
Mineral Phase Transformation and Leaching Behavior During the Roasting–Acid–Leaching Process of Clay-Type Lithium Ore in the Qaidam Basin

 ,
,
Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
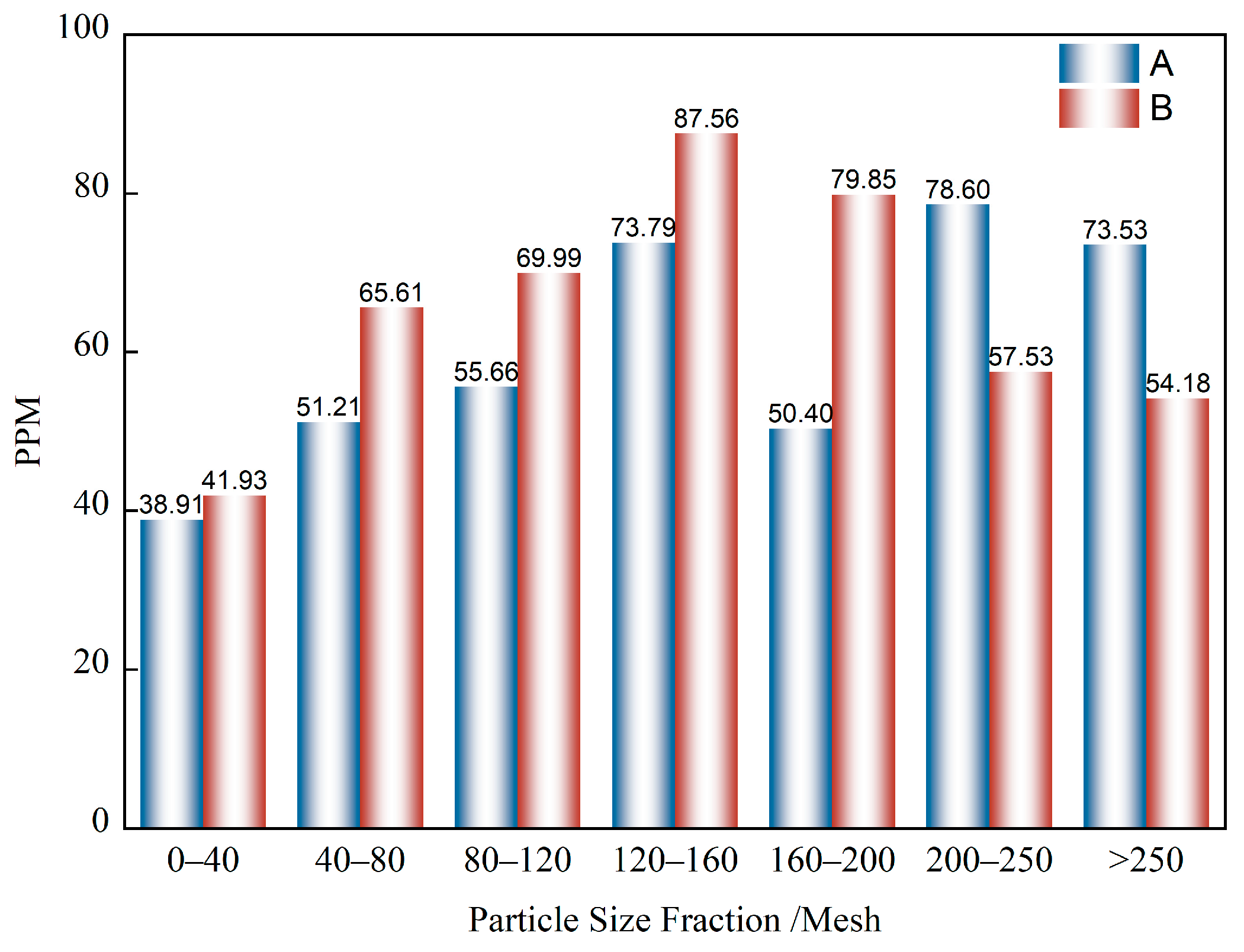
3.1. Lithium Content Evolution in Raw, Acid-Leached, and Roasted–Acid-Leached Ores
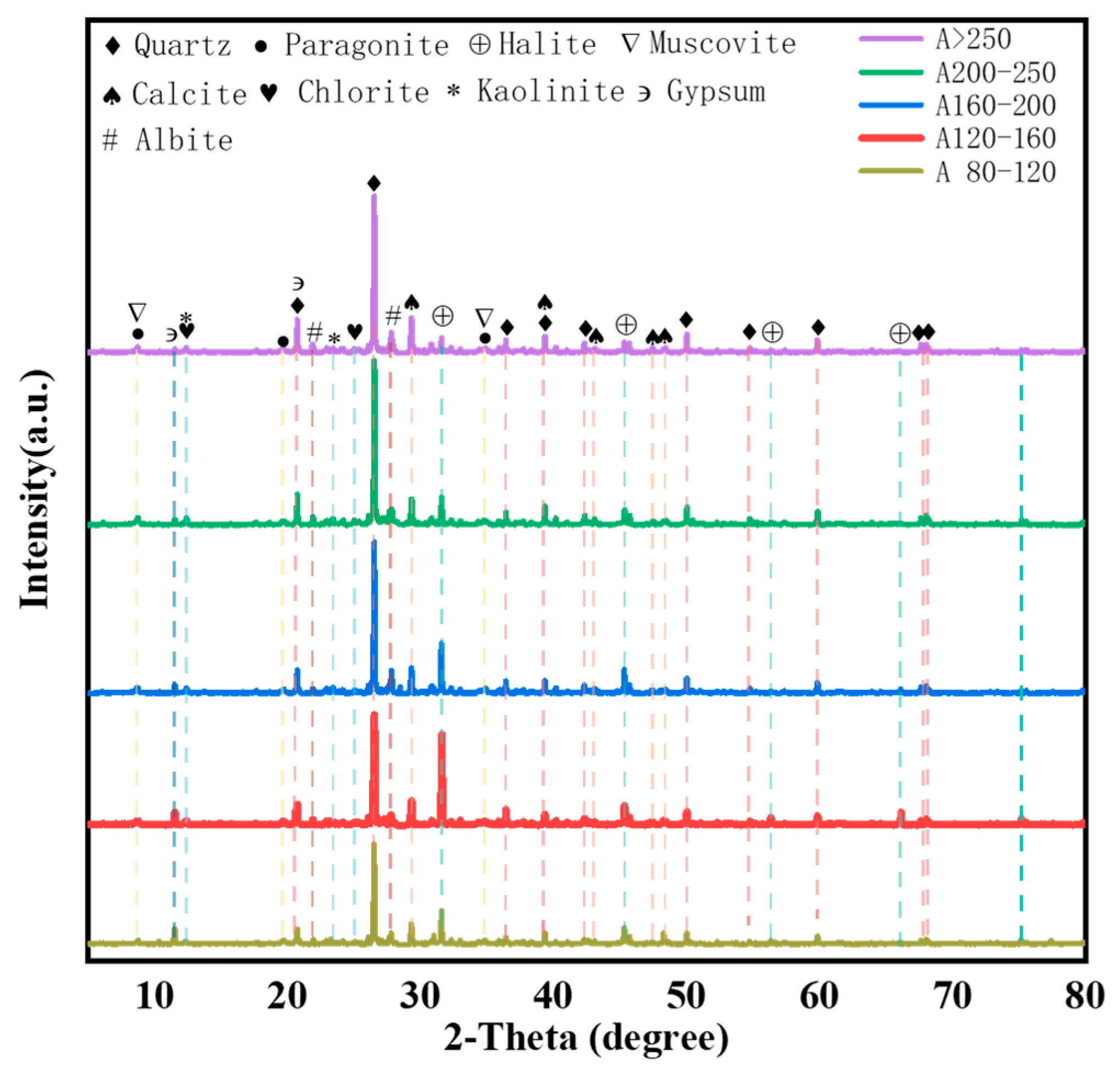
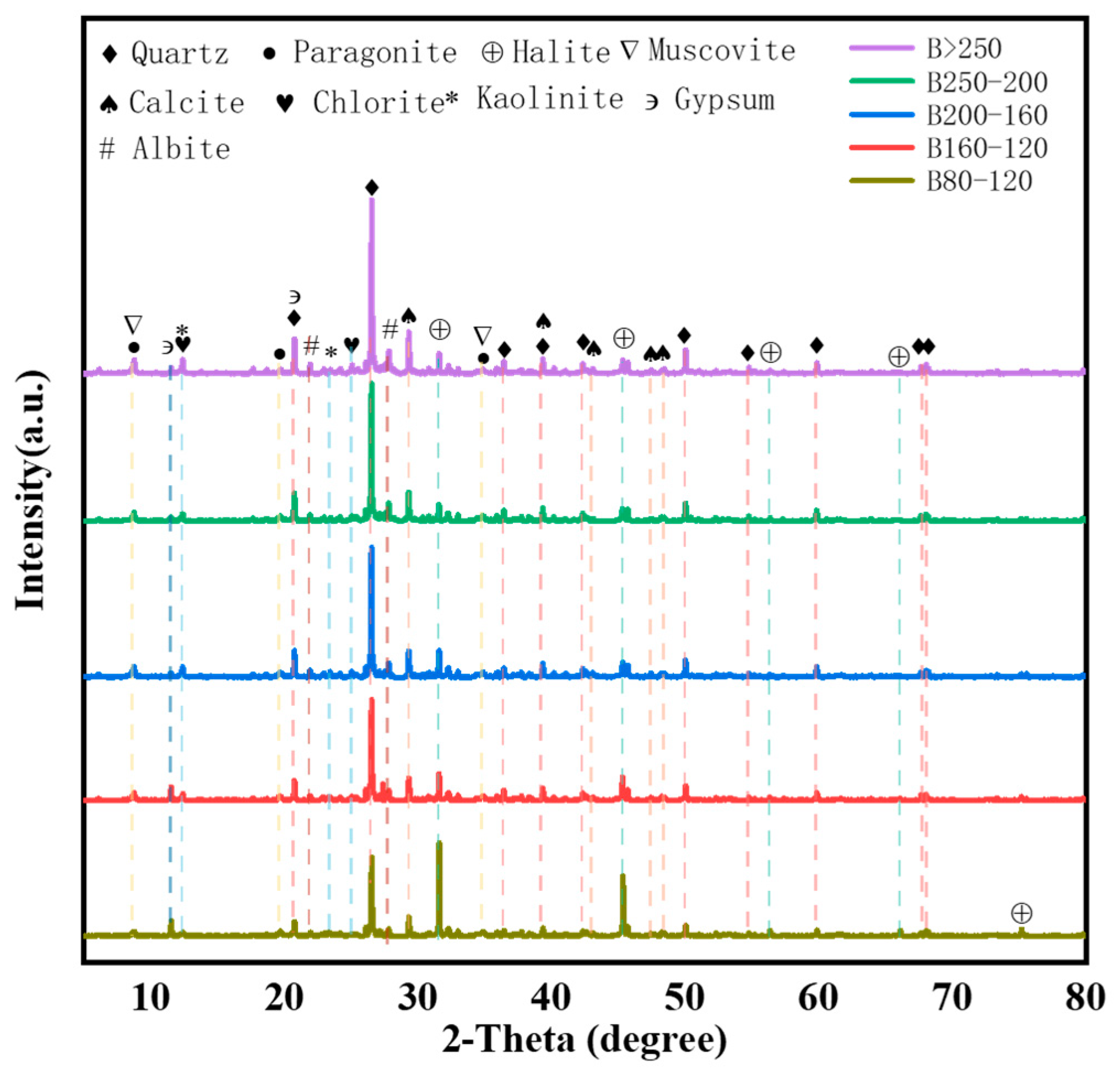
