
Hydrometallurgical Leaching of Copper and Cobalt from a Copper–Cobalt Ore by Aqueous Choline Chloride-Based Deep Eutectic Solvent Solutions



Abstract

1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Sample Collection and Preparation
2.3. Sample Characterisation
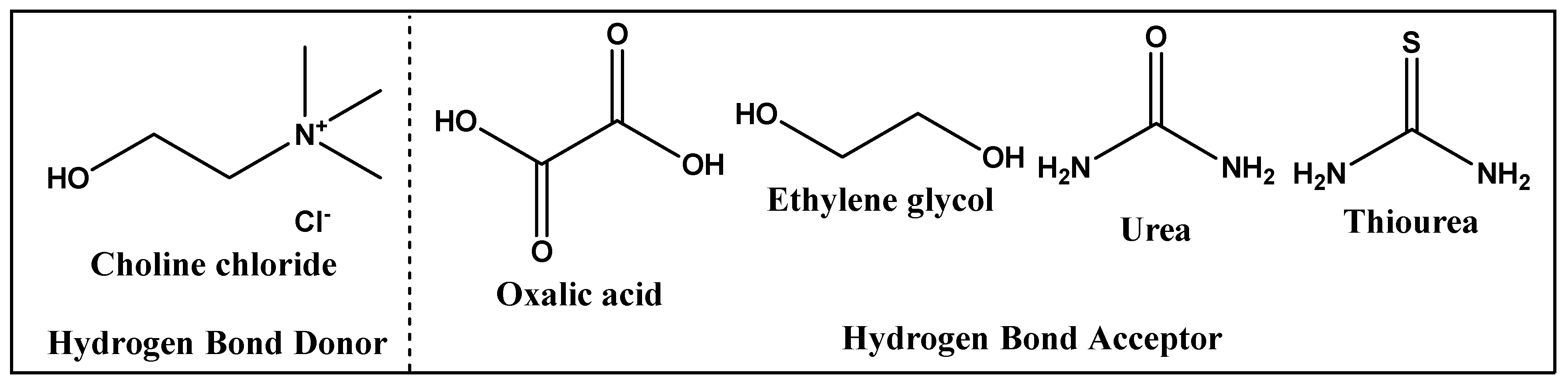
2.4. Synthesis of DESs
2.5. Leaching Tests and Analysis
3. Results and Discussion
3.1. FT-IR Characterisation
3.2. Screening of Leaching Lixiviants
3.3. Influence of Process Parameters on Cu and Co Leaching from Cu–Co Ore
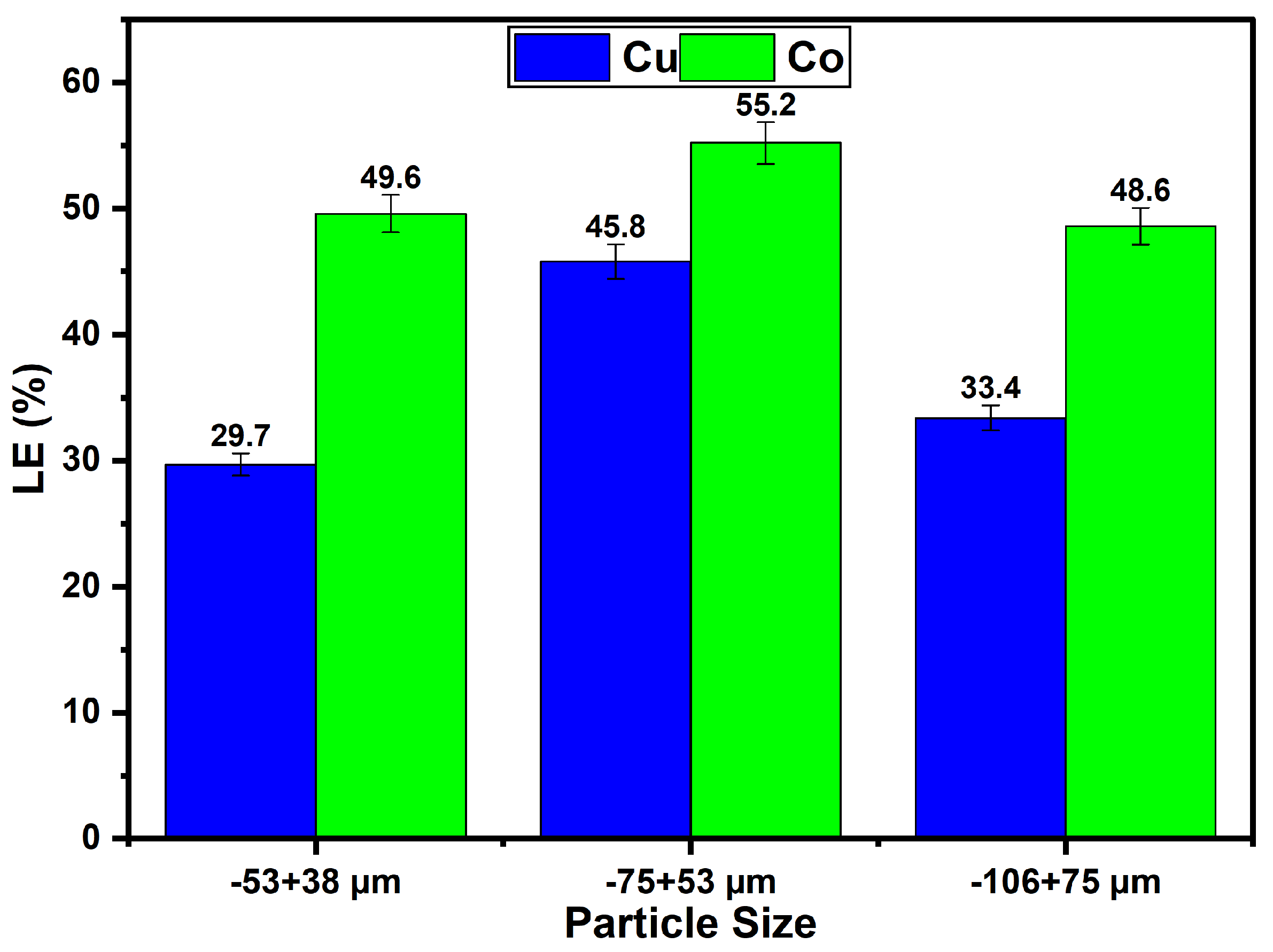
3.3.1. Particle Size
3.3.2. Solid-to-Liquid Ratio (S/L)
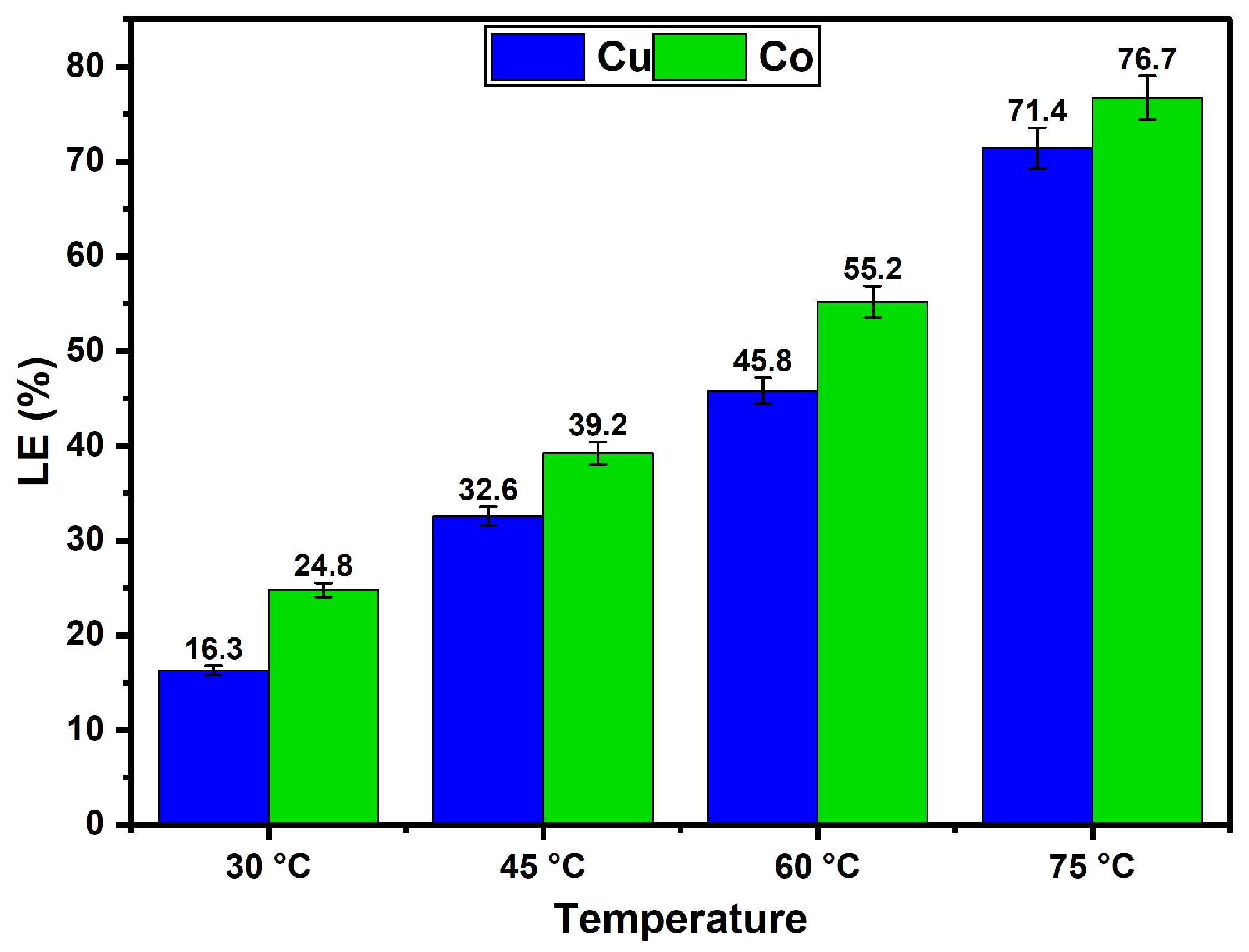
3.3.3. Temperature
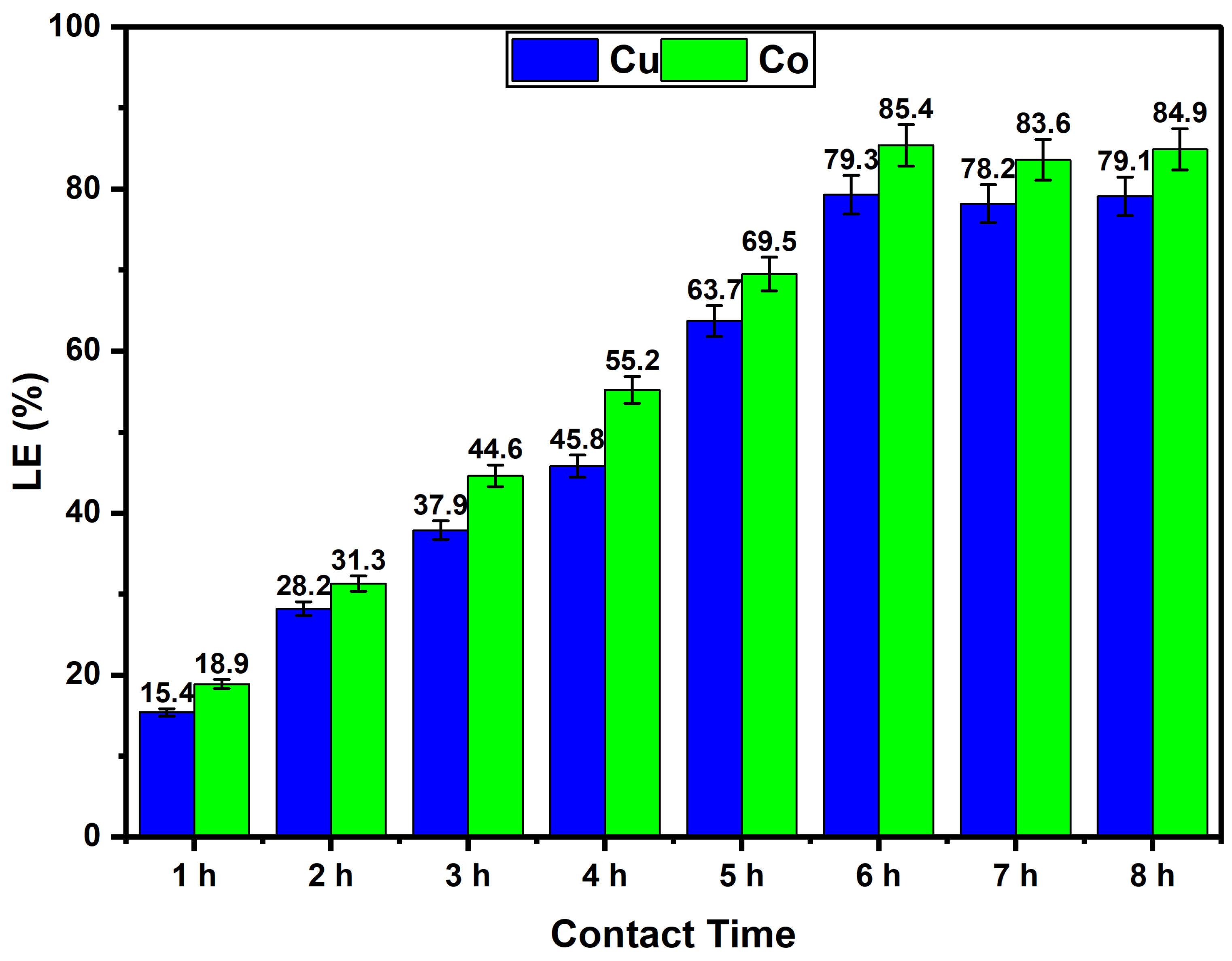
3.3.4. Contact Time
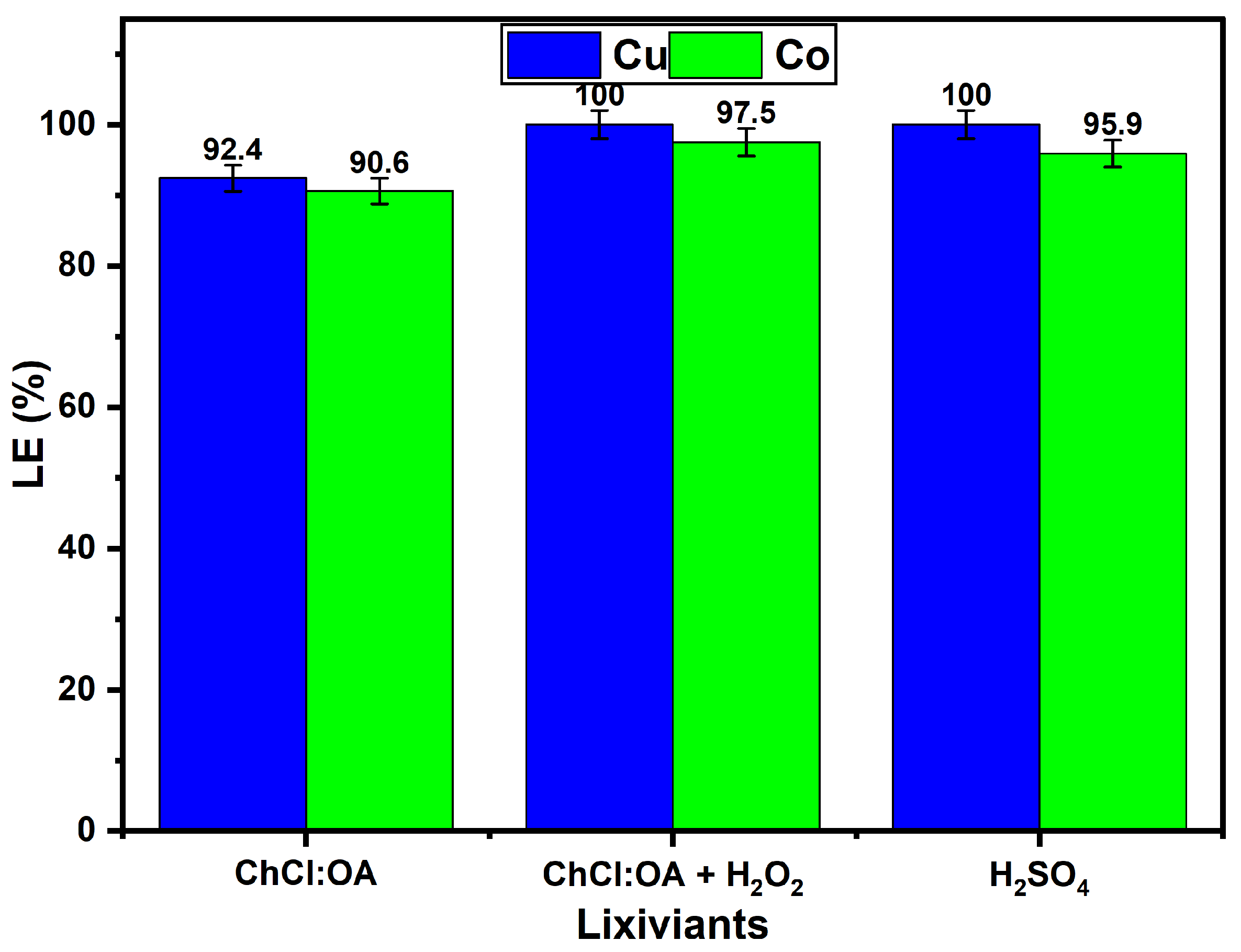
3.3.5. Different Lixiviants
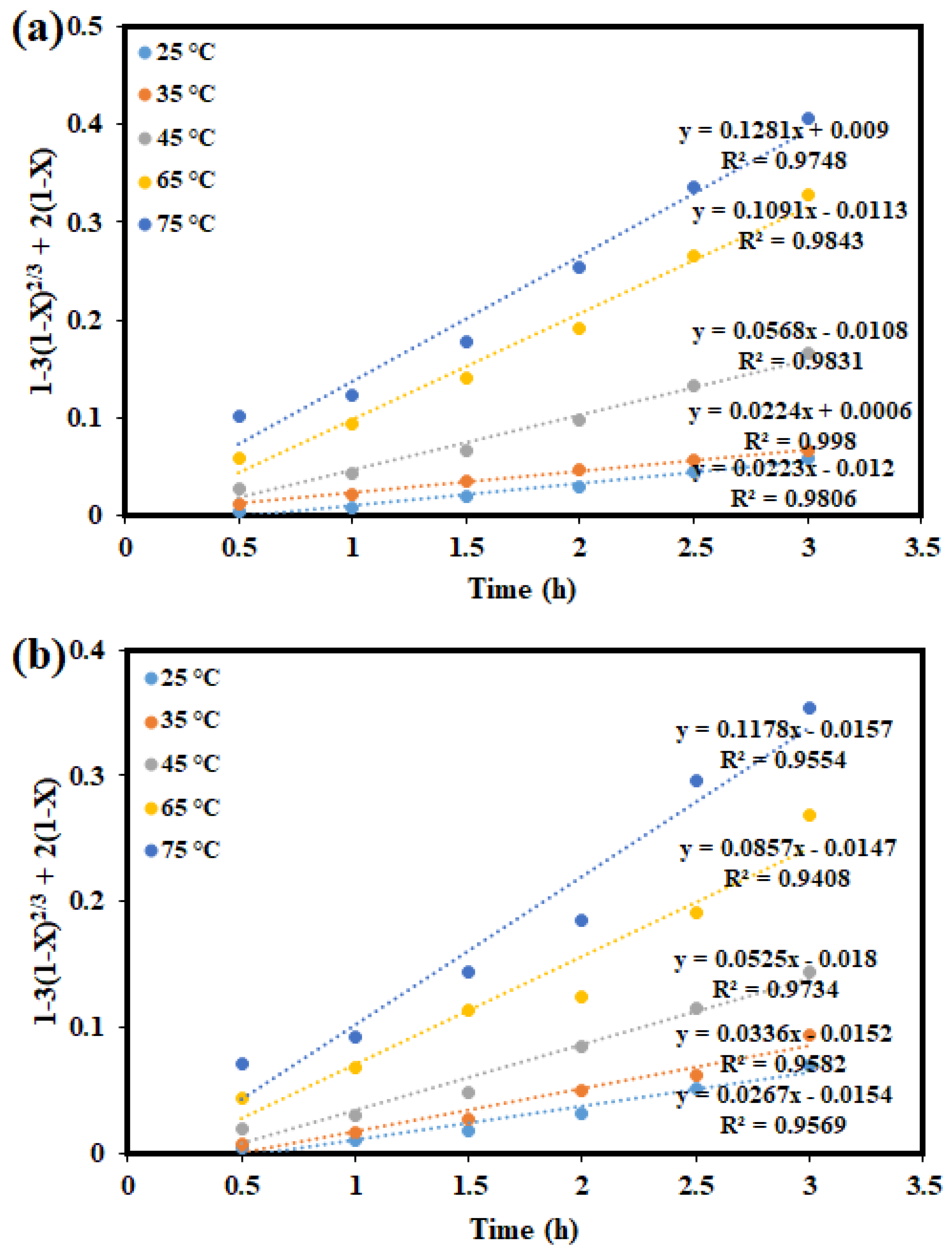
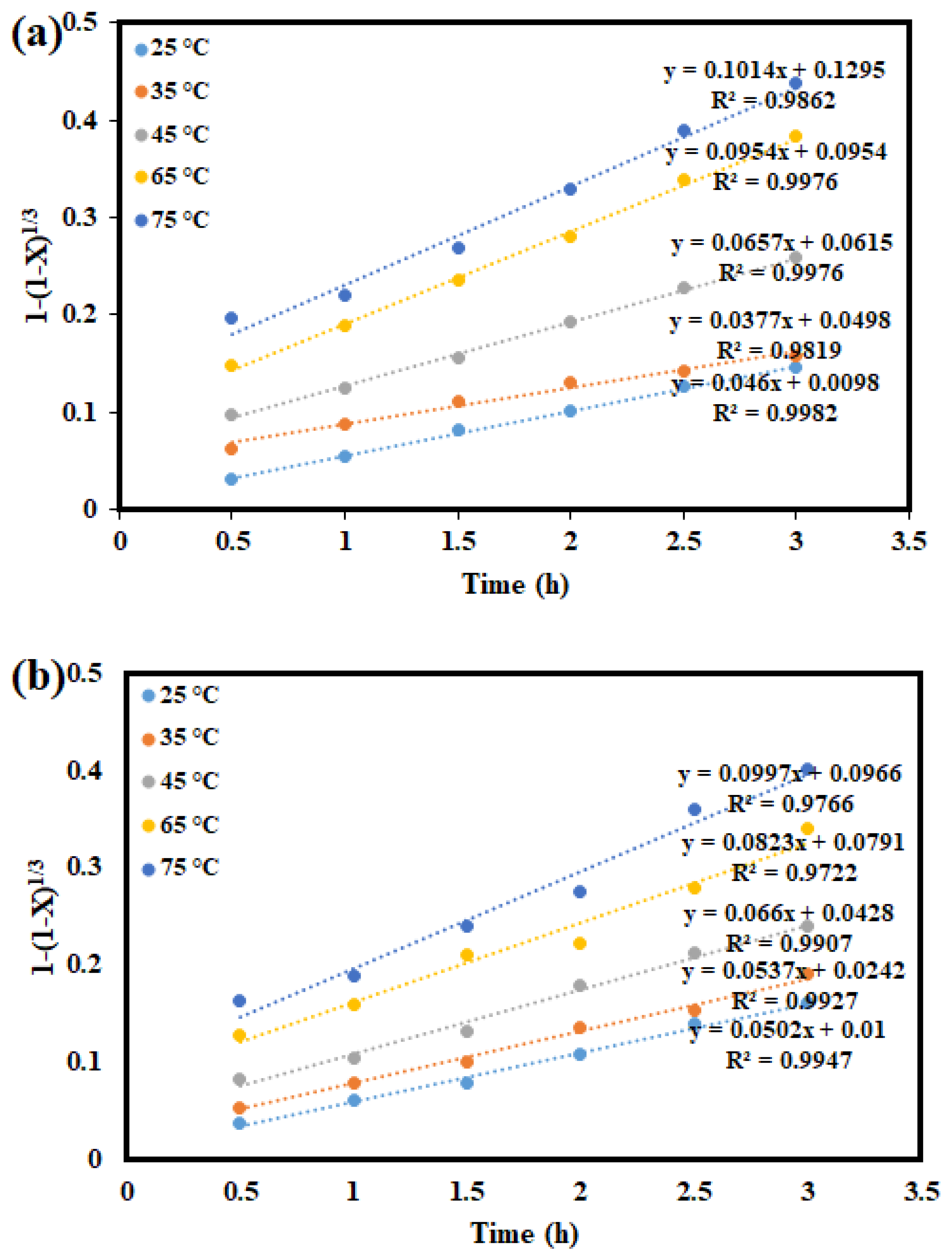
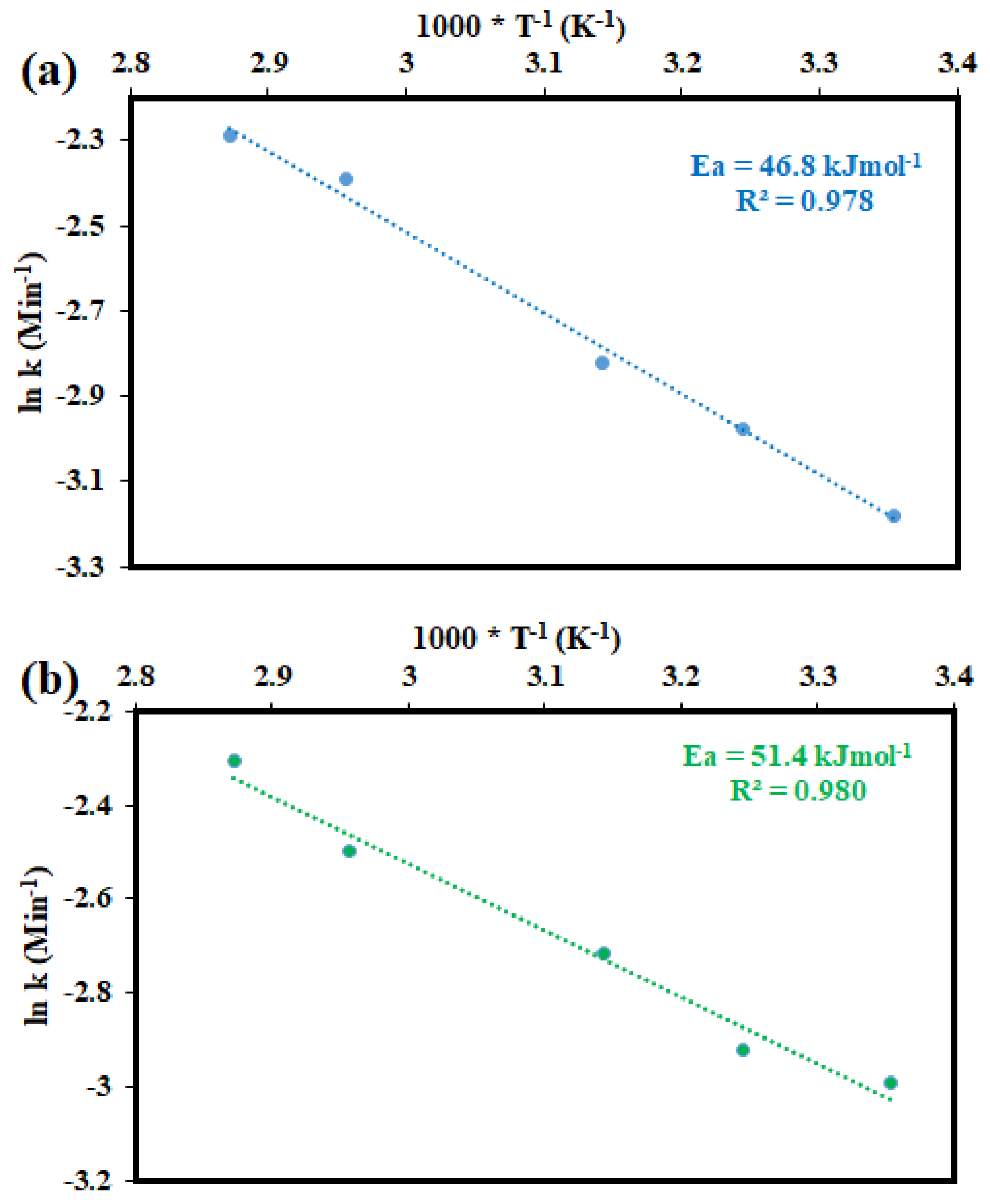
3.4. Dissolution Kinetics
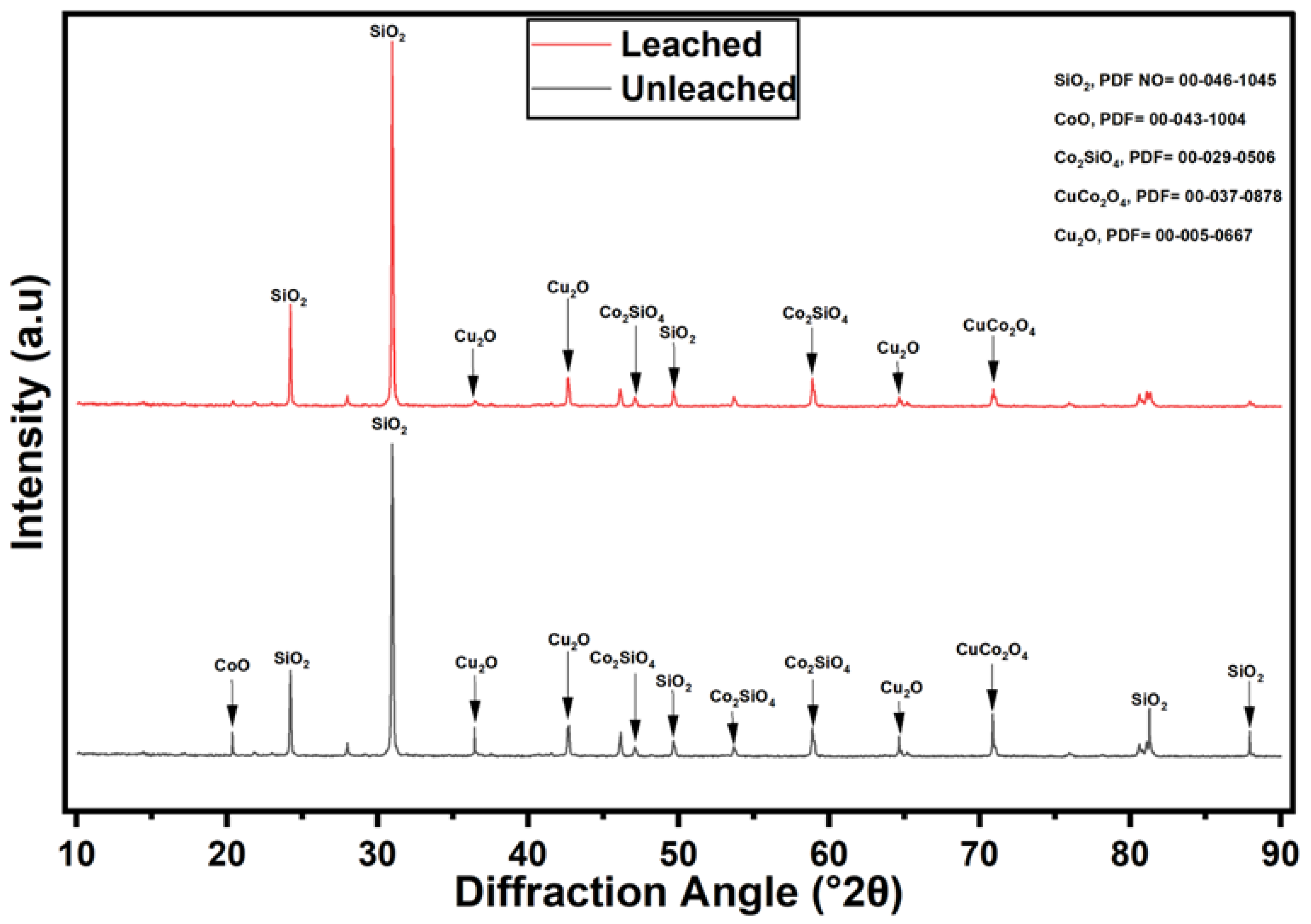
3.5. Characterisation of Pre- and Leached Cu–Co Ore
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DESs | Deep eutectic solvents |
| ILs | Ionic liquids |
| HBA | Hydrogen bond acceptors |
| HBD | Hydrogen bond donors |
| ChCl | Choline chloride |
| U | Urea |
| TU | Thiourea |
| EG | Ethylene glycol |
| OA | Oxalic acid dihydrate |
| DRC | Democratic Republic of Congo |
| XRF | X-ray fluorescence |
| SEM | Scanning electron microscopy |
| EDS | Energy dispersive spectroscopy |
| XRD | X-ray diffraction |
| FTIR | Fourier transform infrared spectroscopy |
| AAS | Atomic absorption spectroscopy |
| S/L | Solid–liquid ratio |
| SCM | Shrinking core model |
| Ea | Activation energy |
References
- Safari, H.; Rezaee, M.; Chelgani, S.C. Ecofriendly Leaching Agents for Copper Extraction—An Overview of Amino and Organic Acid Applications. Green Smart Min. Eng. 2024, 1, 336–345. [Google Scholar] [CrossRef]
- Flores, G.A.; Risopatron, C.; Pease, J. Processing of Complex Materials in the Copper Industry: Challenges and Opportunities Ahead. JOM 2020, 72, 3447–3461. [Google Scholar] [CrossRef]
