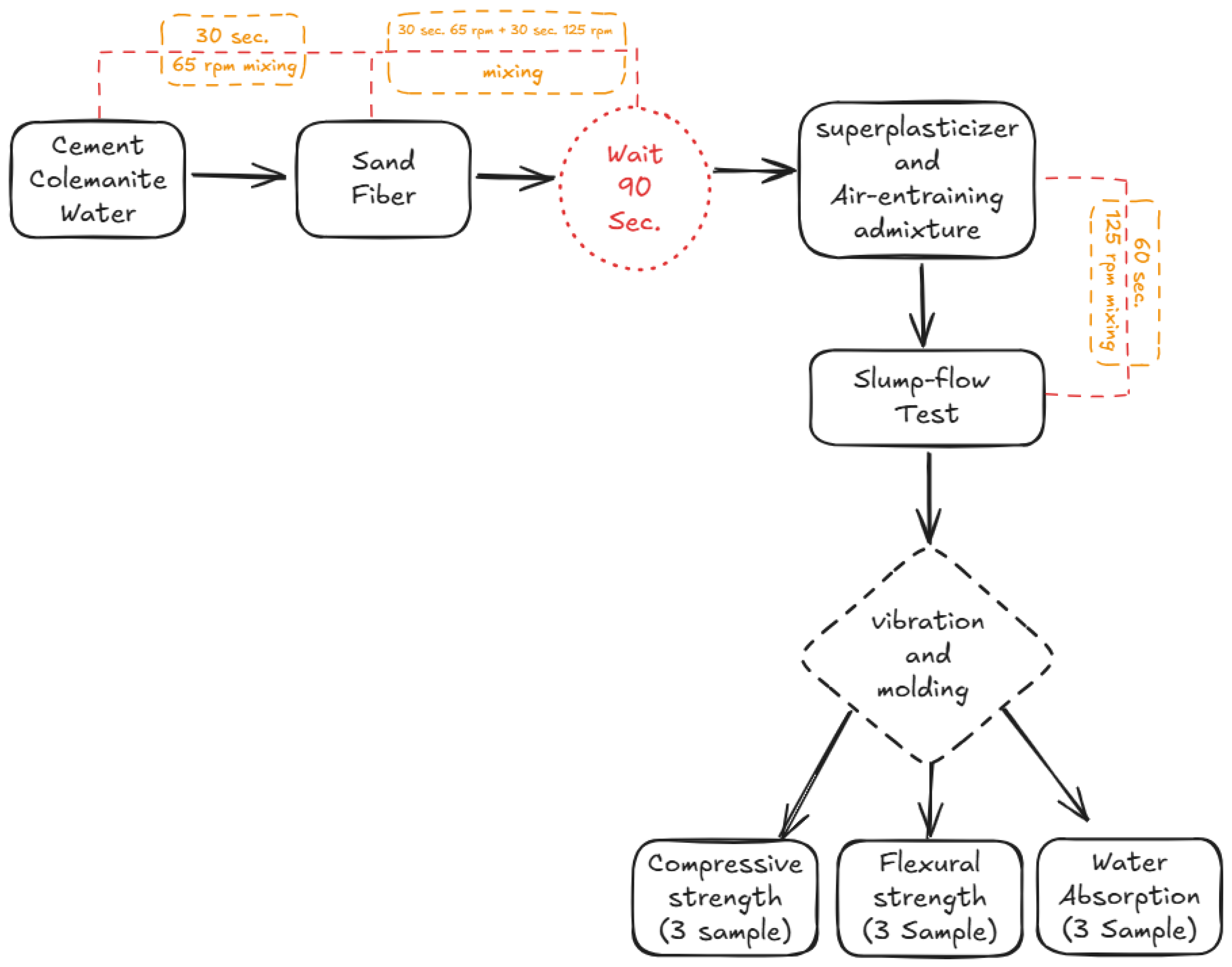
Mortar mixtures were prepared by substituting cement with colemanite at rates of 3% and 5% while incorporating 0.5% of each fiber type and 0.1% AEA. This study first examined the fresh-state properties of mortar mixtures with different colemanite and fiber combinations. Subsequently, the compressive and flexural strengths of 28-day mortar samples were evaluated, and their water absorption was determined.
3. Results and Discussion
3.1. Slump Flow
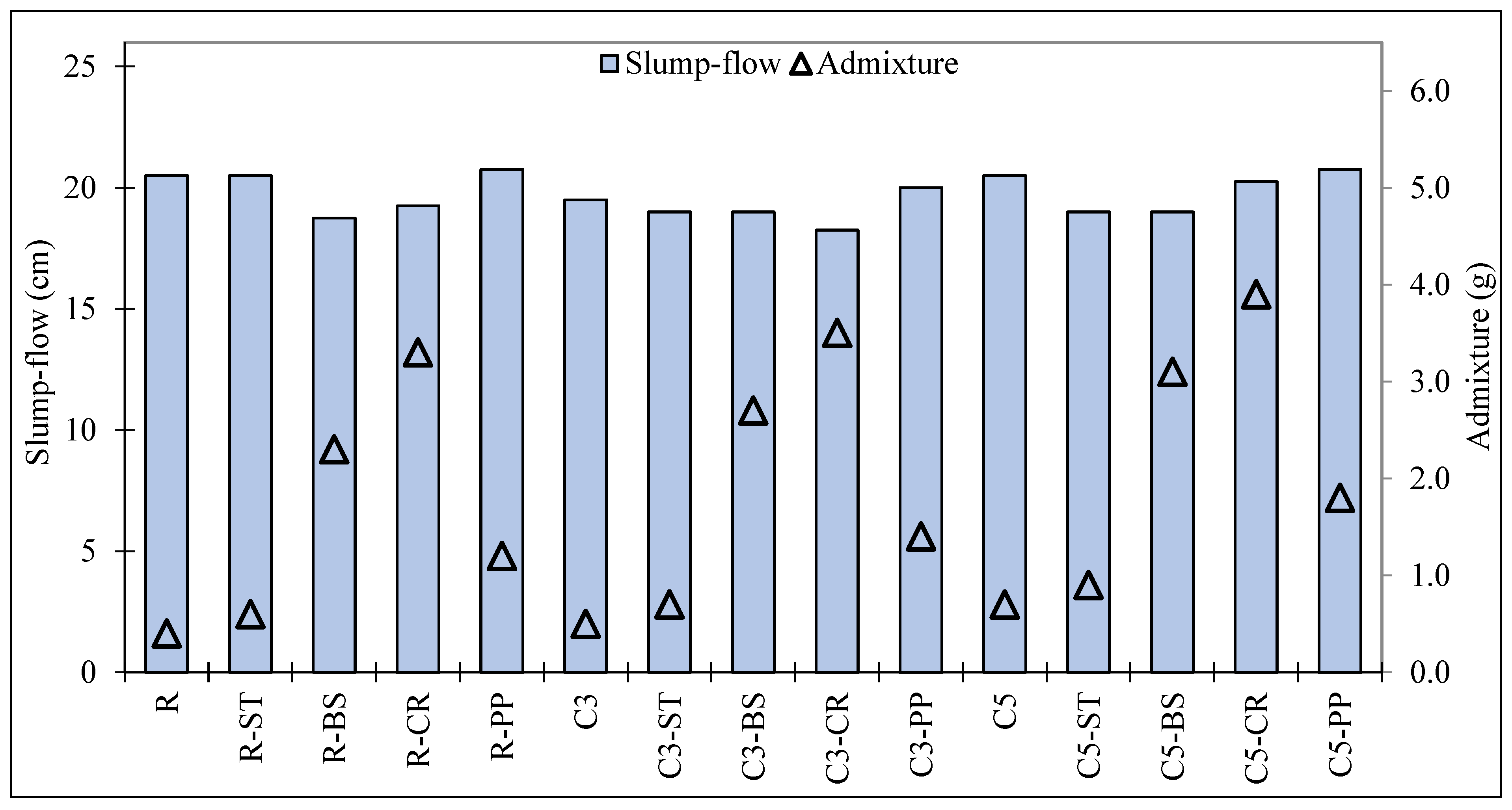
The amounts of superplasticizer required to achieve the target slump-flow diameter values (19 ± 2 cm) for the fresh state properties of the mortar mixtures were determined.
