
Study of Electrochemical Migration Behavior of Sn1.0Ag Solder

Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
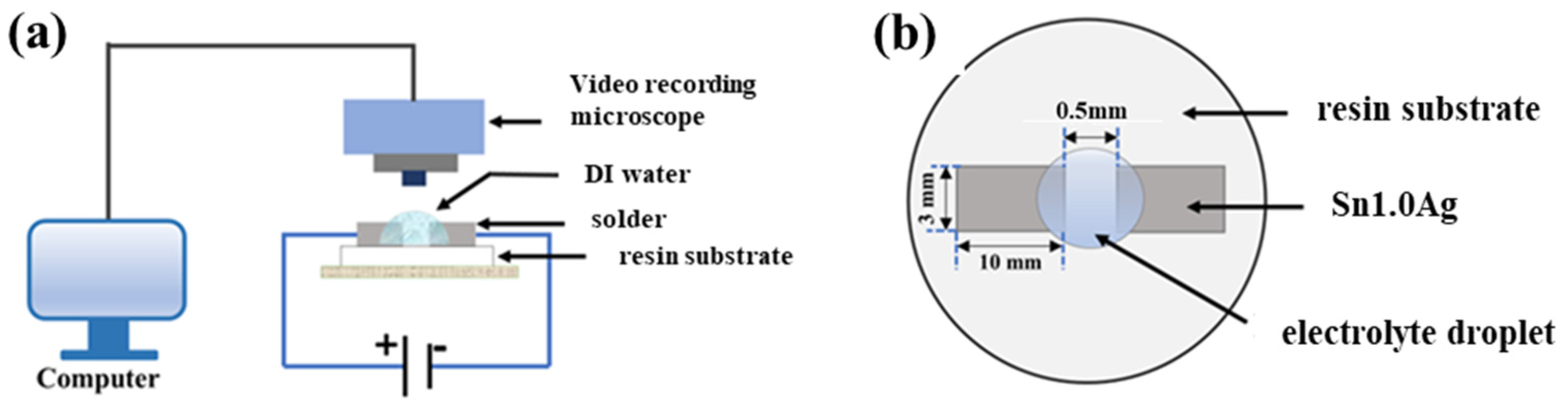
2.2. Experimental System Construction for Water Droplet Method
2.3. Analyzing ECM Generators
2.4. Polarization Test
3. Results
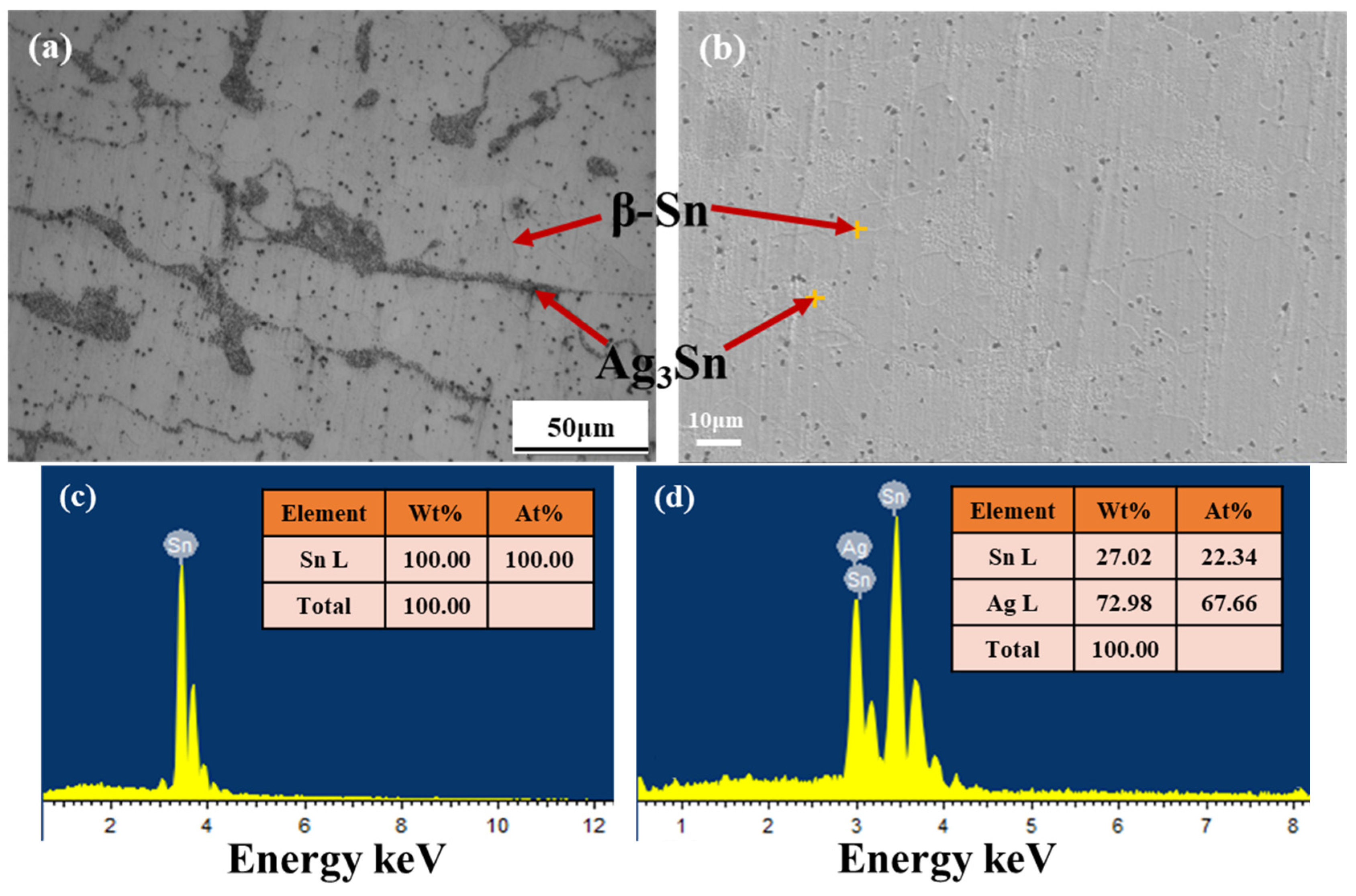
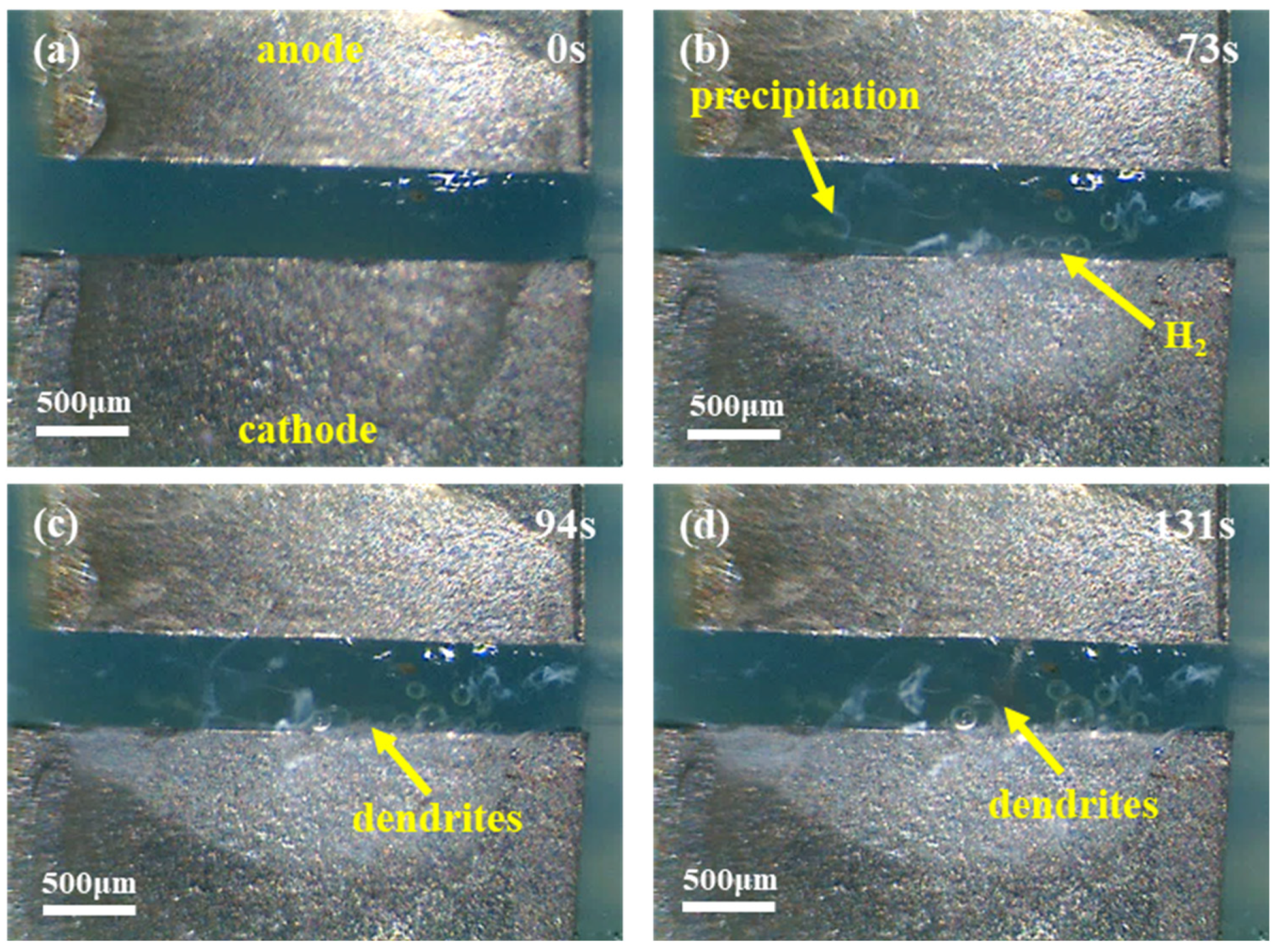
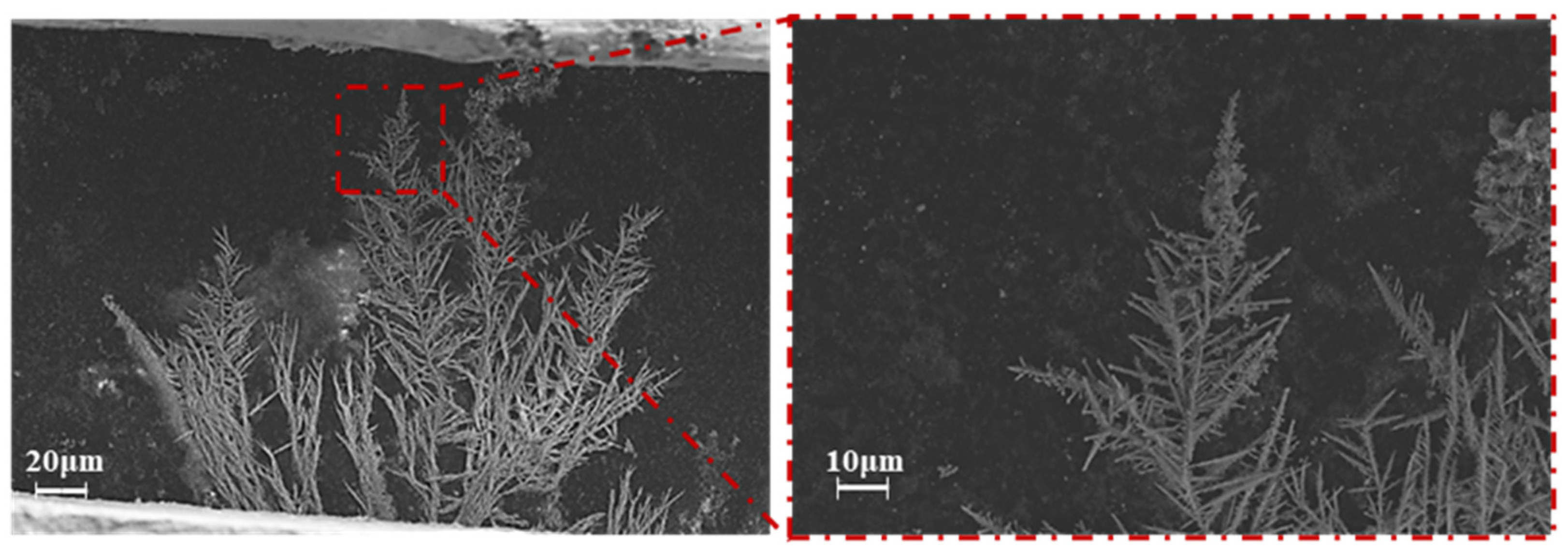
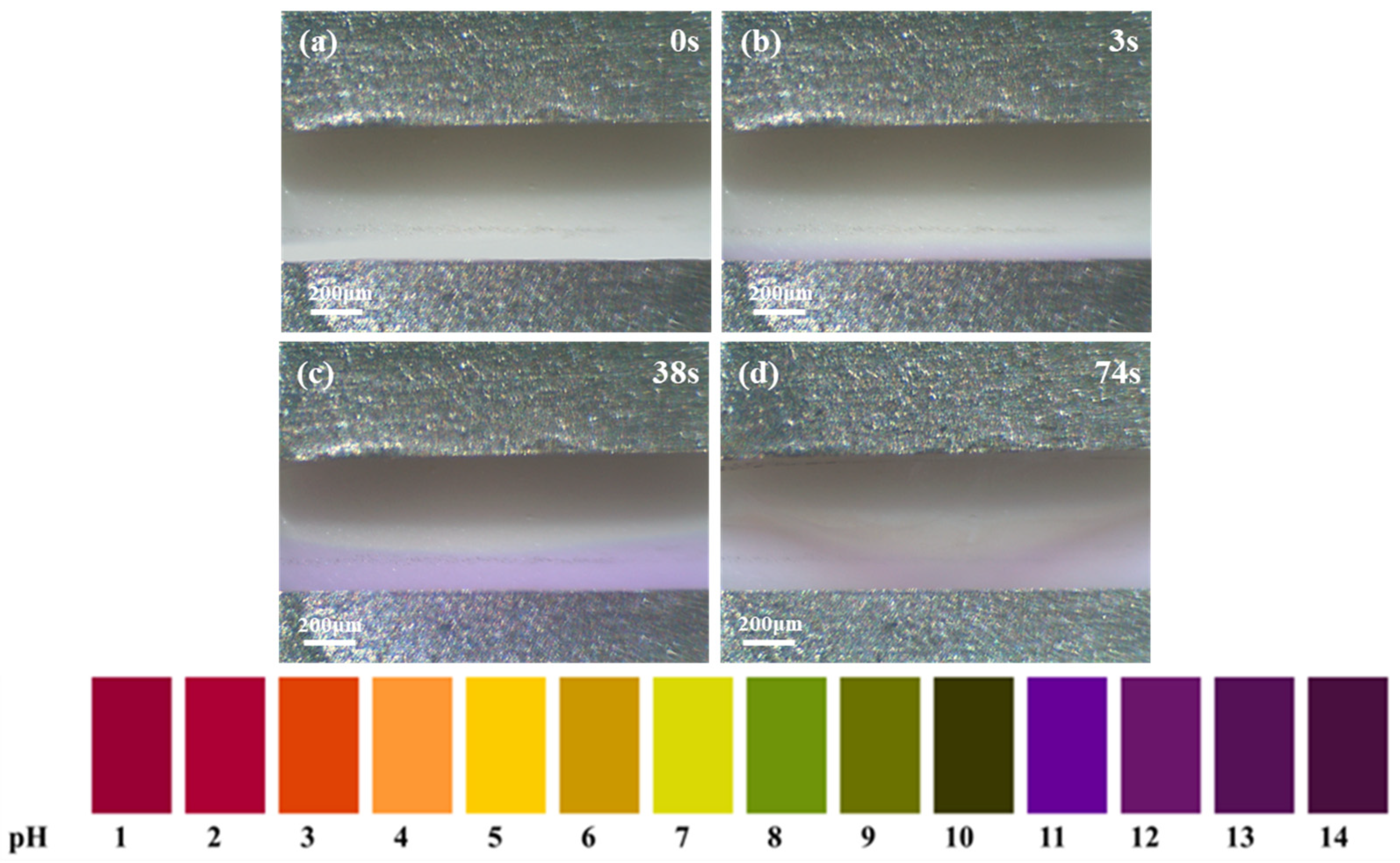
3.1. ECM of Sn1.0Ag Solder
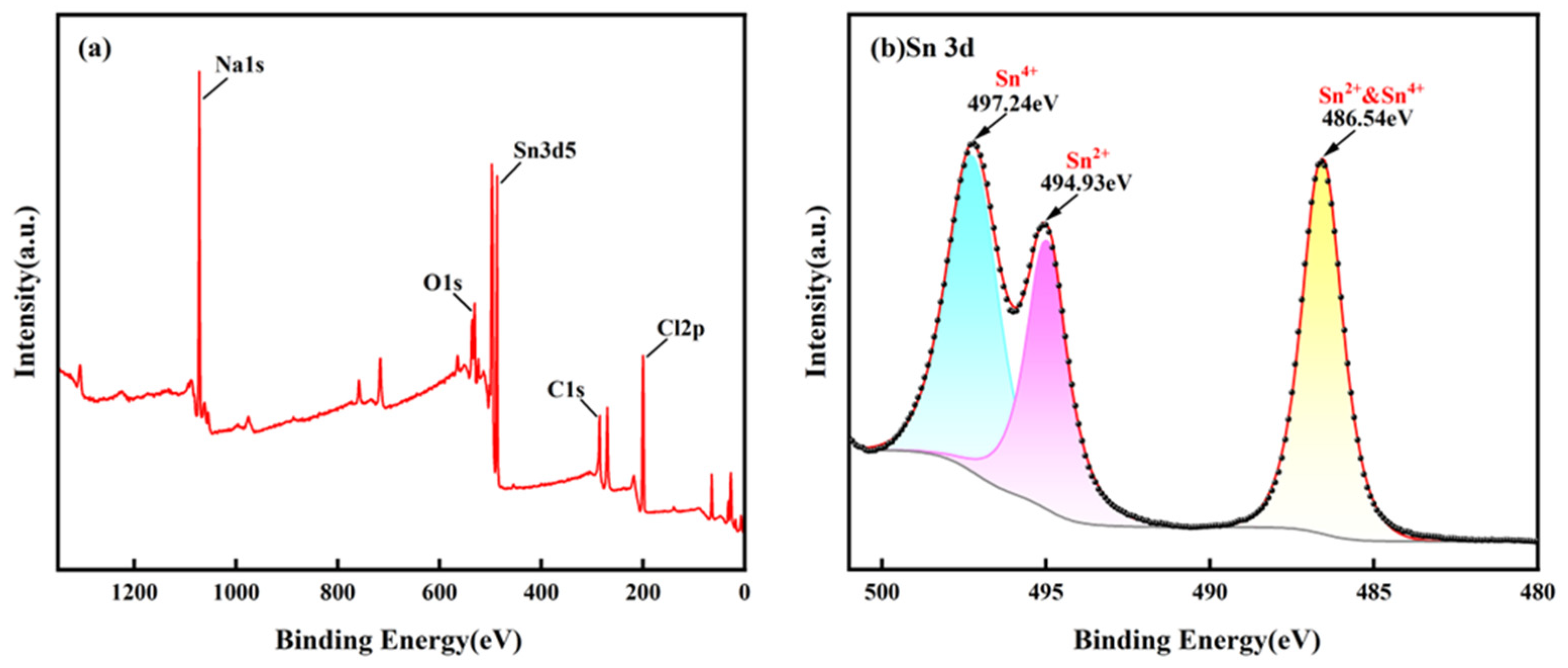
3.2. ECM Mechanism of Sn1.0Ag Solder
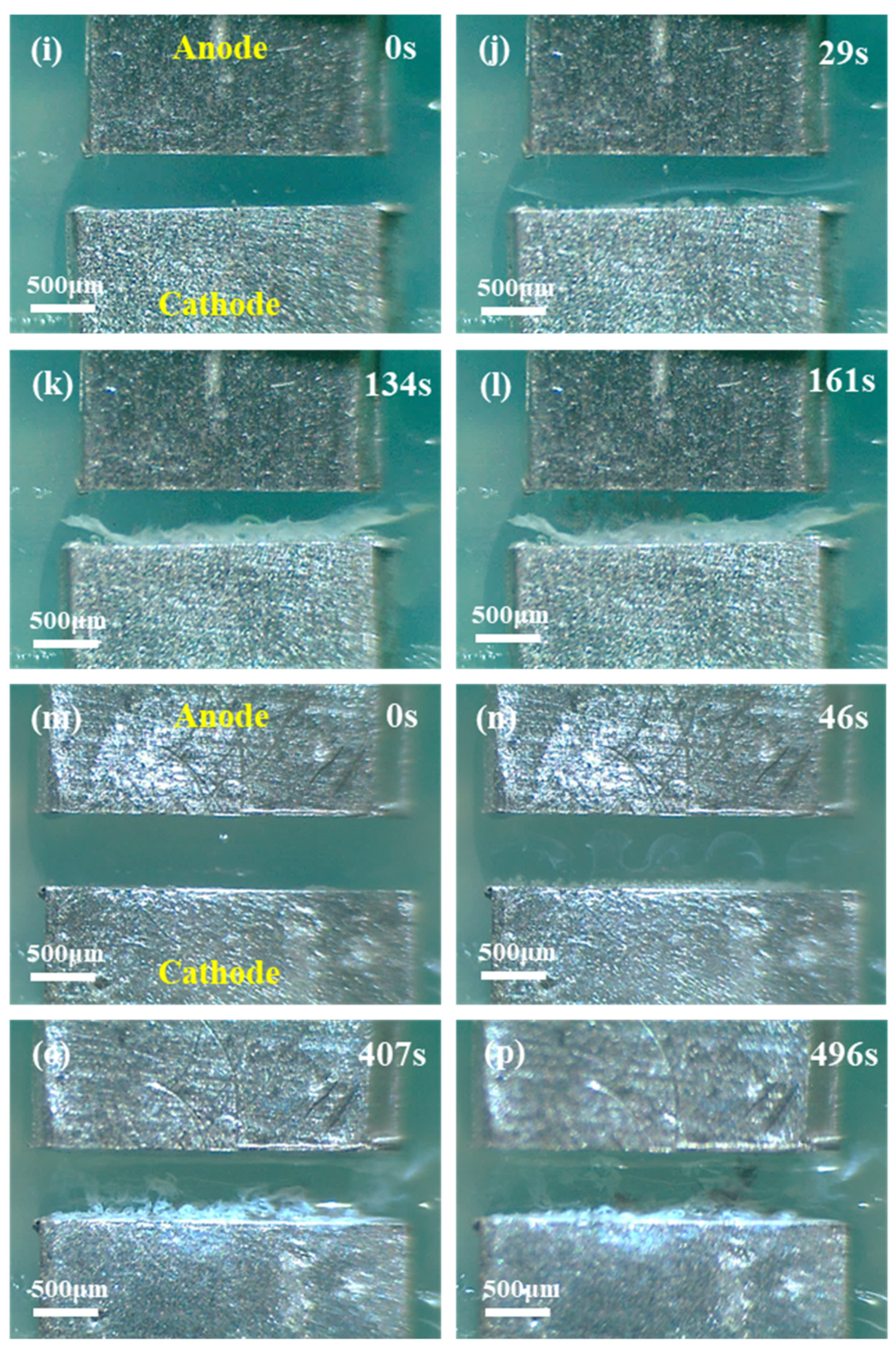
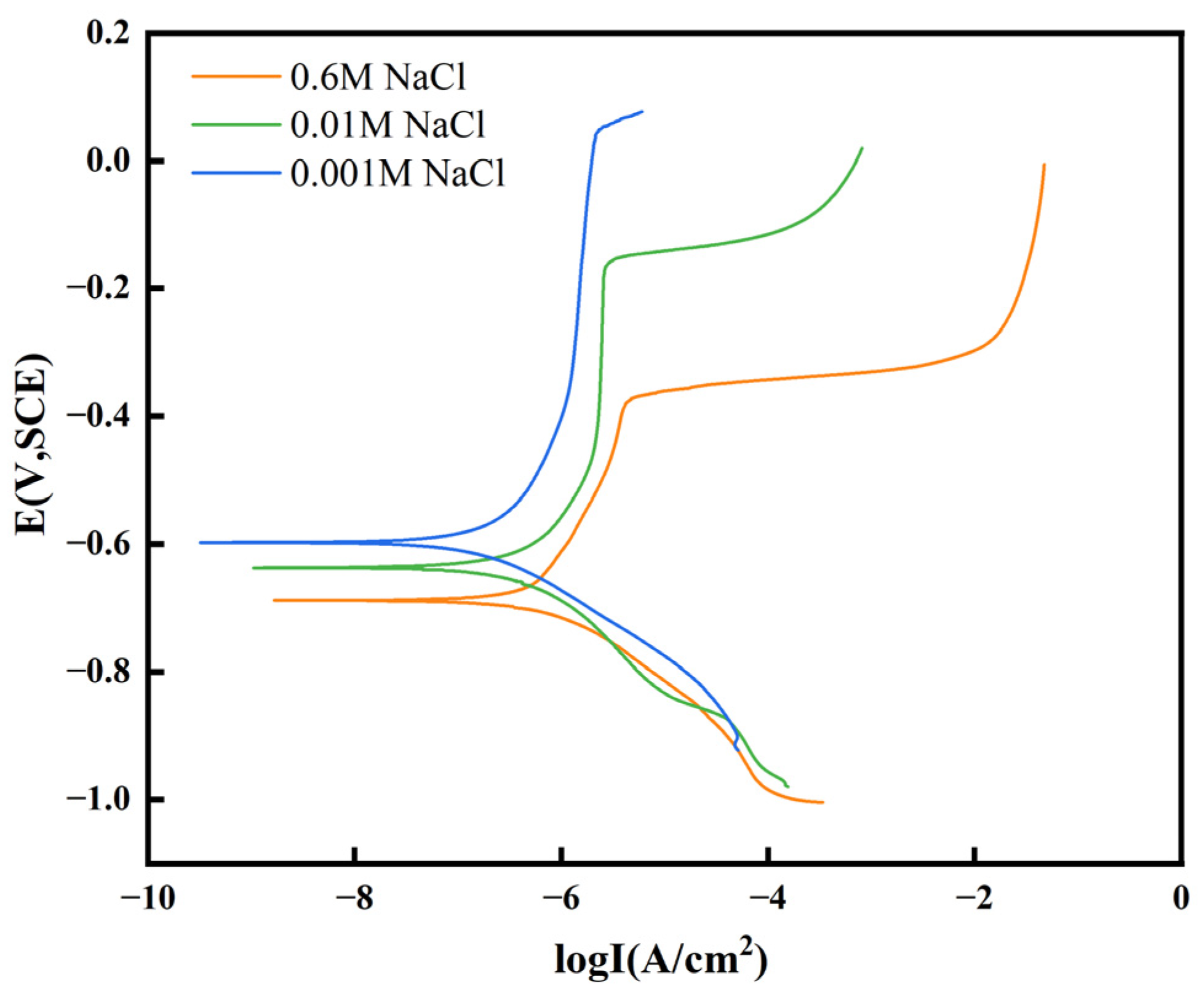
3.3. Effect of Different Concentrations of NaCl Solutions on ECM of Sn1.0Ag Solder
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pecht, M.; Shibutani, T.; Wu, L. A reliability assessment guide for the transition planning to lead-free electronics for companies whose products are RoHS exempted or excluded. Microelectron. Reliab. 2016, 62, 113–123. [Google Scholar] [CrossRef]
- Medgyes, B.; Horvath, B.; Illes, B.; Shinohara, T.; Tahara, A.; Harsanyi, G.; Krammer, O. Microstructure and elemental composition of electrochemically formed dendrites on lead-free micro-alloyed low Ag solder alloys used in electronics. Corros. Sci. 2015, 92, 43–47. [Google Scholar] [CrossRef]