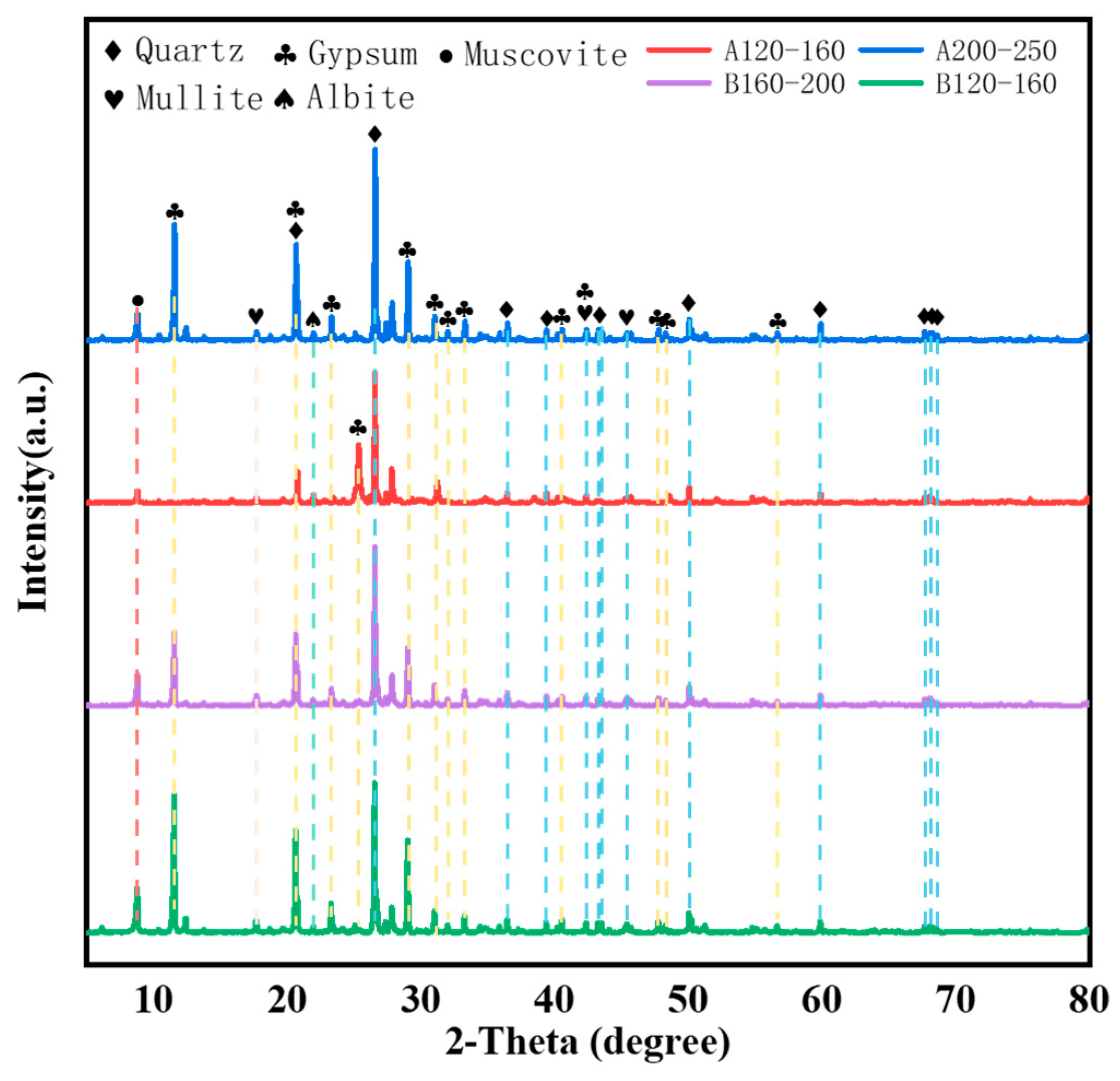
3.2. Mineral Phase Evolution During Acid-Leaching, Roasting, and Roasting–Acid-Leaching Processes
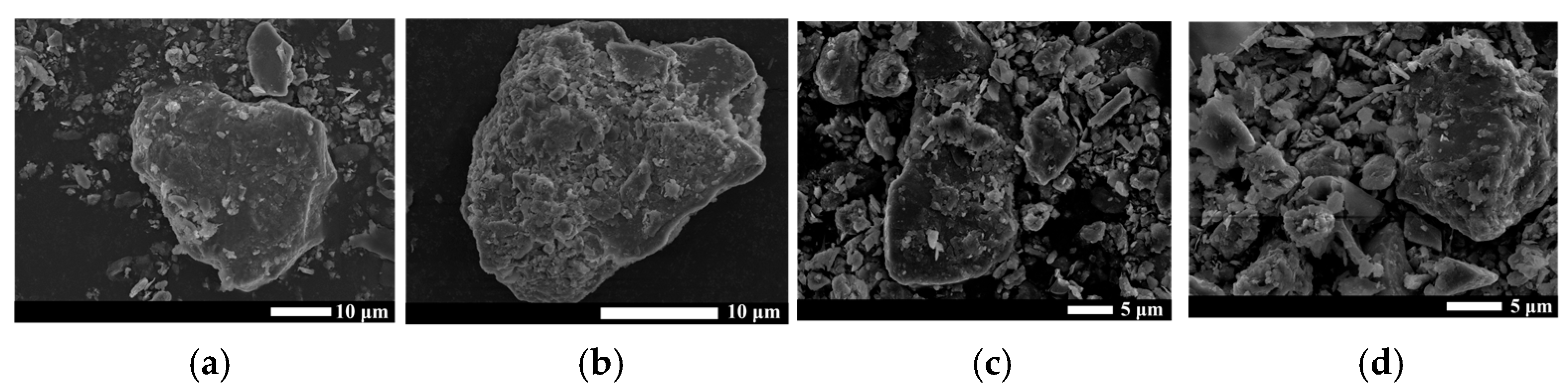
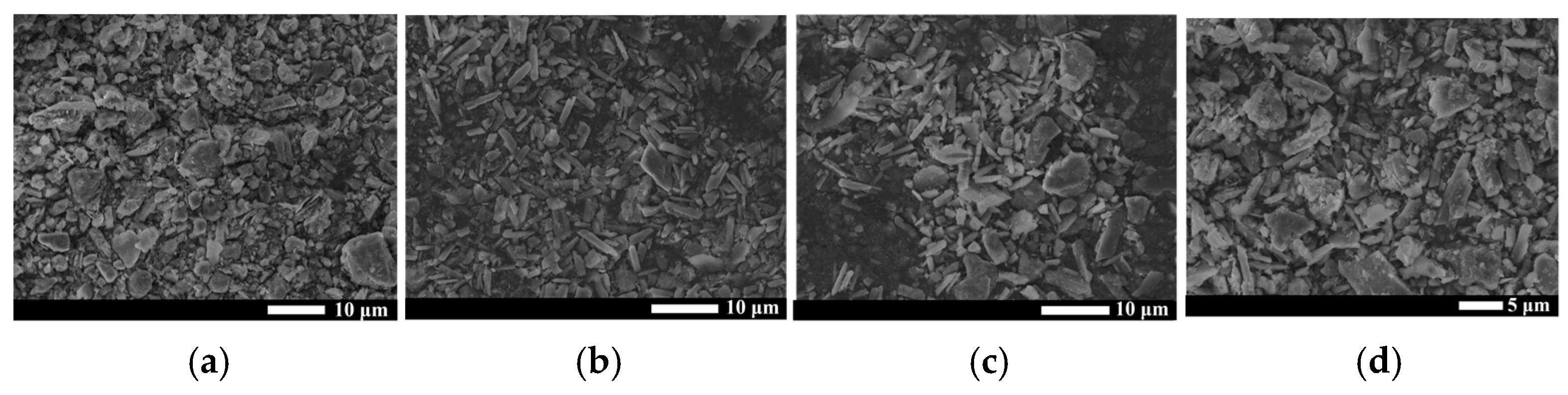
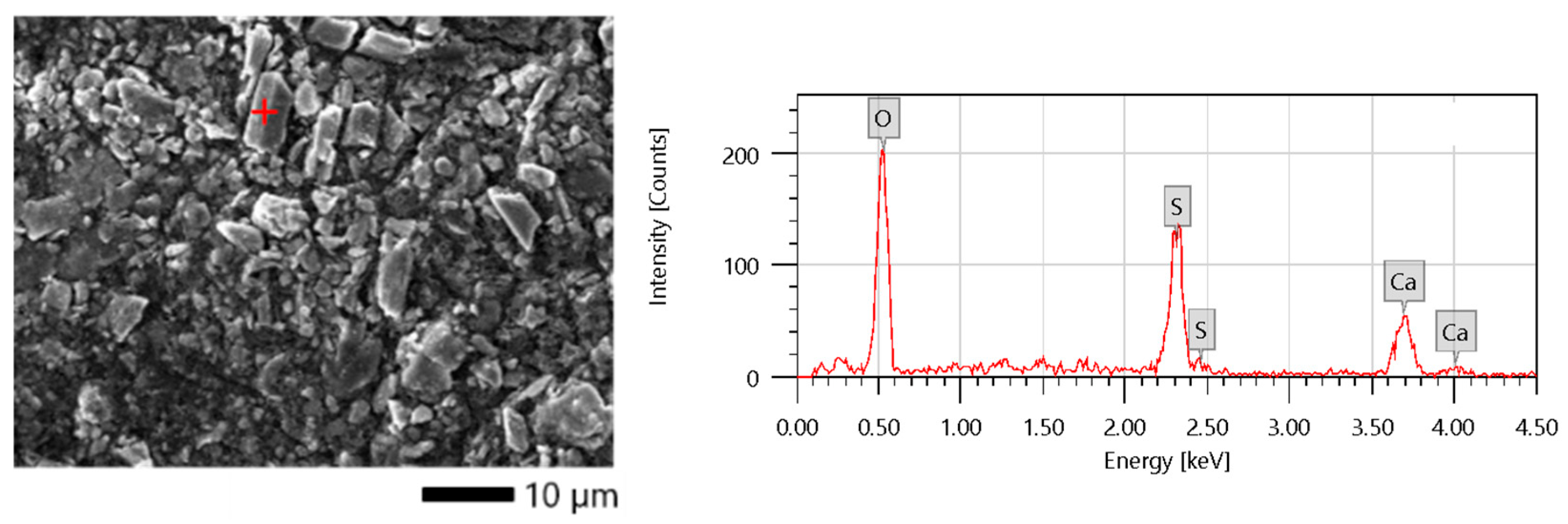
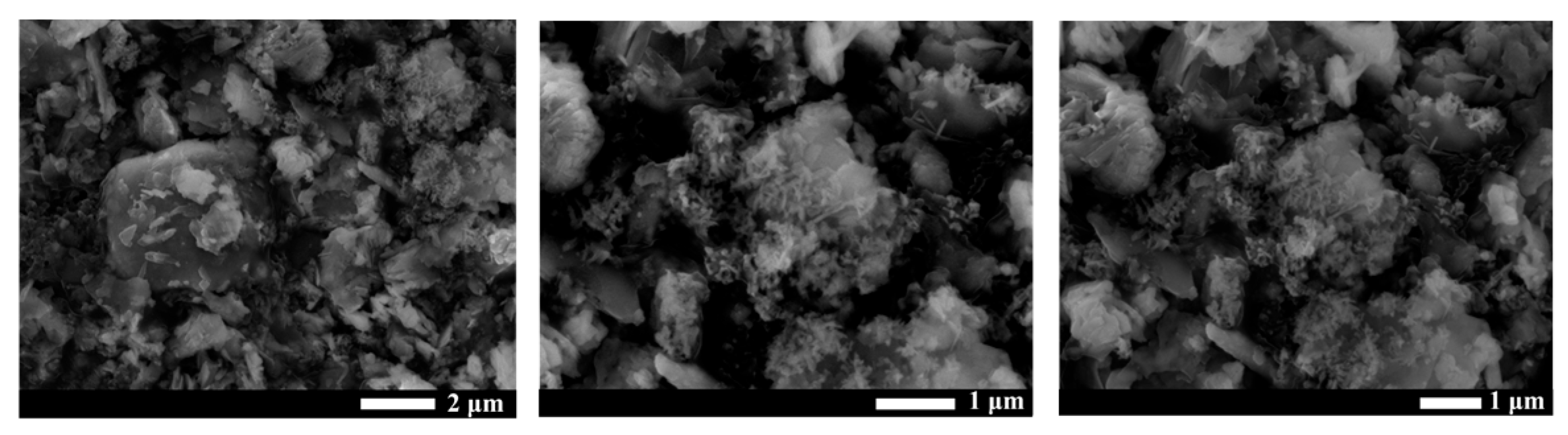
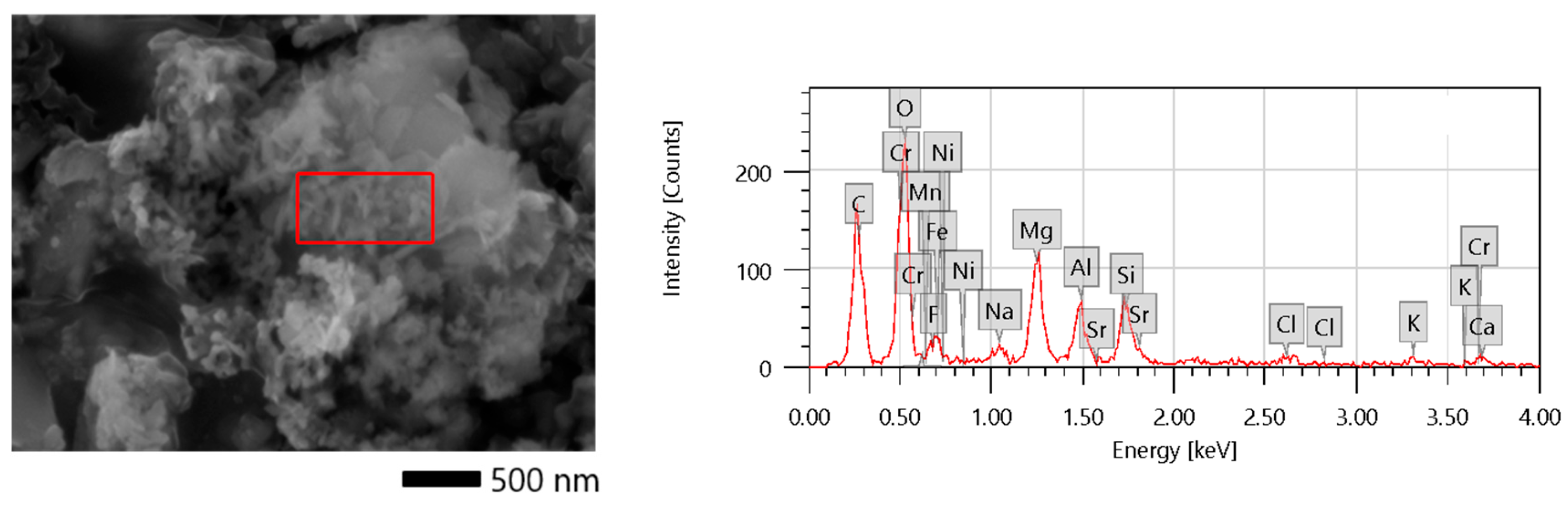