Figure 5 illustrates the slump-flow values of the mortar mixtures and the corresponding amounts of superplasticizer used.
The consistency of cementitious systems significantly influences the formation of the air bubble network within the matrix. Typically, air bubbles are generated by the vortices created by the mixer blades during mixing. In highly fluid systems, air bubbles tend to migrate rapidly to the surface due to buoyancy forces, leading to their separation from the matrix during mixing, transportation, or placement (e.g., vibration). Conversely, in systems with low consistency, creating sufficient vortices during mixing becomes challenging, making it difficult to effectively entrain air into the mixture [
22]. To ensure consistency across all mixtures, they were produced with similar workability, avoiding overly fluid or low-consistency conditions.
As shown in
Figure 5, the addition of colemanite and fibers to the mixtures increased the superplasticizer requirement to achieve the target slump flow. Additionally, the inclusion of AEA improved workability by creating spherical voids in the mixtures [
23,
24]. However, changes in the effectiveness of AEA also influenced the superplasticizer requirements.
Increasing the colemanite ratio in the mixtures raised the superplasticizer requirement by 25–50% to maintain the target slump flow. Şeker et al. [
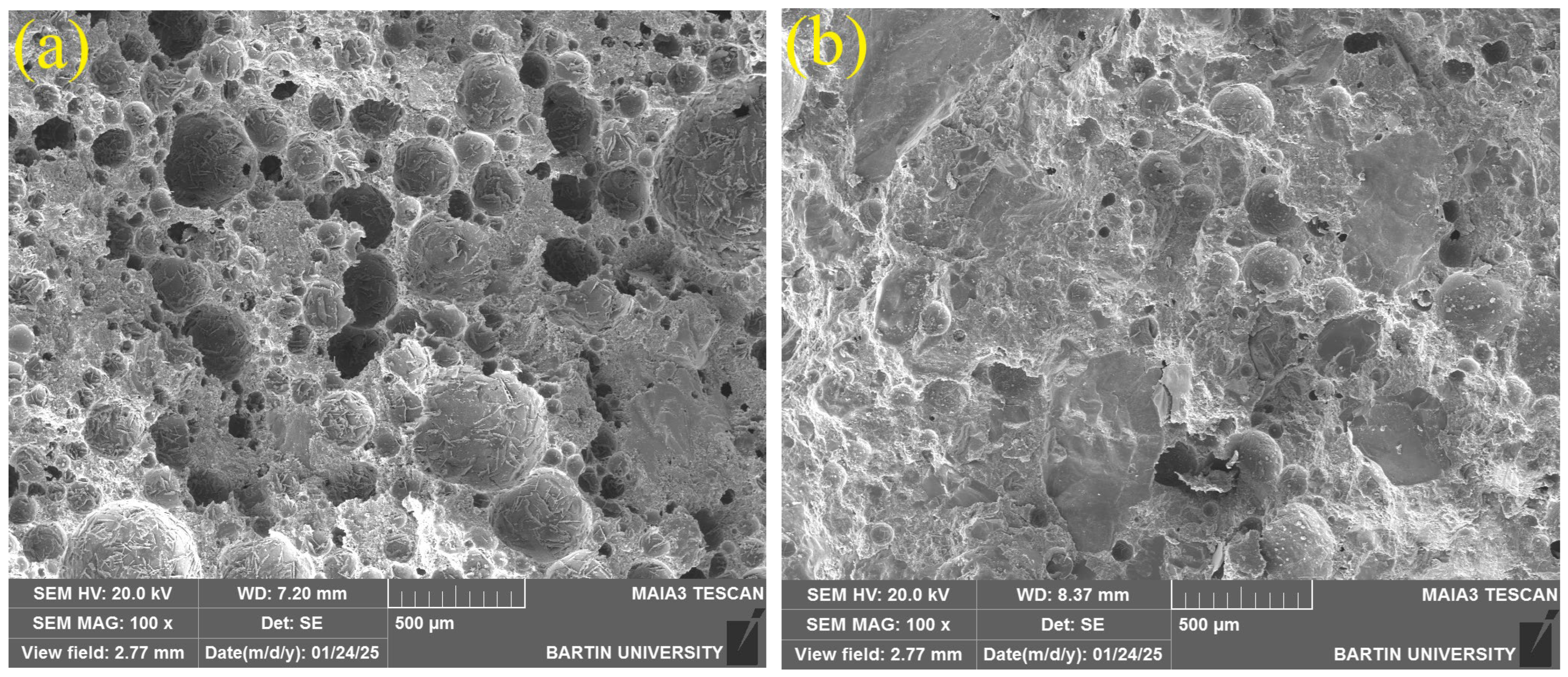
6] noted that the B
2O
3 component in colemanite delayed setting and enhanced workability. However, SEM images of the R (control) and C5 samples reveal that the C5 mixture contained fewer air bubbles compared to the control. This suggests that the positive effect of AEA on workability was reduced in the C5 mixture. The high fineness of the colemanite used in this study, compared to cement and other materials, is believed to be a dominant factor, increasing the need for superplasticizers more than other parameters.
It is well-documented that the addition of fibers to cementitious systems negatively affects workability [
25]. In mixtures without colemanite, the inclusion of steel, basalt, carbon, and PP fibers increased the admixture requirement. Basalt, carbon, and PP fibers, in particular, significantly increased the amount of superplasticizer needed to achieve sufficient workability. Among these, carbon fiber had the most adverse effect on workability, requiring the highest amount of superplasticizer to reach the target slump flow. This is attributed to the large surface area of carbon fibers, which restricts the mobility of the mortar mixture by interlocking and reducing flowability [
26,
27]. Additionally, the weakened effect of AEA in carbon fiber mixtures may have further reduced its contribution to workability.
Following carbon fiber, basalt fiber mixtures required more superplasticizer compared to other fiber mixtures. Bheel [
28] reported that basalt fibers absorbed water, weakening workability and reducing slump values. Furthermore, the fiber network formed in the mixture restricts the movement of coarse aggregates, increasing flow resistance [
29,
30]. Due to their large surface area, basalt fibers absorb more water than aggregates, increasing mixture viscosity and reducing workability [
31,
32,
33]. These findings suggest that basalt fibers behaved similarly in this study, weakening workability and increasing the need for admixture.
The combined use of fibers and colemanite further intensified this effect. As previously mentioned, colemanite reduces the effectiveness of the air-entraining admixture and, due to its finer particles compared to cement, negatively impacts workability. The adverse effect of fibers is attributed to their interaction with the paste in the mixture. Fibers decrease the effective paste volume available to maintain workability. Additionally, they create a complex network within the matrix, which hinders the free movement of materials. This increased internal friction ultimately reduces the mixture’s workability [
34,
35]. The combination of colemanite and fibers in the mixture compounded these negative effects, leading to an even greater need for admixture to achieve the target slump-flow value.