- Mavoori, H.; Chin, J.; Vaynman, S.; Moran, B.; Keer, L.; Fine, M. Creep, stress relaxation, and plastic deformation in Sn-Ag and Sn-Zn eutectic solders. J. Electron. Mater. 1997, 26, 783–790. [Google Scholar] [CrossRef]
- Coyle, R.J. Lead (Pb)-free solders for high reliability and high-performance applications. In Lead-Free Soldering Process Development and Reliability; Wiley: Hoboken, NJ, USA, 2020; pp. 191–247. [Google Scholar]
- Dele-Afolabi, T.T.; Ansari, M.N.M.; Azmah Hanim, M.A.; Oyekanmi, A.A.; Ojo-Kupoluyi, O.J.; Atiqah, A. Recent advances in Sn-based lead-free solder interconnects for microelectronics packaging: Materials and technologies. J. Mater. Res. Technol. 2023, 25, 4231–4263. [Google Scholar] [CrossRef]
- Tunthawiroon, P.; Kanlayasiri, K. Effects of Ag contents in Sn–xAg lead-free solders on microstructure, corrosion behavior and interfacial reaction with Cu substrate. Trans. Nonferrous Met. Soc. China 2019, 29, 1696–1704. [Google Scholar] [CrossRef]
- Yi, P.; Xiao, K.; Dong, C.; Zou, S.; Li, X. Effects of mould on electrochemical migration behaviour of immersion silver finished printed circuit board. Bioelectrochemistry 2018, 119, 203–210. [Google Scholar] [CrossRef]
- Medgyes, B.; Gharaibeh, A.; Harsanyi, G.; Pecz, B.; Felhosi, I. Electrochemical corrosion and electrochemical migration characteristics of SAC-1Bi-xMn solder alloys in NaCl solution. Corros. Sci. 2023, 213, 110965. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, J.; Wang, J.; Li, S.; Tian, F.; Chen, H.; Peng, G.; Li, M. Corrosion resistance and electrochemical migration behavior of InSnBiAgxZn low-melting-point alloy solders. J. Mater. Res. Technol. 2024, 32, 792–801. [Google Scholar] [CrossRef]
- Zeng, Q.; Chen, H.; Liao, B.; Guo, X. Electrochemical Migration Failure of Pure Tin Under Bromide-Polluted Thin Electrolyte Layer. Surf. Rev. Lett. 2022, 29, 2250089. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, D.; Cao, C.; Xu, T.; Tian, X.; Zhao, X.; Huo, Y. The reliability study on electrochemical migration evaluations for common substrates in power electronics. In Proceedings of the 2023 24th International Conference on Electronic Packaging Technology (ICEPT), Shihezi, China, 8–11 August 2023. [Google Scholar]
