Ageing Effects on Room-Temperature Tensile Properties and Fracture Behavior of Quenched and Tempered T92/TP316H Dissimilar Welded Joints with Ni-Based Weld Metal

Abstract
:1. Introduction
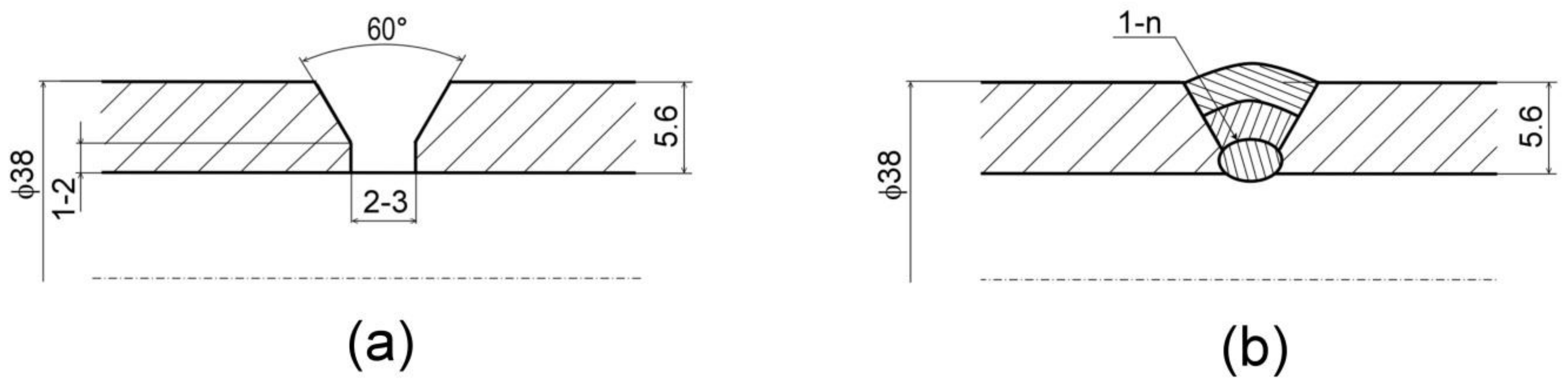
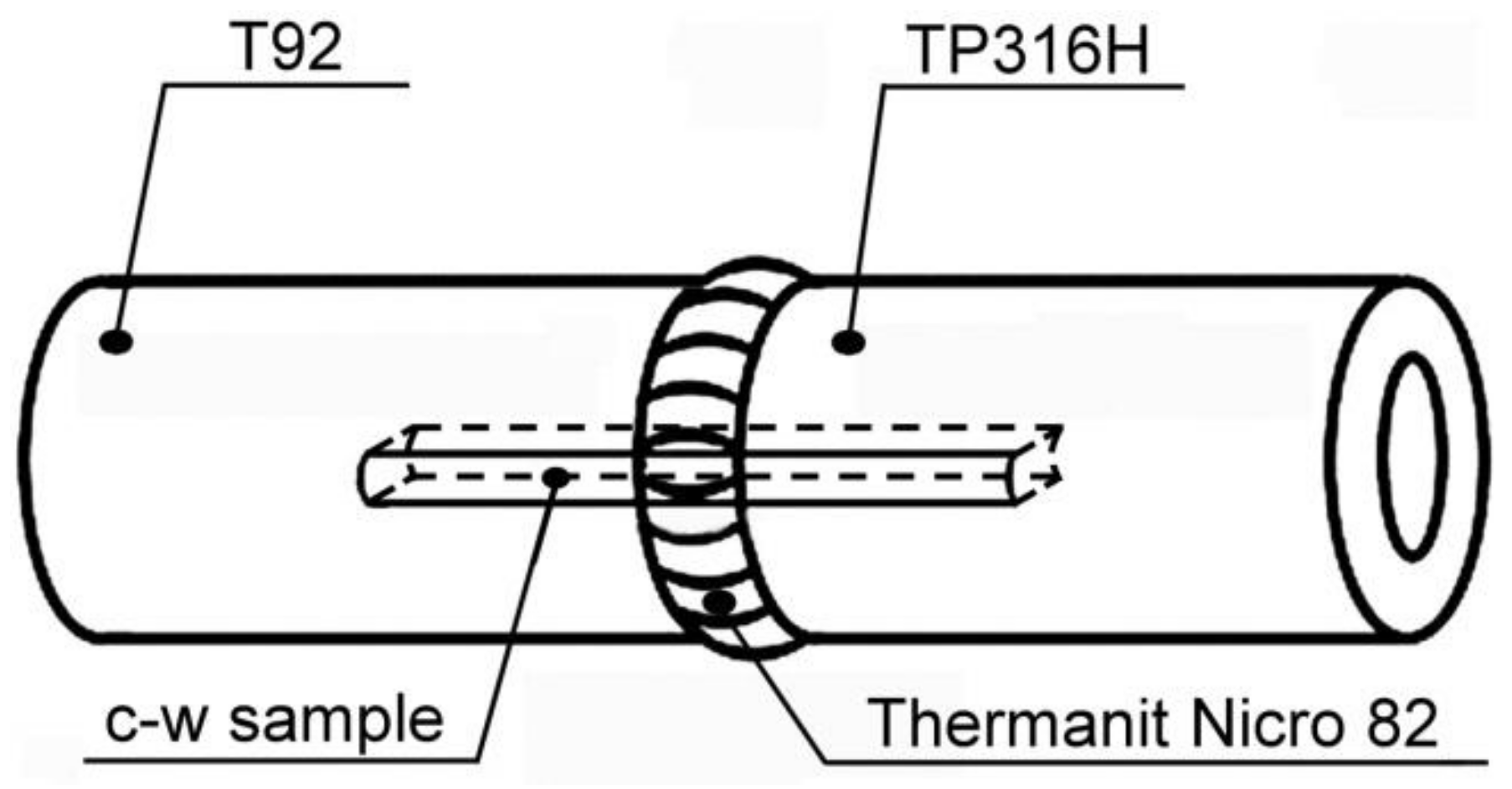
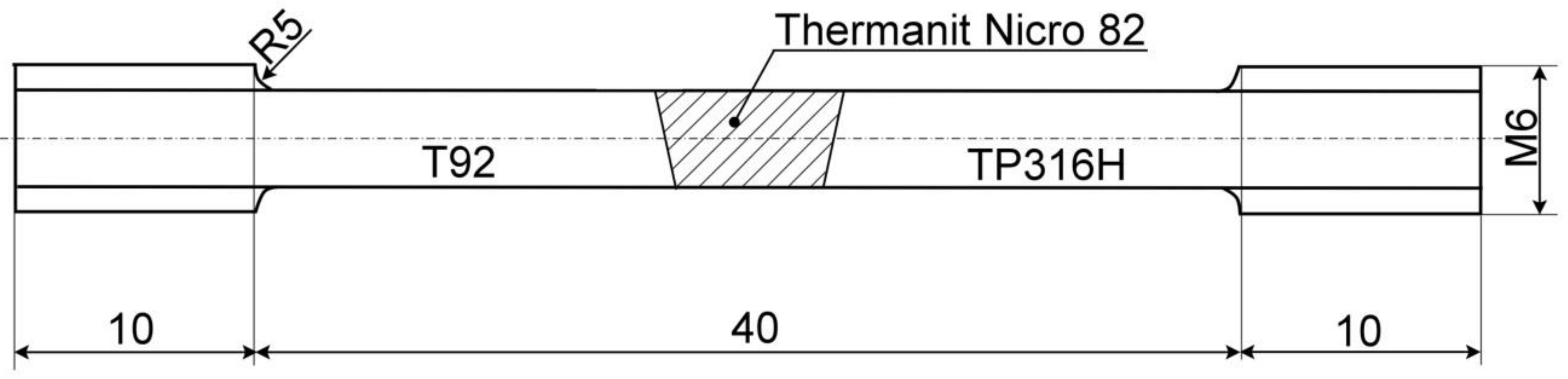
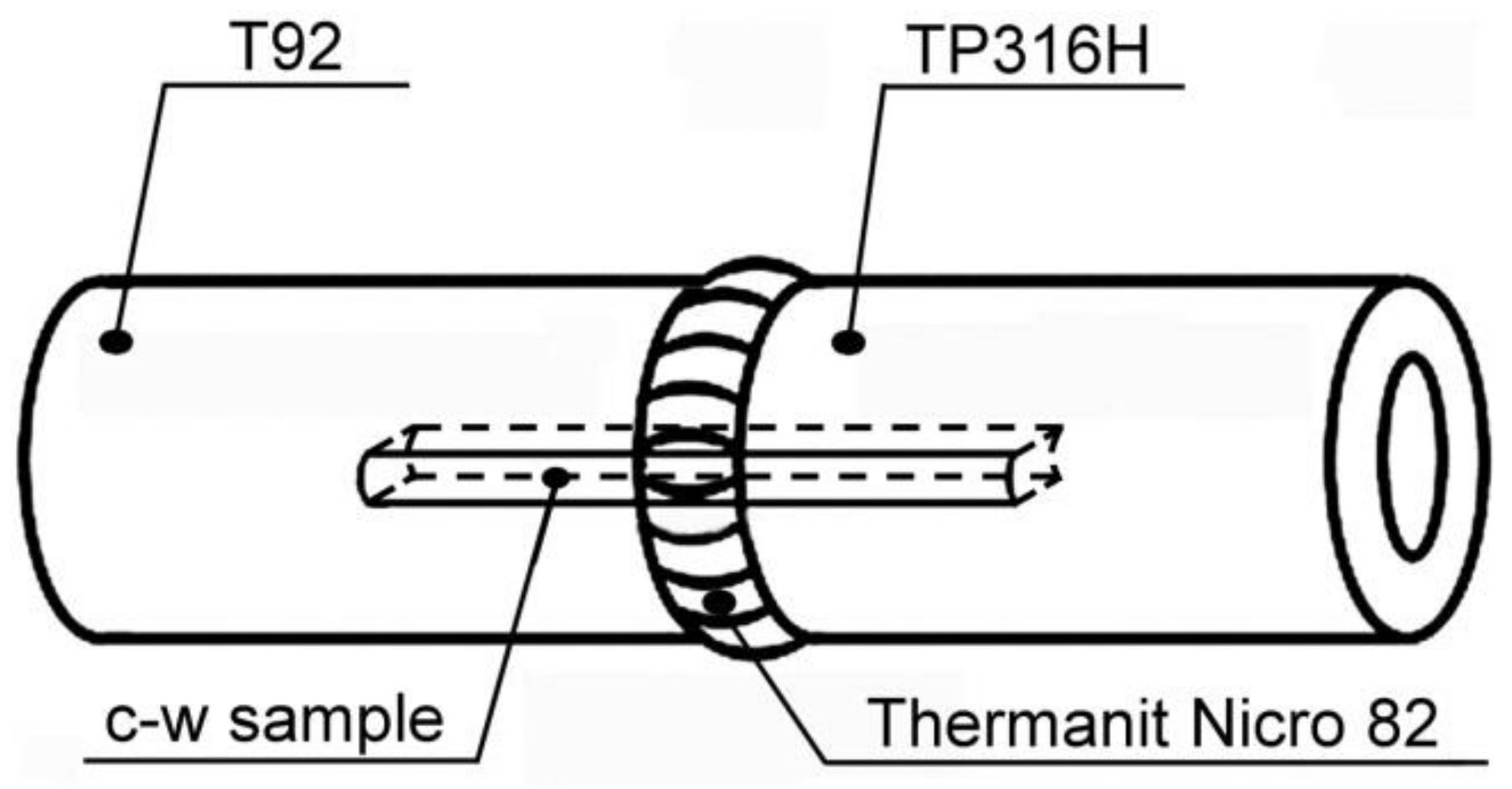
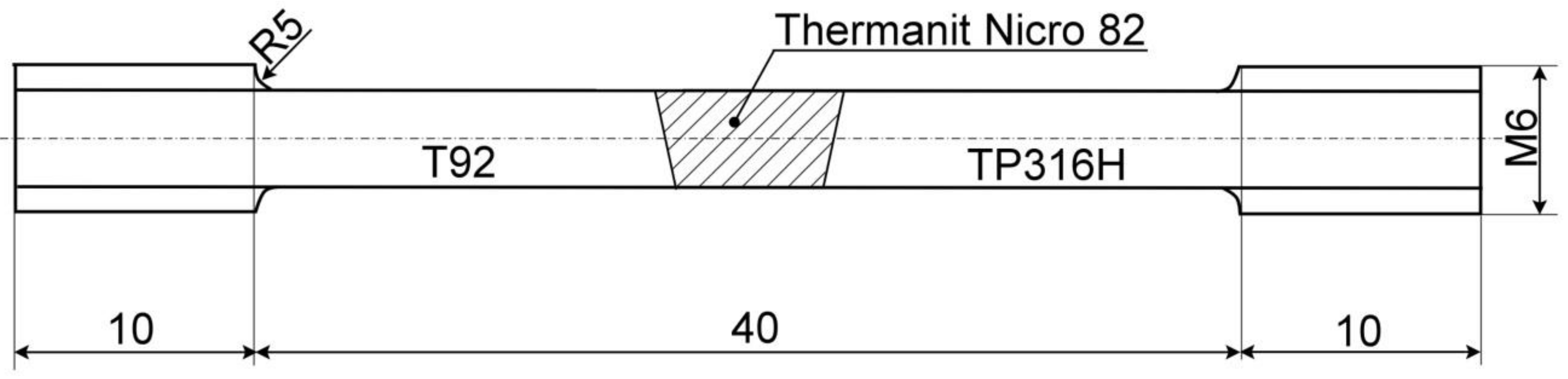
2. Materials and Methods
3. Results and Discussion
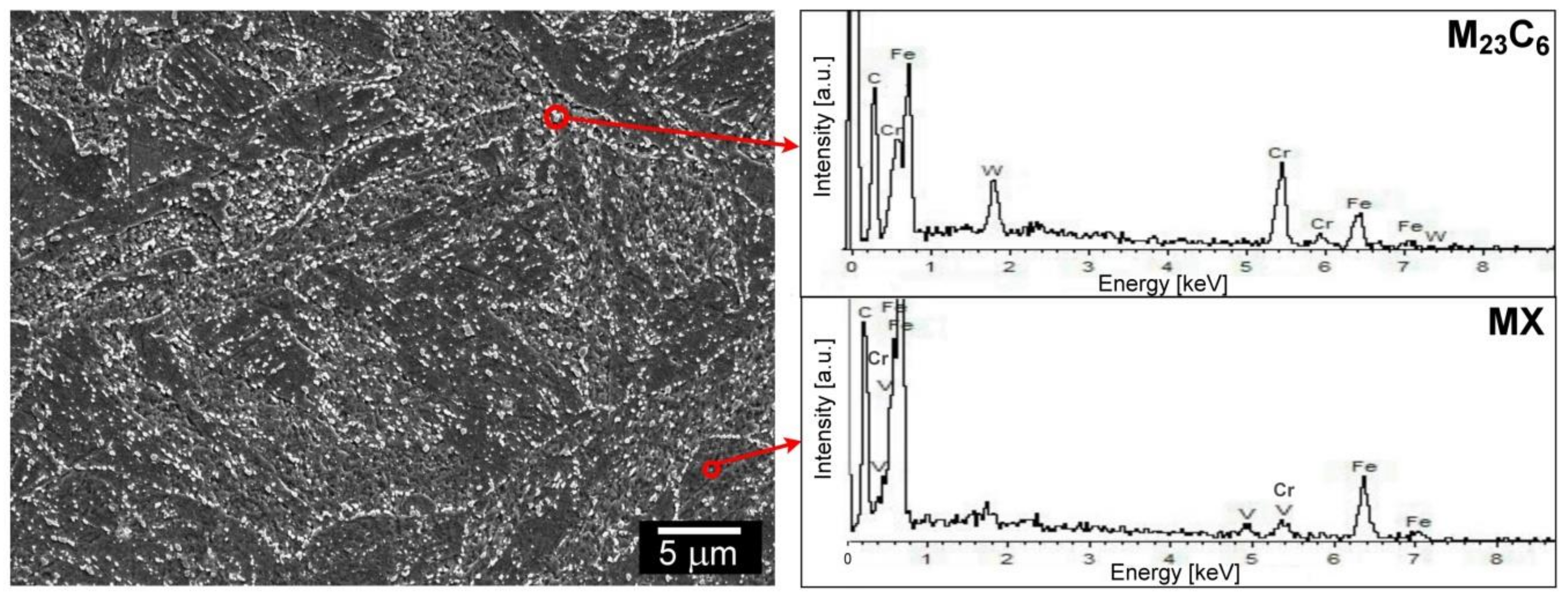
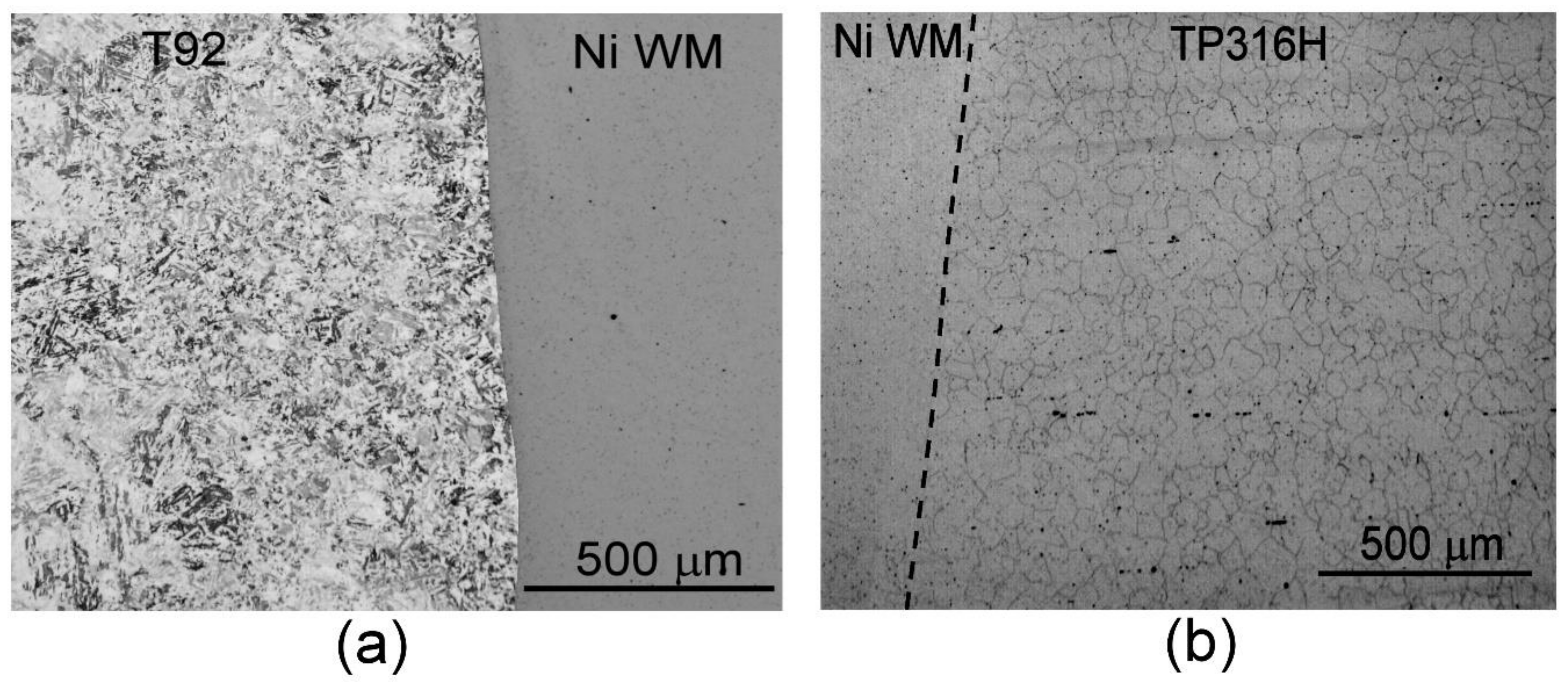
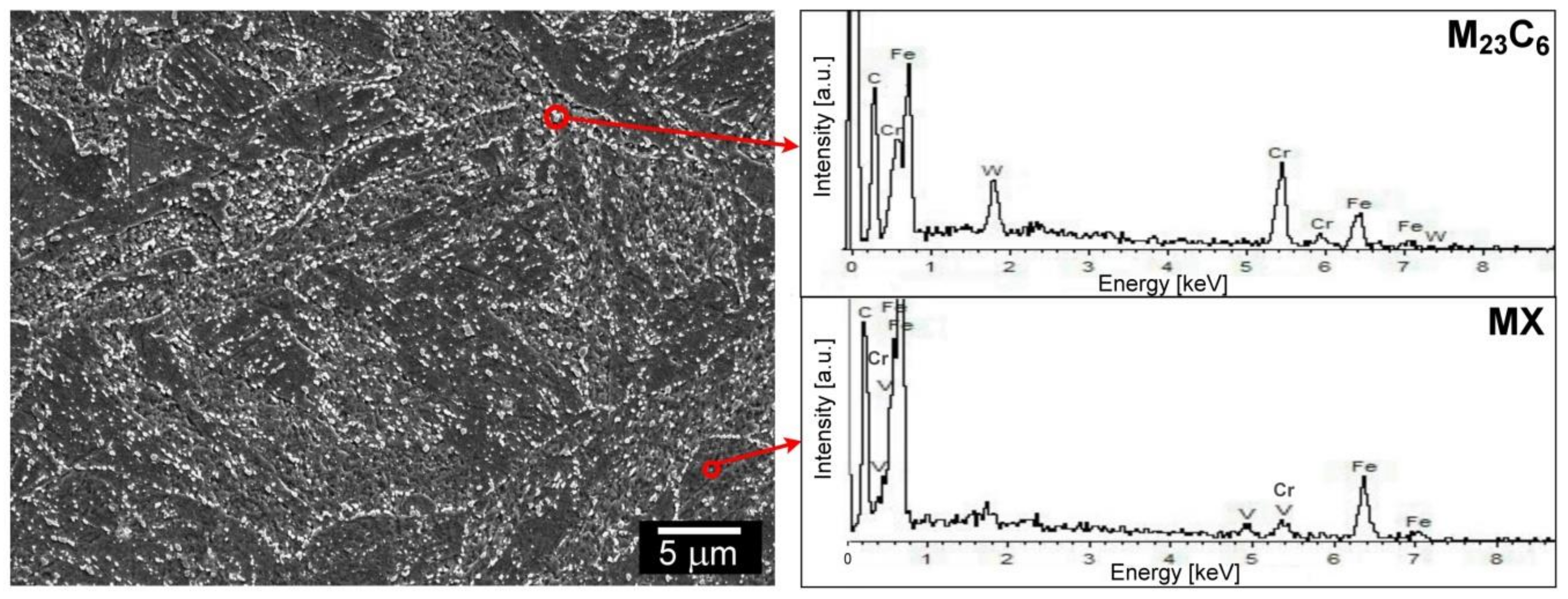
