

Numerical Analysis of Thermal and Flow Behaviors with Weld Microstructures During Laser Welding with Filler Wire for 2195 Al-Li Alloys

Abstract
1. Introduction
2. Mathematical Model
2.1. Governing Equations
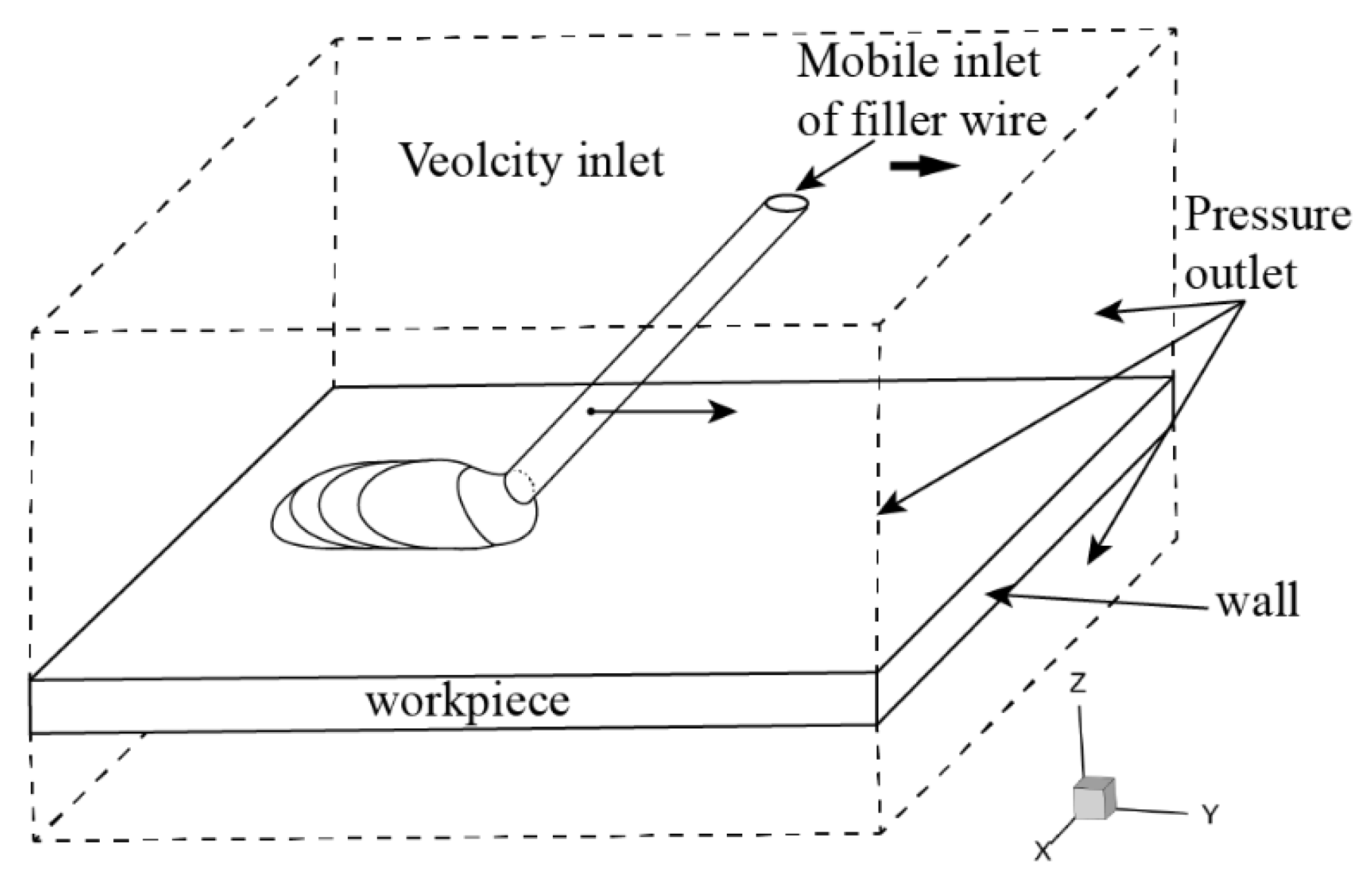
2.2. Boundary Condition and Contributing Factors
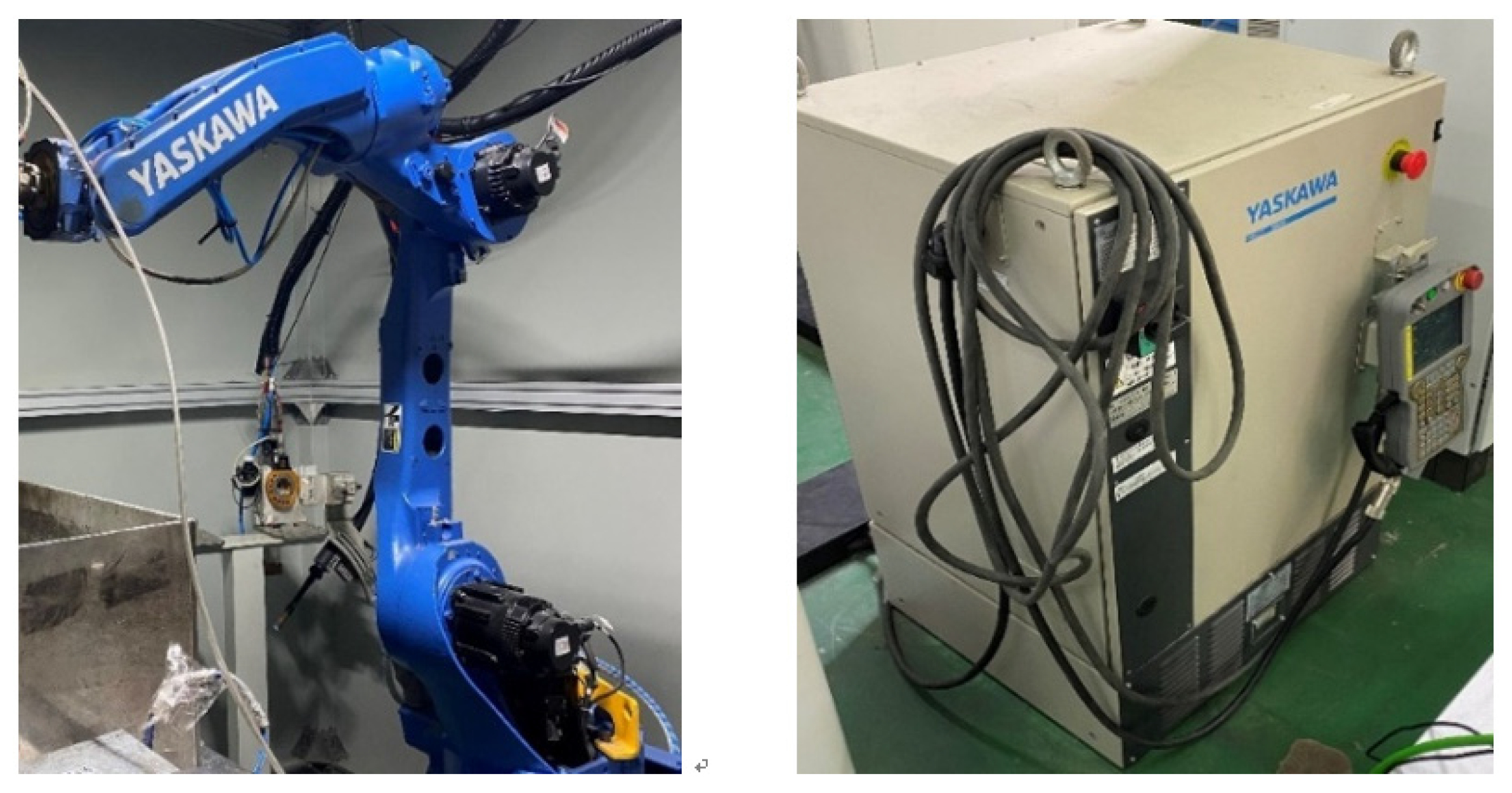
3. Experiment
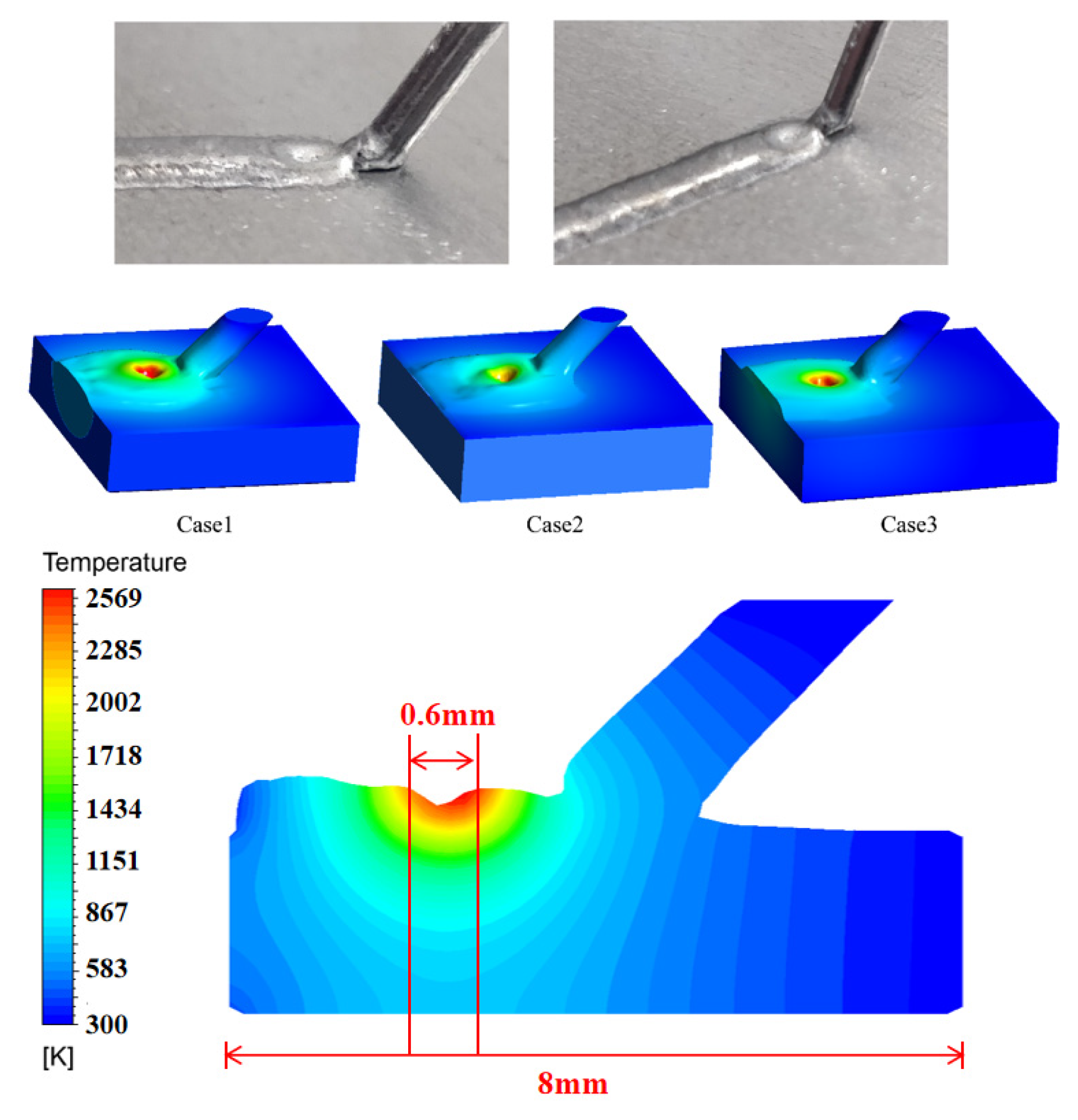
