

Strength Characteristics of Polypropylene Fiber-Modified Rubber Foamed Concrete
 and
and
Abstract
1. Introduction
2. Materials and Methods
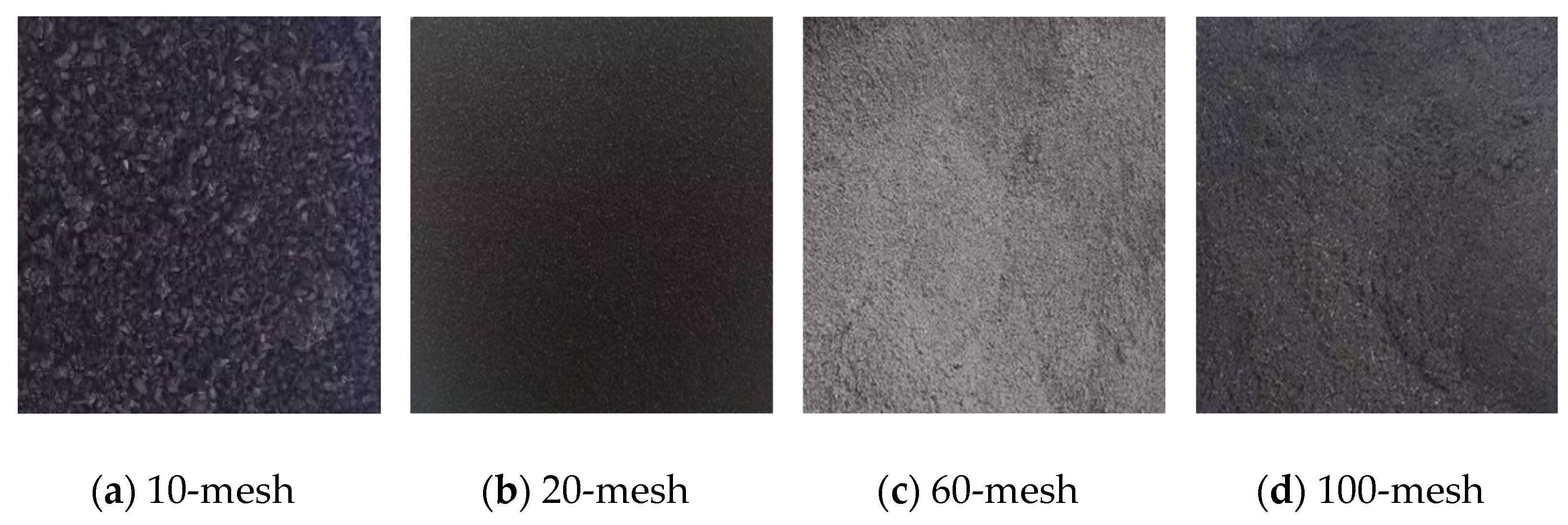
2.1. Materials
2.2. Mix Design of the Experiment Specimen
2.3. Preparation of the Specimen
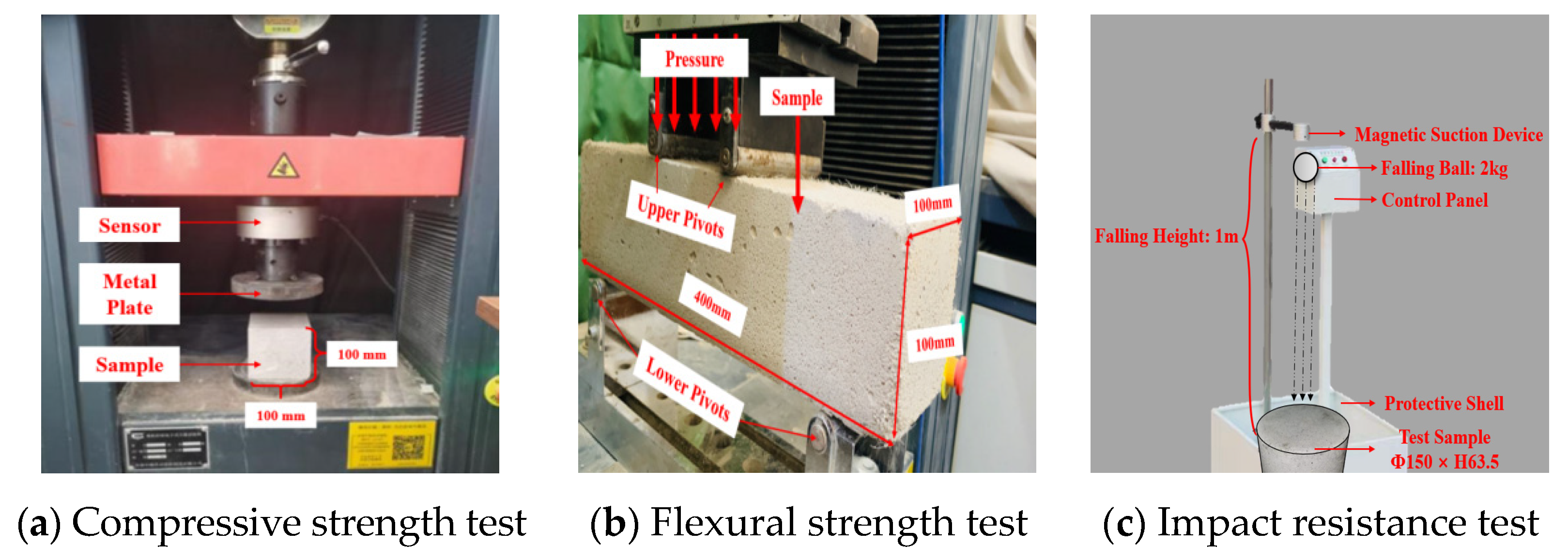
2.4. Test Methods