3.1. Microstructure in Initial QT PWHT State
3.2. Ageing Effects on Room-Temperature Tensile Properties and Hardness
3.3. Ageing Effects on Fracture Behavior in Relation to Microstructure
4. Summary and Conclusions
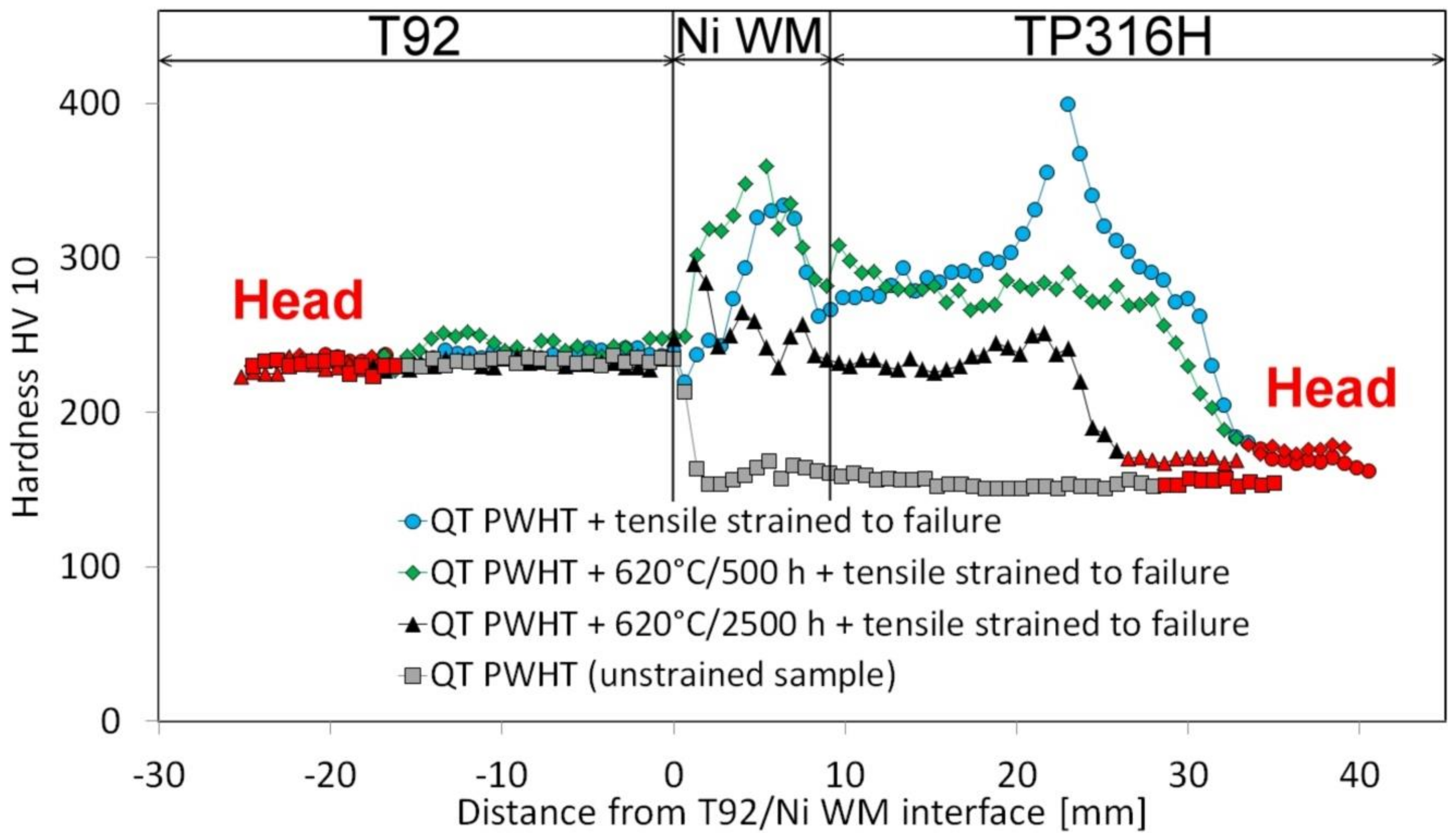
- In the initial material state i.e., in QT PWHT condition, microstructural observation and cross-weld hardness measurement of the studied weldment revealed that the use of unconventional two-step PWHT resulted in clear microstructural homogenization (i.e., no HAZ microstructural gradients) and hardness values equalization within the both weld base materials (T92 and TP316H).