4. Validation of the Simulation Results
5. Effect of Heat Transfer on Weld Microstructure
6. Effect of Melt Flow on Weld Microstructure
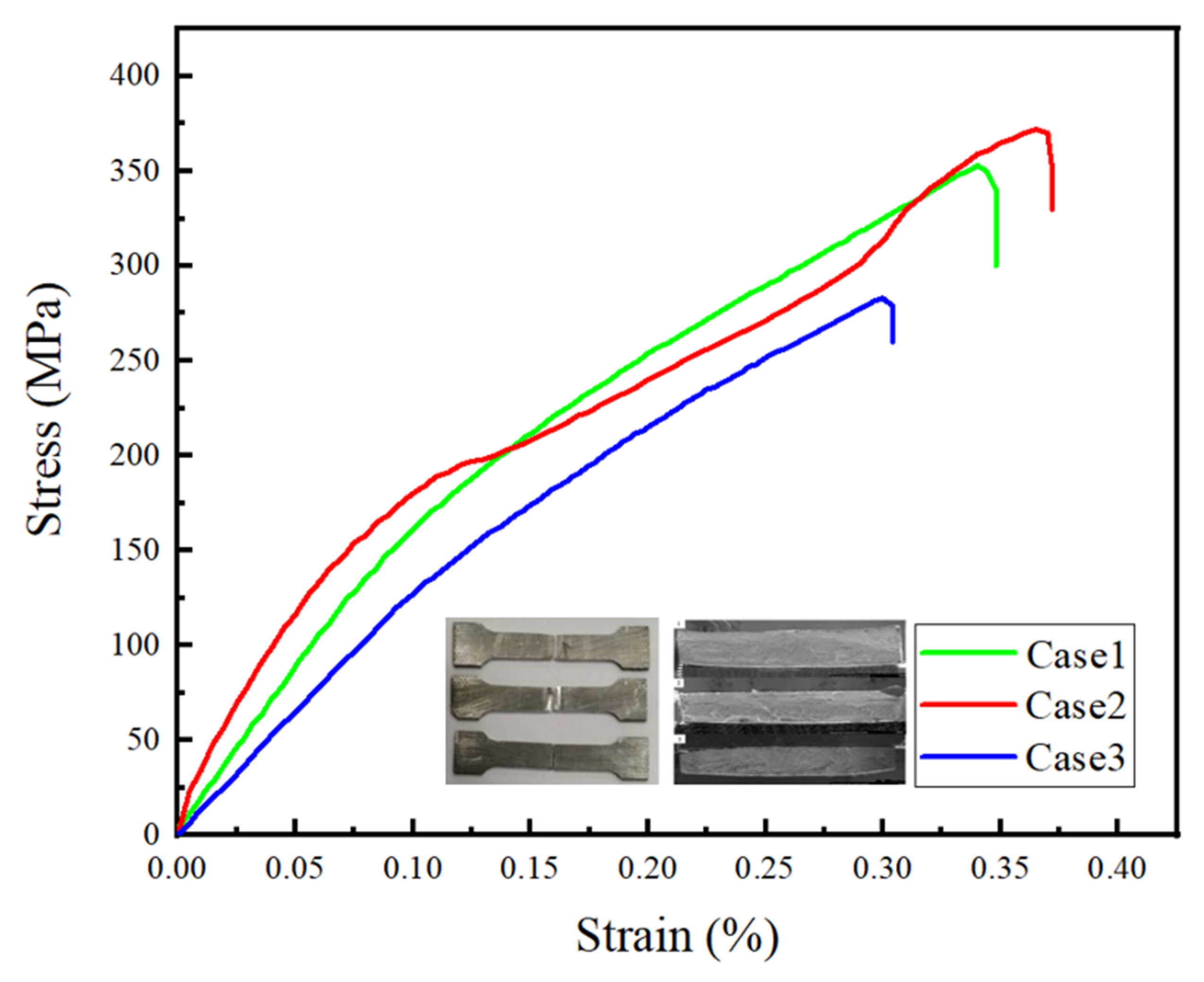
7. Effect of Thermal History on Weld Mechanical Property and Microstructure
8. Conclusions
- (1)
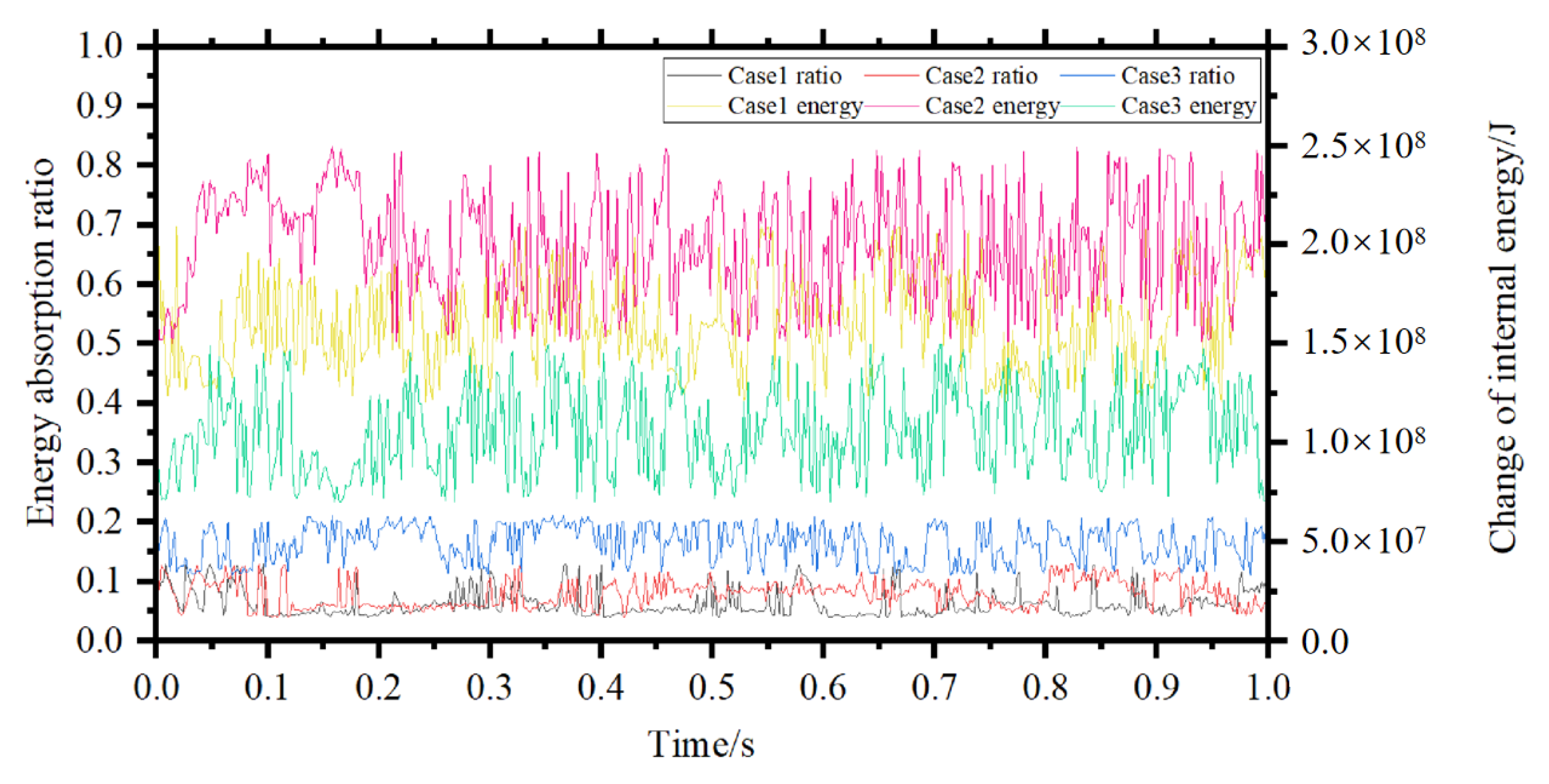
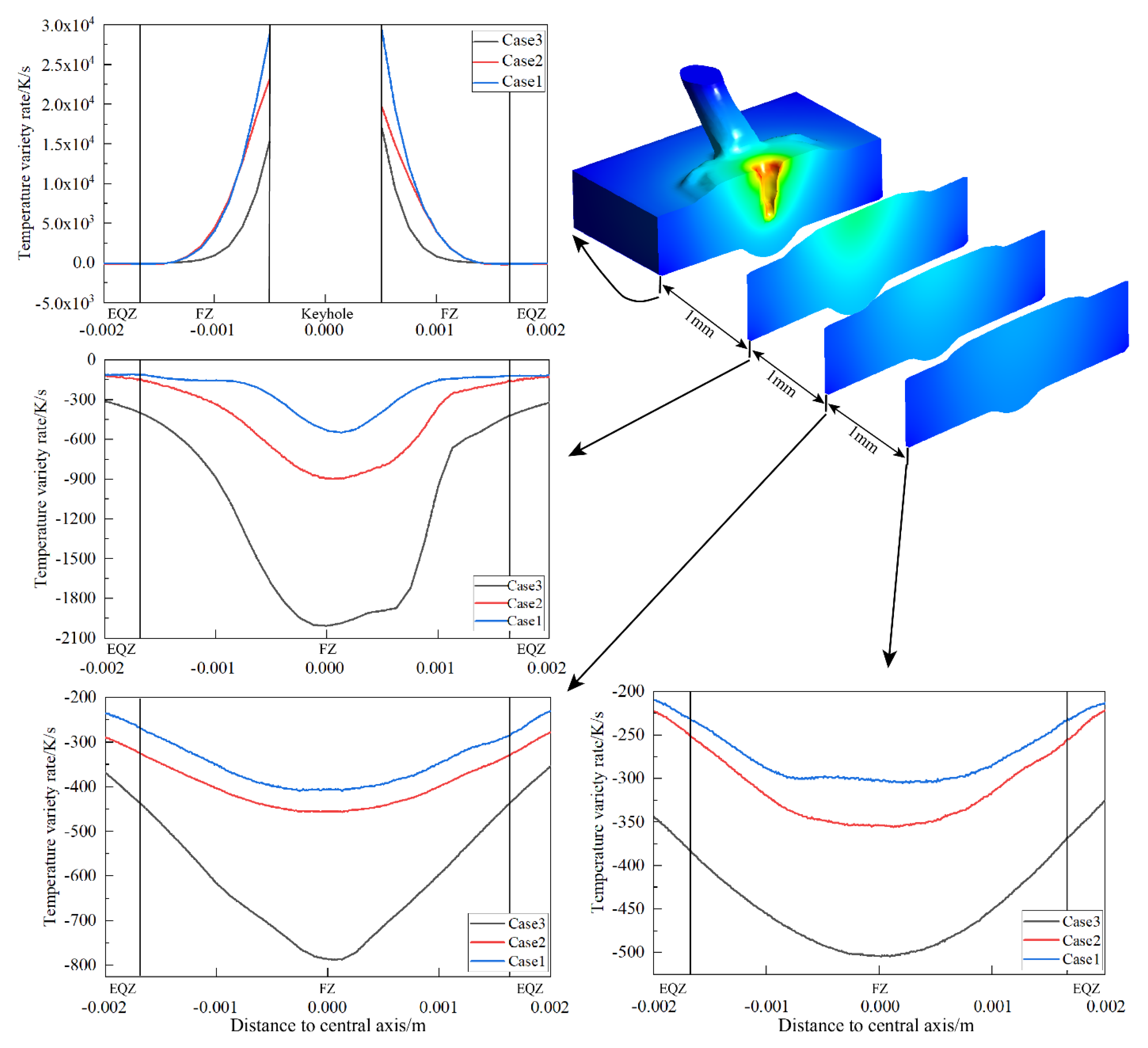
- In our study, we successfully constructed a complex process of laser filler wire welding and quantitatively evaluated the effect of filler wire on the heat history of the weld. Simulations showed that the welding wire absorbed about 6% to 16% of the total energy in the workpiece. The heat absorbed by the welding wire had a significant effect on the temperature distribution of the workpiece. When the wire feed speed was increased from 2 to 4 mm/s, the energy absorbed by the melting of the wire was enhanced by 25% and the average cooling rate in the melting zone of the weld increased by about 50 K/s, while the cooling rate at the center of the weld increased by 400 k/s. This study can provide quantitative guidance for process optimization of laser filler wire welding.