- Lee, S.-B.; Yoo, Y.-R.; Jung, J.-Y.; Park, Y.-B.; Kim, Y.-S.; Joo, Y.-C. Electrochemical migration characteristics of eutectic SnPb solder alloy in printed circuit board. Thin Solid Film. 2006, 504, 294–297. [Google Scholar] [CrossRef]
- Du, S.; Li, F.; Bjerg Grumsen, F.; Ambat, R. Effect of bias potential and dimension on electrochemical migration of capacitors for implantable devices. NPJ Mater. Degrad. 2024, 8, 24. [Google Scholar] [CrossRef]
- Lee, E.L.; Goh, Y.S.; Haseeb, A.S.M.A.; Wong, Y.H.; Mohd Sabri, M.F.; Low, B.Y. Review—Electrochemical migration in electronic materials: Factors affecting the mechanism and recent strategies for inhibition. J. Electrochem. Soc. 2023, 170, 021505. [Google Scholar] [CrossRef]
- Song, X.; Wang, K.; Chen, Z.; Ren, K.; Liu, P. Electrochemical migration behavior on fr-4 printed circuit board with different surface finishes. J. Electron. Mater. 2023, 52, 6121–6132. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, S.; Cai, L.; Sun, D. Failure analysis of GaN-based optoelectronic devices: Insights into photo-induced electrochemical migration. Microelectron. Reliab. 2025, 164, 115568. [Google Scholar] [CrossRef]