3.2. Compressive Strength
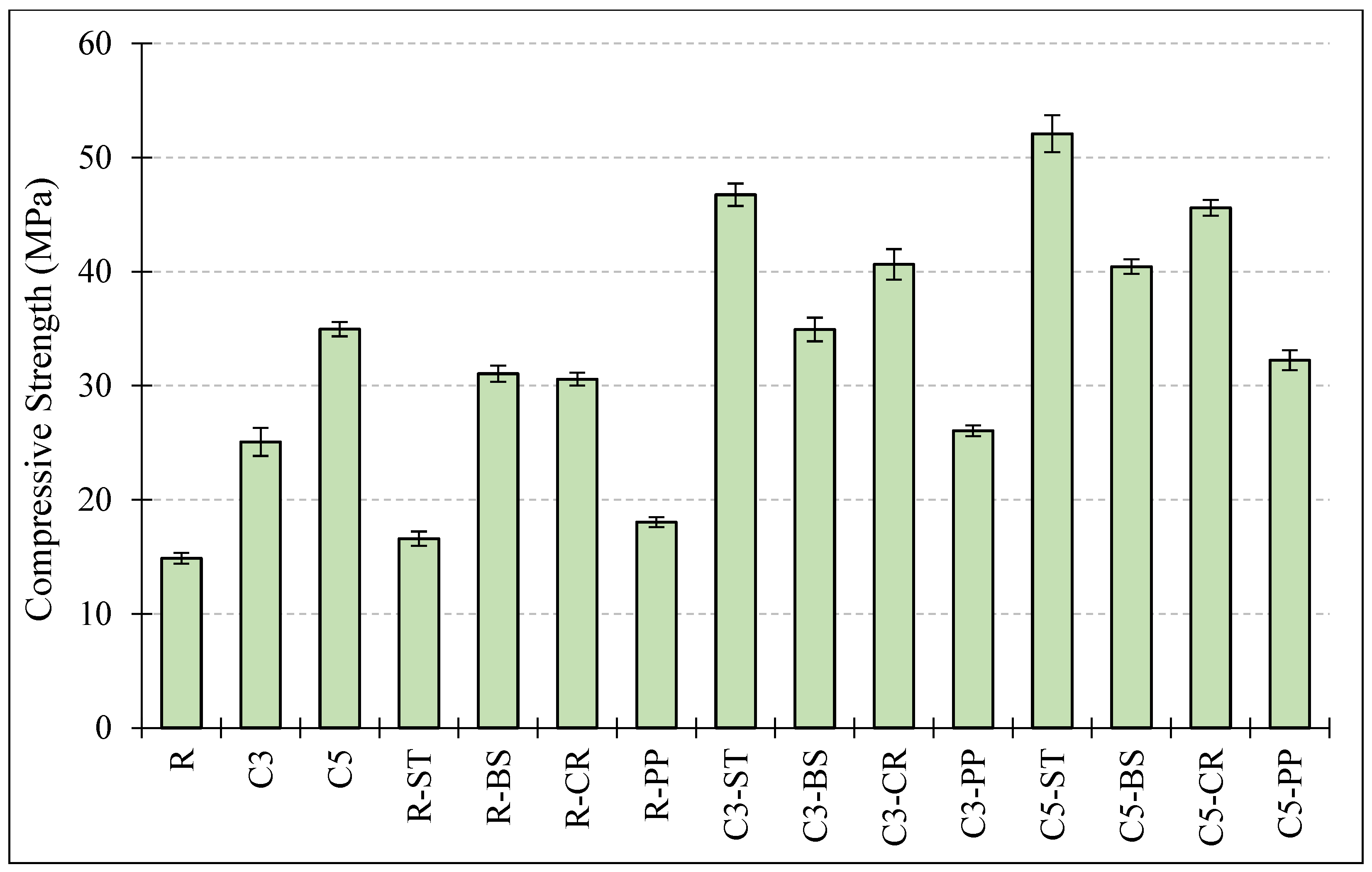
Figure 6 shows the 28-day compressive strength results of mortar mixtures containing AEA.
Figure 6 presents the 28-day compressive strength results of mortar mixtures containing AEA. As shown in the figure, the addition of colemanite to the mixtures increased compressive strength, regardless of fiber type. Furthermore, incorporating different types of fibers also enhanced compressive strength.
The compressive strengths of mixtures containing 3% and 5% colemanite without fibers (C3 and C5) were 69% and 135% higher, respectively, compared to the control mixture. This increase in compressive strength can be attributed to two main factors. First, the filler effect of colemanite, due to its finer particle size compared to cement, contributes to denser packing. Second, the reduced effectiveness of AEA in colemanite-containing mixtures leads to fewer air voids [
36]. Güner et al. [
37] observed that replacing cement with natural or calcined colemanite at varying rates increased ultrasonic pulse velocity and strength, which they linked to reduced voids in the microstructure. Additionally, the B
2O
3 content in colemanite positively influences mechanical properties [
38,
39]. B
2O
3 slightly retards hydration, prolonging the curing period and resulting in more regular hydration products. While this leads to lower early-age strengths, it ultimately enhances long-term strength [
15,
40]. Çelik et al. [
41] also reported improved compressive strengths with up to 10% colemanite substitution. Other researchers have noted that colemanite-containing mixtures exhibit a more crystalline microstructure (e.g., ettringite), which reduces voids and enhances mechanical properties [
6,
42,
43].
SEM images of the control (R) and C5 samples are shown in
Figure 7. The control mixture exhibits more pronounced air bubbles due to the effect of AEA, while colemanite reduces the AEA’s effectiveness in the C5 mixture. SEM analysis confirms that air bubbles are fewer in the C5 mixture compared to the control. Additionally,
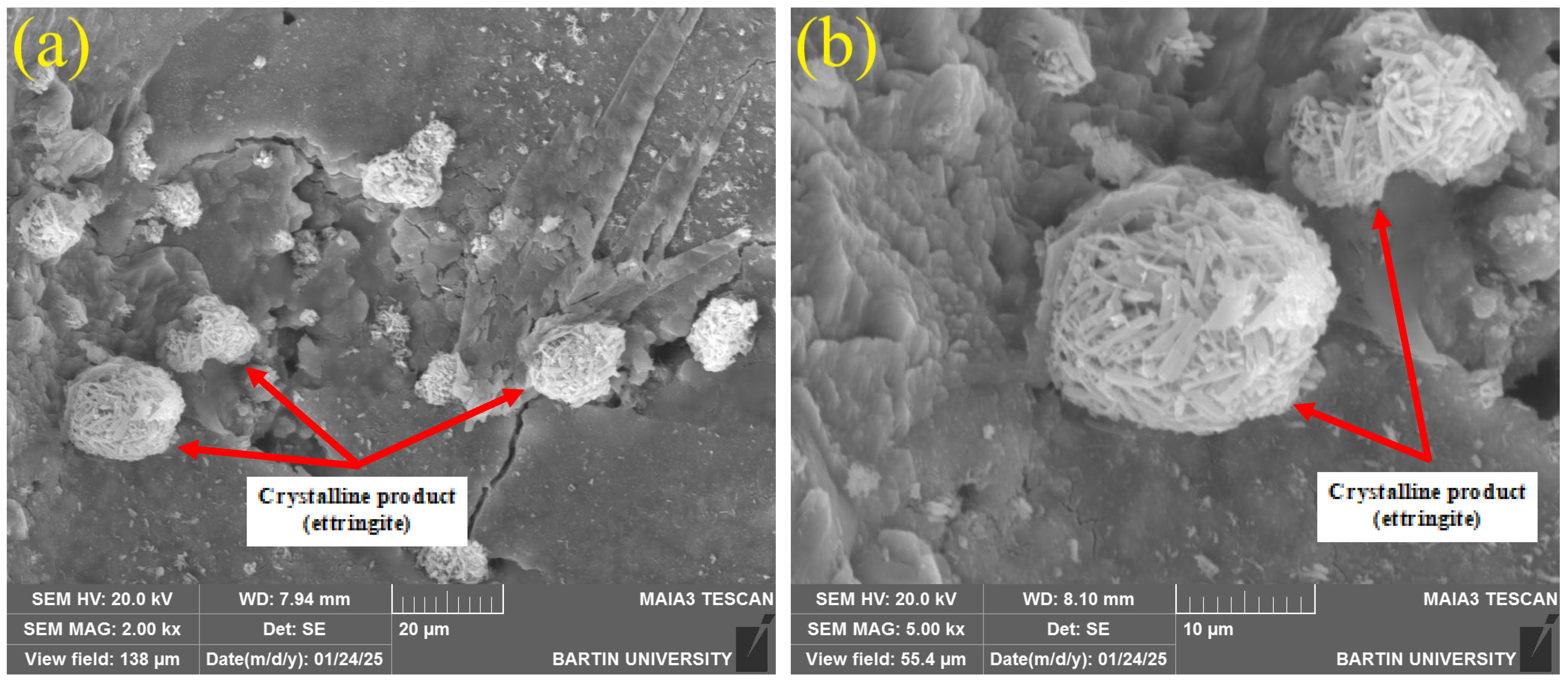
Figure 8 reveals that the C5 mixture contains significant amounts of crystalline products (e.g., ettringite) in its matrix. Some of the air voids created by AEA are filled with these crystalline products, further contributing to the improved mechanical properties.