- (2)
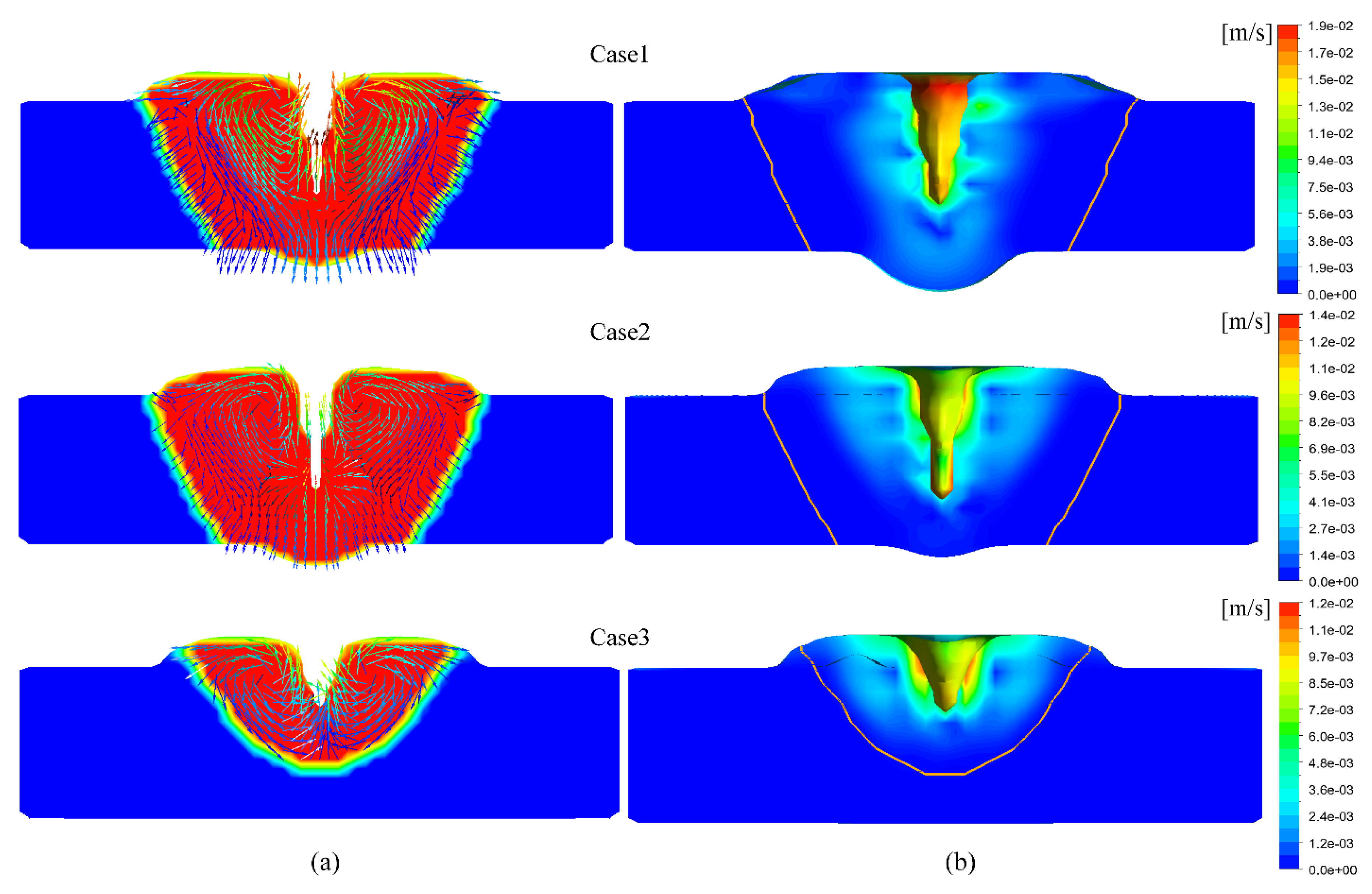
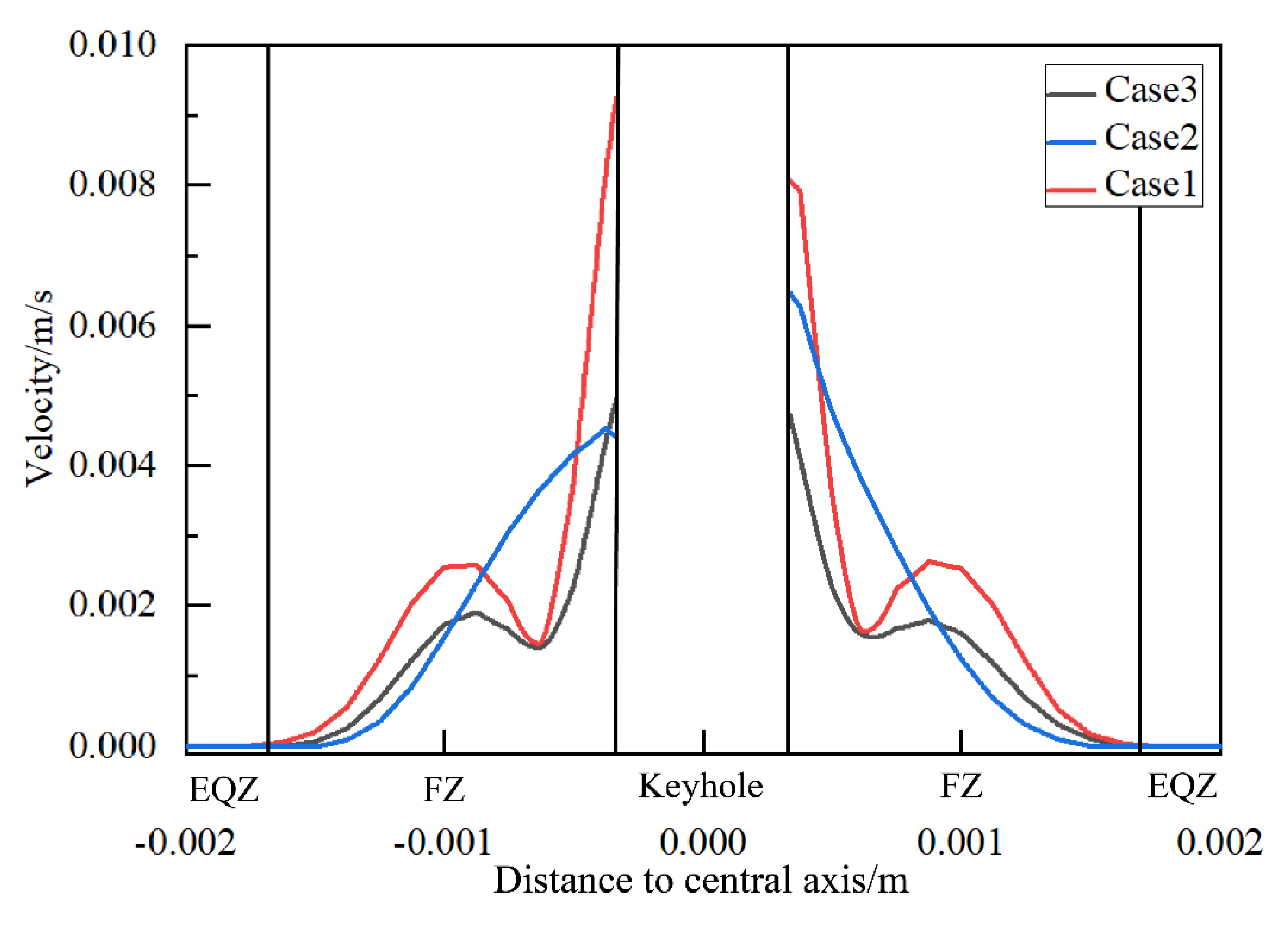
- For Al-Li alloy workpieces, the weld morphology showed minimal difference with varying laser wire filler welding parameters. Increasing welding speed increased the cooling rate, which refined the grain structure. EQZ did not form in welds with a lower cooling rate, but appeared in welds with a higher cooling rate. Additionally, there was little flow near the EQZ in the molten pool. The main factor for EQZ formation was a higher cooling rate, with flow being a contributing factor. This study provides a guideline for developing a process strategy for laser filler wire welding to suppress EQZ generation by fine-tuning the wire feed rate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Florian, N.; Dominic, B.; Richard, R.; Michael, S. Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. J. Manuf. Mater. Process. 2023, 7, 93. [Google Scholar] [CrossRef]
- Upama, D.; Aparna, D.; Souren, M. Modelling and optimization of laser welding of Al2024 aluminium alloy. World J. Eng. 2023, 21, 741–753. [Google Scholar]
- Zhao, Y.; Li, X.; Liu, Z.; Wang, J.; Li, Y.; Zhan, X. Stability enhancement of molten pool and keyhole for 2195 Al Li alloy using fiber-diode laser hybrid welding. J. Manuf. Process. 2023, 85, 724–741. [Google Scholar]
- Zhao, Y.; Li, Y.; Liu, R.; Li, Y.; Zhan, X. Effect of energy coupling mechanism on molten pool stability during fiber-diode hybrid laser welding of 2195 al-li alloy. Int. Conf. Comput. Exp. Eng. Sci. 2024, 30, 1. [Google Scholar] [CrossRef]
- Nath, U.; Yadav, V. On the Laser Forming Process of 6061 Aluminium Alloy Sheets with Angular Segment Irradiating Scheme: A Numerical and Statistical Investigation. Int. J. Precis. Eng. Manuf. 2024, 25, 2249–2262. [Google Scholar]
- Dhanaraj, P.S.; Rathinasuriyan, C. Optimization of fiber laser welding parameters for high strength aluminium alloy AA7075-T6. Mater. Today Proc. 2022, 52, 283–289. [Google Scholar]
- Wang, M.; Xia, P.Y.; Guo, J.Z.; Yin, Y.; Zhan, X.; Feng, X. Study on the microstructure and mechanical properties of continuous/pulsed hybrid laser shallow penetration welding joints of 6061 aluminium alloy. Optics Laser Technol. 2025, 180, 111390. [Google Scholar]
- Li, H.Y.; Yao, Q.M.; Wang, X. CFD numerical simulation of melt flow and weld pool formation in semiconductor laser direct welding of 6061 aluminium alloy with PET based on surface microtextured. Opt. Laser Technol. 2025, 183, 112236. [Google Scholar] [CrossRef]
- Yang, T.; Liu, J.; Zhuang, Y.; Sun, K.; Chen, W. Studies on the formation mechanism of incomplete fusion defects in ultra-narrow gap laser wire filling welding. Opt. Laser Technol. 2020, 129, 106275. [Google Scholar]
- Meng, X.; Bachmann, M.; Artinov, A.; Rethmeier, M. Experimental and numerical assessment of weld pool behavior and final microstructure in wire feed laser beam welding with electromagnetic stirring. J. Manuf. Process. 2019, 45, 408–418. [Google Scholar]