- Priyam Sharma, J.; Ranjan Sahoo, P.; Mahanta, H.; Venkatesh, A.S.; Babu, E.V.S.S.K.; John, M.M. Constraints on the Genesis of the Proterozoic Bornite Dominated Copper Deposit from Nim Ka Thana, Western India: An IOCG Perspective. Ore Geol. Rev. 2020, 118, 103338. [Google Scholar] [CrossRef]
- Santoro, L.; Tshipeng, S.; Pirard, E.; Bouzahzah, H.; Kaniki, A.; Herrington, R. Mineralogical Reconciliation of Cobalt Recovery from the Acid Leaching of Oxide Ores from Five Deposits in Katanga (DRC). Miner. Eng. 2019, 137, 277–289. [Google Scholar] [CrossRef]
- Oke, E.A.; Potgieter, H.; Mondlane, F.; Skosana, N.P.; Teimouri, S.; Nyembwe, J.K. Concurrent Leaching of Copper and Cobalt from a Copper–Cobalt Ore Using Sulfuric and Organic Acids. Miner. Eng. 2024, 216, 108853. [Google Scholar] [CrossRef]
- Gulley, A.L. One Hundred Years of Cobalt Production in the Democratic Republic of the Congo. Resour. Policy 2022, 79, 103007. [Google Scholar] [CrossRef]
- Alvial-Hein, G.; Mahandra, H.; Ghahreman, A. Separation and Recovery of Cobalt and Nickel from End of Life Products via Solvent Extraction Technique: A Review. J. Clean. Prod. 2021, 297, 126592. [Google Scholar] [CrossRef]
- Długosz, O.; Krawczyk, P.; Banach, M. Equilibrium, Kinetics and Thermodynamics of Metal Oxide Dissolution Based on CuO in a Natural Deep Eutectic Solvent. Chem. Eng. Res. Des. 2024, 202, 365–376. [Google Scholar] [CrossRef]
- Mishra, S.; Ram Jadhao, P.; Pandey, V.; Pant, K.K.; Harbottle, D. Exploring Deep Eutectic Solvents of Methane Sulfonic Acid and Choline Chloride: Formation, Properties, and Metal Solvent Effectiveness. J. Mol. Liq. 2024, 415, 126338. [Google Scholar] [CrossRef]
- Richter, J.; Ruck, M. Synthesis and Dissolution of Metal Oxides in Ionic Liquids and Deep Eutectic Solvents. Molecules 2019, 25, 78. [Google Scholar] [CrossRef]
- Moysiadou, A.; Hu, X. Stability Profiles of Transition Metal Oxides in the Oxygen Evolution Reaction in Alkaline Medium. J. Mater. Chem. A 2019, 7, 25865–25877. [Google Scholar] [CrossRef]