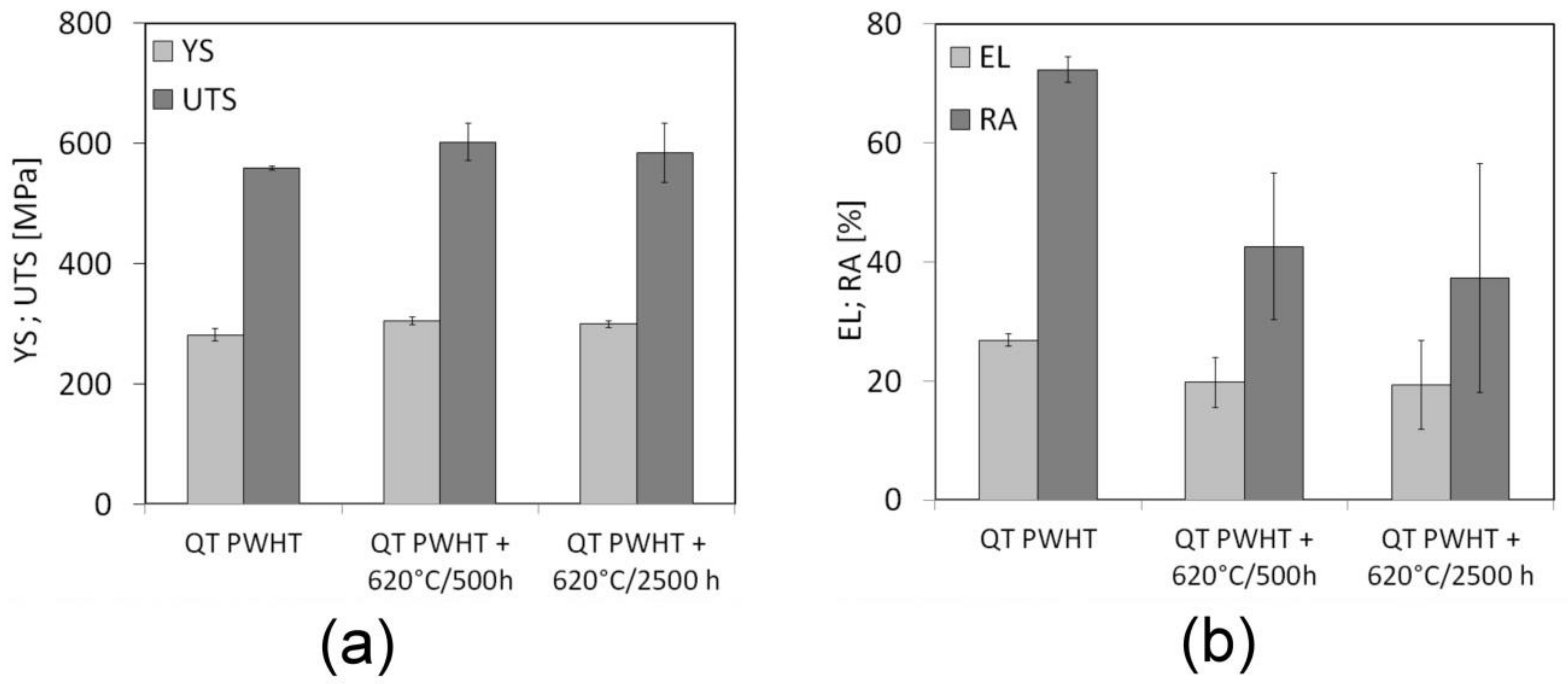
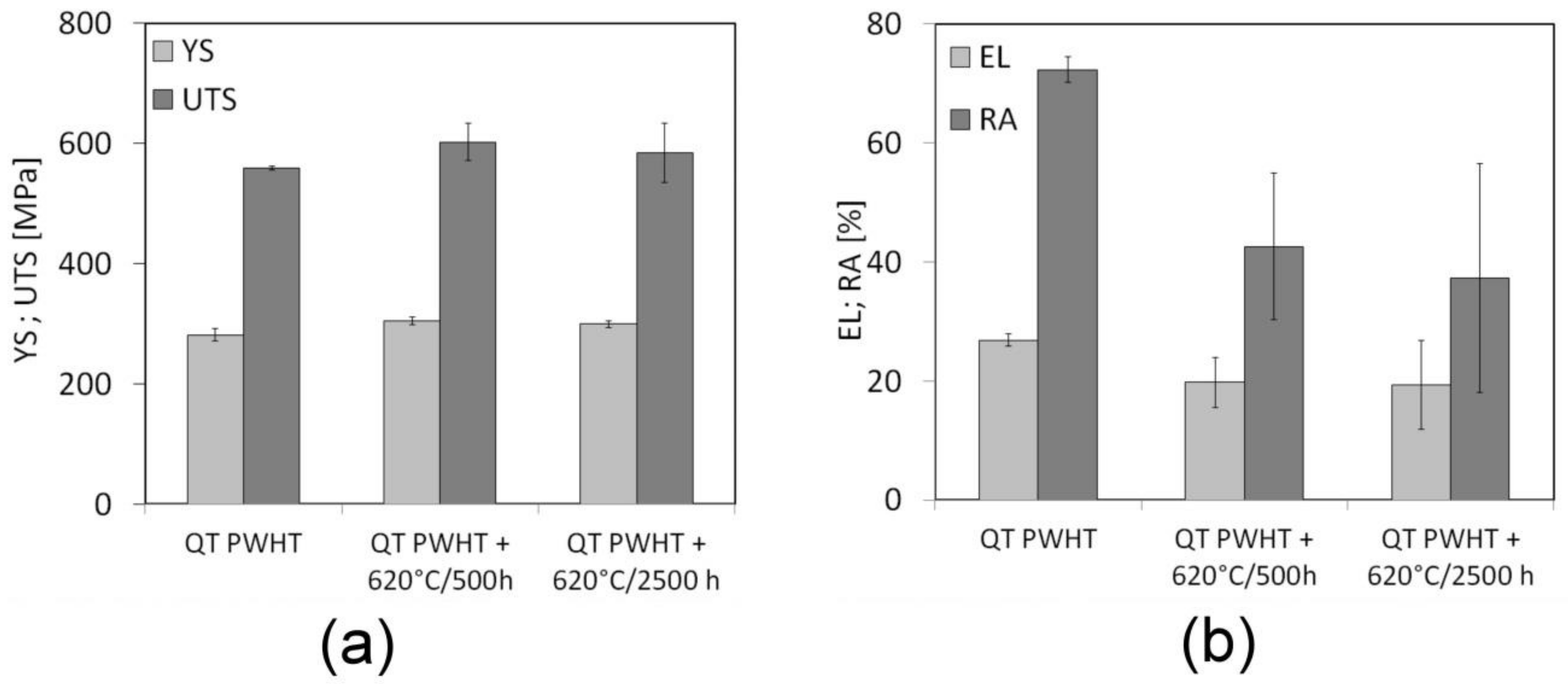
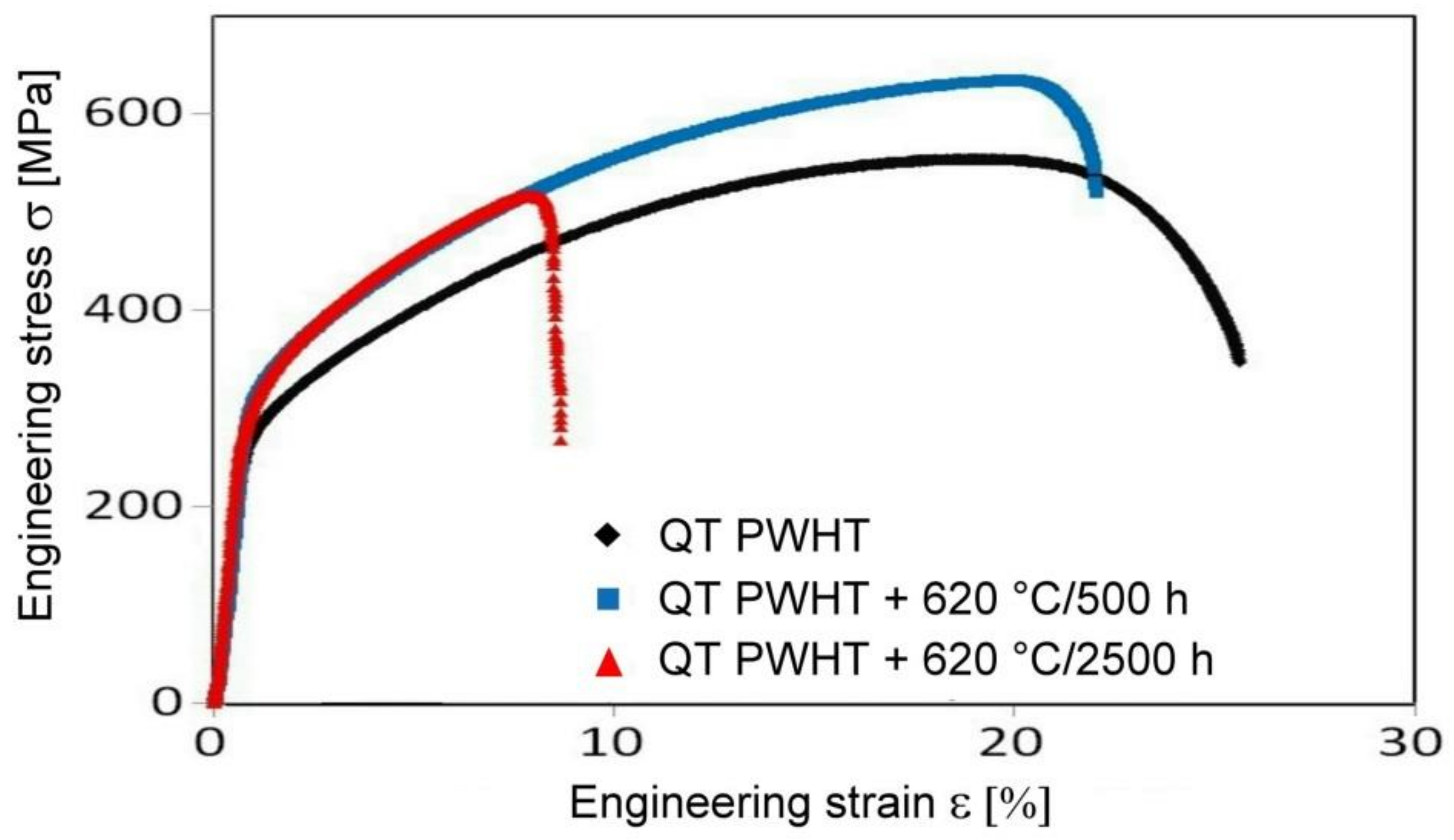
- Subsequent ageing effects at 620 °C of the studied weldments resulted in gradual changes in their individual microstructures represented mainly by additional precipitation and coarsening of secondary phase precipitates. These microstructural changes resulted in significant detrimental effects on the welds plasticity (EL, RA values), whereas their effects on the welds strength (Re, Rm values) were rather small.