- Tan, W.; Shin, Y.C. Multi-scale modeling of solidification and microstructure development in laser keyhole welding process for austenitic stainless steel. Comput. Mater. Sci. 2015, 98, 446–458. [Google Scholar]
- Malikov, A.; Orishich, A.; Golyshev, A.; Karpov, E. Manufacturing of high-strength laser welded joints of an industrial aluminum alloy of system Al-Cu-Li by means of post heat treatment. J. Manuf. Process. 2019, 41, 101–110. [Google Scholar]
- Jabar, S.; Hayat, Q.; Barenji, A.B.; Chianese, G.; Kotadia, H.; Ceglarek, D.; Franciosa, P. Investigations of weld profiling and intermetallic formation in laser welding of steel-to-aluminium: A multi-physics CFD approach using beam shaping. Procedia CIRP 2024, 124, 559–564. [Google Scholar]
- Zhang, X.; Huang, T.; Yang, W.; Xiao, R.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar]
- Ke, W.; Bu, X.; Oliveira, J.P.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar]
- Shi, L.; Li, X.; Jiang, L.; Gao, M. Numerical study of keyhole-induced porosity suppression mechanism in laser welding with beam oscillation. Sci. Technol. Weld. Join. 2021, 26, 349–355. [Google Scholar]
- Han, C.; Jiang, P.; Geng, S.; Ren, L. Multi-physics multi-scale simulation of unique equiaxed-to-columnar-to-equiaxed transition during the whole solidification process of Al-Li alloy laser welding. J. Mater. Sci. Technol. 2024, 171, 235–251. [Google Scholar]
- Han, C.; Jiang, P.; Geng, S.N. Nucleation mechanism in oscillating laser welds of 2024 aluminium alloy: A combined experimental and numerical study. Opt. Laser Technol. 2023, 158, 108812. [Google Scholar]
- Shi, P.; Wan, Q. Numerical simulation of formation process of keyhole-induced pore for laser deep penetration welding. In Proceedings of the 2016 International Conference on Advanced Electronic Science and Technology (AEST 2016), Shenzhen, China, 19–21 August 2016; Atlantis Press: Dordrecht, The Netherlands, 2016; pp. 68–373. [Google Scholar]
- Ai, Y.; Liu, X.; Huang, Y.; Yu, L. Numerical analysis of the influence of molten pool instability on the weld formation during the high speed fiber laser welding. Int. J. Heat Mass Transf. 2020, 160, 120103. [Google Scholar]
- Liu, T.; Mu, Z.; Hu, R.; Pang, S. Sinusoidal oscillating laser welding of 7075 aluminum alloy: Hydrodynamics, porosity formation and optimization. Int. J. Heat Mass Transf. 2019, 140, 346–358. [Google Scholar]
- Jiang, M.; Li, B.; Chen, X.; Tan, C.; Lei, Z.; Zhao, S.; Chen, Y. Numerical study of thermal fluid dynamics and solidification characteristics during continuous wave and pulsed wave laser welding. Int. J. Therm. Sci. 2022, 181, 107778. [Google Scholar]
- Bunaziv, I.; Akselsen, O.M.; Ren, X.B.; Nyhus, B.; Eriksson, M. Laser beam and laser-arc hybrid welding of aluminium alloys. Metals 2021, 11, 1150. [Google Scholar] [CrossRef]