- Liao, B.; Wang, H.; Wan, S.; Xiao, W.; Guo, X. Electrochemical migration inhibition of tin by disodium hydrogen phosphate in water drop test. Metals 2020, 10, 942. [Google Scholar] [CrossRef]
- Minzari, D.; Jellesen, M.S.; Moller, P.; Ambat, R. On the electrochemical migration mechanism of tin in electronics. Corros. Sci. 2011, 53, 3366–3379. [Google Scholar] [CrossRef]
- Noh, B.I.; Lee, J.B.; Lee, B.Y.; Jung, S.B. Characteristic of electrochemical migration on flexible printed circuit board. Mater. Sci. Forum 2008, 580, 229–232. [Google Scholar] [CrossRef]
- Cao, C.; Yang, M.; Liang, C.; Zhang, D.; Chen, X.; Zhao, X.; Lee, C.C.; Huo, Y. A phase-field model of electrochemical migration for silver-based conductive adhesives. Electrochim. Acta 2023, 471, 143388. [Google Scholar] [CrossRef]
- Medgyes, B.; Adam, S.; Szikora, B.; Gal, L.; Tamasi, P. Electrochemical migration of Ag in Na2SO4 environment. In Proceedings of the 2015 IEEE 21st International Symposium for Design and Technology in Electronic Packaging (SIITME), Brasov, Romania, 22–25 October 2015. [Google Scholar]
- Farina, S.; Morando, C. Comparative corrosion behaviour of different Sn-based solder alloys. J. Mater. Sci. Mater. Electron. 2015, 26, 464–471. [Google Scholar] [CrossRef]
