
Optimisation of the Production Process of Ironing Refractory Products Using the OEE Indicator as Part of Innovative Solutions for Sustainable Production


Abstract
1. Introduction
2. Research Background
2.1. Structure of the Research Problem in the Analysed Company
2.2. Review Literature
- Thorough definition and measurement of working time:
- Identification and classification of downtime:
- Product quality measurement:
- Restrictions on access to data:
- Data standardisation and comparability:
- Impact of external factors:
- Identification of areas to improve:
- Monitoring of progress:
- Prioritising optimisation activities:
- Support in making decisions:
3. Materials and Methods
3.1. System 5S as One of the Basic Lean Management Tools
- -
- Improving the quality of produced products, following the simplification of the environment in the work environment, reduction in the number of errors and defects and standardisation of operations;
- -
- An increase in productivity, which is dealing with shortening the time of order processing, shortening the cycle time, shift improvements, eliminating lost time on searching for time tools, as well as reducing the time of reckoning;
- -
- Reduction in costs thanks to savings obtained by reducing stocks, and thus, reducing fees for the used production and warehouse space, as well as increasing safety at the workplace (and as a result, reducing the costs of staff treatment as a result of possible accidents).
3.2. OEE Optimisation Methodology
4. Results and Discussion
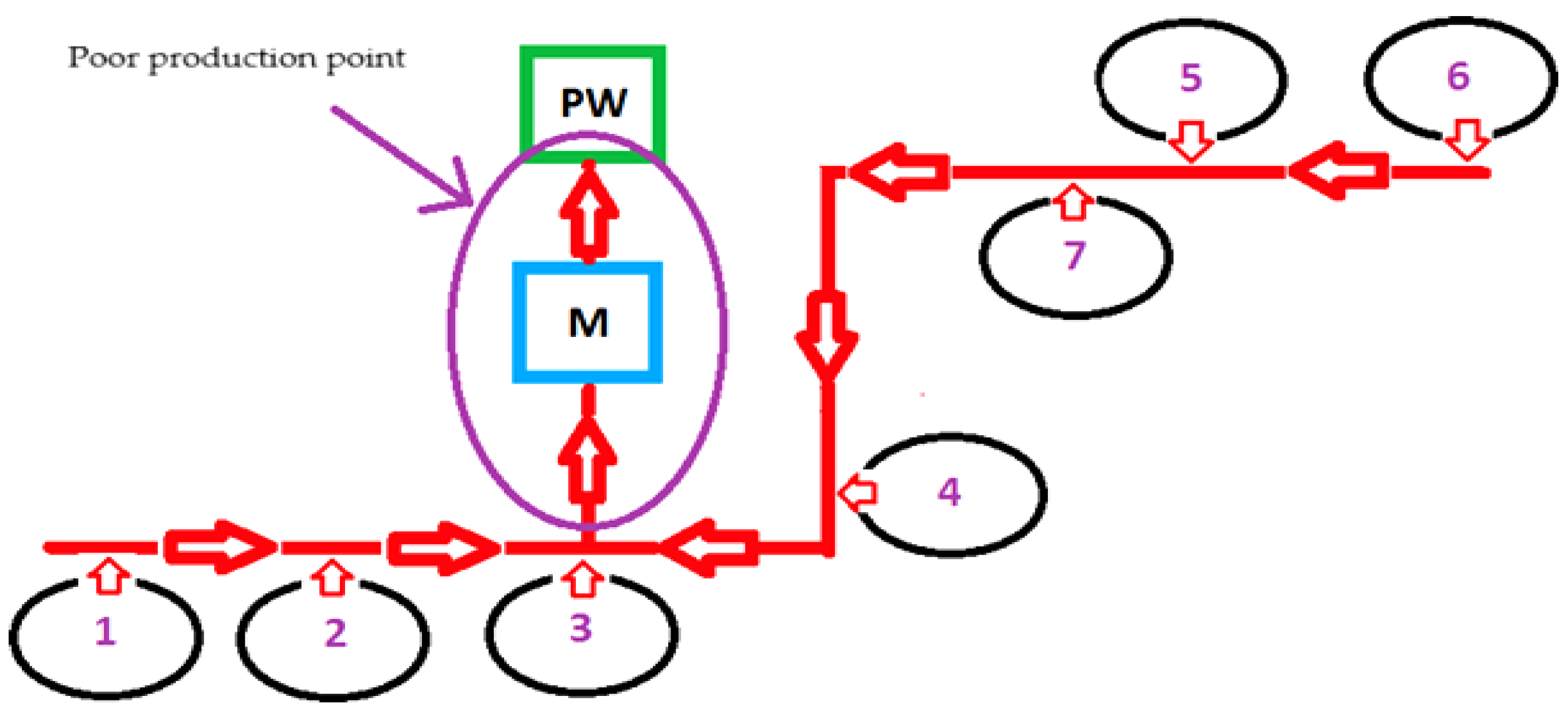
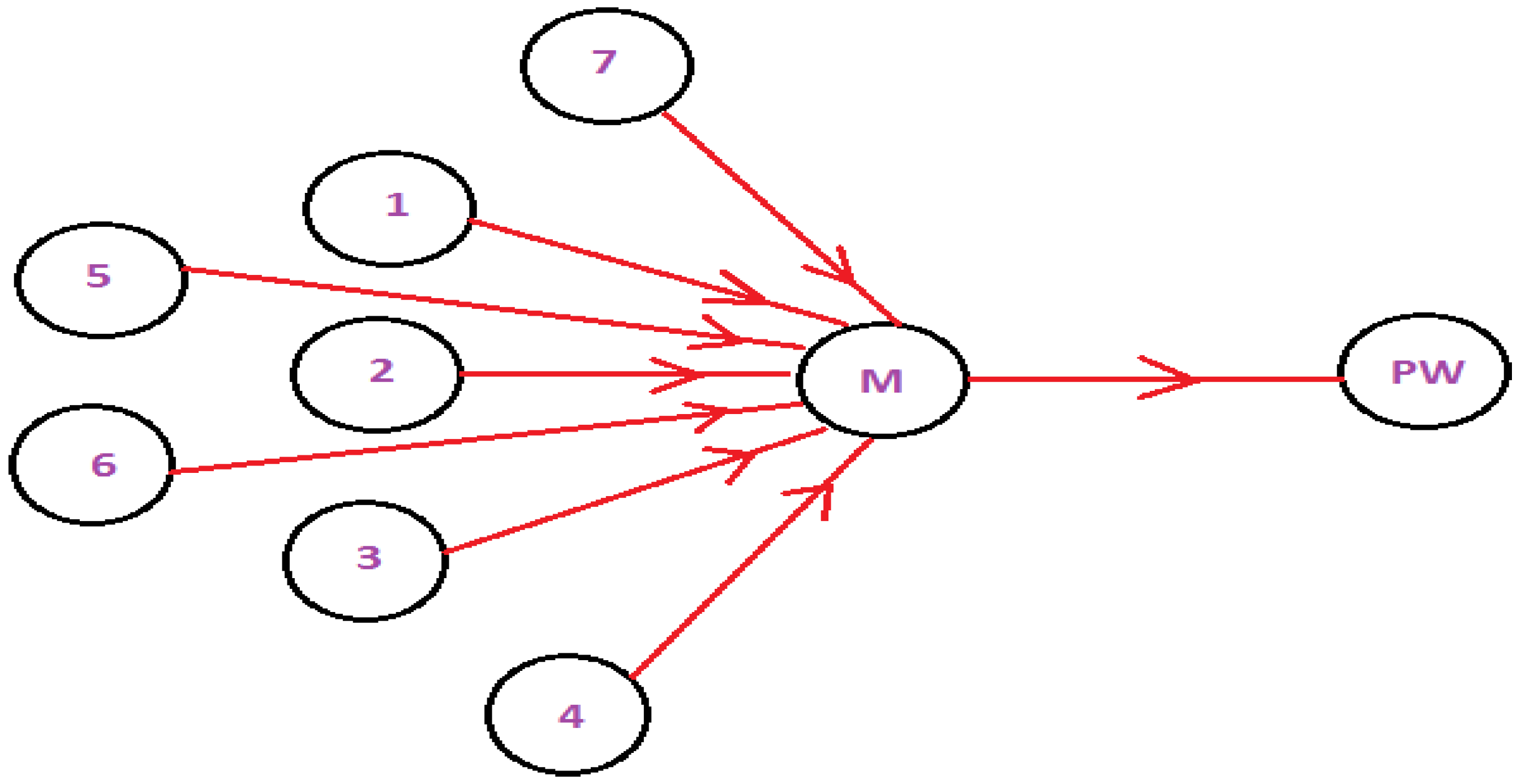
4.1. “Bottlenecks” in the Production System
4.2. Standard 5S in the Analysed Company
- Building awareness among employees of what 5S is;
- Promoting the benefits of reorganising space and eliminating waste by improving the identification of work subjects and dividing them into unnecessary, necessary, and those that may be useful. The campaign of red cards allowed to dispel doubts about whether a given element can be thrown out, how to utilise it, where to transfer it, what amount is used, and what is the frequency of its use;
- Diagnosis of the area of the problem and the introduction of remedial activities, e.g., by determining the uniform transport routes regarding tool management, an increase in transport area was obtained, a better possibility of travelling to individual production sections, unnecessary items and parts were eliminated, thanks to which the freedom of movement and the quality of work of machine operators increased. The tools were arranged on top, within reach, to eliminate all unnecessary movements. As part of this operation, this was improved: determining standard places for downloading and putting off parts, naming and coding of elements were unified, effective identification of parts, labels, and other markings were implemented; other elements of visual management (shadow boards, border lines, layout fields, etc.) were also introduced. In addition, a scheme of downloading items by the principles of ergonomics and work safety (heavy items—on the lower shelves or the floor, lighter elements—in the higher zones of storage spaces, items used most often—possible—within reach of the hands);
- The cleanliness of machines, equipment, and workplaces has been improved by introducing instructions for cleaning positions and entering this postulate into the duties of employees;
- All necessary position instructions, cleaning instructions, 5S maps, and state visualisations have been introduced and are desirable. The One Point Lesson and the additional visualisations and standards aim to maintain the effects of previous steps and contribute to a reduction in the time of searching and performing unnecessary movements related to reaching for tools, increasing the level of organisation of operators, increasing the comfort of the work performed, arousing a sense of aesthetics, increasing the work of operators, and making the essence of continuous improvement reduction in production costs;
- The possibility of increasing employee competencies by introducing workshops and training;
- Improving the implementation of production activities by establishing a team and a project leader.