- Leitner, M.; Leitner, T.; Schmon, A.; Aziz, K.; Pottlacher, G. Thermophysical properties of liquid aluminium. Metall. Mater. Trans. A 2017, 48, 3036–3045. [Google Scholar]
- Xv, Q.; Tian, G.; Zhang, W.; Yang, Z.; Ming, A. Effect of the weld parameter strategy on mechanical properties of double-sided laser-welded 2195 Al–Li alloy joints with filler wire. High Temp. Mater. Process. 2022, 41, 92–110. [Google Scholar]
- Semak, V.; Matsunawa, A. The role of recoil pressure in energy balance during laser materials processing. J. Phys. D-Appl. Phys. 1997, 30, 2541–2552. [Google Scholar]
- Khalloufi, M.; Mesri, Y.; Valette, R.; Massoni, E.; Hachem, E. High fidelity anisotropic adaptive variational multiscale method for multiphase flows with surface tension. Comput. Methods Appl. Mech. Eng. 2016, 307, 44–67. [Google Scholar]
- Zhao, H.; Niu, W.; Zhang, B.; Lei, Y.; Kodama, M.; Ishide, T. Modelling of keyhole dynamics and porosity formation considering the adaptive keyhole shape and three-phase coupling during deep-penetration laser welding. J. Phys. D Appl. Phys. 2011, 44, 485302. [Google Scholar]
- Unni, A.K.; Vasudevan, M. Computational fluid dynamics simulation of hybrid laser-MIG welding of 316 LN stainless steel using hybrid heat source. Int. J. Therm. Sci. 2023, 185, 108042. [Google Scholar]
- Lin, Y.; Lüthi, C.; Afrasiabi, M. Enhanced heat source modelling in particle-based laser manufacturing simulations with ray tracing. Int. J. Heat Mass Transf. 2023, 214, 124378. [Google Scholar]
- Cetin, B.; Kuşcu, Y.F.; Çetin, B.; Tümüklü, Ö.; Cole, K.D. Semi-analytical source (SAS) method for 3-D transient heat conduction problems with moving heat source of arbitrary shape. Int. J. Heat Mass Transf. 2021, 165, 120692. [Google Scholar]
- Li, X.; Zhao, S.N.; Jiang, L.H.; Lu, Y.; Gong, M.; Zhang, C.; Gao, M. Droplet detachment and motion behaviors in laser-MIG hybrid welding of aluminium alloy. Int. J. Heat Mass Transf. 2023, 210, 124165. [Google Scholar]
- Kostrivas, A.; Lippold, J.C. Fusion boundary microstructure evolution in aluminium alloys. Weld World 2006, 50, 24–34. [Google Scholar] [CrossRef]
- Kouraytem, N.; Li, X.; Cunningham, R.; Zhao, C.; Parab, N.; Sun, T.; Rollett, A.D.; Spear, A.D.; Tan, W. Effect of laser-matter interaction on molten pool flow and keyhole dynamics. Phys. Rev. Appl. 2019, 11, 064054. [Google Scholar] [CrossRef]
- Sohail, M.; Han, S.-W.; Na, S.-J. Characteristics of weld pool behavior in laser welding with various power inputs. Weld World 2014, 58, 269–277. [Google Scholar] [CrossRef]
- Hua, K.; Zhao, Z.J.; Zou, J.L.; Wang, Z.; Huang, Z. The influence of laser-induced plume in the keyhole on the welding process. Hanjie Xuebao/Trans. China Weld. Inst. 2023, 44, 20–26. [Google Scholar]
- Chen, Y.T.; Yang, Z.D.; Xu, K.; He, P.; Shi, M.; Chen, S.; Fang, C. Effect of energy parameters on droplet transfer behavior and weld formation in laser-arc hybrid welding with cable-type welding wire. J. Mater. Res. Technol. 2023, 26, 4191–4205. [Google Scholar]