The positive effect of colemanite on compressive strength was also evident in fiber-reinforced mixtures, as shown in
Figure 9. When comparing mixtures containing 3% colemanite and fibers (C3-ST, C3-BS, C3-CR, C3-PP) with fiber mixtures without colemanite (R-ST, R-BS, R-CR, R-PP), the greatest increase in compressive strength was observed in steel fiber mixtures. The addition of 3% colemanite (C3-ST) to the steel fiber mixture resulted in an approximately 182% increase in compressive strength. Similarly, the inclusion of 3% colemanite in basalt, carbon, and PP fiber mixtures improved compressive strengths by 12%, 33%, and 44%, respectively.
A comparable trend was observed in mixtures with 5% colemanite replacement, where the improvement in compressive strength was even more pronounced than in the 3% colemanite mixtures. For instance, the C5-ST mixture exhibited a threefold increase in strength compared to the R-ST mixture. Similarly, compressive strength improvements of 30%, 49%, and 79% were observed in the C5-BS, C5-CR, and C5-PP mixtures, respectively.
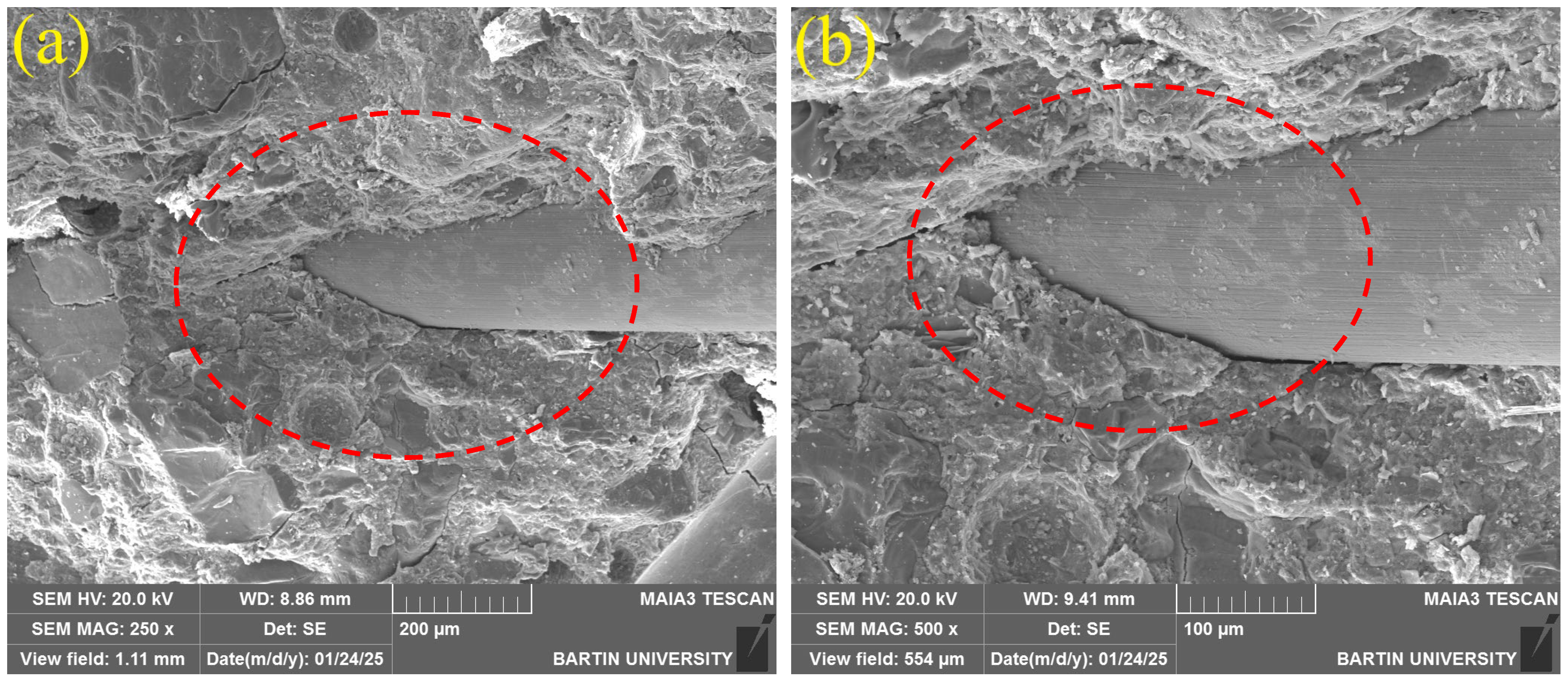
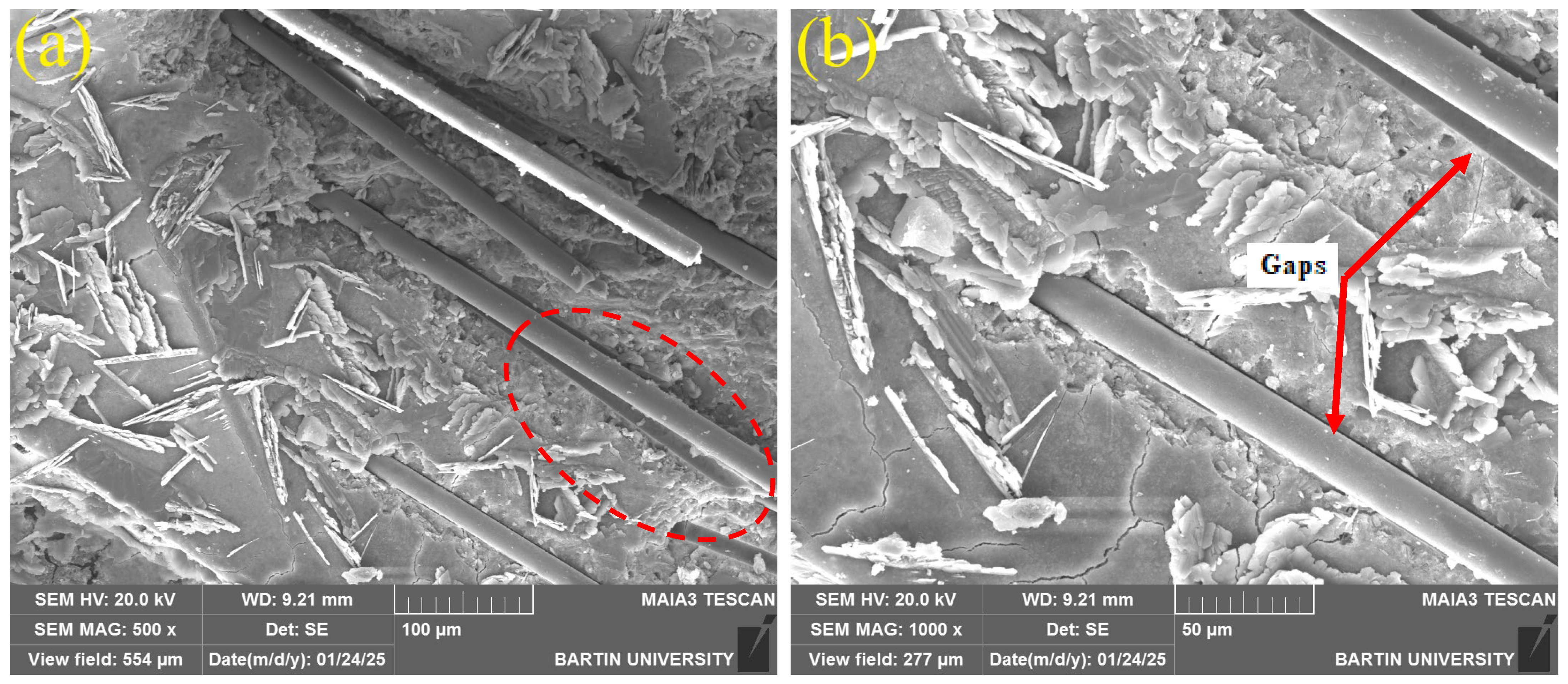
Figure 10 and
Figure 11 present SEM images of the control (R-ST) and 5% colemanite (C5-ST) samples containing steel fibers. The SEM images reveal that steel fibers exhibited better adhesion to the matrix in the colemanite-containing samples (
Figure 11). In the R-ST samples, gaps were observed at the fiber–matrix interface, which likely weakened the adhesion to some extent. In contrast, these gaps were fewer and more limited in the C5-ST samples. This improved fiber–matrix adhesion is a key factor contributing to the enhanced mechanical properties of the colemanite-containing samples.