2.5. Static and Dynamic Strength Tests
2.6. Scanning Electron Microscope (SEM) Test
3. Results and Discussion
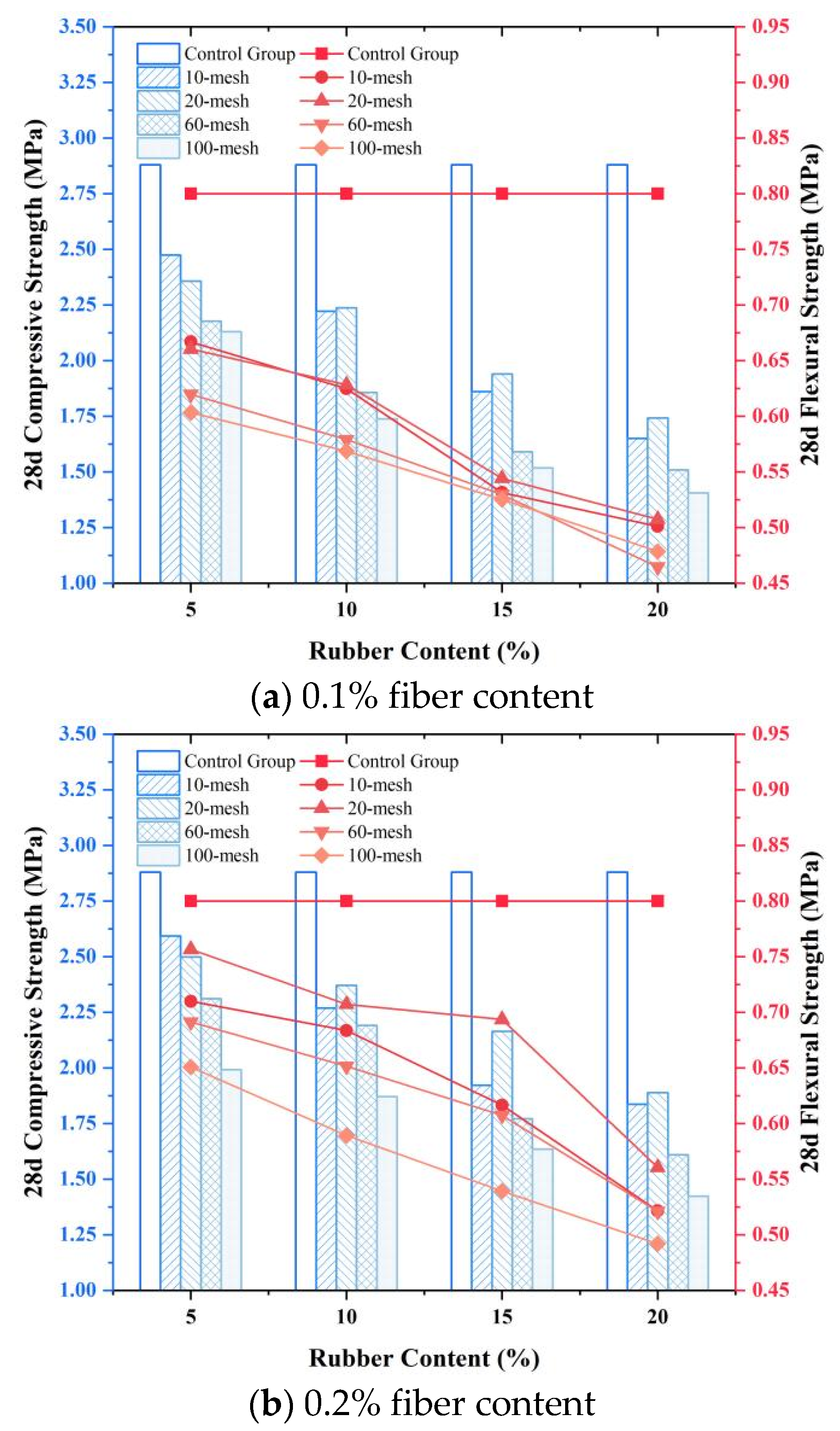
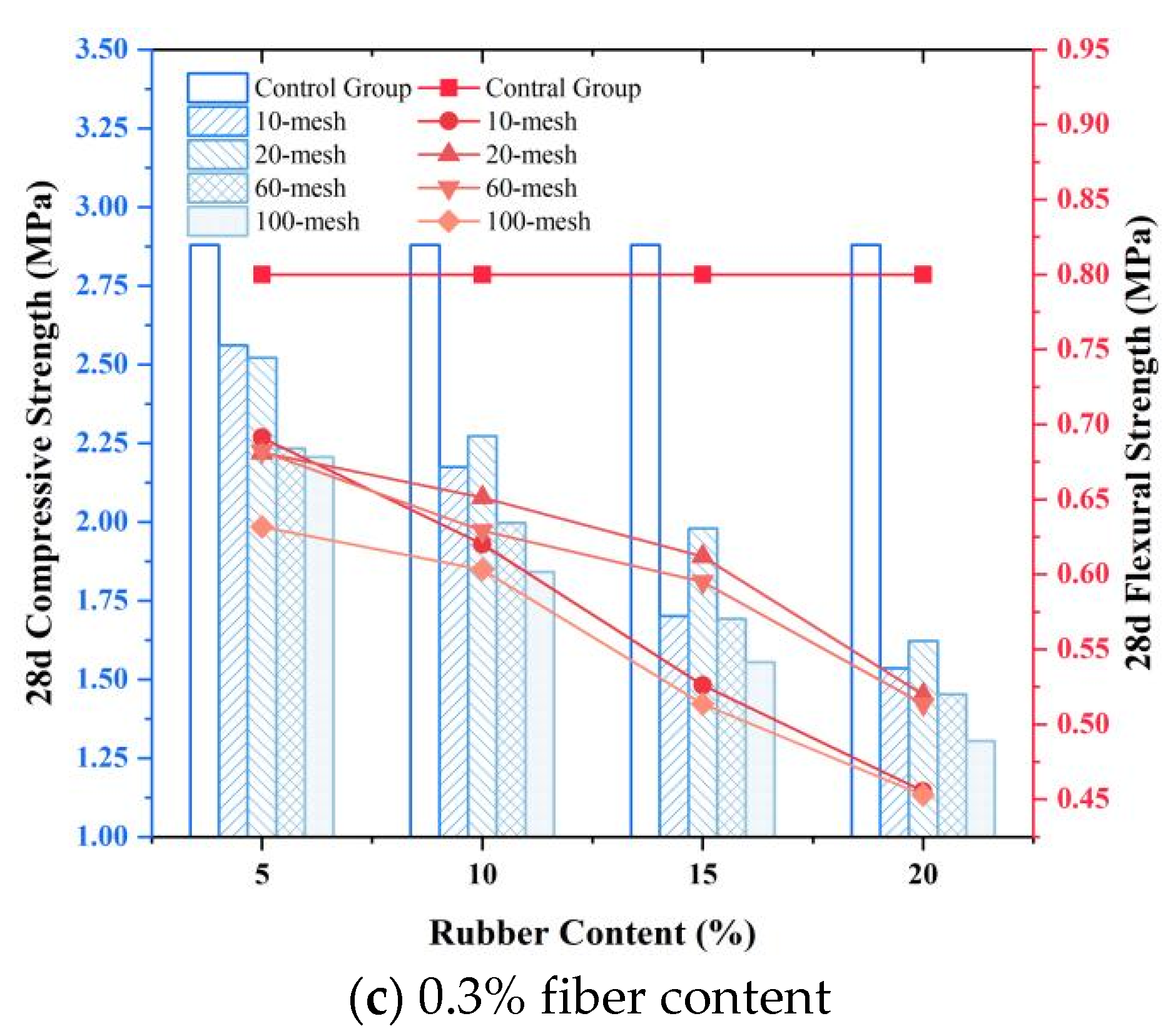
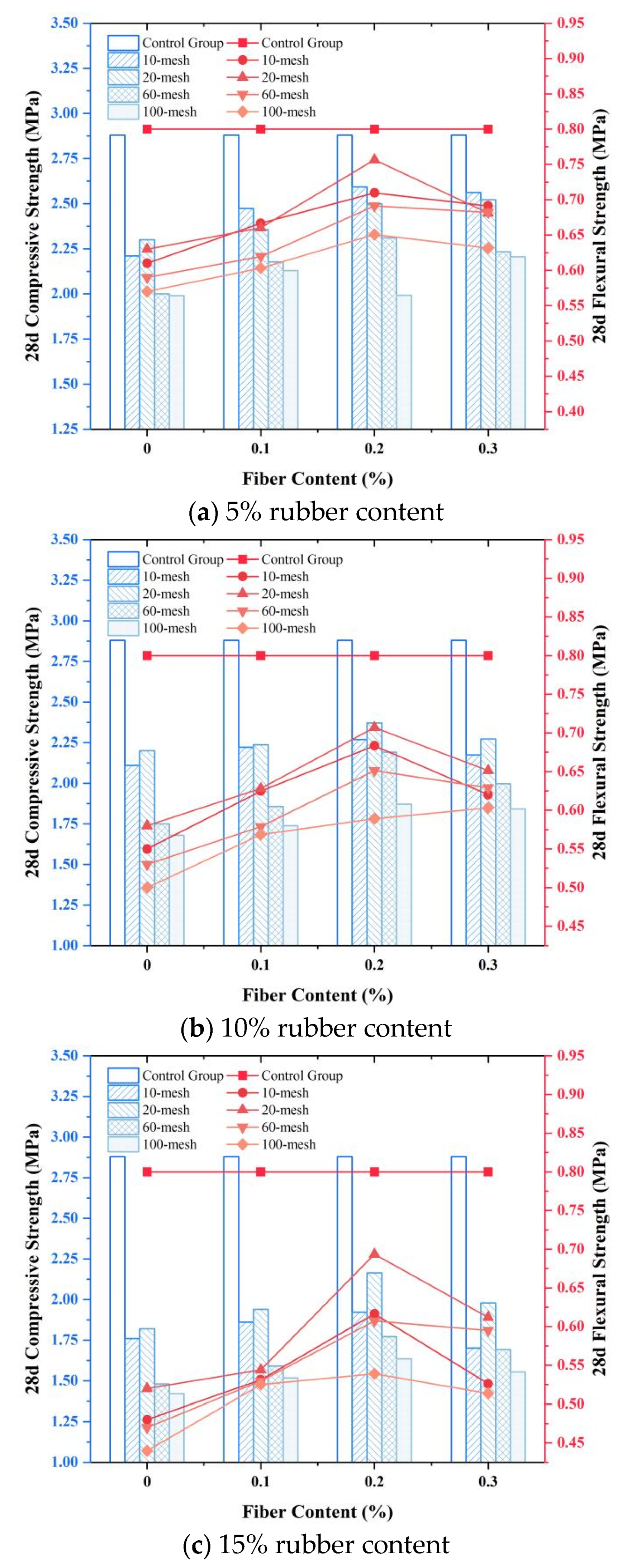
3.1. Analysis of Static Strength
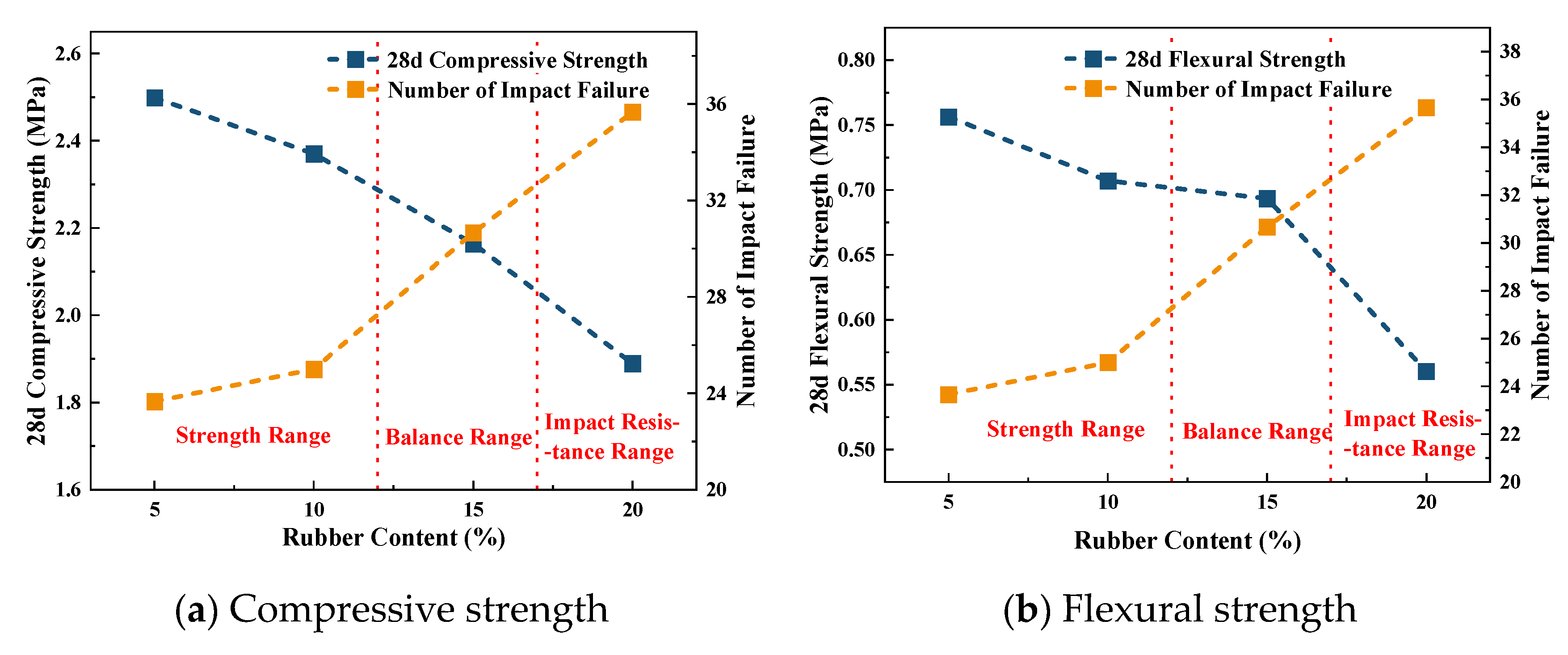
3.1.1. Effect of Rubber Content