- Di Maria, A.; Merchán, M.; Marchand, M.; Eguizabal, D.; De Cortázar, M.G.; Van Acker, K. Evaluating Energy and Resource Efficiency for Recovery of Metallurgical Residues Using Environmental and Economic Analysis. J. Clean. Prod. 2022, 356, 131790. [Google Scholar] [CrossRef]
- Abbott, A.P.; Frisch, G.; Hartley, J.; Ryder, K.S. Processing of Metals and Metal Oxides Using Ionic Liquids. Green Chem. 2011, 13, 471. [Google Scholar] [CrossRef]
- Chen, W.; Jiang, J.; Lan, X.; Zhao, X.; Mou, H.; Mu, T. A Strategy for the Dissolution and Separation of Rare Earth Oxides by Novel Brønsted Acidic Deep Eutectic Solvents. Green Chem. 2019, 21, 4748–4756. [Google Scholar] [CrossRef]
- Rodriguez Rodriguez, N.; Machiels, L.; Binnemans, K. P-Toluenesulfonic Acid-Based Deep-Eutectic Solvents for Solubilizing Metal Oxides. ACS Sustain. Chem. Eng. 2019, 7, 3940–3948. [Google Scholar] [CrossRef]
- Hansen, B.B.; Spittle, S.; Chen, B.; Poe, D.; Zhang, Y.; Klein, J.M.; Horton, A.; Adhikari, L.; Zelovich, T.; Doherty, B.W.; et al. Deep Eutectic Solvents: A Review of Fundamentals and Applications. Chem. Rev. 2021, 121, 1232–1285. [Google Scholar] [CrossRef] [PubMed]
- Oke, E.A. Examining the Effectiveness of Deep Eutectic Solvents in Removal of Sulfur from Fuel Oil: A Mini Review. Chem. Afr. 2024, 7, 3565–3578. [Google Scholar] [CrossRef]
- Pateli, I.M.; Thompson, D.; Alabdullah, S.S.M.; Abbott, A.P.; Jenkin, G.R.T.; Hartley, J.M. The Effect of PH and Hydrogen Bond Donor on the Dissolution of Metal Oxides in Deep Eutectic Solvents. Green Chem. 2020, 22, 5476–5486. [Google Scholar] [CrossRef]
- Jangir, A.K.; Sethy, P.; Verma, G.; Bahadur, P.; Kuperkar, K. An Inclusive Thermophysical and Rheology Portrayal of Deep Eutectic Solvents (DES) for Metal Oxides Dissolution Enhancement. J. Mol. Liq. 2021, 332, 115909. [Google Scholar] [CrossRef]
- Zinov’eva, I.V.; Fedorov, A.Y.a.; Milevskii, N.A.; Zakhodyaeva, Y.u.A.; Voshkin, A.A. Dissolution of Metal Oxides in a Choline Chloride–Sulphosalicylic Acid Deep Eutectic Solvent. Theor. Found. Chem. Eng. 2021, 55, 663–670. [Google Scholar] [CrossRef]
- Teimouri, S.; Potgieter, J.H.; Billing, C.; Conradie, J. The Feasibility of Pyrite Dissolution in the Deep Eutectic Solvent Ethaline: Experimental and Theoretical Study. J. Mol. Liq. 2023, 392, 123468. [Google Scholar] [CrossRef]