When evaluating the effect of colemanite on compressive strength, it is evident that substituting 3% and 5% colemanite in control or steel fiber mixtures significantly improved compressive strength, while the increase was more limited in basalt, carbon, and PP fiber mixtures. The addition of colemanite reduced the effectiveness of the AEA and enhanced the adhesion between the matrix and steel fibers, contributing to the observed strength improvements.
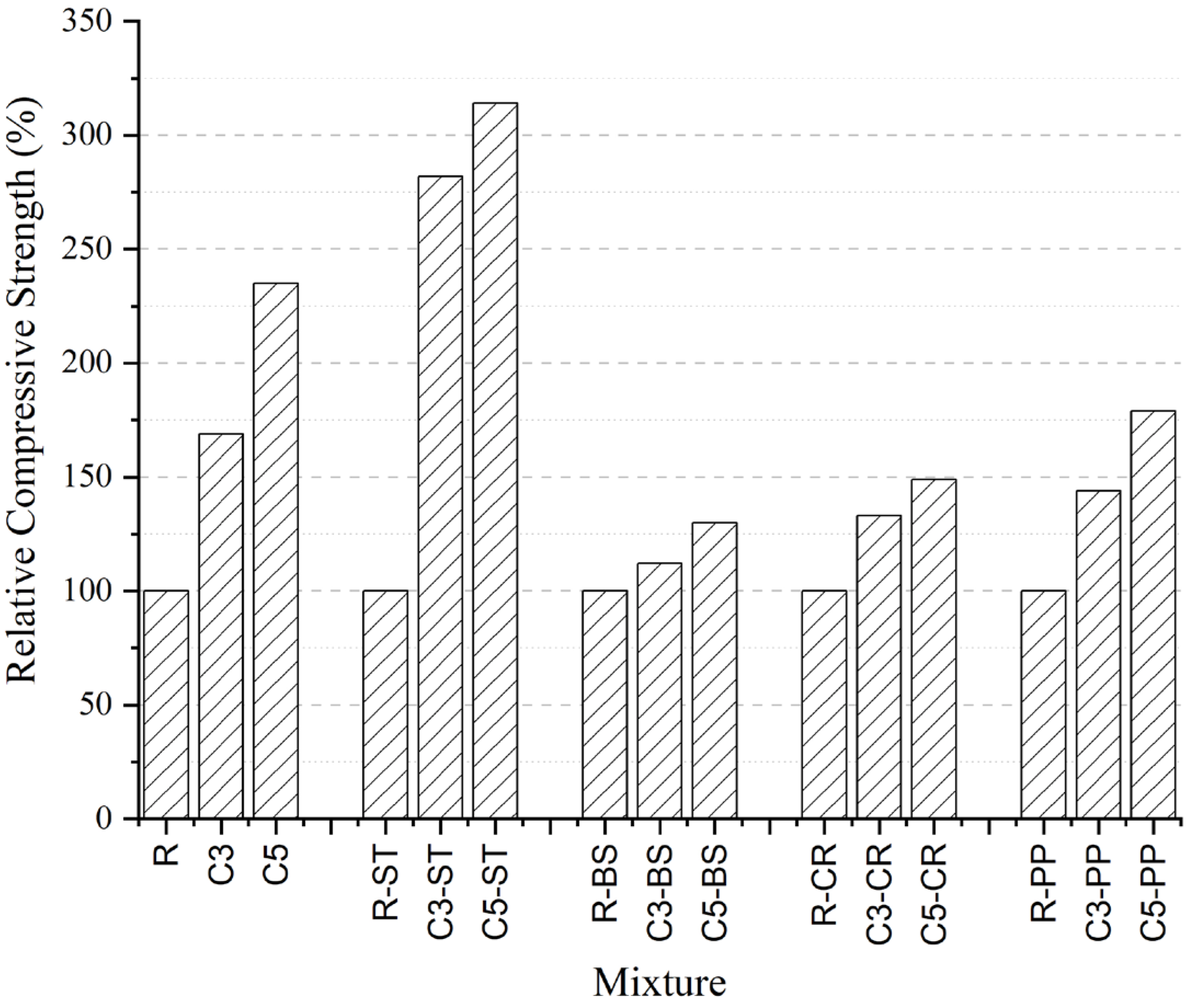
Figure 12 illustrates the relative changes in compressive strength of mortar mixtures containing AEA, categorized by fiber type. In mixtures containing colemanite, the positive effect of fibers on compressive strength was less pronounced compared to mixtures without colemanite. However, the type of fiber influenced the strength development. As shown in
Figure 12, basalt and carbon fibers were more effective in mixtures without colemanite, while steel and carbon fibers showed greater effectiveness in mixtures containing colemanite.
In mixtures without colemanite, the compressive strengths of basalt and carbon fiber mixtures (R-BS and R-CR) were twice that of the control mixture. For steel and PP fiber mixtures (R-ST and R-PP), improvements of approximately 12–22% were observed.
In colemanite-containing mixtures, carbon fiber remained effective, contributing to a 62% increase in strength, while steel fiber mixtures exhibited significant strength gains of up to 86%. In contrast, the effectiveness of basalt fiber decreased in colemanite-containing mixtures, with strength contributions of 39% and 16% for C3 and C5 mixtures, respectively.
Overall, the increased effectiveness of steel fibers in colemanite-containing mixtures can be attributed to the reduced impact of AEA and the improved matrix–fiber adhesion facilitated by colemanite. The diminished effect of basalt and carbon fibers in these mixtures is likely due to weaker matrix–fiber adhesion. This observation aligns with findings by Canpolat et al. [
44], who reported that the effectiveness of basalt fiber decreased when used with colemanite.