- Liao, B.; Chen, Z.; Qiu, Y.; Zhang, G.; Guo, X. Effect of citrate ions on the electrochemical migration of tin in thin electrolyte layer containing chloride ions. Corros. Sci. 2016, 112, 393–401. [Google Scholar] [CrossRef]
- Hien, V.X.; Lee, J.-H.; Kim, J.-J.; Heo, Y.-W. Structure and NH3 sensing properties of SnO thin film deposited by RF magnetron sputtering. Sens. Actuators B Chem. 2014, 194, 134–141. [Google Scholar] [CrossRef]
- Yan, L.; Pan, J.S.; Ong, C.K. XPS studies of room temperature magnetic Co-doped SnO2 deposited on Si. Mater. Sci. Eng. B 2006, 128, 34–36. [Google Scholar] [CrossRef]
- Yi, P.; Yang, Z.; Wang, W.; Zhang, T.; Xu, J.; Xiao, K.; Dong, C. In situ study the effects of bias and electric field intensity on electrochemical migration behavior of Sn96.5Ag3.0Cu0.5 solder alloy. J. Mater. Res. Technol. 2023, 27, 5607–5614. [Google Scholar] [CrossRef]
- Goh, Y.S.; Haseeb, A.S.M.A.; Basirun, W.J.; Wong, Y.H.; Mohd Sabri, M.F.; Low, B.Y. Effects of Concentration of Adipic Acid on the Electrochemical Migration of Tin for Printed Circuit Board Assembly. J. Electron. Mater. 2023, 52, 2236–2249. [Google Scholar] [CrossRef]