- Zhang, M.; Tian, R.; Han, H.; Wu, K.; Wang, B.; Liu, Y.; Zhu, Y.; Lu, H.; Liang, B. Preparation Strategy and Stability of Deep Eutectic Solvents: A Case Study Based on Choline Chloride-Carboxylic Acid. J. Clean. Prod. 2022, 345, 131028. [Google Scholar] [CrossRef]
- Abbott, A.P.; Boothby, D.; Capper, G.; Davies, D.L.; Rasheed, R.K. Deep Eutectic Solvents Formed between Choline Chloride and Carboxylic Acids: Versatile Alternatives to Ionic Liquids. J. Am. Chem. Soc. 2004, 126, 9142–9147. [Google Scholar] [CrossRef]
- Shiri, H.R.; Mokmeli, M.; Ghadamgahi, S.M.; Babakhani, A. Deep Eutectic Solvents (DESs) for Chalcopyrite Concentrate Extraction: Leaching, Optimization and Kinetics Mechanism. J. Environ. Chem. Eng. 2025, 13, 117779. [Google Scholar] [CrossRef]
- Chen, J.; Zhong, H.; Zhu, S. Study on Cu(II) Extraction Process Optimization and Mechanism from Acidic Leaching Solution Using the Deep Eutectic Solvent P507/Menthol. J. Mol. Liq. 2024, 396, 123968. [Google Scholar] [CrossRef]
- Oke, E.A.; Potgieter, J.H. Sustainable Leaching of Metals from Waste Printed Circuit Boards Using Efficient Carboxylic Acid-Based Deep Eutectic Solvents. Sep. Purif. Technol. 2025, 374, 133712. [Google Scholar] [CrossRef]
- Hammond, O.S.; Bowron, D.T.; Edler, K.J. Structure and Properties of “Type IV” Lanthanide Nitrate Hydrate:Urea Deep Eutectic Solvents. ACS Sustain. Chem. Eng. 2019, 7, 4932–4940. [Google Scholar] [CrossRef]
- Yu, L.; Ji, X.; Xu, X.; Xu, C.; Qi, X.; Wang, G.; Zhang, S.; Cai, J.; Lv, G.; Yang, Z.; et al. Sustainable and Selective Recovery of Copper from Electroplating Sludge via Choline Chloride-Citric Acid Deep Eutectic Solvent: Mechanistic Elucidation and Process Intensification. Sep. Purif. Technol. 2025, 376, 134195. [Google Scholar] [CrossRef]
- Listiana, S.; Bahua, H.; Utami, I.D.; Rahayu, M.D.; Alifah, I.; Kusumaningrum, S. Deep Eutectic Solvent as an Eco-Friendly Catalyst for the Synthesis of Hydroxyphenylglycine Methyl Ester. IOP Conf. Ser. Earth Environ. Sci. 2023, 1201, 012099. [Google Scholar] [CrossRef]