3.3. Flexural Strength
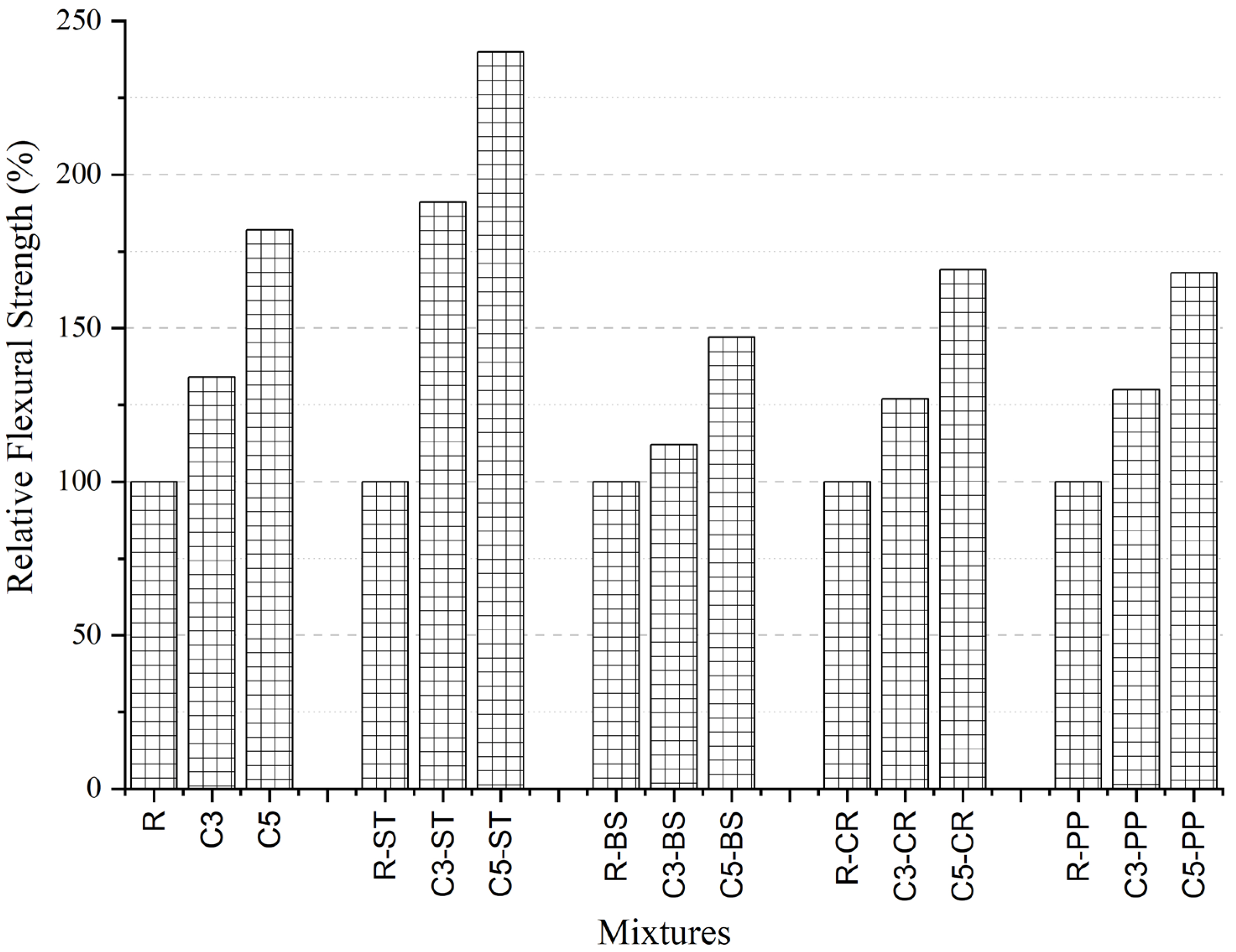
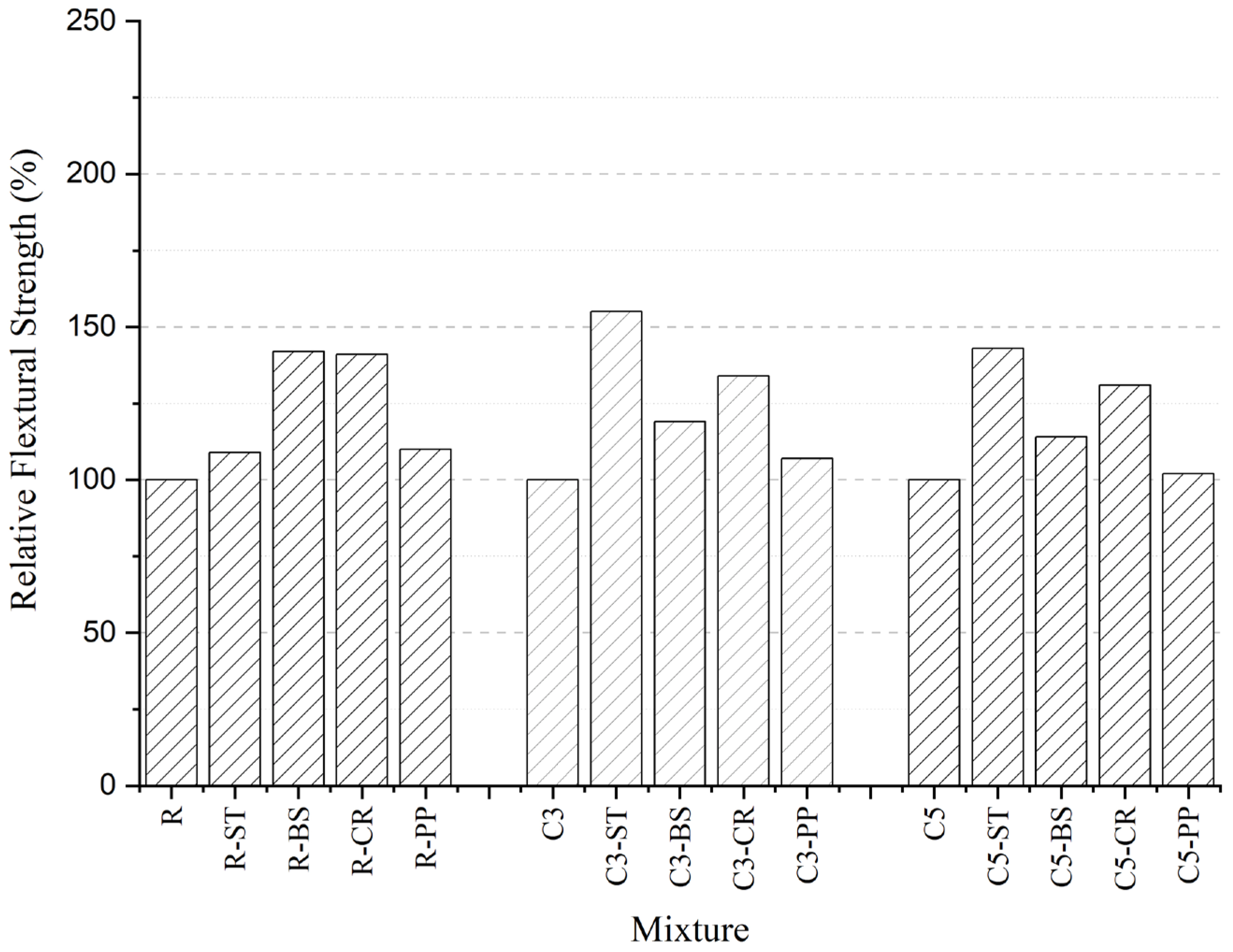
The 28-day flexural strength results of mortar mixtures containing AEA are shown in
Figure 13. The flexural strengths follow a trend similar to that of the compressive strengths.