- Yi, P.; Dong, C.; Ao, M.; Xiao, K. A study on protection behavior of inorganic coating prepared by magnetron sputtering technology for electrochemical migration corrosion failure of SAC305 alloy. Ceram. Int. 2020, 46, 25568–25575. [Google Scholar] [CrossRef]
- Hong, M.-S.; Kim, J.-G. Method for mitigating electrochemical migration on printed circuit boards. J. Electron. Mater. 2019, 48, 5012–5017. [Google Scholar] [CrossRef]
- Bard, A.J.; Parsons, R.; Jordan, J. Standard Potentials in Aqueous Solution; Routledge: Abingdon, UK, 2017. [Google Scholar]
- Gharaibeh, A.; Felhosi, I.; Keresztes, Z.; Harsanyi, G.; Illes, B.; Medgyes, B. Electrochemical corrosion of SAC alloys: A review. Metals 2020, 10, 1276. [Google Scholar] [CrossRef]
- Séby, F.; Potin-Gautier, M.; Giffaut, E.; Donard, O.F.X. A critical review of thermodynamic data for inorganic tin species. Geochim. Cosmochim. Acta 2001, 65, 3041–3053. [Google Scholar] [CrossRef]
- Qi, X.; Ma, H.; Li, X.; Shang, S.; Wang, Y.; Ma, H. Electrochemical Migration behavior of Sn9Zn. In Proceedings of the 2019 20th International Conference on Electronic Packaging Technology (ICEPT), Hong Kong, China, 12–15 August 2019. [Google Scholar]