3.3. The Morphological Transformation Pattern Observed During the Acid-Leaching, Roasting, and Combined Roasting–Acid-Leaching Processes
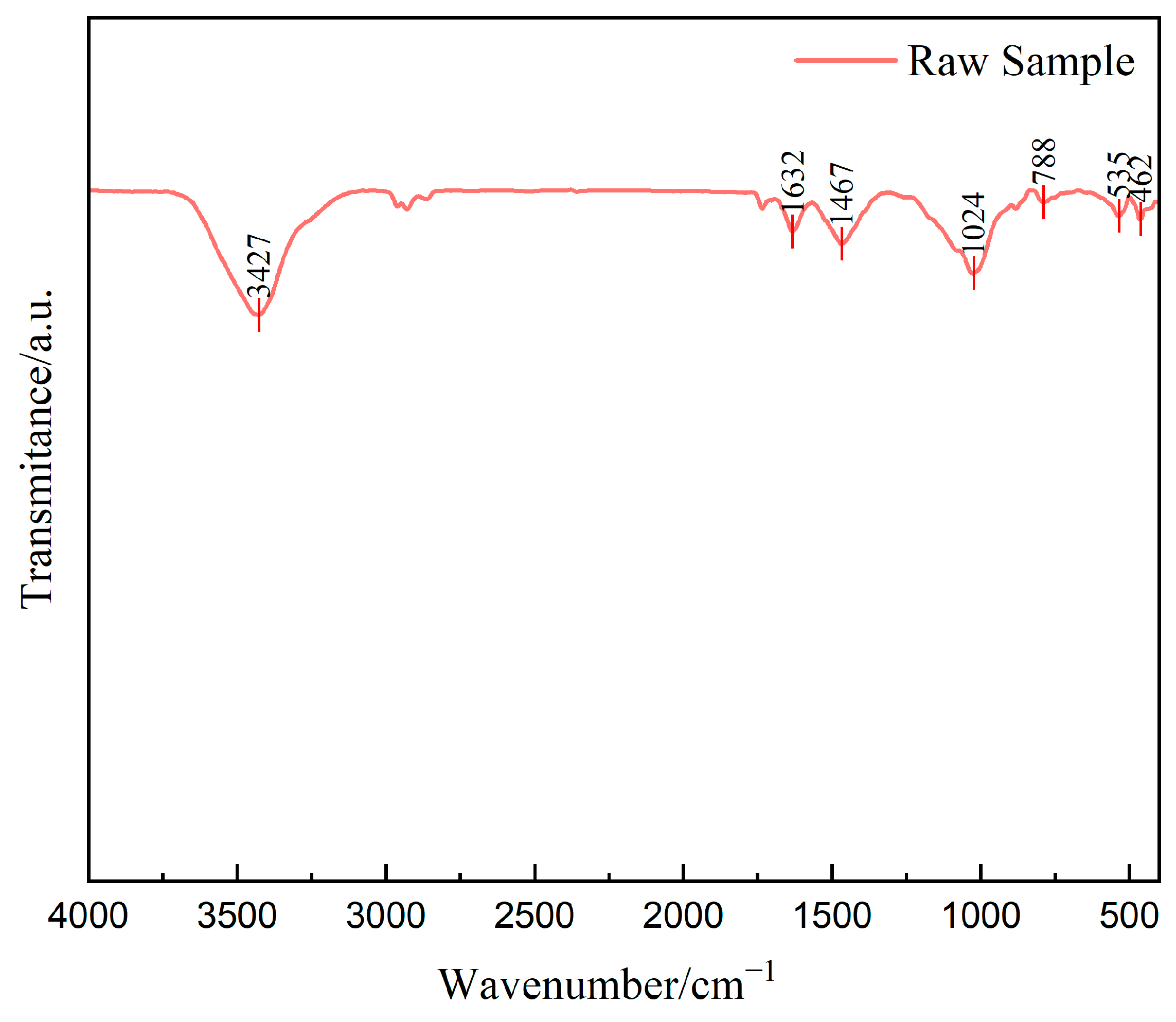
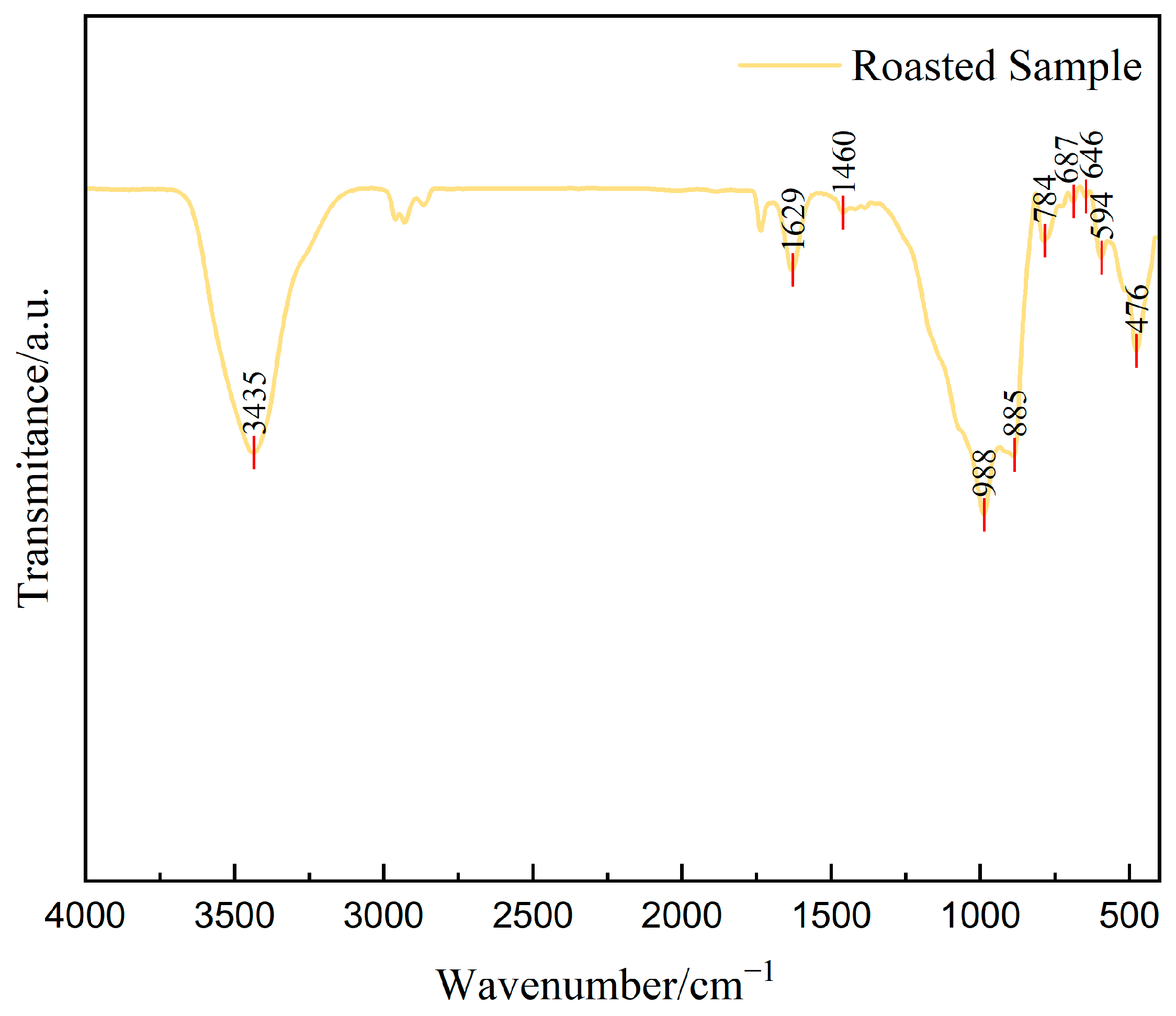
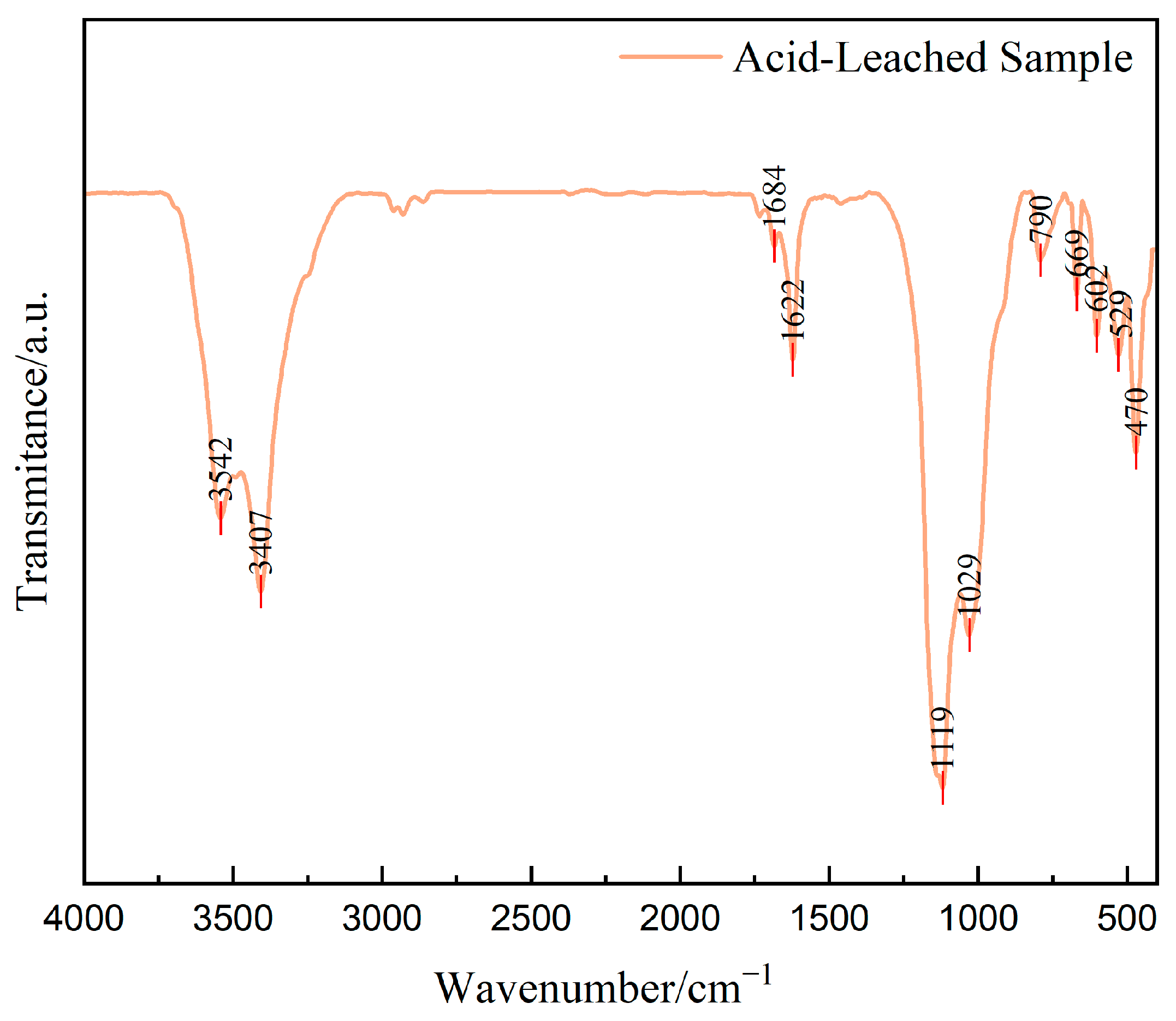
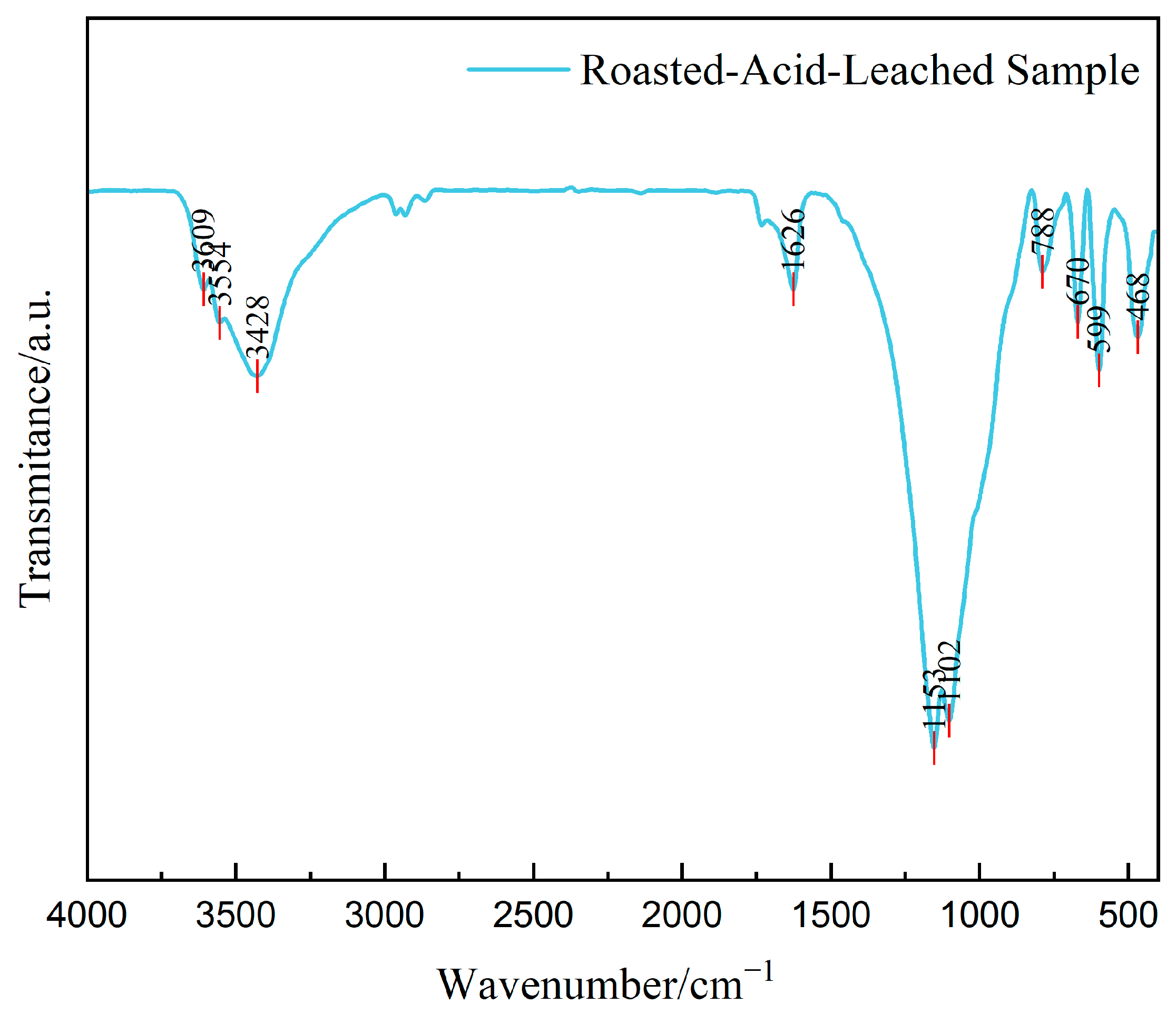
3.4. The Evolutionary Behavior of Functional Groups During the Sequential Acid-Leaching, Roasting, and Roasting–Acid-Leaching