3.1.2. Effect of Rubber Particles Size
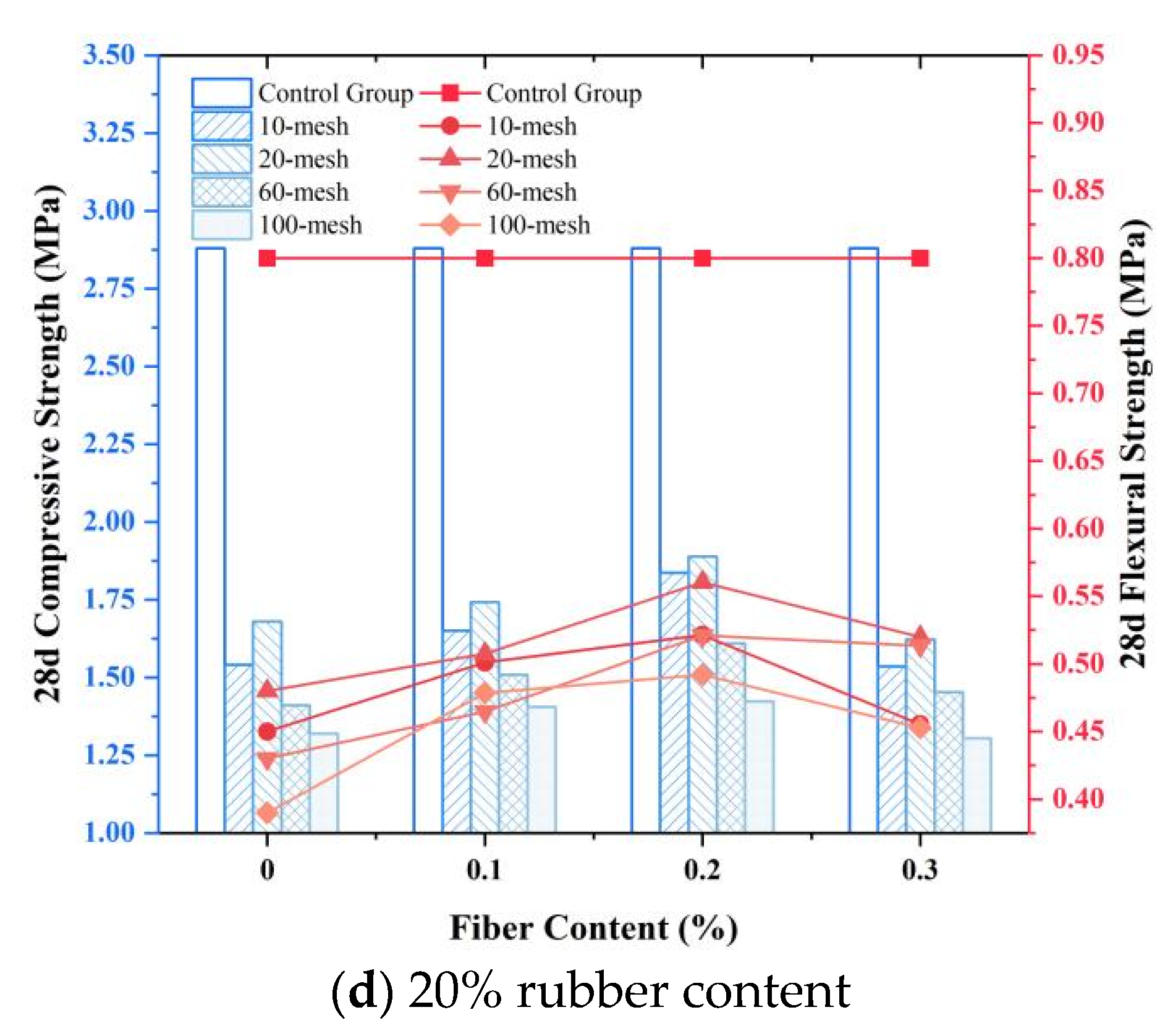
3.1.3. Effect of Polypropylene Fiber Content
3.2. Analysis of Dynamic Strength
3.2.1. Effect of Rubber Content
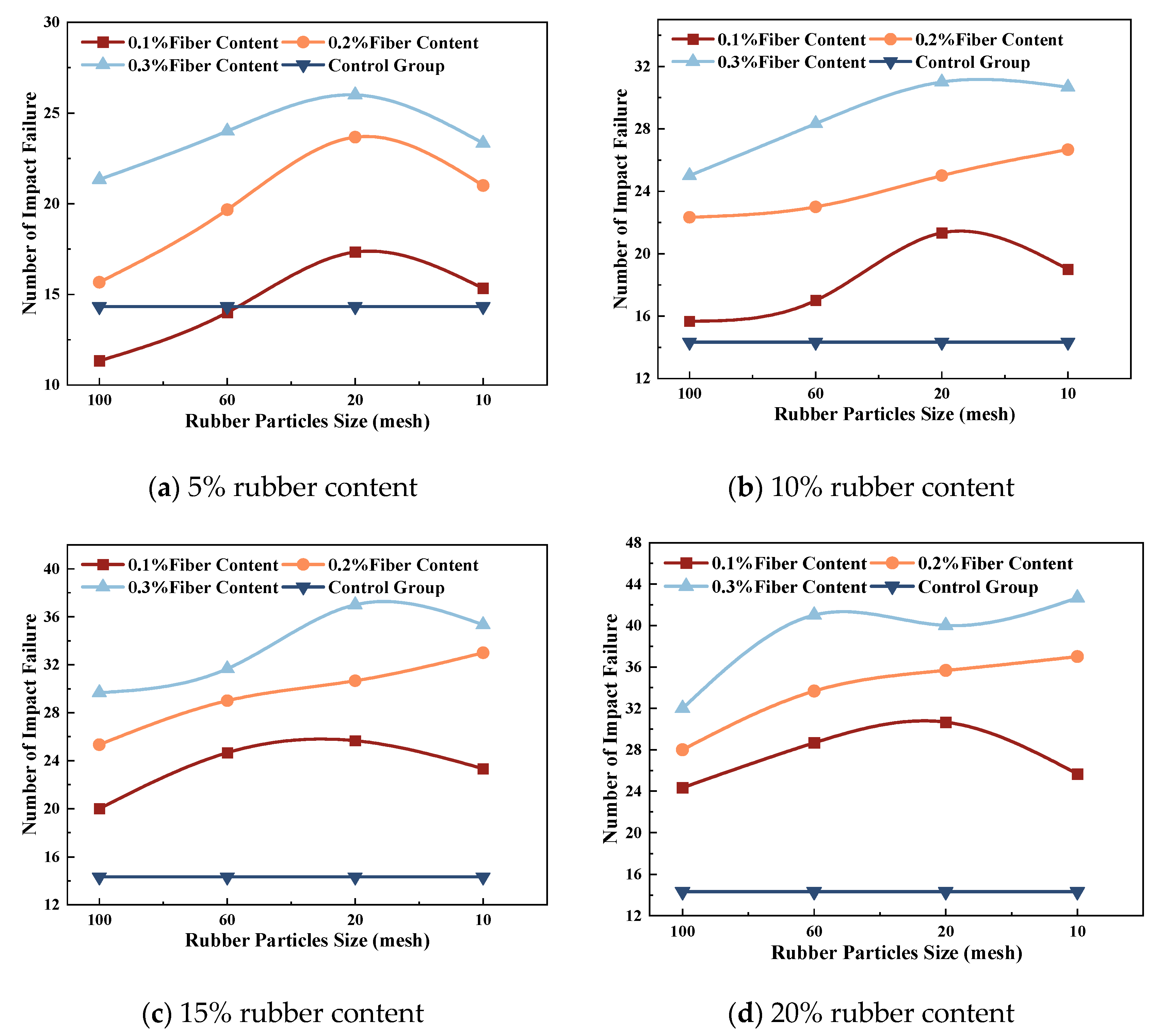
3.2.2. Effect of Rubber Particles Size
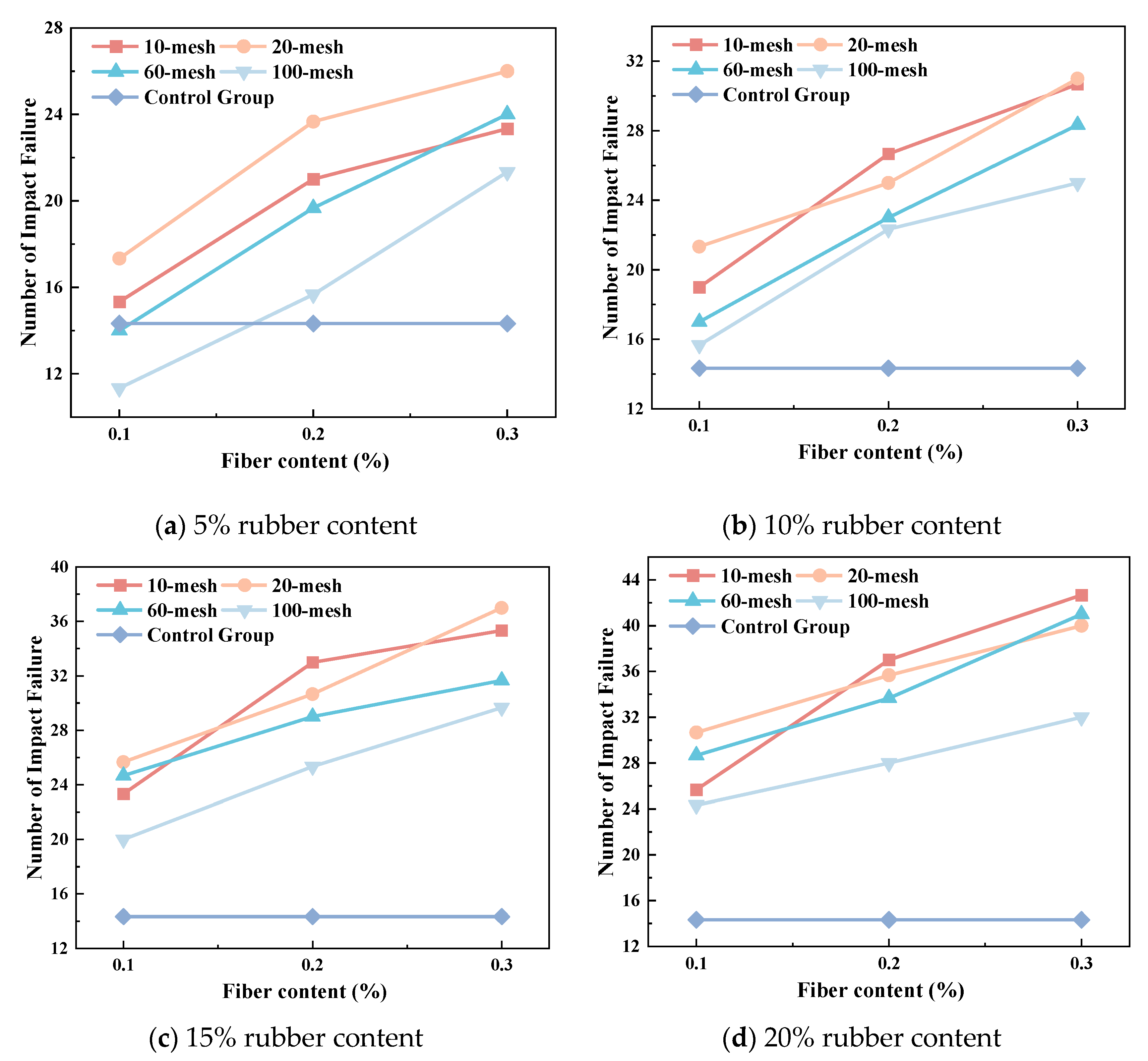