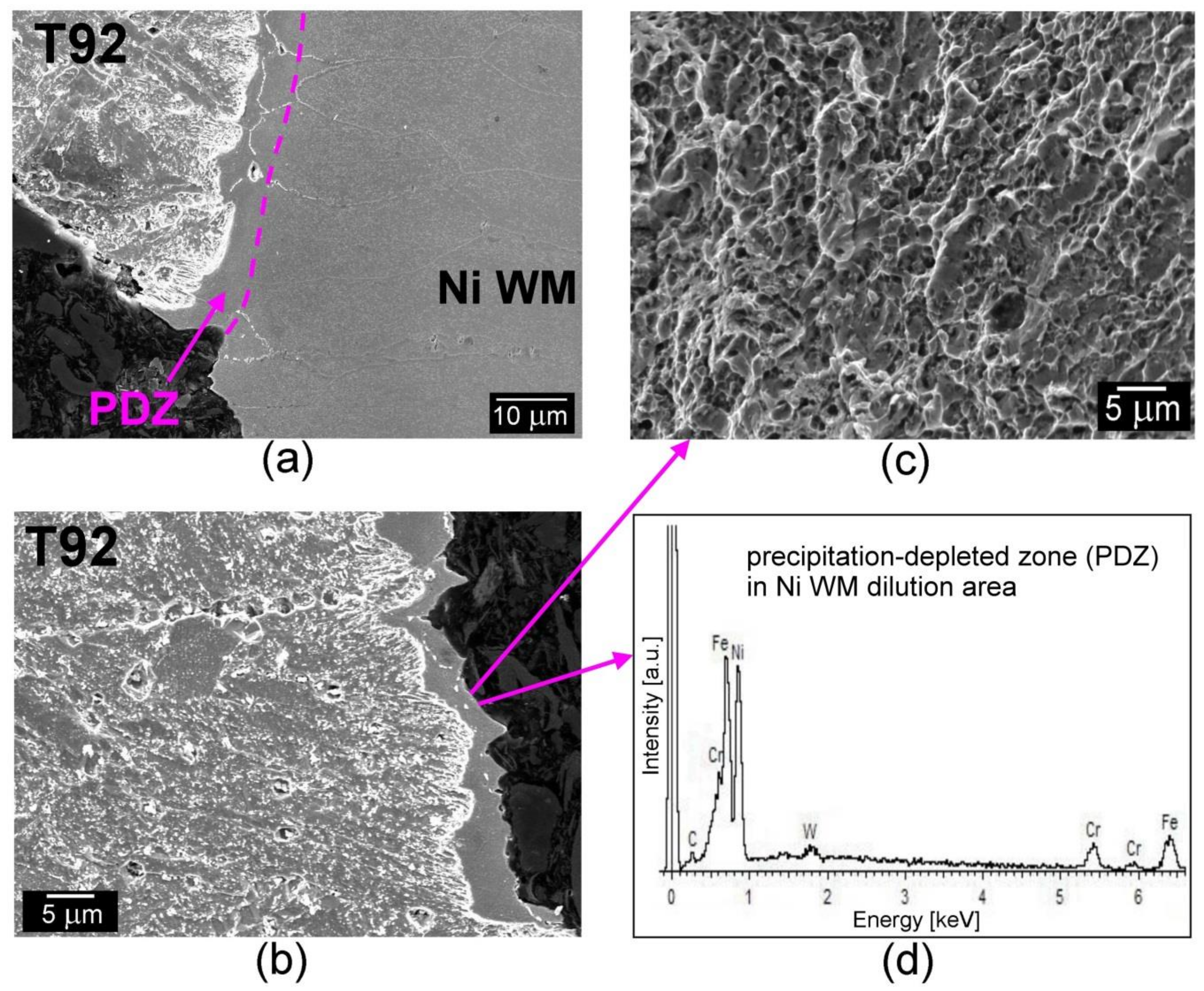
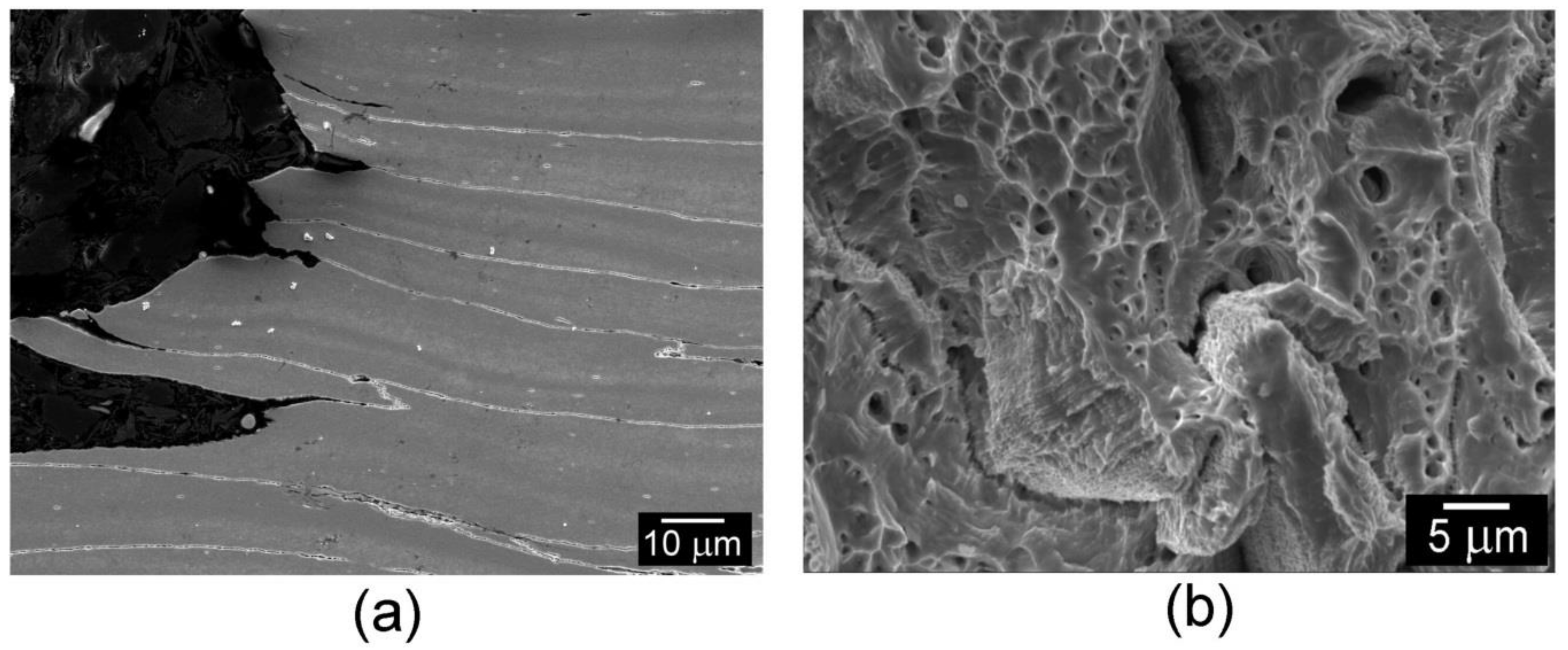
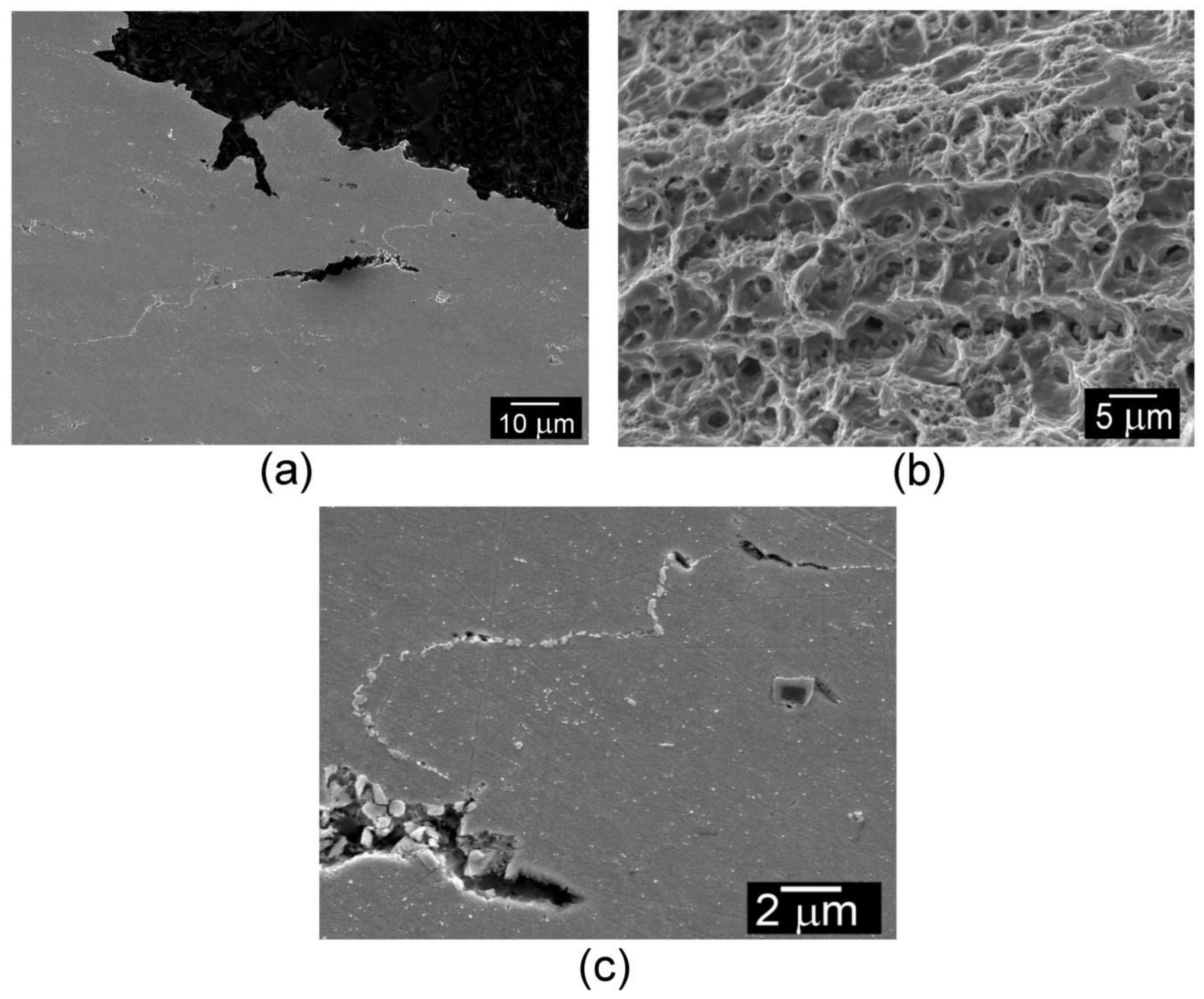
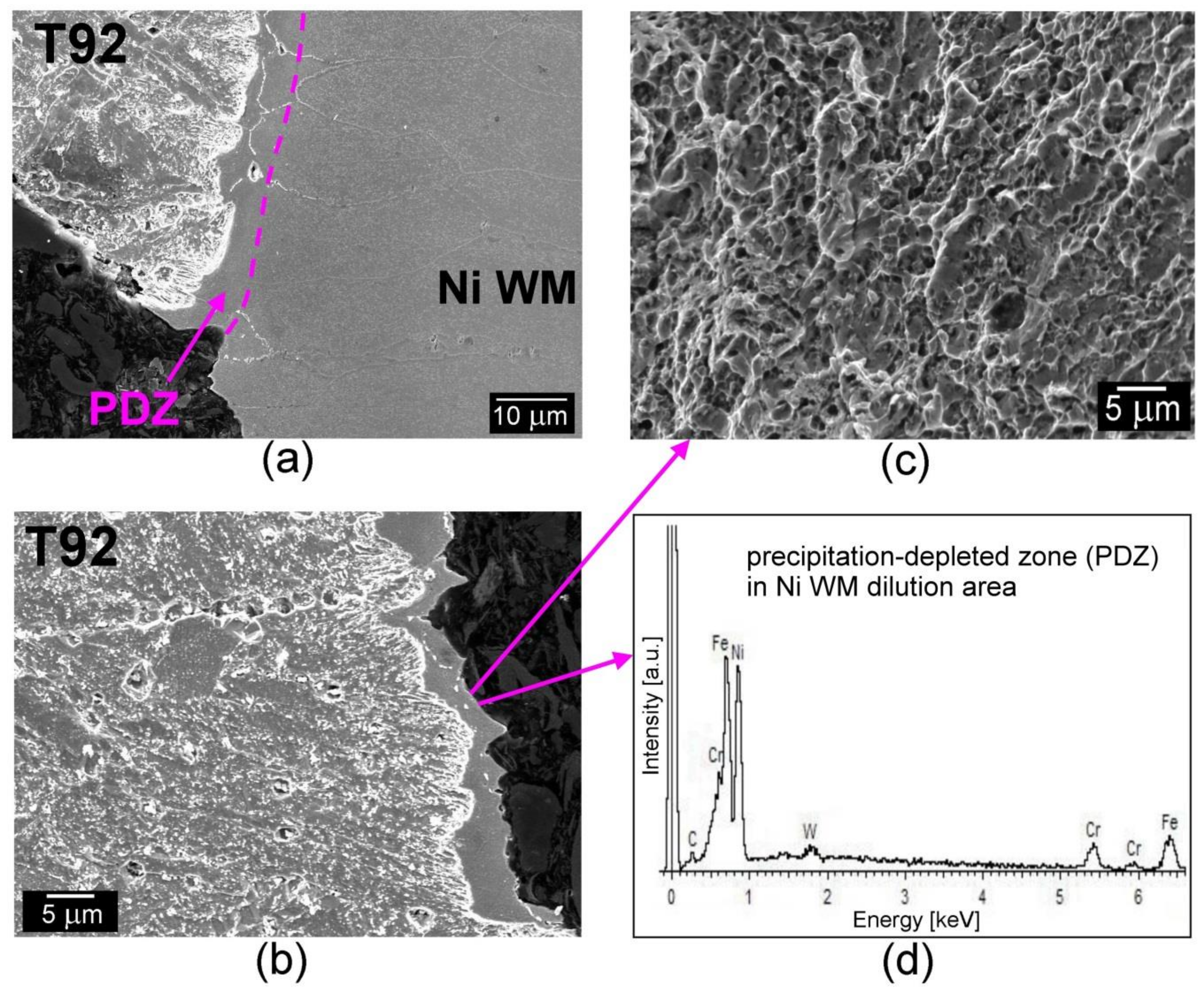
- The effects of thermal exposure resulted also in several changes of failure locations within the studied weldments. In the initial QT PWHT condition, the failure occurred always in TP316H steel base material. After the ageing at 620 °C for 500 h, the weld failure location was in major cases in central part of Ni WM. The weld failures after the longest thermal exposure (620 °C/2500 h) were different for each individual tensile test. The most brittle failure was the failure in the vicinity of T92/Ni WM interface.