- Moradi, H.; Farzi, N. Experimental and Computational Assessment of the Physicochemical Properties of Choline Chloride/Ethylene Glycol Deep Eutectic Solvent in 1:2 and 1:3 Mole Fractions and 298.15–398.15 K. J. Mol. Liq. 2021, 339, 116669. [Google Scholar] [CrossRef]
- Golysheva, E.A.; Maslennikova, N.A.; Baranov, D.S.; Dzuba, S.A. Structural Properties of Supercooled Deep Eutectic Solvents: Choline Chloride–Thiourea Compared to Reline. Phys. Chem. Chem. Phys. 2022, 24, 5974–5981. [Google Scholar] [CrossRef] [PubMed]
- Shahid, M.; Sahadevan, S.A.; Ramani, V.; Sankarasubramanian, S. Recommended Practices for the Electrochemical Recovery of Cobalt from Lithium Cobalt Oxide: A Case Study of the Choline Chloride:Ethylene Glycol Deep Eutectic Solvent. ChemSusChem 2024, 18, e202401205. [Google Scholar] [CrossRef] [PubMed]
- Lakshmi Papa Rao, G.; Mandal, A.; Pal, N. Choline Chloride-Urea Based Deep Eutectic Solvent: Characterization, Interfacial Behavior and Synergism in Binary (Surfactant) Systems. Chem. Phys. 2025, 588, 112496. [Google Scholar] [CrossRef]
- de Sousa, A.S.; Lima, R.P.; da Silva, M.C.; das Neves Moreira, D.; Pintado, M.M.; de Melo Silva, S. Natural Deep Eutectic Solvent of Choline Chloride with Oxalic or Ascorbic Acids as Efficient Starch-Based Film Plasticizers. Polymer 2022, 259, 125314. [Google Scholar] [CrossRef]
- Kosmulski, M.; Próchniak, P.; Rosenholm, J.B. Surface-Induced Electrolytic Dissociation of Oxalic Acid in Polar Organic Solvents. Langmuir 2010, 26, 1904–1909. [Google Scholar] [CrossRef]
- Aragón-Tobar, C.F.; Endara, D.; de la Torre, E. Dissolution of Metals (Cu, Fe, Pb, and Zn) from Different Metal-Bearing Species (Sulfides, Oxides, and Sulfates) Using Three Deep Eutectic Solvents Based on Choline Chloride. Molecules 2024, 29, 290. [Google Scholar] [CrossRef]
- Hartley, J.M.; Ip, C.-M.; Forrest, G.C.H.; Singh, K.; Gurman, S.J.; Ryder, K.S.; Abbott, A.P.; Frisch, G. EXAFS Study into the Speciation of Metal Salts Dissolved in Ionic Liquids and Deep Eutectic Solvents. Inorg. Chem. 2014, 53, 6280–6288. [Google Scholar] [CrossRef]