As shown in
Figure 13, the addition of fibers and 3% or 5% colemanite to the mixtures increased the flexural strengths. The highest flexural strength was observed in the mixture with 5% colemanite replacement and steel fiber (C5-ST). In mixtures without colemanite, basalt and carbon fiber mixtures exhibited the highest strengths. In contrast, in mixtures containing colemanite, steel and carbon fiber mixtures were the most effective in enhancing flexural strength.
Figure 14 illustrates the relative changes in flexural strengths based on colemanite content. As seen in the figure, the effect of colemanite substitution on flexural strength varied depending on the type of fiber used.
The substitution of 3% and 5% colemanite in non-fiber mixtures resulted in 34% and 82% higher flexural strength, respectively, compared to the control mixture. In fiber mixtures, the effect of colemanite varied depending on the fiber type. The addition of 3% and 5% colemanite to steel fiber mixtures showed the most significant improvement in flexural strength compared to other fiber mixtures. In contrast, the increase in flexural strength due to colemanite addition was less pronounced in other fiber mixtures compared to non-fiber mixtures. Specifically, the addition of colemanite to carbon and PP fiber mixtures increased flexural strength by 27–69%, while in basalt fiber mixtures, the improvement was only 12–47%.
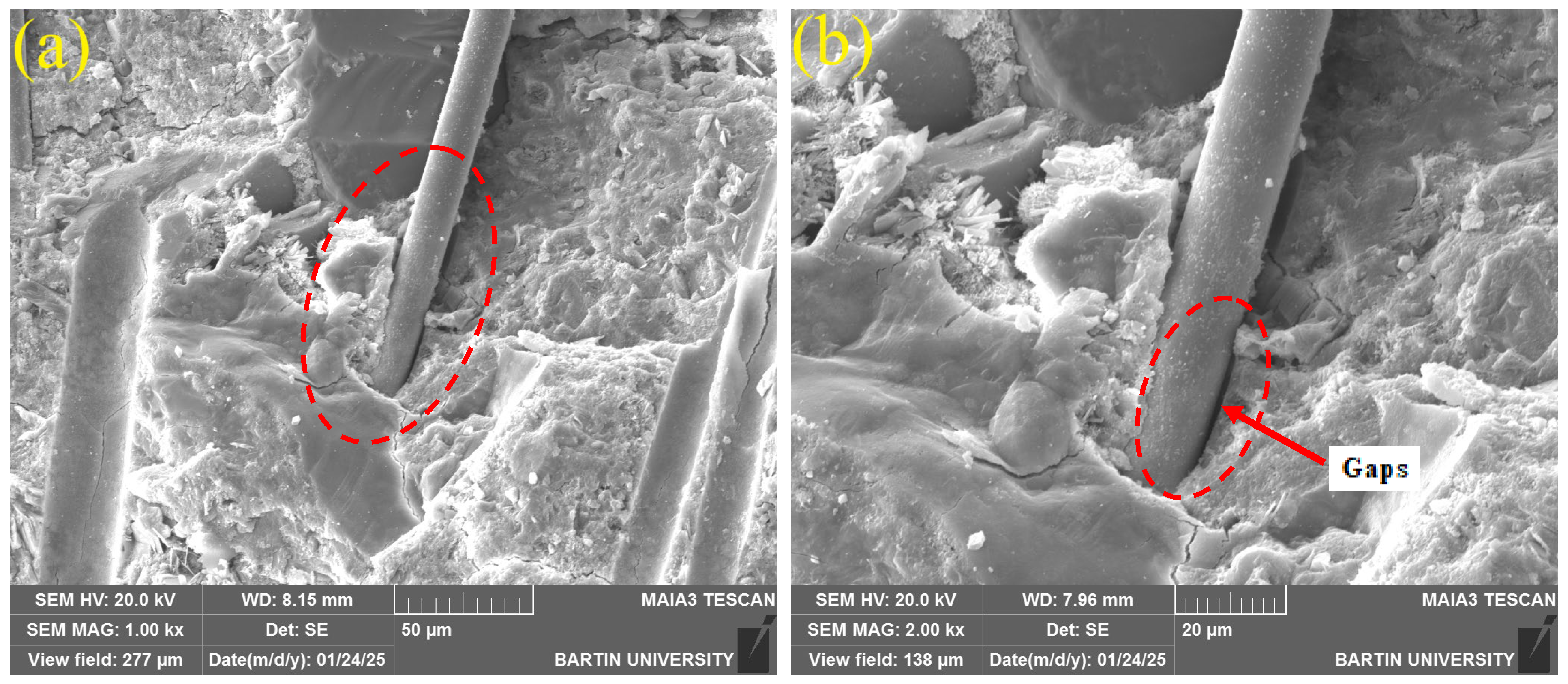
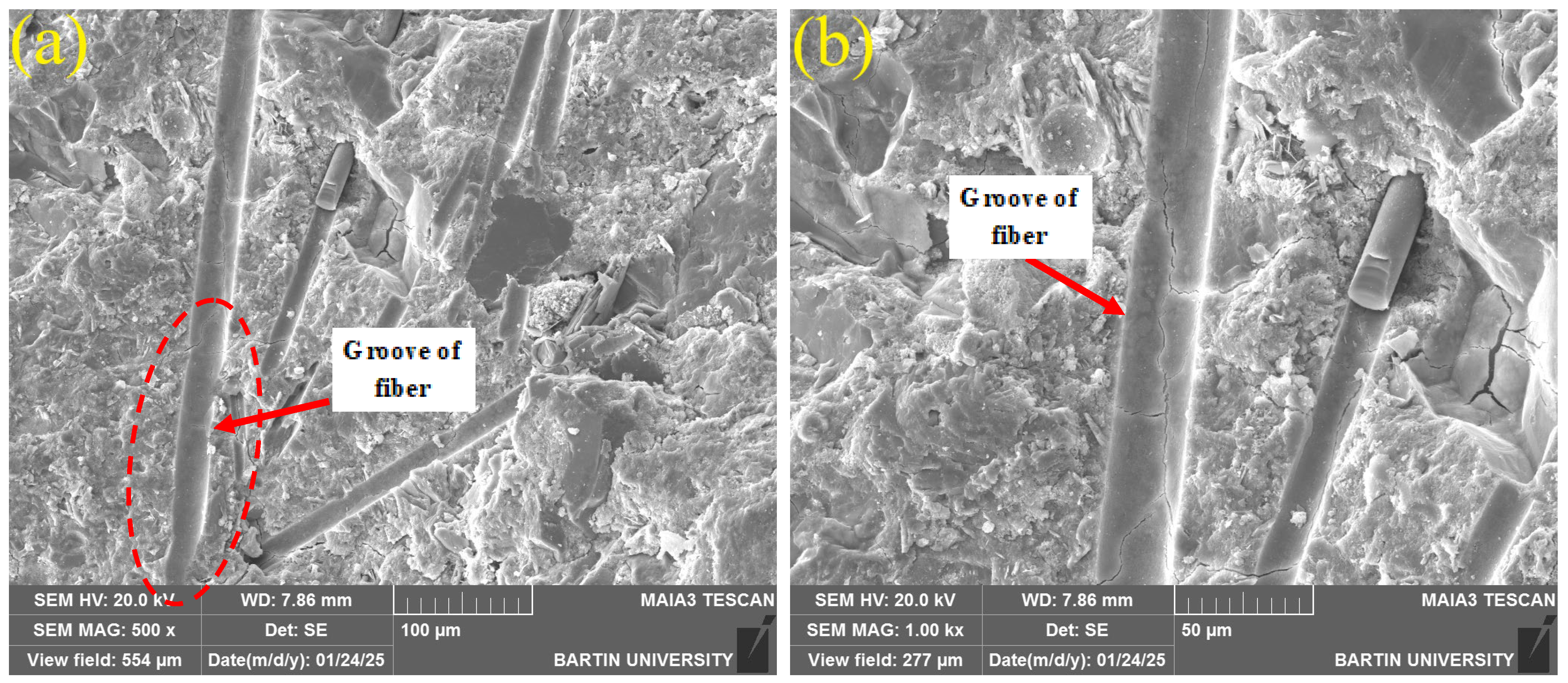
SEM images of the R-BS (control) and C5-BS (5% colemanite) samples, shown in
Figure 15 and
Figure 16, reveal that basalt fiber–matrix adhesion is weaker compared to other fibers. Even in colemanite-substituted mixtures (C5-BS), sufficient adhesion was not achieved (
Figure 16).