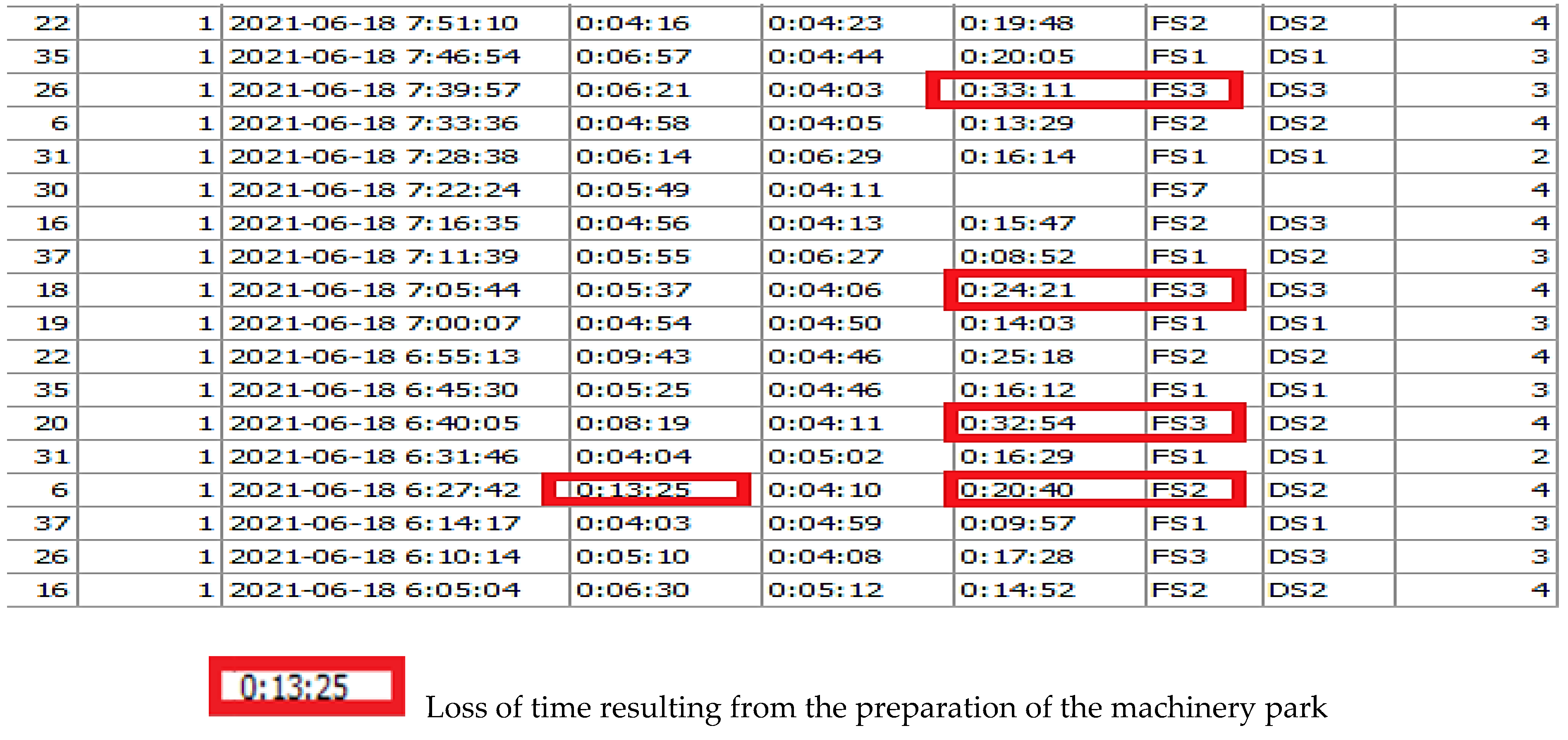
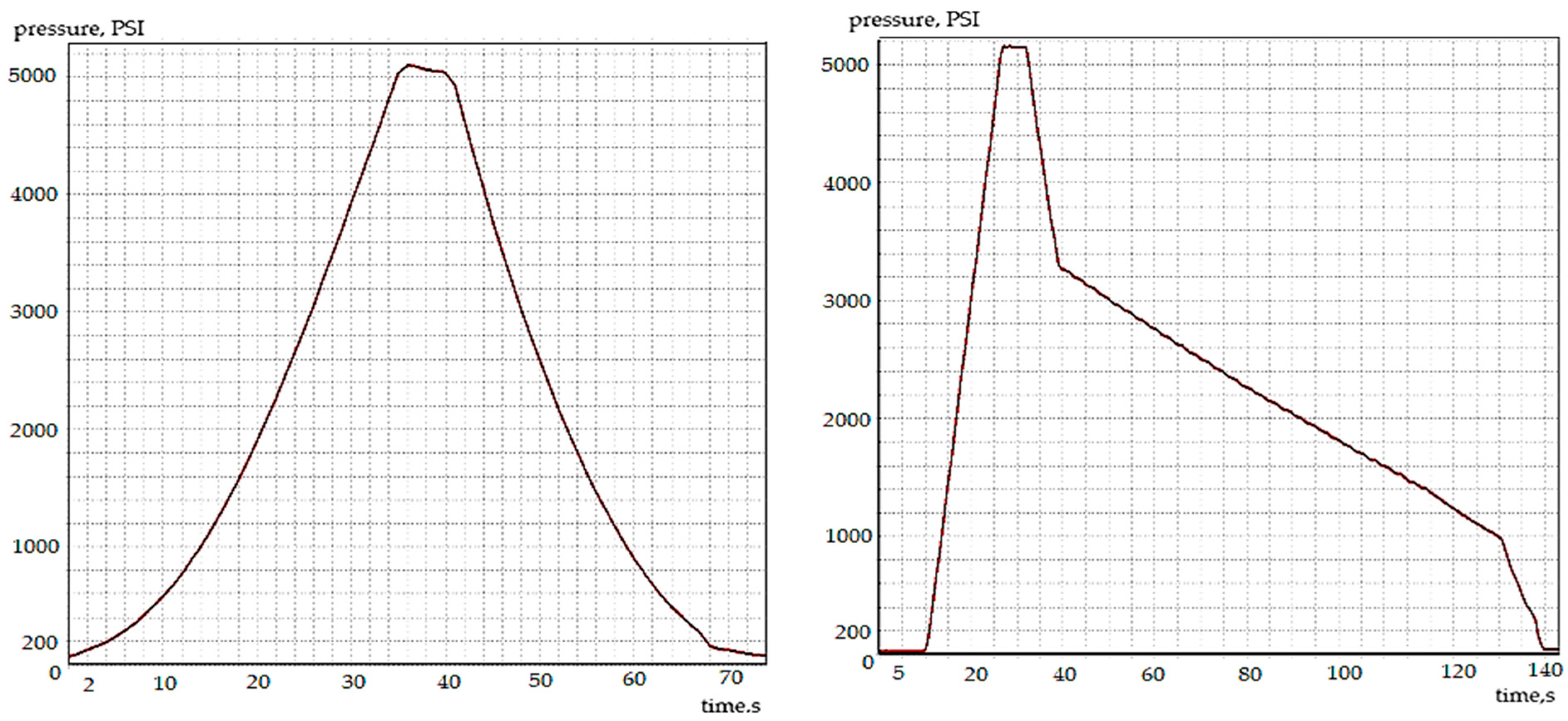
4.3. Analysis of Selected Materials as Part of the Uric
- -
- Both ironings are at free decompression, which is tantamount to extending the time of both cycles. At that time, operators from charging positions 1 to 3 should also send their discs.
- -
- At the time of the second ironing cycle of TS, operators in undressing positions have nothing to demolish. At this time, an embolism is created in front of the press—the situation of the asynchronous stream appears when operators have too little work to do or have too much of it.
4.4. Optimisation of the Production Process Using the OEE Indicator
Calculation of the OEE Indicator
4.5. Analysis of the Results of Optimisation of the Production Process
- -
- There must be fewer than 10.6 employees available (11 operators);
- -
- The number of cycles alternately cannot be less than 84.9 = 85 cycles;
- -
- The performance must be at a minimum level of 93.7%.