- Carlesi, C.; Harris, R.C.; Abbott, A.P.; Jenkin, G.R.T. Chemical Dissolution of Chalcopyrite Concentrate in Choline Chloride Ethylene Glycol Deep Eutectic Solvent. Minerals 2022, 12, 65. [Google Scholar] [CrossRef]
- Tang, J.; Xu, C.; Zhu, X.; Liu, H.; Wang, X.; Huang, M.; Hua, Y.; Zhang, Q.; Li, Y. Anodic Dissolution of Copper in Choline Chloride-Urea Deep Eutectic Solvent. J. Electrochem. Soc. 2018, 165, E406–E411. [Google Scholar] [CrossRef]
- Alabdullah, S.S. PH Measurements in Ionic Liquids. Ph.D. Thesis, University of Leicester, Leicester, UK, 2018. [Google Scholar]
- Tanda, B.C.; Oraby, E.A.; Eksteen, J.J. Kinetics of Malachite Leaching in Alkaline Glycine Solutions. Miner. Process. Extr. Metall. 2021, 130, 16–24. [Google Scholar] [CrossRef]
- Tanda, B.C.; Eksteen, J.J.; Oraby, E.A.; O’Connor, G.M. The Kinetics of Chalcopyrite Leaching in Alkaline Glycine/Glycinate Solutions. Miner. Eng. 2019, 135, 118–128. [Google Scholar] [CrossRef]
- Zhang, D.; Dong, L.; Li, Y.; Wu, Y.; Ma, Y.; Yang, B. Copper Leaching from Waste Printed Circuit Boards Using Typical Acidic Ionic Liquids Recovery of E-Wastes’ Surplus Value. Waste Manag. 2018, 78, 191–197. [Google Scholar] [CrossRef]
- Zhu, N.; Xiang, Y.; Zhang, T.; Wu, P.; Dang, Z.; Li, P.; Wu, J. Bioleaching of Metal Concentrates of Waste Printed Circuit Boards by Mixed Culture of Acidophilic Bacteria. J. Hazard. Mater. 2011, 192, 614–619. [Google Scholar] [CrossRef] [PubMed]
- Nnanwube, I.A.; Onukwuli, O.D.; Ezekannagha, C.B. Kinetics of Sphalerite Dissolution for Potential Zinc Recovery via Oxidative Leaching. Can. Metall. Q. 2024, 63, 1592–1603. [Google Scholar] [CrossRef]
- Oke, E.A.; Potgieter, H. Recent Chemical Methods for Metals Recovery from Printed Circuit Boards: A Review. J. Mater. Cycles Waste Manag. 2024, 26, 1349–1368. [Google Scholar] [CrossRef]
- Li, X.; Zhao, L.; Chen, S.; Lin, Y.; Hu, X.; Zi, F. Highly Efficient and Selective Extraction of Au(I) from Thiosulfate Gold-Leaching Solution Using Diphenylphosphine. J. Environ. Chem. Eng. 2024, 12, 111750. [Google Scholar] [CrossRef]
- Sokić, M.; Marković, B.; Stanković, S.; Kamberović, Ž.; Štrbac, N.; Manojlović, V.; Petronijević, N. Kinetics of Chalcopyrite Leaching by Hydrogen Peroxide in Sulfuric Acid. Metals 2019, 9, 1173. [Google Scholar] [CrossRef]