3.2.3. Effect of Polypropylene Fiber Content
3.3. Micro-Structures
3.4. Optimized Component Proportion Design
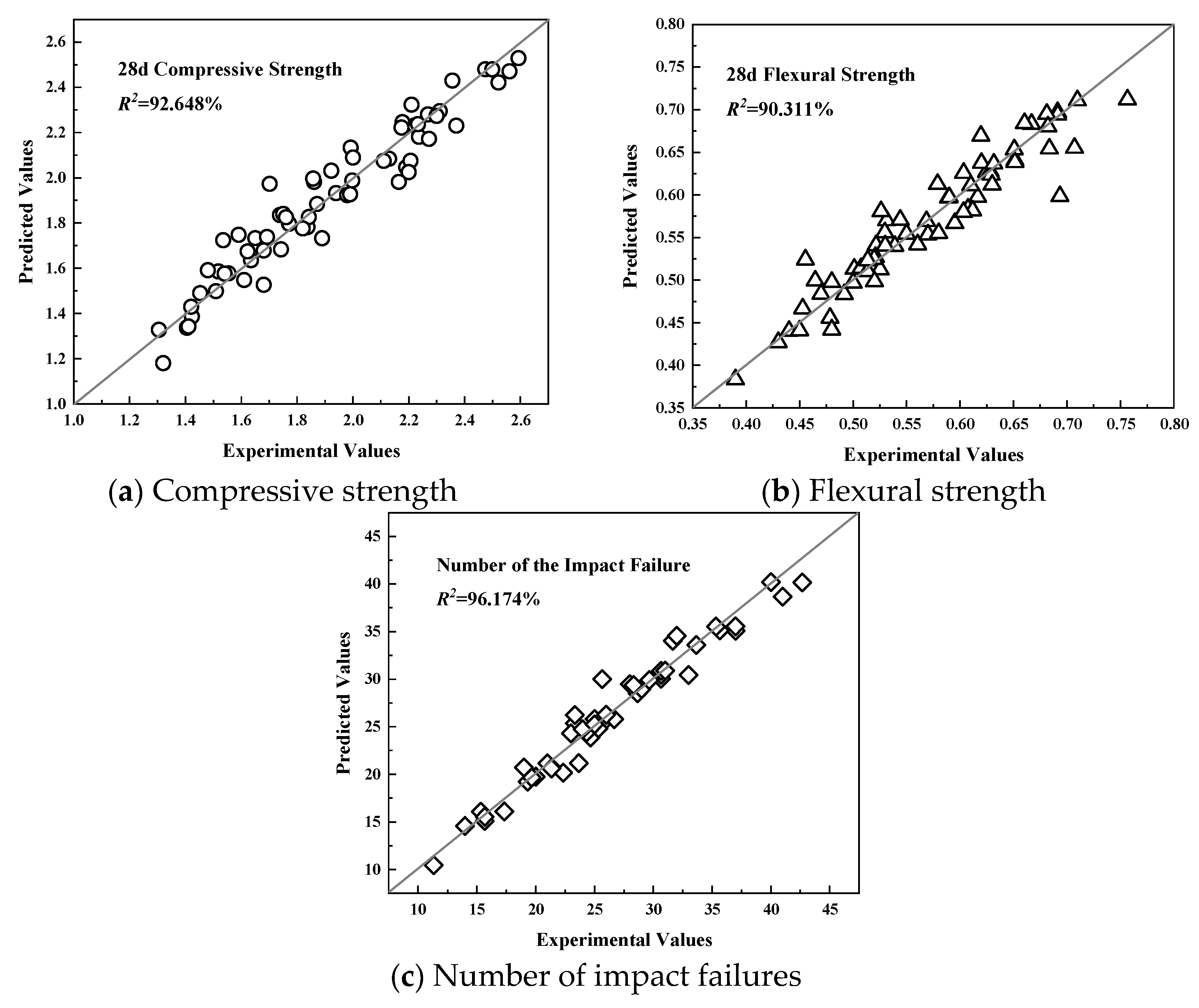
3.5. Prediction of Static and Dynamic Strength
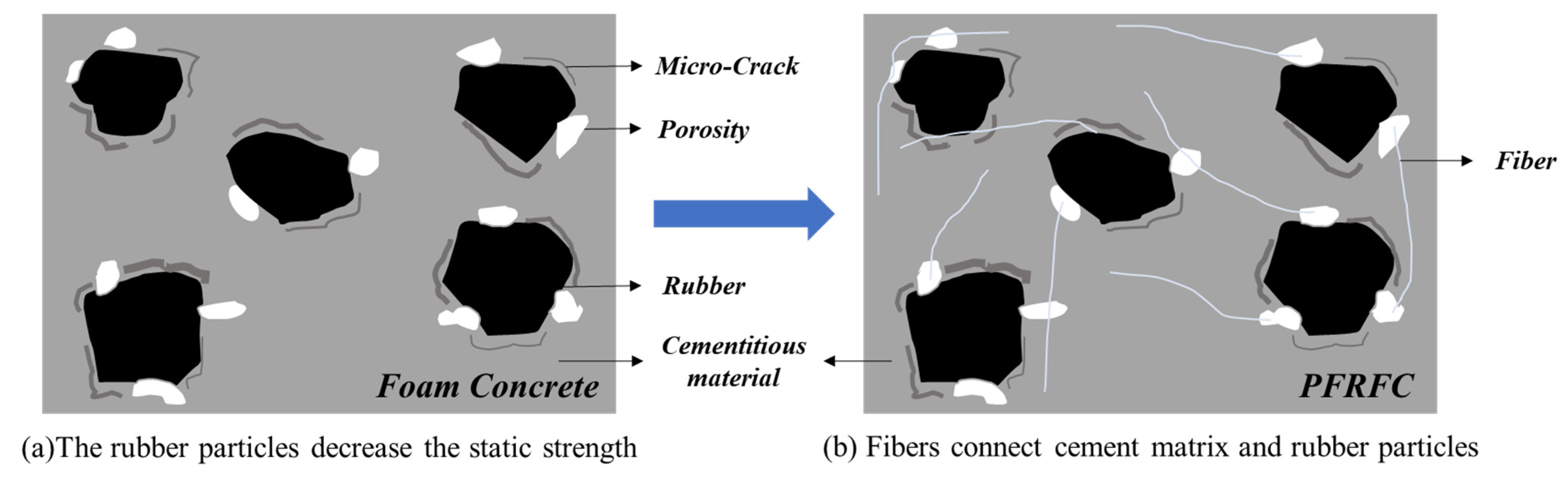
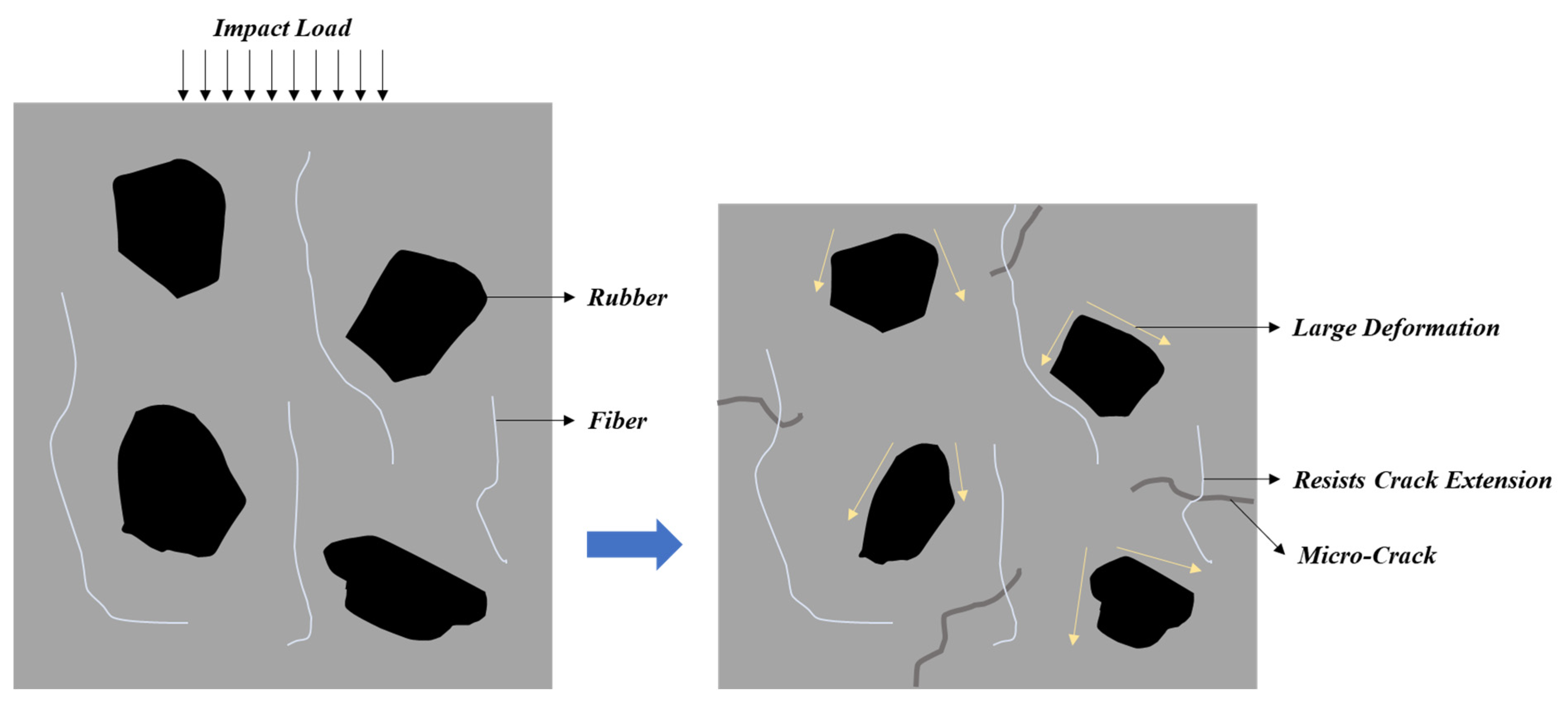
3.6. Mechanism of Synergistic Improvement of Mechanical Strength Between Rubber and Fiber