Processes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.; Liu, Z.; Zhu, Z.; Ma, Y.; Zhang, K.; Meng, Y.; Ahmad, T.; Khan, N.A.; Peng, Q.; Xie, Z.; et al. Electrochemical Lithium Recycling from Spent Batteries with Electricity Generation. Nat. Sustain. 2025, 8, 287–296. [Google Scholar] [CrossRef]
- Rijal, S.; Jang, S.H.; Park, S.J.; Han, S.K. Lithium Enhances the GABAergic Synaptic Activities on the Hypothalamic Preoptic Area (hPOA) Neurons. Int. J. Mol. Sci. 2021, 22, 3908. [Google Scholar] [CrossRef] [PubMed]
- Jia, J.; Lei, X.; Han, K.; Yue, P.; Fan, S.; Zhang, C.; Song, N.; Yang, G.; Zhang, Y.; Zhang, S. Synergistic Adsorption and Lubrication Mechanism of CeO2 Nanoparticle and MoDTC in Lithium Complex Grease. Tribol. Int. 2024, 197, 109819. [Google Scholar] [CrossRef]
- Mususa, P.; Piersiak, M.; Nansai, K.; Haeckel, M.; Boetius, A.; Werner, T.; Wong, S.S.; Bebbington, A.; Månberger, A. Sustainable Opportunities for Critical Metals. One Earth 2021, 4, 327–330. [Google Scholar] [CrossRef]
- Mineral Commodity Summaries 2024. Available online: https://pubs.usgs.gov/periodicals/mcs2024/mcs2024-lithium.pdf (accessed on 15 April 2025).