- Du, T.; Vijayakumar, A.; Desai, V. Effect of Hydrogen Peroxide on Oxidation of Copper in CMP Slurries Containing Glycine and Cu Ions. Electrochim. Acta 2004, 49, 4505–4512. [Google Scholar] [CrossRef]
- Motasim, M.; Aydoğan, S.; Ali, B.; Agacayak, T. Rotating Disc Method to Study the Dissolution Kinetics of Copper Metal in Citric Acid and Hydrogen Peroxide. Hydrometallurgy 2024, 225, 106281. [Google Scholar] [CrossRef]
- Jadhao, P.R.; Pandey, A.; Pant, K.K.; Nigam, K.D.P. Efficient Recovery of Cu and Ni from WPCB via Alkali Leaching Approach. J. Environ. Manag. 2021, 296, 113154. [Google Scholar] [CrossRef]
- Stuurman, S.; Ndlovu, S.; Sibanda, V. Comparing the Extent of the Dissolution of Copper-Cobalt Ores from the DRC Region. J. S. Afr. Inst. Min. Metall. 2014, 114, 347–349. [Google Scholar]
- Astuti, W.; Hirajima, T.; Sasaki, K.; Okibe, N. Comparison of Atmospheric Citric Acid Leaching Kinetics of Nickel from Different Indonesian Saprolitic Ores. Hydrometallurgy 2016, 161, 138–151. [Google Scholar] [CrossRef]
- Kocan, F.; Hicsonmez, U. Leaching Kinetics of Celestite in Nitric Acid Solutions. Int. J. Miner. Metall. Mater. 2019, 26, 11–20. [Google Scholar] [CrossRef]
- Qin, S.; Yin, B.; Zhang, Y.; Zhang, Y. Leaching Kinetics of Szaibelyite Ore in NaOH Solution. Hydrometallurgy 2015, 157, 333–339. [Google Scholar] [CrossRef]
- Ling, Q.; Zhou, S.; Li, B.; Wei, Y.; Dong, H.; Wang, H. Study on the Chlorination Leaching of Gold and Copper from High Gold-Containing Material Based on Variable Stirring Speed. JOM 2024, 77, 3151–3166. [Google Scholar] [CrossRef]
- Hussaini, S.; Tita, A.M.; Kursunoglu, S.; Kaya, M.; Chu, P. Leaching of Nickel and Cobalt from a Mixed Nickel-Cobalt Hydroxide Precipitate Using Organic Acids. Minerals 2024, 14, 314. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Sizes (µm) | Composition (Mass %) | ||||||
|---|---|---|---|---|---|---|---|
| MgO | Al2O3 | Fe2O3 | Co2O3 | CuO | SiO2 | Others | |
| −53 + 38 | 3.35 | 4.85 | 2.47 | 0.62 | 7.53 | 78.6 | 2.61 |