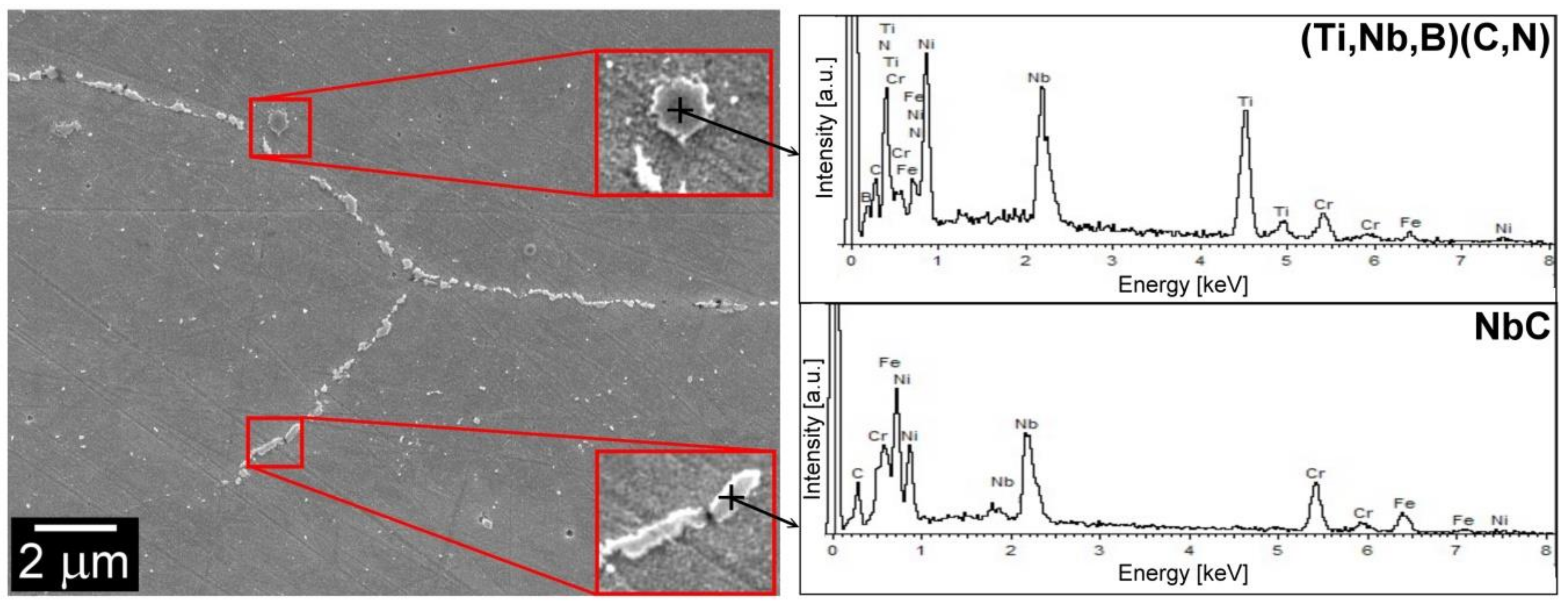
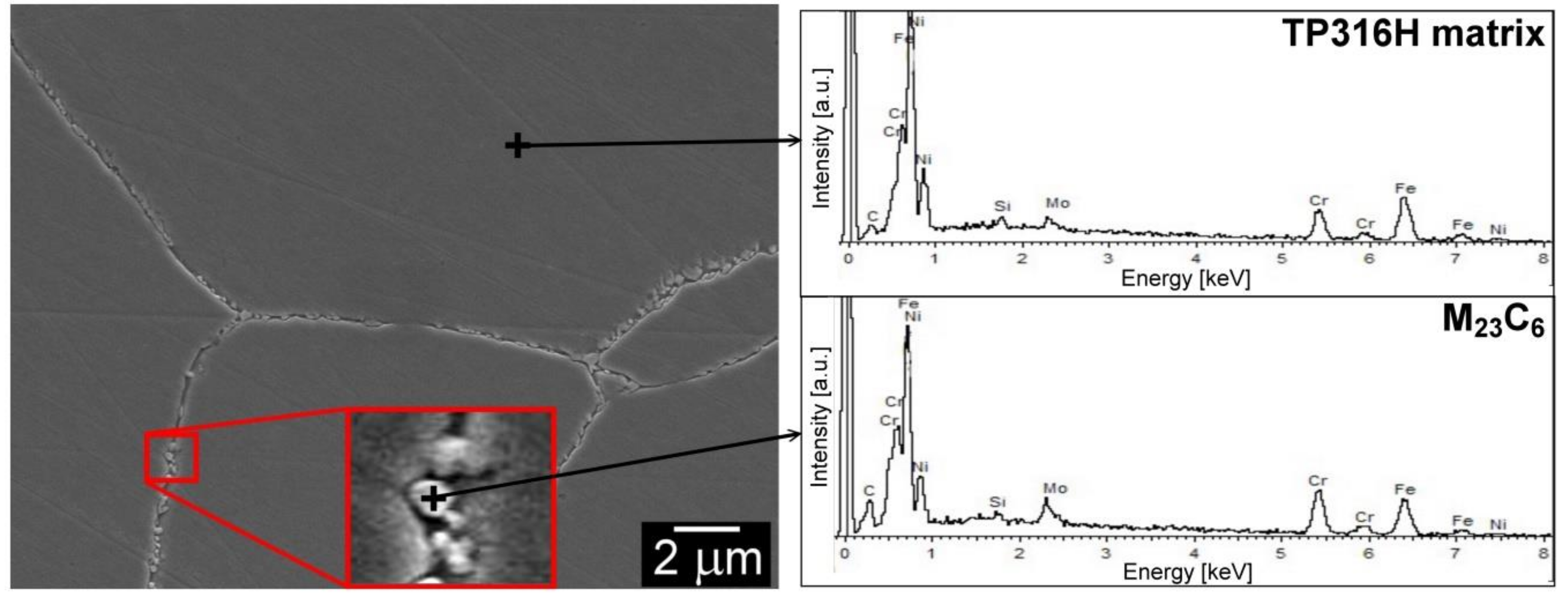
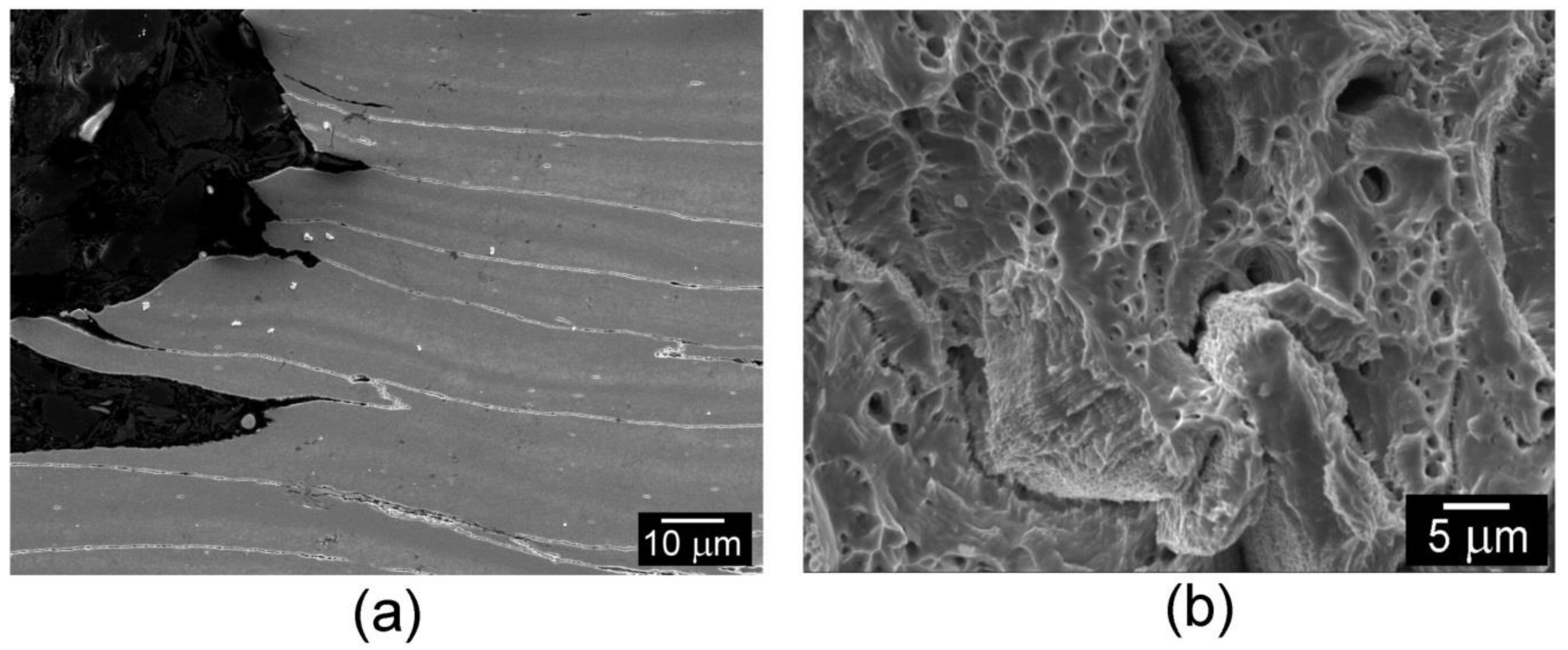
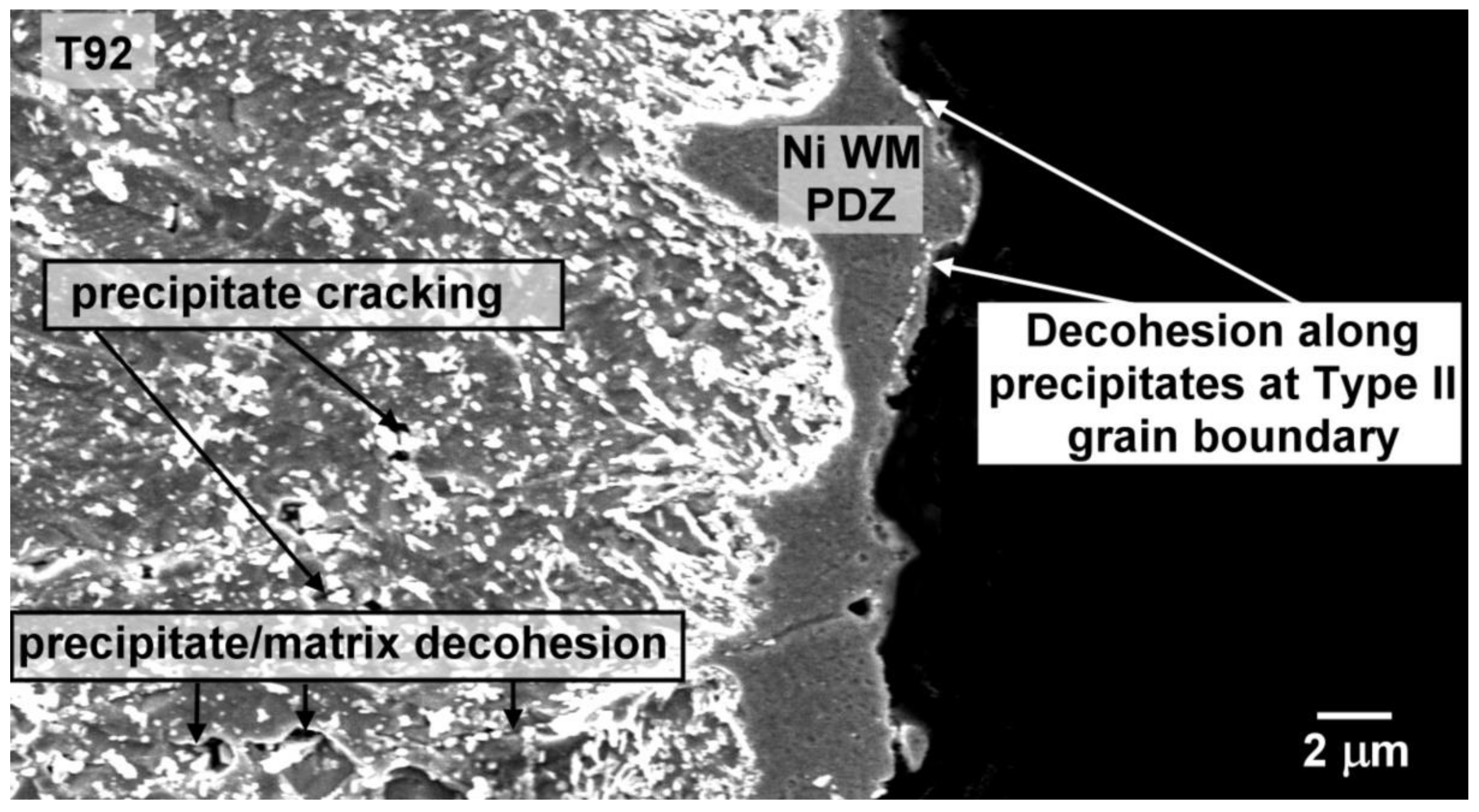
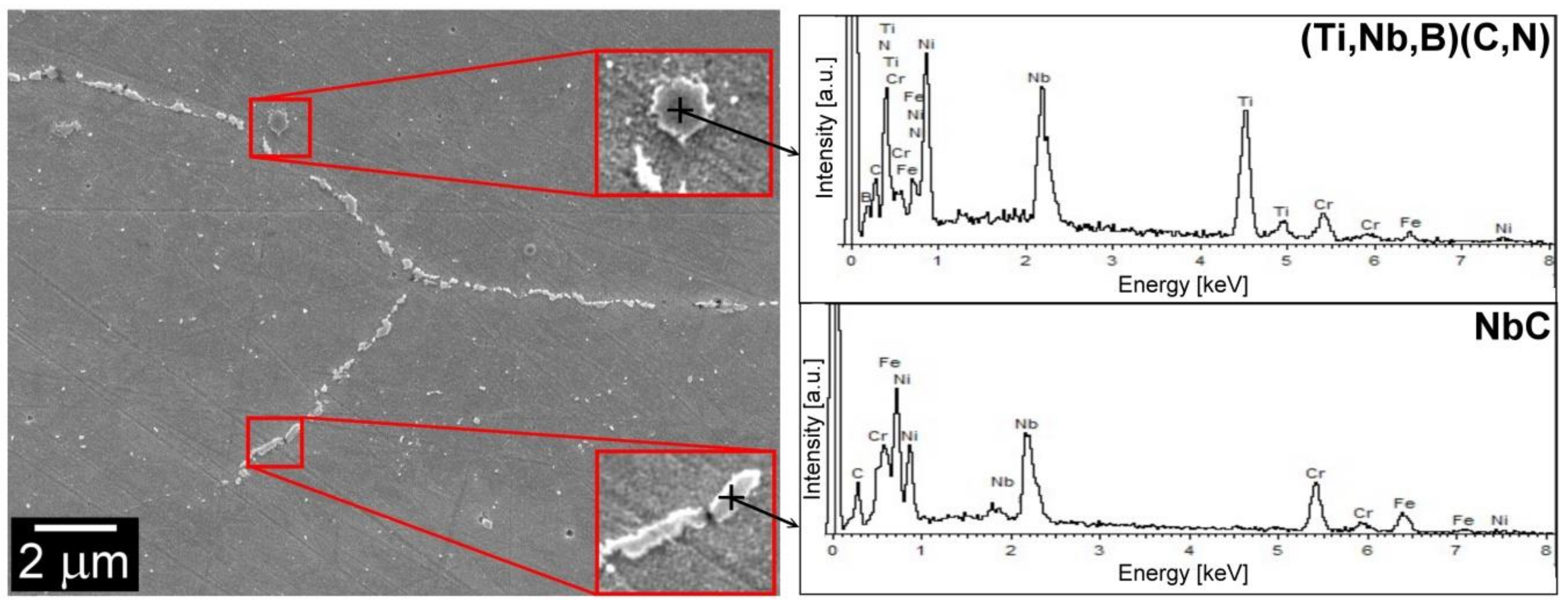
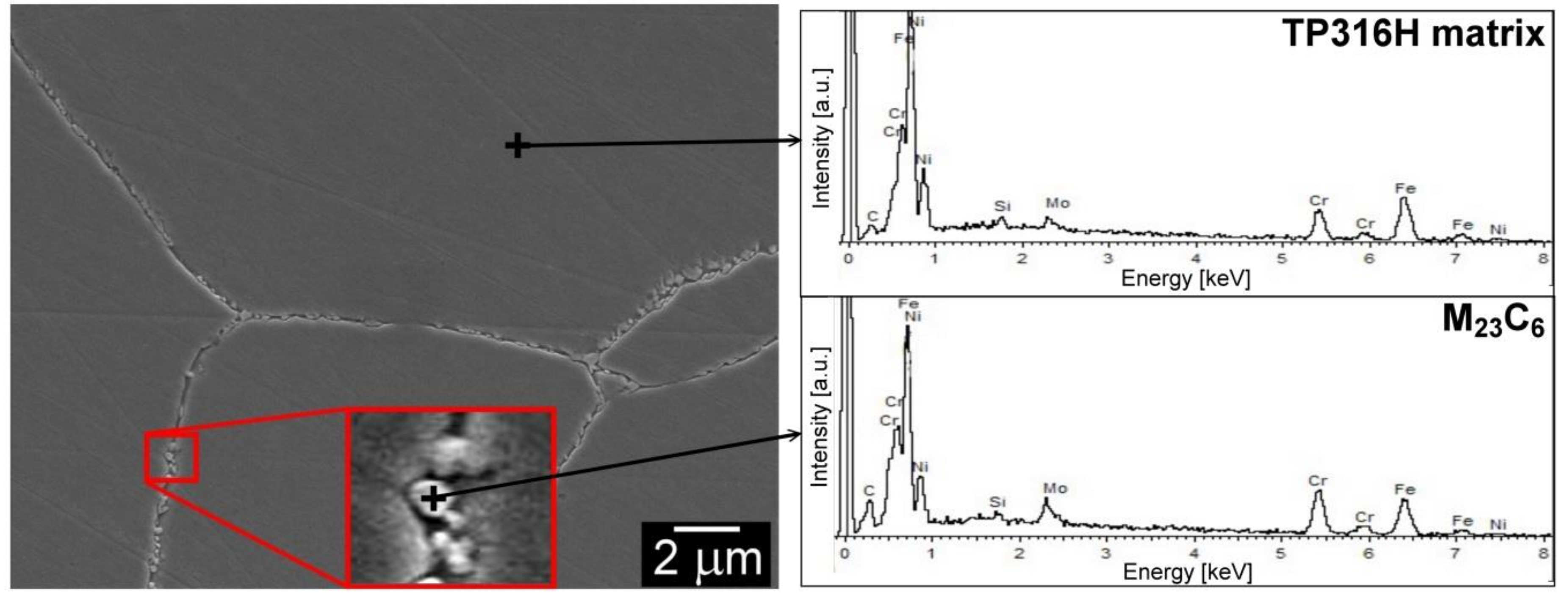
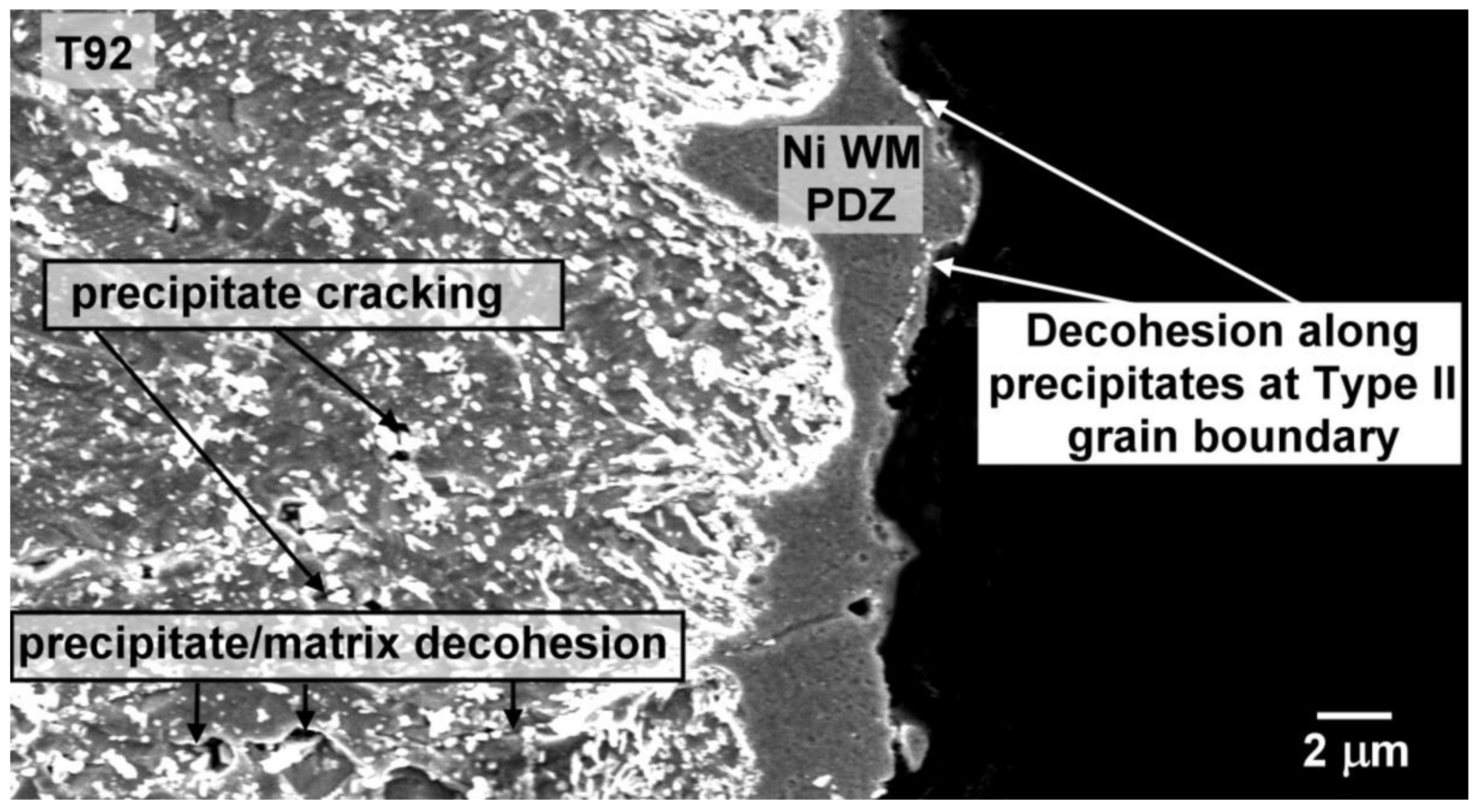
- By analyzing the fracture path and microstructural features beneath the fracture surfaces, the clearly observed mechanisms of the welds plasticity deterioration after thermal exposure are related to the cracking of coarse secondary phase particles