4. Conclusions
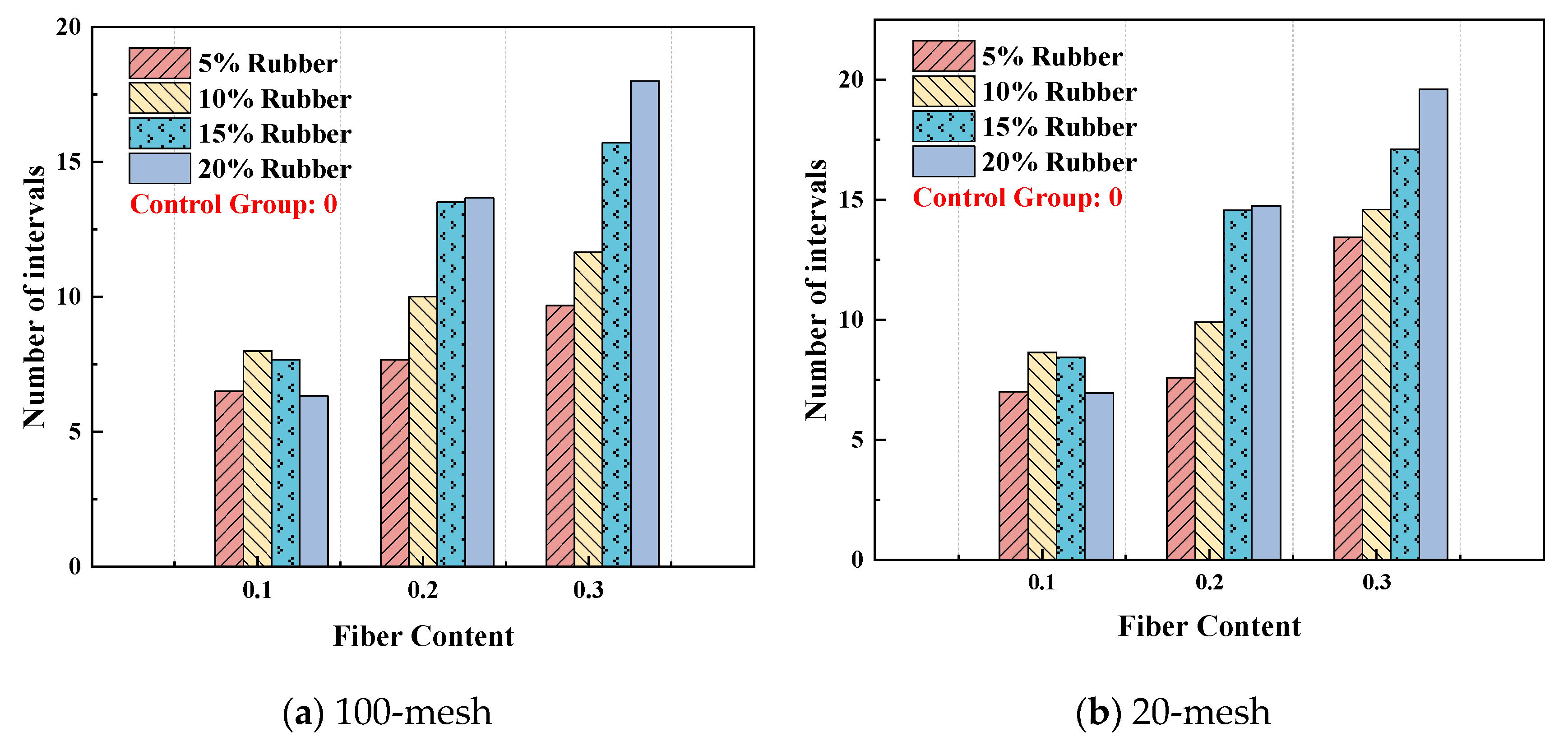
- With the increase in the rubber content, the compressive strength and flexural strength of PFRFC are reduced, while the impact resistance is increased. However, the compressive and flexural strengths of PFRFC are improved by adding polypropylene fibers.