- Han, B.; Tao, W.; Chen, Y. Double-sided laser beam welded T-joints for aluminium-lithium alloy aircraft fuselage panels: Effects of filler elements on microstructure and mechanical properties. Opt. Laser Technol. 2017, 93, 99–108. [Google Scholar]
- Wang, Z.Y.; Gong, M.C.; Zhou, L.Z. A Review of Numerical Simulation of Laser-Arc Hybrid Welding. Materials 2023, 16, 3561. [Google Scholar]
- Li, L.Y.; Luo, Z.Y.; Hu, Y. Influence mechanism of laser power on hybrid laser-MAG welding undercut defect. Weld. World 2023, 67, 765–776. [Google Scholar] [CrossRef]
- Li, J.R.; Yu, M.; Wang, L.; Vogel, F.; Wang, X.N.; Shen, X.J.; Song, B.N.; Nagaumi, H. Effect of filling materials on microstructure and properties of CMT-laser beam oscillation hybrid welding behavior of dissimilar Al-Mg-Si alloys. J. Mater. Res. Technol. 2023, 26, 8272–8288. [Google Scholar] [CrossRef]
- Chen, S.J.; Liu, J.B.; Jiang, F. Gravity effects on temperature distribution and material flow in the keyhole pool of VPPA Al welding. Int. J. Heat Mass Transf. 2022, 191, 122823. [Google Scholar] [CrossRef]
- Liu, T.; Zhan, X.; Fu, R.; Liu, D. Study on the formation mechanism of fine equiaxed grain ribbons along the fusion lines during 2060/2099 Al-Li alloys dual laser-beam synchronous welding process. Mater. Res. Express 2019, 6, 126506. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Case 1 | Case 2 | Case 3 |
|---|---|---|---|
| Power (W) | 1500 | 1500 | 1500 |
| Welding speed (mm/s) | 3 | 3 | 4 |
| Feeding wire speed (mm/s) | 2 | 4 | 4 |
| Shield gas flux (L/min) | 20 | 20 | 20 |
| Defocus distance (mm) | 160 | 160 | 160 |
| Workpiece | ||||||||
| Al (2195) | Cu | Li | Ag | Zr | Fe | Mg | Ti | |
| Balance | 3.7 | 0.8 | 0.2 | 0.1 | 0.1 | 0.2 | 0.068 | |
| Filler Wire | ||||||||
| Al (ER2319) | Cu | Fe | Mn | Mg | Si | Zn | Ti | V |
| Balance | 5.6 | 0.3 | 0.3 | 0.2 | 0.2 | 0.1 | 0.15 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Xv, Q.; Tian, G.; Zhao, L.; Yang, X.; Li, M. Numerical Analysis of Thermal and Flow Behaviors with Weld Microstructures During Laser Welding with Filler Wire for 2195 Al-Li Alloys. Metals 2025, 15, 348. https://doi.org/10.3390/met15040348
Liu D, Xv Q, Tian G, Zhao L, Yang X, Li M. Numerical Analysis of Thermal and Flow Behaviors with Weld Microstructures During Laser Welding with Filler Wire for 2195 Al-Li Alloys. Metals. 2025; 15(4):348. https://doi.org/10.3390/met15040348
Chicago/Turabian StyleLiu, Dejun, Qihang Xv, Gan Tian, Ling Zhao, Xinzhi Yang, and Maochuan Li. 2025. "Numerical Analysis of Thermal and Flow Behaviors with Weld Microstructures During Laser Welding with Filler Wire for 2195 Al-Li Alloys" Metals 15, no. 4: 348. https://doi.org/10.3390/met15040348
APA StyleLiu, D., Xv, Q., Tian, G., Zhao, L., Yang, X., & Li, M. (2025). Numerical Analysis of Thermal and Flow Behaviors with Weld Microstructures During Laser Welding with Filler Wire for 2195 Al-Li Alloys. Metals, 15(4), 348. https://doi.org/10.3390/met15040348