- Environment, U.N. Global Resources Outlook 2024 | UNEP—UN Environment Programme. Available online: https://www.unep.org/zh-hans/resources/Global-Resource-Outlook-2024 (accessed on 22 December 2024).
- Global Risks Report 2024. Available online: https://www.weforum.org/publications/global-risks-report-2024/ (accessed on 22 December 2024).
- Unleash the Vitality of Scientific and Technological Innovation to Drive Major Breakthroughs in Mineral Exploration—China Geological Survey. Available online: https://www.cgs.gov.cn/xwl/ddyw/202410/t20241008_773399.html (accessed on 9 December 2024).
- Liu, X.; Wang, C.; Liu, X.; Liu, D.; Yan, K.; Liu, S.; Liu, Y. Main types, distribution, development and utilization of China. Geol. China 2024, 51, 811–832. [Google Scholar]
- Xie, R.; Zhao, Z.; Tong, X.; Xie, X.; Song, Q.; Fan, P. Review of the Research on the Development and Utilization of Clay-Type Lithium Resources. Particuology 2024, 87, 46–53. [Google Scholar] [CrossRef]
- Li, J.; Sun, L.; Lv, G.; Liao, L. Application of Clay Minerals in Lithium-Sulfur Batteries: A Review. J. Energy Storage 2025, 106, 114852. [Google Scholar] [CrossRef]
- Li, P.; Zeng, Y.; Yu, X.; Hong, Y. Current research status on lithium extraction technologies and occurrence characteristics of clay-type lithium deposits. Ind. Miner. Process. 2025, 1–13. Available online: https://kns.cnki.net/KCMS/detail/detail.aspx?dbcode=CAPJ&dbname=CAPJLAST&filename=HGKJ20250603001 (accessed on 12 July 2025).
- Zhong, W.; Feng, H.; Tong, L.; Li, D.; Yang, L.; Rao, F. Lithium Extraction from a Li-Rich Kaolin Resource through Na2SO4 Roasting and Water Leaching. Miner. Eng. 2024, 218, 109004. [Google Scholar] [CrossRef]
- Ran, Y.; Qu, G.; Yang, J.; Zhou, S.; Li, B.; Wang, H.; Wei, Y. Efficient Separation and Extraction of Lithium from Low-Grade Claystone by Chloride Salt-Enhanced Roasting Process. J. Clean. Prod. 2024, 434, 140156. [Google Scholar] [CrossRef]
- Xie, R.; Zhou, W.; Tong, X.; Liu, Y.; Xie, X.; Wang, X. Study on Extraction of Lithium from Clay-Type Lithium Ore with Low Roasting Temperature and Water and Its Mechanism. Sep. Purif. Technol. 2025, 364, 132450. [Google Scholar] [CrossRef]
- Zhou, W.; Xie, R.; Tong, X.; Xie, X.; Liu, Y.; Zhao, Z. Extract Lithium from Clay-Type Lithium Ore by Mixed Acid and Its Mechanism. Particuology 2024, 91, 323–332. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Z.; Zhao, K.; Liu, J.; Liu, Z. An Environment-Friendly Strategy for Comprehensive Recovery of Li, Al and Si from Low-Grade Clay-Type Lithium Ore. Chem. Eng. J. 2025, 505, 159651. [Google Scholar] [CrossRef]
- Zhao, S.; Meng, F.; Liu, Y.; Zhang, J.; Wang, Y.; Tian, X.; Li, X.; Chen, D.; Wang, L.; Qi, T. Selective Extraction of Lithium from the Clay-Type Lithium Ore by a Novel Process of Blank Roasting and CaO-Aided Alkaline Leaching. Miner. Eng. 2025, 227, 109252. [Google Scholar] [CrossRef]
- Peng, K.; Zhou, R.; Qian, X. Experimental study on the leaching of lithium in a clay type lithium ore. Gold 2023, 44, 47–50. [Google Scholar]
- Liu, Y.; Tong, X.; Xie, R.; Xie, X.; Song, Q.; Fan, P. Study on Roasting and Non-acid Leaching Test of a Low Grade Clay Type Lithium Ores. Met. Mine 2024, 364, 112–116. [Google Scholar] [CrossRef]