- With the increase in the rubber particle size, the compressive strength, flexural strength, and impact resistance of PFRFC show parabolic trends. Fibers can fill the undesirable pores of large rubber particles to mitigate the strength decrease caused by large particle size. Overall, the optimal indicators are obtained with 20-mesh rubber particles.
- Since too many fibers cause aggregation phenomena, the compressive and flexural strengths of PFRFC show a parabolic trend as the content of polypropylene fibers increases and reaches the optimum value at a content of 0.2%. The impact resistance of PFRFC increases with increasing fiber addition due to the formation of a three-dimensional mesh structure at the microscopic level.
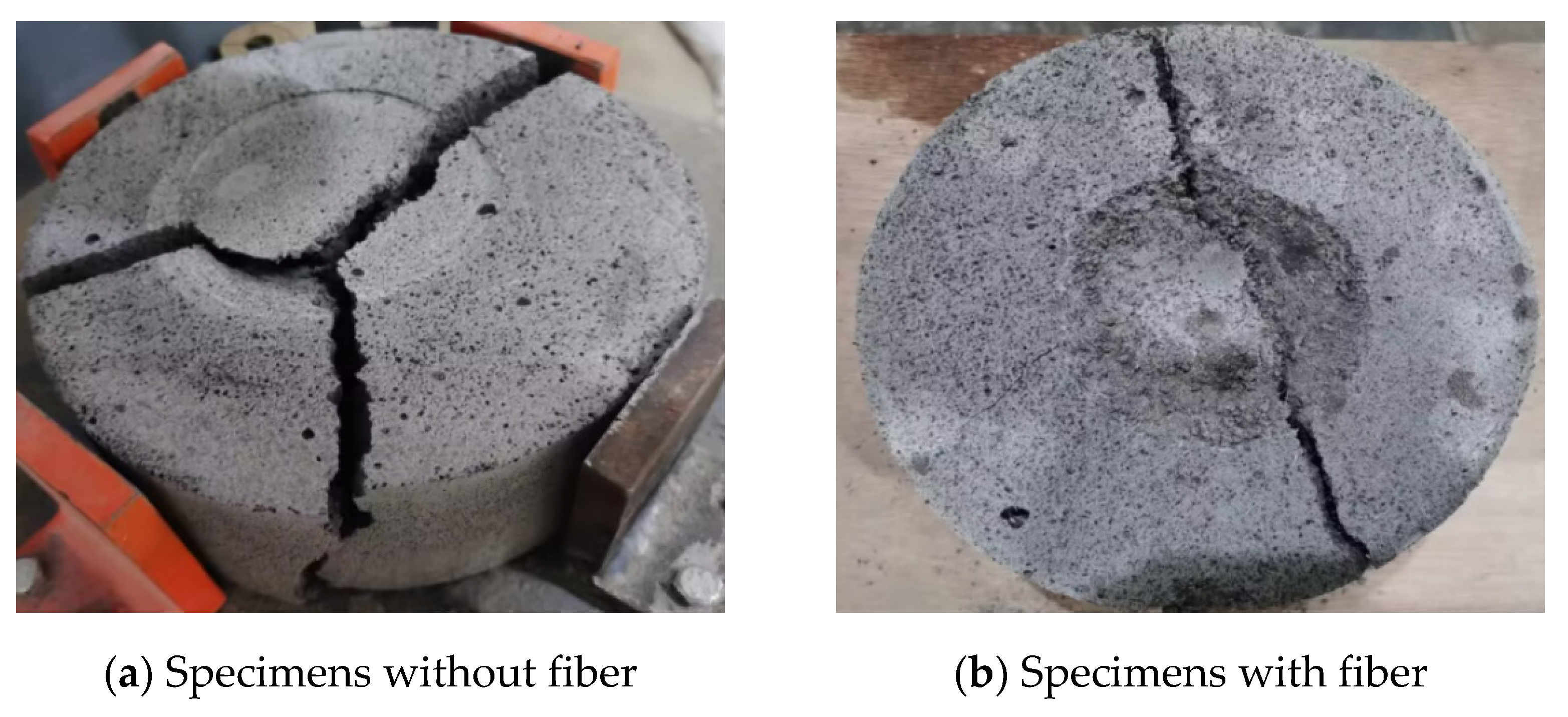
- The mechanism of synergistic improvement of mechanical properties of PFRFC by rubber particles and polypropylene fibers was determined. Fibers mitigate the decrease in compressive and flexural strength caused by the rubber particles, and the rubber particles and fibers work together to enhance the impact resistance of PFRFC.