and interfacial decohesion at precipitate/matrix interfaces during tensile straining. After the longest applied thermal exposure (620 °C/2500 h), interfacial decohesion occurred in Ni WM dilution area along the precipitates at Type II grain boundary.
- Fractographic analyses of fracture surfaces of broken tensile samples also revealed clear evolution of thermal embrittlement processes depending on the thermal exposure duration. In the initial QT PWHT material state, the fracture surface related to the failure in TP316H BM showed pulled-out dimples and pronounced tear ridges. Thermal exposure of the weldment at 620 °C for 500 h resulted in failure located in Ni WM. It also showed dimple morphology but without pronounced tear ridges. The most thermally embrittled material state of the weldment aged at 620 °C for 2500 h exhibited small shallow dimples combined with fine quasi-cleavage areas on the fracture surface.
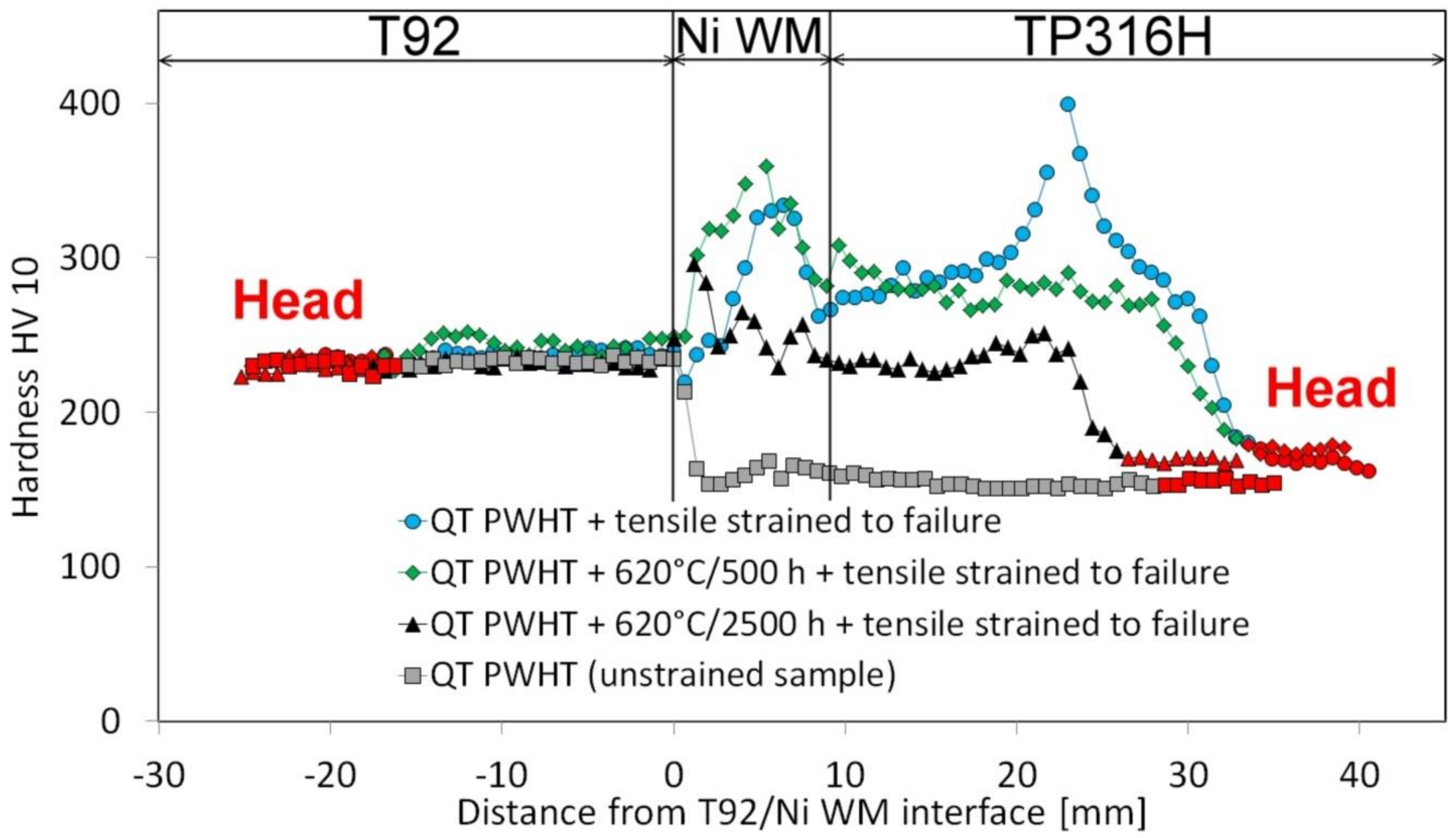
- The most of fracture locations of the studied weldments in their individual material states exhibited significant hardness peaks due to the intensive, necking-related strain hardening effects that occurred during the room-temperature tensile tests.