- Zhong, X.; Zhang, G.; Qiu, Y.; Chen, Z.; Zou, W.; Guo, X. In situ study the dependence of electrochemical migration of tin on chloride. Electrochem. Commun. 2013, 27, 63–68. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration of NaCl Solution | Eocp (V) | Ecorr (V) | Icorr (A/cm2) | Epit (V) |
|---|---|---|---|---|
| 0.6 M | −0.50 | −0.67 | 5.80 × 10−7 | −0.38 |
| 0.01 M | −0.47 | −0.62 | 4.63 × 10−7 | −0.16 |
| 0.001 M | −0.42 | −0.60 | 2.06 × 10−7 | 0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, T.; Lu, F.; Shang, M.; Wang, Y.; Ma, H. Study of Electrochemical Migration Behavior of Sn1.0Ag Solder. Metals 2025, 15, 434. https://doi.org/10.3390/met15040434
Zhou T, Lu F, Shang M, Wang Y, Ma H. Study of Electrochemical Migration Behavior of Sn1.0Ag Solder. Metals. 2025; 15(4):434. https://doi.org/10.3390/met15040434
Chicago/Turabian StyleZhou, Tianshuo, Fuye Lu, Min Shang, Yunpeng Wang, and Haitao Ma. 2025. "Study of Electrochemical Migration Behavior of Sn1.0Ag Solder" Metals 15, no. 4: 434. https://doi.org/10.3390/met15040434
APA StyleZhou, T., Lu, F., Shang, M., Wang, Y., & Ma, H. (2025). Study of Electrochemical Migration Behavior of Sn1.0Ag Solder. Metals, 15(4), 434. https://doi.org/10.3390/met15040434