- Based on the experimental data, we established the optimized proportion and prediction formulas of static and dynamic strength based on rubber content, rubber particle size, and fiber content. The R2 proves that the relevance was high and the prediction formulas were accurate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
References
- Zhang, H.B.; Wang, J.; Wang, C.; Liu, M.P.; Wu, J.Q. Using Foamed Concrete Layer to Optimize the Design of Pavement and Subgrade Structures: From the Perspectives Economy and Durability. Arab. J. Sci. Eng. 2023, 48, 12859–12874. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, M.; Shuo, Z.; Zhao, Z.; Sun, Y.; Song, X.; Wang, H.; Zhang, X.; Wu, J. An experimental investigation of the triaxial shear behaviors of silt-based foamed concrete. Case Stud. Constr. Mater. 2021, 15, e00713. [Google Scholar] [CrossRef]
- Bing, C.; Zhen, W.; Ning, L. Experimental Research on Properties of High-Strength Foamed Concrete. J. Mater. Civ. Eng. 2012, 24, 113–118. [Google Scholar] [CrossRef]
- She, W.; Du, Y.; Miao, C.; Liu, J.; Zhao, G.; Jiang, J.; Zhang, Y. Application of organic- and nanoparticle-modified foams in foamed concrete: Reinforcement and stabilization mechanisms. Cem. Concr. Res. 2018, 106, 12–22. [Google Scholar] [CrossRef]
- Liu, H.; Li, J.X.; He, Q.Q.; Yang, Z.X.; Peng, L.F.; Li, Y.; Zhang, G.K. Features of Processes for Preparation and Performance of Foamed Lightweight Soil with Steel Slag Micronized Powder and Granulated Blast Furnace Slag. Processes 2024, 12, 678. [Google Scholar] [CrossRef]
- Wu, J.; Wang, J.; Liu, M.; Zhuang, P.; Zhang, H.; Song, X. Dynamic Properties of Silt-Based Foamed Concrete as Filler in Subgrade. J. Mater. Civ. Eng. 2022, 34, 04022241. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, M.; Yu, J.; Sun, Y.; Zhou, P.; Song, J.; Song, X. Mechanical and Physical Properties of Silt-Based Foamed Concrete with Different Silt Types. Arab. J. Sci. Eng. 2022, 47, 12803–12815. [Google Scholar] [CrossRef]
- Huang, F.; Li, L.; Chen, Z.; Yu, D.; Liu, F. Research on Structural Configuration and Mechanical Property of Flexible Abutment Integral Bridge. Bridge Constr. 2023, 53, 58–65. [Google Scholar]
- Qamhia, I.I.A.; Tutumluer, E.; Nicks, J.E.; Adams, M.T.; Khan, M.S. Lightweight and Alternative Backfills for Highway Applications: State-of-the-Art Practice in the USA. Transp. Res. Rec. 2024, 2678, 677–688. [Google Scholar] [CrossRef]
- Shi, K.; Guo, C.; Sun, B. Experimental study on the cushioning energy absorption characteristics of polymer materials resistant to seawater erosion in seismic damping layers. J. Appl. Polym. Sci. 2024, 141, e56193. [Google Scholar] [CrossRef]
- Zhu, Z.; Cui, Z.; Chen, S.; Liu, L.; Han, W.; Fan, H.; Guo, X.; Han, Z.; Zhang, Z. Research on the Damping Characteristics of Wet Steel Fiber Foamed Concrete Initial Support. J. Rail Way Eng. Soc. 2023, 40, 57–62. [Google Scholar]
- Gu, W.; He, G. Study on Rapid Restoration of Roadbed Slope via Air-foam Treated Lightweight Soil and Root Piles. Fresenius Environ. Bull. 2019, 28, 9301–9307. [Google Scholar]
- Le, T.H.M.; Lee, S.-H.; Park, D.-W.; Lee, D.-W. Evaluation on the full-scale testbed performance of lightweight foamed soil using railroad loading system. Constr. Build. Mater. 2022, 330, 127249. [Google Scholar] [CrossRef]
- Liu, M.; Wang, J.; Wang, C.; Liu, Z.; Zhang, H.; He, F. Stress-Solid Materials-Voids interaction of foamed concrete in isotropic compression. Constr. Build. Mater. 2022, 358, 129468. [Google Scholar] [CrossRef]
- Chinese Stand TJG F1001-2011; Technical Specification for Design and Construction of Cast-In-Situ Foamed Lightweight Soil Subgrade. Tianjin Municipal Administration of Roads: Tianjin, China, 2011.
- Ma, X.; Li, C.; Sun, T.; Liu, J. Anti-impact protective structure design for a missile accelerometer recorder. J. Vib. Shock 2013, 32, 64–67. [Google Scholar]
- Elgamal, A.; Elfaris, N. Seismic Isolation Materials for Bored Rock Tunnels: A Parametric Analysis. Infrastructures 2024, 9, 44. [Google Scholar] [CrossRef]
- Li, R.; He, W.; Yao, X.; Li, Q.; Zhang, D.; Yuan, Y. Shaking table test on a tunnel-group metro station in rock site under harmonic excitation. Front. Struct. Civ. Eng. 2024, 18, 1362–1377. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, M.; Wang, C.; Zhang, H.; Wu, J. Compression, Unloading-reloading, and tension mechanical behaviors of Silt-based foamed concrete under uniaxial loading. Constr. Build. Mater. 2022, 347, 128558. [Google Scholar] [CrossRef]
- Raj, A.; Sathyan, D.; Mini, K.M. Physical and functional characteristics of foam concrete: A review. Constr. Build. Mater. 2019, 221, 787–799. [Google Scholar] [CrossRef]
- Shi, X.; Huang, J.; Su, Q. Experimental and numerical analyses of lightweight foamed concrete as filler for widening embankment. Constr. Build. Mater. 2020, 250, 118897. [Google Scholar] [CrossRef]
- Liu, M.; Liu, Z.; Wang, K.; Ma, C.; Zhang, H.; Zhuang, P. Strength and deformation performances of silt-based foamed concrete under triaxial shear loading. J. Build. Eng. 2022, 60, 105237. [Google Scholar] [CrossRef]
- Liu, M.P.; Zhang, H.B.; Lv, B.; Du, C.; Wang, J.Z. Investigation on the yield and failure criterion of foamed concrete. J. Build. Eng. 2024, 84, 108604. [Google Scholar] [CrossRef]
- Dobrota, D.; Dobrota, G. An innovative method in the regeneration of waste rubber and the sustainable development. J. Clean. Prod. 2018, 172, 3591–3599. [Google Scholar] [CrossRef]
- Bayraktar, O.Y.; Soylemez, H.; Kaplan, G.; Benli, A.; Gencel, O.; Turkoglu, M. Effect of cement dosage and waste tire rubber on the mechanical, transport and abrasion characteristics of foam concretes subjected to H2SO4 and freeze-thaw. Constr. Build. Mater. 2021, 302, 124229. [Google Scholar] [CrossRef]
- Eltayeb, E.; Ma, X.; Zhuge, Y.; Youssf, O.; Mills, J.E. Influence of rubber particles on the properties of foam concrete. J. Build. Eng. 2020, 30, 101217. [Google Scholar] [CrossRef]
- Ramdani, S.; Guettala, A.; Benmalek, M.L.; Aguiar, J.B. Physical and mechanical performance of concrete made with waste rubber aggregate, glass powder and silica sand powder. J. Build. Eng. 2019, 21, 302–311. [Google Scholar] [CrossRef]
- Sheng, Y.; Li, H.; Geng, J.; Tian, Y.; Li, Z.; Xiong, R. Production and performance of desulfurized rubber asphalt binder. Int. J. Pavement Res. Technol. 2017, 10, 262–273. [Google Scholar] [CrossRef]
- Ashish, D.K. Feasibility of waste marble powder in concrete as partial substitution of cement and sand amalgam for sustainable growth. J. Build. Eng. 2018, 15, 236–242. [Google Scholar] [CrossRef]
- Wang, R.; Gao, P.W.; Tian, M.H.; Dai, Y.C. Experimental study on mechanical and waterproof performance of lightweight foamed concrete mixed with crumb rubber. Constr. Build. Mater. 2019, 209, 655–664. [Google Scholar] [CrossRef]
- Shi, X.; Ning, B.; Liu, J.; Wei, Z. Effects of re-dispersible latex powder-basalt fibers on the properties and pore structure of lightweight foamed concrete. Constr. Build. Mater. 2023, 75, 106984. [Google Scholar] [CrossRef]
- Yang, K.-H. Effect of Fiber Addition for Improving the Properties of Lightweight Foamed Concrete. J. Korea Inst. Build. Constr. 2015, 15, 383–389. [Google Scholar] [CrossRef]
- Jin, Y.; Wang, X.; Huang, W.; Li, X.; Ma, Q. Mechanical and durability properties of hybrid natural fibre reinforced roadbed foamed concrete. Constr. Build. Mater. 2023, 409, 134008. [Google Scholar] [CrossRef]
- Rudziewicz, M.; Maroszek, M.; Setlak, K.; Gora, M.; Hebda, M. Optimization of Foams-Polypropylene Fiber-Reinforced Concrete Mixtures Dedicated for 3D Printing. Materials 2024, 17, 4106. [Google Scholar] [CrossRef] [PubMed]