- The tensile deformation and fracture processes of the weldments in their individual material states exhibited competitive behavior between the austenitic TP316H region and Ni-based weld metal. The observed changes in failure locations for individual material states of the weldment can be directly related to specific thermal embrittlement evolution in critical weld regions during performed isothermal ageing. The obtained results indicate that the Ni WM and T92/Ni WM interfacial region represent the most critical zones of the investigated weldment with respect to the failure occurrence after long-term thermal exposure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Parker, J.D.; Stratford, G.C. The high-temperature performance of nickel-based transition joints II. Fracture behaviour. Mater. Sci. Eng. A 2001, 299, 174–184. [Google Scholar] [CrossRef]
- Anand, R.; Sudha, C.; Karthikeyan, T.; Terrance, A.L.E.; Saroja, S.; Vijayalakshmi, M. Effectiveness of Ni-based diffusion barriers in preventing hard zone formation in ferritic steel joints. J. Mater. Sci. 2009, 44, 257–265. [Google Scholar] [CrossRef]
- Kim, R.; Kwak, S.-C.; Choi, I.-S.; Lee, Y.-K.; Suh, J.-Y.; Fleury, E.; Jung, W.-S.; Son, T.-H. High-temperature tensile and creep deformation of cross-weld specimens of weld joint between T92 martensitic and Super304H austenitic steels. Mater. Charact. 2014, 97, 161–168. [Google Scholar] [CrossRef]
- Mittal, R.; Sidhu, B.S. Microstructures and mechanical properties of dissimilar T91/347H steel weldments. J. Mater. Process. Technol. 2015, 220, 76–86. [Google Scholar] [CrossRef]
- Silwal, B.; Li, L.; Deceuster, A.; Griffiths, B. Effect of postweld heat treatment on the toughness of heat-affected zone for Grade 91 steel. Weld. J. 2013, 92, 80–87. [Google Scholar]
- Sklenička, V.; Kuchařová, K.; Svobodová, M.; Kvapilová, M.; Král, P.; Horváth, L. Creep properties in similar weld joint of a thick-walled P92 steel pipe. Mater. Charact. 2016, 119, 1–12. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Dissimilar joining of CSEF steels using autogenous tungsten-inert gas welding and gas tungsten arc welding and their effect on δ-ferrite evolution and mechanical properties. J. Manuf. Process. 2018, 31, 247–259. [Google Scholar] [CrossRef]
- Zhang, J.; Du, B.Sh.; Li, X.M.; Qin, G.L.; Zou, Y. Microstructure evolution of P92 steel weld metal after service for 8000 h. Kovove Mater. 2017, 55, 115–121. [Google Scholar] [CrossRef]
- Wu, Q.; Lu, F.; Cui, H.; Ding, Y.; Liu, X.; Gao, Y. Microstructure characteristics and temperature-dependent high cycle fatigue behavior of advanced 9% Cr/CrMoV dissimilarly welded joint. Mater. Sci. Eng. A 2014, 615, 98–106. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Zhu, K.; Yang, Z-G.; Luo, X-M.; Gu, F-M. Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater. Des. 2011, 32, 2763–2770. [Google Scholar] [CrossRef]
- Chen, G.; Song, Y.; Wang, J.; Liu, J.; Yu, X.; Hua, J.; Bai, X.; Zhang, T.; Zhang, J.; Tang, W. High-temperature short-term tensile test and creep rupture strength prediction of the T92/TP347H dissimilar steel weld joints. Eng. Fail. Anal. 2012, 26, 220–229. [Google Scholar] [CrossRef]
- Wang, W.; Wang, X.; Zhong, W.; Hu, L.; Hu, P. Failure analysis of dissimilar steel welded joints in a 3033t/h USC boiler. Procedia Mater. Sci. 2014, 3, 1706–1710. [Google Scholar] [CrossRef]
- Karthick, K.; Malarvizhi, S.; Balasubramanian, V.; Krishnan, S.A.; Sasikala, G.; Albert, S.K. Tensile and impact toughness properties of various regions of dissimilar joints of nuclear grade steels. Nucl. Eng. Technol. 2018, 50, 116–125. [Google Scholar] [CrossRef]
- Rathod, D.W.; Pandey, S.; Singh, P.K.; Prasad, R. Experimental analysis of dissimilar metal weld joint: Ferritic to austenitic stainless steel. Mater. Sci. Eng. A 2015, 639, 259–268. [Google Scholar] [CrossRef]
- Wang, H.T.; Wang, G.Z.; Xuan, F.Z.; Tu, S.T. Fracture mechanism of a dissimilar metal welded joint in nuclear power plant. Eng. Fail. Anal. 2013, 28, 134–148. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Han, E.-H.; Yang, C. Structural, mechanical and corrosion studies of Cr-rich inclusions in 152 cladding of dissimilar metal weld joint. J. Nucl. Mater. 2018, 498, 9–19. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Yang, Z.-G. Microstructural analysis on creep properties of dissimilar materials joints between T92 martensitic and HR3C austenitic steels. Mater. Sci. Eng. A 2011, 528, 6103–6111. [Google Scholar] [CrossRef]
- Falat, L.; Výrostková, A.; Svoboda, M.; Milkovič, O. The influence of PWHT regime on microstructure and creep rupture behaviour of dissimilar T92/TP316H ferritic/austenitic welded joints with Ni-based filler metal. Kovove Mater. 2011, 49, 417–426. [Google Scholar] [CrossRef] [Green Version]
- Falat, L.; Čiripová, L.; Kepič, J.; Buršík, J.; Podstranská, I. Correlation between microstructure and creep performance of martensitic/austenitic transition weldment in dependence of its post-weld heat treatment. Eng. Fail. Anal. 2014, 40, 141–152. [Google Scholar] [CrossRef]
- Falat, L.; Kepič, J.; Čiripová, L.; Ševc, P.; Dlouhý, I. The effects of postweld heat treatment and isothermal aging on T92 steel heat-affected zone mechanical properties of T92/TP316H dissimilar weldments. J. Mater. Res. 2016, 31, 1532–1543. [Google Scholar] [CrossRef]
- Nhung, L.T.; Khanh, P.M.; Hai, L.M.; Nam, N.D. The relationship between continuous cooling rate and microstructure in the heat affected zone (HAZ) of the dissimilar weld between carbon steel and austenitic stainless steel. Acta Metall. Slovaca 2017, 23, 363–370. [Google Scholar] [CrossRef]
- Lee, S.-H.; Na, H-S.; Lee, K-W.; Lee, J-Y.; Kang, C.Y. Effect of austenite-to-ferrite phase transformation at grain boundaries on PWHT cracking susceptibility in CGHAZ of T23 steel. Metals 2018, 8, 416. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. The effect of ultrafine-grained microstructure on creep behaviour of 9% Cr steel. Materials 2018, 11, 787. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.; Jing, H.; Xu, L.; Han, Y.; Xiu, J. Experimental study on creep damage evolution process of Type IV cracking in 9Cr–0.5Mo–1.8W–VNb steel welded joint. Eng. Fail. Anal. 2012, 19, 22–31. [Google Scholar] [CrossRef]
- Barbadikar, D.R.; Deshmukh, G.S.; Maddi, L.; Laha, K.; Parameswaran, P.; Ballal, A.R.; Peshwe, D.R.; Paretkar, R.K.; Nandagopal, M.; Mathew, M.D. Effect of normalizing and tempering temperatures on microstructure and mechanical properties of P92 steel. Int. J. Press. Vessels Pip. 2015, 132–133, 97–105. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. Fracture characteristics of thermally exposed 9Cr–1Mo steel after tensile and impact testing at room temperature. Eng. Fail. Anal. 2009, 16, 1397–1403. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L. The influence of thermal exposure and hydrogen charging on the notch tensile properties and fracture behaviour of dissimilar T91/TP316H weldments. High Temp. Mater. Process. 2014, 33, 329–337. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Homolová, V.; Kroupa, A. The influence of isothermal ageing and subsequent hydrogen charging at room temperature on local mechanical properties and fracture characteristics of martensitic-bainitic weldments for power engineering. J. Min. Metall. Sect. B-Metall. 2017, 53, 373–382. [Google Scholar] [CrossRef]
- Cottrell, A.H. Theory of dislocations. Prog. Met. Phys. 1953, 4, 205–264. [Google Scholar] [CrossRef]
- Hirth, J.P. Dislocations. In Physical Metallurgy, 4th ed.; Cahn, R.W., Haasen, P., Eds.; Elsevier Science: Amsterdam, The Netherlands, 1996; Volume III, ISBN 978-0-444-89875-3. [Google Scholar]
- Shin, K.-Y.; Lee, J.-W.; Han, J.-M.; Lee, K.-W.; Kong, B.-O.; Hong, H.-U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Pavan, A.H.V.; Vikrant, K.S.N.; Ravibharath, R.; Singh, K. Development and evaluation of SUS304H—IN 617 welds for advanced ultrasupercritical boiler applications. Mater. Sci. Eng. A 2015, 642, 32–41. [Google Scholar] [CrossRef]
- Choi, K.J.; Kim, T.; Yoo, S.C.; Kim, S.; Lee, J.H.; Kim, J.H. Fusion boundary precipitation in thermally aged dissimilar metal welds studied by atom probe tomography and nanoindentation. J. Nucl. Mater. 2016, 471, 8–16. [Google Scholar] [CrossRef]
- Dong, L.; Peng, Q.; Han, E-H.; Ke, W.; Wang, L. Microstructure and intergranular stress corrosion crackingsusceptibility of a SA508-52M-316L dissimilar metal weld joint in primary water. J. Mater. Sci. Technol. 2018, 34, 1281–1292. [Google Scholar] [CrossRef]
- Yoo, S.C.; Choi, K.J.; Bahn, C.B.; Kim, S.H.; Kim, J.Y.; Kim, J.H. Effects of thermal aging on the microstructure of Type-II boundaries in dissimilar metal weld joints. J. Nucl. Mater. 2015, 459, 5–12. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | N | Si | Mn | Cr | Mo | W | B | Ni | Ti | V | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T92 | 0.11 | 0.05 | 0.38 | 0.49 | 9.08 | 0.31 | 1.57 | 0.002 | 0.33 | - | 0.2 | 0.07 | rest |
| TP316H | 0.05 | - | 0.51 | 1.77 | 16.76 | 2.05 | - | - | 11.13 | - | - | - | rest |
| Ni WM # | 0.01 | - | 0.07 | 3.21 | 20.71 | 0.004 | - | - | rest | 0.37 | 2.6 | 0.31 |
| Specimen Number | Material State | YS [MPa] | UTS [MPa] | EL [%] | RA [%] | Failure Location |
|---|---|---|---|---|---|---|
| 1 | QT PWHT | 258 | 545 | 25 | 69 | TP316H BM |
| 2 | 265 | 562 | 27 | 74 | TP316H BM | |
| 3 | 285 | 561 | 27 | 74 | TP316H BM | |
| 4 | QT PWHT + 620 °C/500 h | 289 | 610 | 25 | 52 | Ni WM |
| 5 | 304 | 636 | 21 | 51 | Ni WM | |
| 6 | 292 | 562 | 14 | 25 | Ni WM/TP316H interface | |
| 7 | QT PWHT + 620 °C/2500 h | 287 | 517 | 8 | 14 | T92/Ni WM interface |
| 8 | 274 | 602 | 25 | 61 | TP316H BM | |
| 9 | 290 | 634 | 22 | 37 | Ni WM/TP316H interface |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čiripová, L.; Falat, L.; Ševc, P.; Vojtko, M.; Džupon, M. Ageing Effects on Room-Temperature Tensile Properties and Fracture Behavior of Quenched and Tempered T92/TP316H Dissimilar Welded Joints with Ni-Based Weld Metal. Metals 2018, 8, 791. https://doi.org/10.3390/met8100791
Čiripová L, Falat L, Ševc P, Vojtko M, Džupon M. Ageing Effects on Room-Temperature Tensile Properties and Fracture Behavior of Quenched and Tempered T92/TP316H Dissimilar Welded Joints with Ni-Based Weld Metal. Metals. 2018; 8(10):791. https://doi.org/10.3390/met8100791
Chicago/Turabian StyleČiripová, Lucia, Ladislav Falat, Peter Ševc, Marek Vojtko, and Miroslav Džupon. 2018. "Ageing Effects on Room-Temperature Tensile Properties and Fracture Behavior of Quenched and Tempered T92/TP316H Dissimilar Welded Joints with Ni-Based Weld Metal" Metals 8, no. 10: 791. https://doi.org/10.3390/met8100791
APA StyleČiripová, L., Falat, L., Ševc, P., Vojtko, M., & Džupon, M. (2018). Ageing Effects on Room-Temperature Tensile Properties and Fracture Behavior of Quenched and Tempered T92/TP316H Dissimilar Welded Joints with Ni-Based Weld Metal. Metals, 8(10), 791. https://doi.org/10.3390/met8100791