- Rao, M.; Dou, Z.; Wang, J.; Zhong, Y.; Chang, S.; Wang, B. A study on the lithium extraction from the clay-type lithium ore by using the activation-roasting and water leaching technique. Acta Mineral. Sin. 2025, 45, 1–14. Available online: http://kns.cnki.net/kcms/detail/52.1045.P.20250121.1138.002.html (accessed on 13 July 2025). [CrossRef]
- Yang, Y.; Yang, M. Preparation of Crude Lithium Carbonate from Roasting-Oxalic Acid Leach Solution of Clay-Type Lithium Ores. China Metall. 2024, 34, 117–123. [Google Scholar] [CrossRef]
- Ji, B.; Li, Q.; Honaker, R.; Zhang, W. Acid Leaching Recovery and Occurrence Modes of Rare Earth Elements (REEs) from Natural Kaolinites. Miner. Eng. 2022, 175, 107278. [Google Scholar] [CrossRef]
- Zheng, M.; Xing, E.; Zhang, X.; Li, M.; Che, D.; Bu, L.; Hanb, J.; Ye, C. Classification and Mineralization of Global Lithium Deposits and Lithium Extraction Technologies for Exogenetic Lithium Deposits. China Geol. 2023, 6, 547–566. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Content in Raw Sample | Acid-Leaching Rate and Amount | Roasted–Acid-Leached Rate and Amount |
|---|---|---|---|
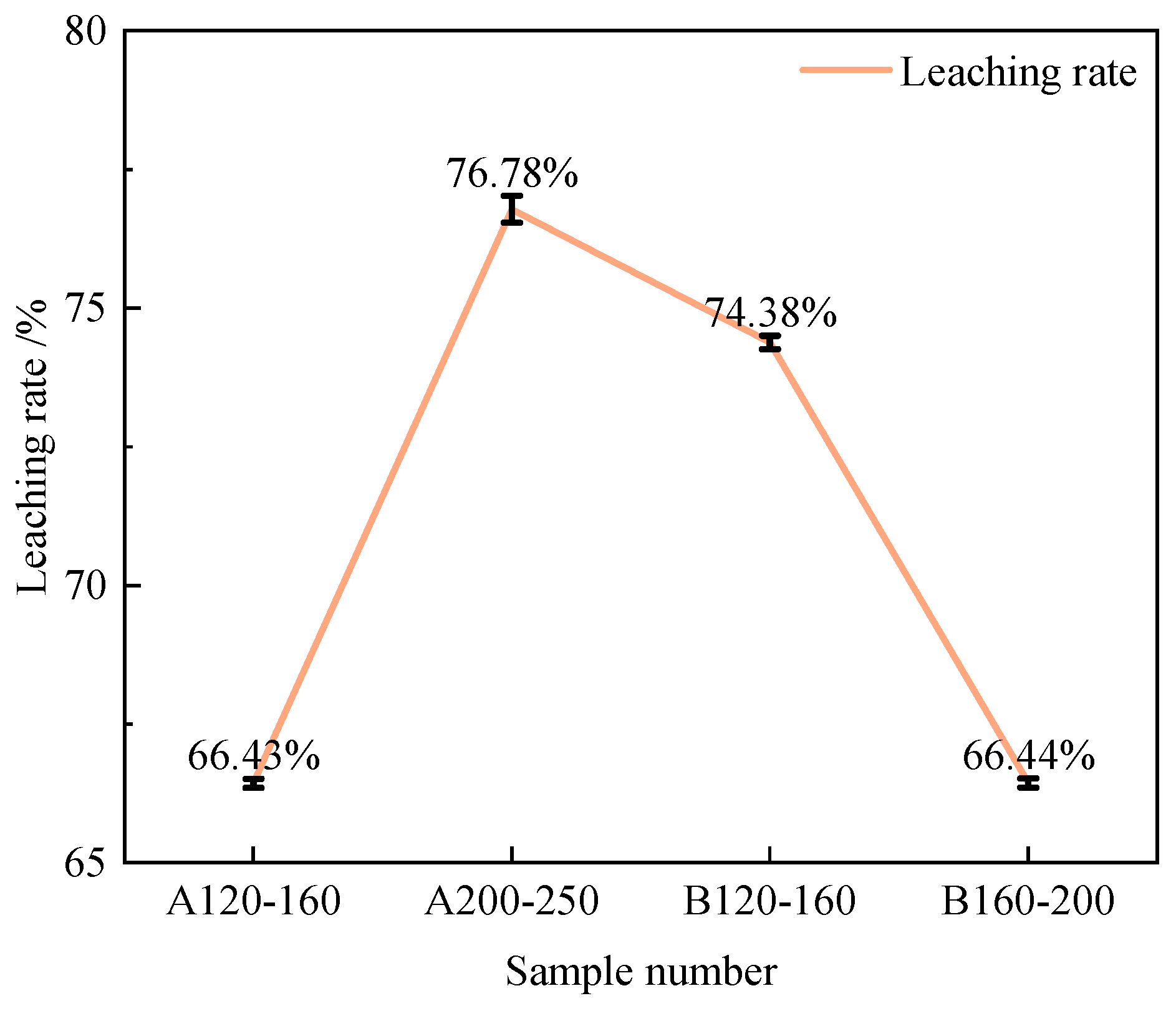
| A120–160 | 73.79 ppm | 66%, 49.02 ppm | 46.90%, 34.60 ppm |
| A200–250 | 78.60 ppm | 77%, 60.35 ppm | 41.96%, 32.98 ppm |
| B120–160 | 87.56 ppm | 74%, 65.13 ppm | 45.30%, 39.66 ppm |
| B160–200 | 79.85 ppm | 66%, 53.05 ppm | 47.53%, 37.95 ppm |
| Element | Mass % | Atom % |
|---|---|---|
| O | 48.00 ± 1.09 | 67.23 ± 1.53 |
| S | 24.65 ± 0.78 | 18.48 ± 0.55 |
| Ca | 26.55 ± 1.26 | 14.28 ± 0.70 |
| Total | 100 | 100 |
| Element | Mass % | Atom % |
|---|---|---|
| C | 25.45 ± 0.38 | 40.35 ± 0.61 |
| O | 28.81 ± 0.64 | 34.29 ± 0.76 |
| F | 1.38 ± 0.27 | 1.38 ± 0.27 |
| Na | 1.38 ± 0.17 | 1.14 ± 0.14 |
| Mg | 8.74 ± 0.37 | 6.85 ± 0.29 |
| Al | 4.56 ± 0.29 | 3.22 ± 0.21 |
| Si | 6.42 ± 0.38 | 4.35 ± 0.26 |
| Cl | 1.18 ± 0.18 | 0.63 ± 0.10 |
| K | 1.41 ± 0.26 | 0.69 ± 0.13 |
| Ca | 2.13 ± 0.34 | 1.01 ± 0.16 |
| Cr | 1.02 ± 0.42 | 0.37 ± 0.15 |
| Mn | 1.42 ± 0.64 | 0.49 ± 0.22 |
| Fe | 10.05 ± 1.60 | 3.43 ± 0.55 |
| Ni | 4.44 ± 1.93 | 1.44 ± 0.63 |
| Sr | 1.06 ± 0.70 | 0.35 ± 0.15 |
| Total | 100 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhao, J.; Li, Y.; An, D.; Cheng, H.; Ma, Y.; Song, H. Mineral Phase Transformation and Leaching Behavior During the Roasting–Acid–Leaching Process of Clay-Type Lithium Ore in the Qaidam Basin. Minerals 2025, 15, 777. https://doi.org/10.3390/min15080777
Zhang X, Zhao J, Li Y, An D, Cheng H, Ma Y, Song H. Mineral Phase Transformation and Leaching Behavior During the Roasting–Acid–Leaching Process of Clay-Type Lithium Ore in the Qaidam Basin. Minerals. 2025; 15(8):777. https://doi.org/10.3390/min15080777
Chicago/Turabian StyleZhang, Xiaoou, Jing Zhao, Yan Li, Dong An, Huaigang Cheng, Yuliang Ma, and Huiping Song. 2025. "Mineral Phase Transformation and Leaching Behavior During the Roasting–Acid–Leaching Process of Clay-Type Lithium Ore in the Qaidam Basin" Minerals 15, no. 8: 777. https://doi.org/10.3390/min15080777
APA StyleZhang, X., Zhao, J., Li, Y., An, D., Cheng, H., Ma, Y., & Song, H. (2025). Mineral Phase Transformation and Leaching Behavior During the Roasting–Acid–Leaching Process of Clay-Type Lithium Ore in the Qaidam Basin. Minerals, 15(8), 777. https://doi.org/10.3390/min15080777