| −75 + 53 | 3.29 | 4.89 | 2.21 | 0.61 | 7.75 | 78.8 | 2.45 |
| −106 + 75 | 3.30 | 4.85 | 2.48 | 0.59 | 7.52 | 78.7 | 2.59 |
| DESs | Wavenumber (cm−1) | Allotment of Regions |
|---|---|---|
| ChCl:OA | 3332 | O–H stretching |
| 2879, 2558 | C–H stretching | |
| 1725 | C=O stretching | |
| 1477 | [N+(CH3)3] asymmetric bending | |
| 1184 | C–O stretching | |
| 951 | [C–N+(CH3)3] asymmetric stretching | |
| 680 | CH2 rocking | |
| ChCl:Urea | 3317, 3189 | N–H stretching |
| 1662 | C=O stretching | |
| 1607, 1432 | N–H bending | |
| 1165 | CH2 twisting | |
| 1082, 952 | C–N stretching | |
| 785, 523 | CH2 rocking | |
| ChCl:TU | 3273, 3175 | N–H stretching |
| 1604 | C=S stretching | |
| 1475, 1391 | N–H bending | |
| 1083 | C–N stretching | |
| 950 | [C–N+(CH3)3] asymmetric stretching | |
| 865, 734 | CH2 rocking | |
| ChCl:EG | 3307 | O–H stretching |
| 2939 | C–H stretching | |
| 1729 | C=O stretching (residual) | |
| 1478 | [N+(CH3)3] asymmetric bending | |
| 1193, 1038 | C–O stretching | |
| 952 | C–N stretching | |
| 862 | CH2 rocking |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oke, E.A.; Fedai, Y.; Potgieter, J.H. Hydrometallurgical Leaching of Copper and Cobalt from a Copper–Cobalt Ore by Aqueous Choline Chloride-Based Deep Eutectic Solvent Solutions. Minerals 2025, 15, 815. https://doi.org/10.3390/min15080815
Oke EA, Fedai Y, Potgieter JH. Hydrometallurgical Leaching of Copper and Cobalt from a Copper–Cobalt Ore by Aqueous Choline Chloride-Based Deep Eutectic Solvent Solutions. Minerals. 2025; 15(8):815. https://doi.org/10.3390/min15080815
Chicago/Turabian StyleOke, Emmanuel Anuoluwapo, Yorkabel Fedai, and Johannes Hermanus Potgieter. 2025. "Hydrometallurgical Leaching of Copper and Cobalt from a Copper–Cobalt Ore by Aqueous Choline Chloride-Based Deep Eutectic Solvent Solutions" Minerals 15, no. 8: 815. https://doi.org/10.3390/min15080815
APA StyleOke, E. A., Fedai, Y., & Potgieter, J. H. (2025). Hydrometallurgical Leaching of Copper and Cobalt from a Copper–Cobalt Ore by Aqueous Choline Chloride-Based Deep Eutectic Solvent Solutions. Minerals, 15(8), 815. https://doi.org/10.3390/min15080815