- Ahiskali, A.; Ahiskali, M.; Bayraktar, O.Y.; Kaplan, G.; Assaad, J. Mechanical and durability properties of polymer fiber reinforced one-part foam geopolymer concrete: A sustainable strategy for the recycling of waste steel slag aggregate and fly ash. Constr. Build. Mater. 2024, 440, 137492. [Google Scholar] [CrossRef]
- Yoosuk, P.; Suksiripattanapong, C.; Hiroki, G.; Phoo-ngernkham, T.; Thumrongvut, J.; Sukontasukkul, P.; Chindaprasirt, P. Performance of polypropylene fiber-reinforced cellular lightweight fly ash geopolymer mortar under wet and dry cycles. Case Stud. Constr. Mater. 2024, 20, e03233. [Google Scholar] [CrossRef]
- Daneti, S.B.; Wee, T.-H.; Thangayah, T. Effect of polypropylene fibres on the shrinkage cracking behaviour of lightweight concrete. Mag. Concr. Res. 2011, 63, 871–881. [Google Scholar] [CrossRef]
- Falliano, D.; Parmigiani, S.; Suarez-Riera, D.; Ferro, G.A.; Restuccia, L. Stability, flexural behavior and compressive strength of ultra-lightweight fiber-reinforced foamed concrete with dry density lower than 100 kg/m3. J. Build. Eng. 2022, 51, 104329. [Google Scholar] [CrossRef]
- Batool, F.; Bindiganavile, V. Microstructural parameters of fiber reinforced cement-based foam and their influence on compressive and thermal properties. J. Build. Eng. 2020, 31, 101320. [Google Scholar] [CrossRef]
- Neeraja, R.; Jayakrishnan, P.; Mini, K.M. Experimental and statistical investigation on structural feasibility of admixture based foam concrete with hexagonal wire mesh reinforcement. J. Build. Eng. 2023, 80, 107967. [Google Scholar] [CrossRef]
- Cai, Y.; Wang, J.; Luo, Y.; Long, W.; Yang, X.; Zhu, F. Different Performance of Foam Concrete Caused by Two Types of Fiber. Adv. Mater. Res. 2014, 842, 156–159. [Google Scholar] [CrossRef]
- Meskhi, B.; Beskopylny, A.N.; Stel’makh, S.A.; Shcherban, E.M.; Mailyan, L.R.; Beskopylny, N.; Chernil’nik, A.; El’shaeva, D. Insulation Foam Concrete Nanomodified with Microsilica and Reinforced with Polypropylene Fiber for the Improvement of Characteristics. Polymers 2022, 14, 4401. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.H.; Ma, C.Y.; Du, C.; Zhang, S.T.; Zhang, H.B.; Zhang, X.Y.; Zhang, X.Y.; Wang, J.; Tian, M.Z.; Wang, Y.Z. Research on dynamic mechanical properties of polypropylene fiber-modified rubber foamed concrete. Constr. Build. Mater. 2023, 404, 133282. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Mezreb, K.; Queneudec, M. Physico-mechanical properties of aerated cement composites containing shredded rubber waste. Cem. Concr. Compos. 2006, 28, 650–657. [Google Scholar] [CrossRef]
- Jiang, N.; Ge, Z.; Wang, Z.; Gao, T.; Zhang, H.; Ling, Y.; Savija, B. Size effect on compressive strength of foamed concrete: Experimental and numerical studies. Mater. Des. 2024, 240, 112841. [Google Scholar] [CrossRef]
- Kadela, M.; Kukielka, A.; Malek, M. Characteristics of Lightweight Concrete Based on a Synthetic Polymer Foaming Agent. Materials 2020, 13, 4979. [Google Scholar] [CrossRef]
- Namsone, E.; Sahmenko, G.; Korjakins, A. Durability Properties of High Performance Foamed Concrete. Procedia Eng. 2017, 172, 760–767. [Google Scholar] [CrossRef]
- Chinese Standard GB/T 11969-2020; Test Methods of Autoclaved Aerated Concrete. Standardization Administration of the PRC: Beijing, China, 2020.
- Zhao, S.Y.; Wang, Y.H.; Chen, J.W.; Zhang, Y.M. Research on mechanical performance and impact resistance properties of fiber reinforced non-steam curing PHC pile concrete. China Concr. Cem. Prod. 2017, 39–43. [Google Scholar] [CrossRef]
- Khan, R.M.A.; Shafighfard, T.; Ali, H.Q.; Mieloszyk, M.; Yildiz, M. Strength prediction and experimental damage investigations of plain woven CFRPs with interacting holes using multi-instrument measurements. Polym. Compos. 2023, 44, 3594–3609. [Google Scholar] [CrossRef]
- Ji, Y.C.; Sun, Q.J. Experimental and numerical investigation of recycled rubber foam concrete. Alex. Eng. J. 2023, 76, 573–594. [Google Scholar] [CrossRef]
- Li, Y.T. Experimental Study on Basic Mechanical Properties of Rubber-Basalt Fiber Concrete. Master’s Thesis, Shenyang Jianzhu University, Shenyang, China, 2022. [Google Scholar]
- Gu, Y.; Wng, X. Effect of rubber powders on the physical properties of foam concrete. Concrete 2015, 47–48+52. [Google Scholar]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef] [PubMed]
- Ren, D. Preparation of high-strength polypropylene fiber foam concrete and analysis of its corrosion resistance. J. Funct. Mater. 2023, 54, 10200. [Google Scholar]
- Abbas, S.; Fatima, A.; Kazmi, S.M.S.; Munir, M.J.; Ali, S.; Rizvi, M.A. Effect of Particle Sizes and Dosages of Rubber Waste on the Mechanical Properties of Rubberized Concrete Composite. Appl. Sci. 2022, 12, 8460. [Google Scholar] [CrossRef]
- Long, W.; Lulu, F. Analysis of road performance between rub-concrete and general concrete materials. J. Harbin Inst. Technol. 2016, 48, 77–81. [Google Scholar]
- Niu, M.; Qian, K. Study on influence of polypropylene fiber on toughness of rubberized concrete. Subgrade Eng. 2014, 111–115. [Google Scholar] [CrossRef]
- Mydin, M.A.O.; Nawi, M.N.M.; Odeh, R.A.; Salameh, A.A. Durability Properties of Lightweight Foamed Concrete Reinforced with Lignocellulosic Fibers. Materials 2022, 15, 4259. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Cement | |
| Density (kg/m3) | 3100 |
| Standard consistency (%) | 28.5 |
| 3d Compressive strength (MPa) | >17 |
| 28d Compressive strength (MPa) | >42.5 |
| 3d Flexural strength (MPa) | >3.5 |
| 28d Flexural strength (MPa) | >6.5 |
| Rubber | |
| Density (kg/m3) | 750 |
| Heating loss (%) | 0.62 |
| Ash (%) | 8.75 |
| Fe (%) | 0.029 |
| Polypropylene fibers | |
| Tensile strength (MPa) | >486 |
| Modulus of elasticity (GPa) | >4.8 |
| Fiber diameter (μm) | 18–48 |
| Fiber density (kg/m3) | 9.1 |
| Case | Rubber Content (%) | Rubber (kg) | Cement (kg) | Water (kg) | Foam (kg) | Fiber Content by Volume (%) |
|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 460.545 | 207.245 | 32.210 | 0 0.1 0.2 0.3 |
| 2 | 5 | 22.441 | 438.303 | 207.990 | 29.810 | |
| 3 | 10 | 46.220 | 415.980 | 207.990 | 29.810 | |
| 4 | 15 | 69.455 | 393.577 | 208.364 | 28.603 | |
| 5 | 20 | 92.773 | 371.094 | 208.740 | 27.393 |
| Case No. | Rubber Content (%) | Rubber Size | Fiber Content (%) |
|---|---|---|---|
| 1–4 | 5 | 100-mesh | 0, 0.1, 0.2, 0.3 |
| 5–8 | 60-mesh | ||
| 9–12 | 20-mesh | ||
| 13–16 | 1–3 mm | ||
| 17–20 | 10 | 100-mesh | 0, 0.1, 0.2, 0.3 |
| 21–24 | 60-mesh | ||
| 25–28 | 20-mesh | ||
| 29–32 | 1–3 mm | ||
| 33–36 | 15 | 100-mesh | 0, 0.1, 0.2, 0.3 |
| 37–40 | 60-mesh | ||
| 41–44 | 20-mesh | ||
| 43–48 | 1–3 mm | ||
| 49–52 | 20 | 100-mesh | 0, 0.1, 0.2, 0.3 |
| 53–56 | 60-mesh | ||
| 57–60 | 20-mesh | ||
| 61–64 | 1–3 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Tian, M.; Theogene, S.; Wang, J.; Lv, B.; Zhang, X.; Gong, H.; Zhang, H.; Liu, Y. Strength Characteristics of Polypropylene Fiber-Modified Rubber Foamed Concrete. Buildings 2025, 15, 1663. https://doi.org/10.3390/buildings15101663
Wang Y, Tian M, Theogene S, Wang J, Lv B, Zhang X, Gong H, Zhang H, Liu Y. Strength Characteristics of Polypropylene Fiber-Modified Rubber Foamed Concrete. Buildings. 2025; 15(10):1663. https://doi.org/10.3390/buildings15101663
Chicago/Turabian StyleWang, Yanzi, Mingzhen Tian, Sindambiwe Theogene, Jianzhu Wang, Bin Lv, Xinyi Zhang, Haixia Gong, Hongbo Zhang, and Yazhen Liu. 2025. "Strength Characteristics of Polypropylene Fiber-Modified Rubber Foamed Concrete" Buildings 15, no. 10: 1663. https://doi.org/10.3390/buildings15101663
APA StyleWang, Y., Tian, M., Theogene, S., Wang, J., Lv, B., Zhang, X., Gong, H., Zhang, H., & Liu, Y. (2025). Strength Characteristics of Polypropylene Fiber-Modified Rubber Foamed Concrete. Buildings, 15(10), 1663. https://doi.org/10.3390/buildings15101663