Additionally, voids are observed at the basalt fiber–matrix interface, and some basalt fibers appear to be partially detached from the matrix (
Figure 17). These factors likely contribute to the weakened effect of basalt fibers on flexural strength.
As previously mentioned, the addition of colemanite to the mixtures may have increased strength by reducing the effectiveness of the AEA. Several studies in the literature suggest that fine materials added to mixtures can diminish the efficiency of AEA. Specifically, AEA loses its effectiveness by adsorbing onto the surface of fine particles, thereby increasing the need for admixture to achieve proper air entrainment [
23,
45,
46,
47]. Additionally, steel fibers appear to be more effective in colemanite-containing mixtures compared to other fibers, likely due to improved adhesion with the matrix, which may have contributed to the observed strength increases.
Figure 18 illustrates the relative changes in flexural strength of mortar mixtures containing AEA, categorized by fiber type. Similar to the trend observed in compressive strength, mixtures without colemanite showed greater increases in flexural strength when basalt and carbon fibers were used compared to other fiber types. Specifically, R-BS and R-CR mixtures exhibited increases of 41–42%, while the R-ST and R-PP mixtures showed improvements of approximately 9–10%.
In mixtures containing 3% and 5% colemanite, the highest increases in flexural strength were observed in steel fiber mixtures, with improvements of 55% and 43%, respectively. Basalt and carbon fiber mixtures followed, with increases ranging from 15% to 35%. The lowest improvements were seen in PP fiber mixtures, with increases of only 2–7%.
Micro air bubbles formed in the mixtures can easily move and merge within the matrix components, which become more fluid and exhibit lower surface tension due to the use of a superplasticizer [
48]. This phenomenon can lead to the formation of macro voids, potentially reducing strength. Despite this, carbon fiber mixtures, which require a higher amount of superplasticizer, demonstrated the second-best flexural performance among fiber mixtures.
Based on these findings, it was concluded that the addition of basalt and carbon fibers to mortar mixtures without colemanite provided better mechanical properties compared to steel or PP fibers. However, the combination of steel fiber and colemanite resulted in the highest increase in flexural strength. Overall, the combination of colemanite and fiber significantly enhanced the flexural strength of cementitious mixtures. In contrast, PP fiber showed a comparatively lower effect on strength improvement than other fiber types.
3.4. Water Absorption
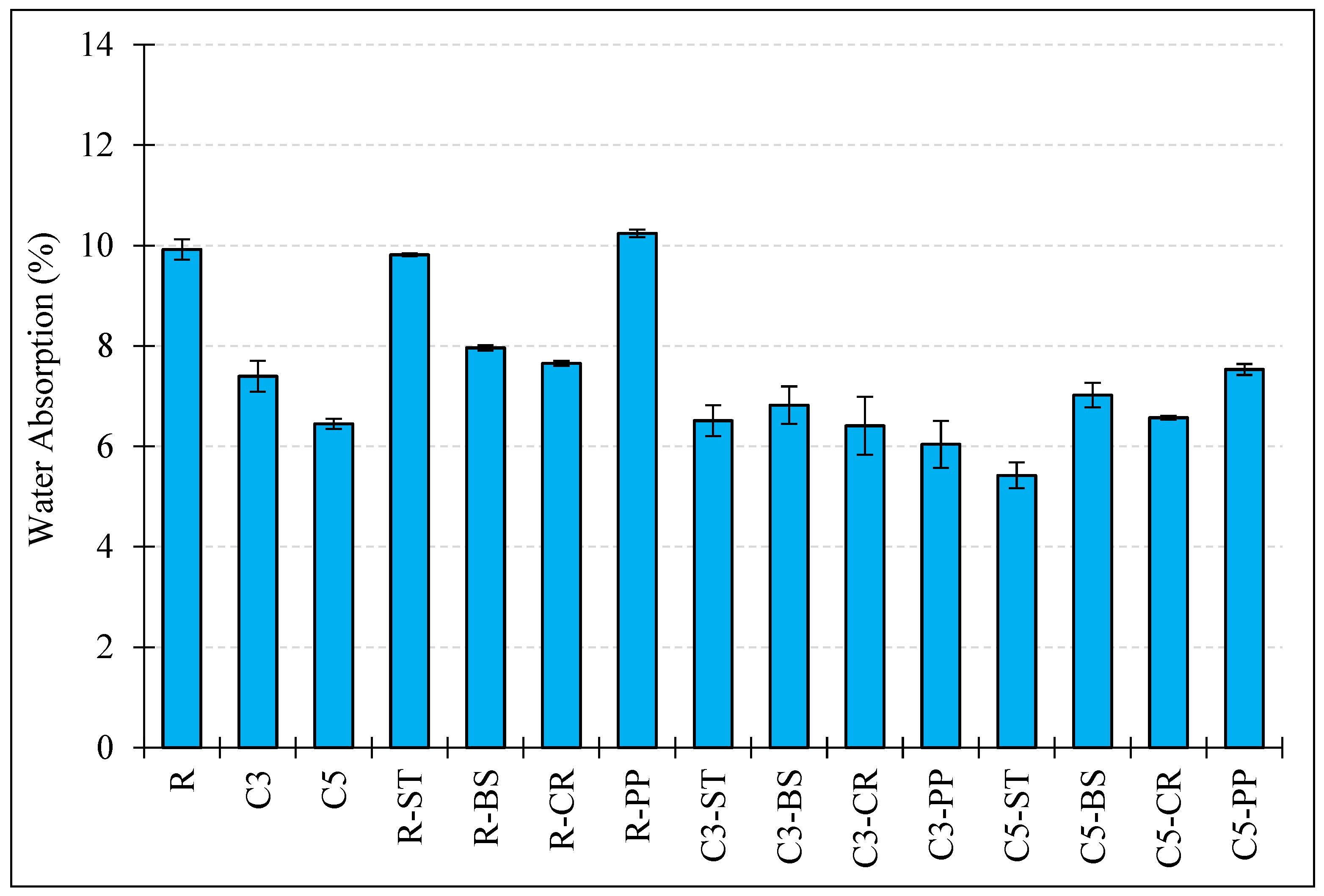
The calculated water absorption of 28-day specimens is shown in
Figure 19. The water absorption of the mortar mixtures was inversely proportional to their compressive and flexural strengths, which can be attributed to the amount of voids present in the specimens.
The water absorption of the control specimen was determined to be 9.92%. In contrast, the addition of 3% and 5% colemanite to the mixtures significantly reduced the water absorption.
In mixtures without colemanite, the addition of steel and PP fibers had little effect on water absorption. However, a decrease in water absorption was observed with the addition of basalt and carbon fibers. It is well-documented that the addition of fibers to cement-based systems significantly influences water absorption. Previous studies have linked increased water absorption to the formation of voids caused by fiber interlocking during mixing [
49,
50]. Conversely, in materials with fewer voids, water absorption decreases because water penetration through the sample becomes more difficult [
9].
The combination of 3% colemanite with fibers resulted in a significant reduction in water absorption. Since colemanite has a finer particle size than cement, its addition to the mixture likely contributes to reduced water absorption by acting as a filler, thereby densifying the matrix [
9]. This is further supported by SEM images in
Figure 7, which show fewer air bubbles in colemanite-containing mixtures.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}