- Predictive maintenance:
- Process automation:
- Remote monitoring and data analysis:
- Real-time data analytics:
- Lean manufacturing and digital transformation:
- Using ERP and MES systems:
- Virtual and augmented reality (VR/AR):
5. Conclusions
- Integration of new technologies with existing systems;
- The need for training for staff;
- Management of large amounts of data;
- Maintaining a high level of motivation among employees.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Maté, A.; Trujillo, J.; Mylopoulos, J. Specification and derivation of key performance indicators for business analytics: A semantic approach. Data Knowl. Eng. 2017, 108, 30–49. [Google Scholar] [CrossRef]
- Baghbani, M.; Iranzadeh, S.; Bagherzadeh Khajeh, M. Investigating the relationship between RPN parameters in fuzzy PFMEA and OEE in a sugar factory. J. Loss Prev. Process Ind. 2019, 60, 221–232. [Google Scholar] [CrossRef]
- Ghafoorpoor Yazdi, P.; Azizi, A.; Hashemipour, M. A Hybrid Methodology for Validation of Optimisation Solutions Effects on Manufacturing Sustainability with Time Study and Simulation Approach for SMEs. Sustainability 2019, 11, 1454. [Google Scholar] [CrossRef]
- Ng, K.C.; Chong, K.E. A framework for improving manufacturing overall equipment effectiveness. J. Adv. Manuf. Technol. 2018, 12, 383–400. [Google Scholar]
- Alzubi, E.; Atieh, A.M.; Abu Shgair, K.; Damiani, J.; Sunna, S.; Madi, A. Hybrid Integrations of Value Stream Mapping, Theory of Constraints and Simulation: Application to Wooden Furniture Industry. Processes 2019, 7, 816. [Google Scholar] [CrossRef]
- Abd Rahman, M.S.; Mohamad, E.; Abdul Rahman, A.A. Enhancement of overall equipment effectiveness (OEE) data by using simulation as decision-making tools for line balancing. Indones. J. Electr. Eng. Comput. Sci. 2020, 18, 1040–1047. [Google Scholar] [CrossRef]
- Dresch, A.; Veit, D.R.; de Lima, P.N.; Lacerda, D.P.; Collatto, D.C. Inducing Brazilian manufacturing SMES’ productivity with Lean tools. Int. J. Product. Perform. Manag. 2019, 68, 69–87. [Google Scholar] [CrossRef]
- Daneshjo, N.; Malega, P.; Pajerská, E.D. Production Efficiency in Company with Small Series Production. TEM J. 2019, 8, 1118–1126. [Google Scholar] [CrossRef]
- Martinez, F. Process excellence the key for digitalisation. Bus. Process Manag. J. 2019, 25, 1716–1733. [Google Scholar] [CrossRef]
- Braglia, M.; Gabbrielli, R.; Marrazzini, L. Overall Task Effectiveness: A new Lean performance indicator in engineer-to-order environment. Int. J. Product. Perform. Manag. 2019, 68, 407–422. [Google Scholar] [CrossRef]
- Dunn, T. OEE Effectiveness. In Manufacturing Flexible Packaging; Elsevier: Amsterdam, The Netherlands, 2015; pp. 77–85. [Google Scholar]
- Thiede, S. Advanced energy data analytics to predict machine overall equipment effectiveness (OEE): A synergetic approach to foster sustainable manufacturing. Procedia CIRP 2023, 116, 438–443. [Google Scholar] [CrossRef]
- Febianti, E.; Safitri, K.D.; Kulsum, K.; Kurniawan, B.; Ferdinant, P.F.; Setiawan, H. Measurement of effectiveness of food processing machine through overall equipment effectiveness (OEE). J. Ind. Serv. 2022, 8, 46–52. [Google Scholar] [CrossRef]
- Sathler, K.P.B.; Salonitis, K.; Kolios, A. Overall equipment effectiveness as a metric for assessing operational losses in wind farms: A critical review of literature. Int. J. Sustain. Energy 2023, 42, 374–396. [Google Scholar] [CrossRef]
- Domingo, R.; Aguado, S. Overall Environmental Equipment Effectiveness as a Metric of a Lean and Green Manufacturing System. Sustainability 2015, 7, 9031–9047. [Google Scholar] [CrossRef]
- García-Arca, J.; Prado-Prado, J.C.; Fernández-González, A.J. Integrating KPIs for improving efficiency in road transport. Int. J. Phys. Distrib. Logist. Manag. 2018, 48, 931–951. [Google Scholar] [CrossRef]
- Mousavi, A.; Siervo, H.R.A. Automatic translation of plant data into management performance metrics: A case for real-time and predictive production control. Int. J. Prod. Res. 2017, 55, 4862–4877. [Google Scholar] [CrossRef]
- Contini, G.; Peruzzini, M.; Bulgarelli, S.; Bosi, G. Developing key performance indicators for monitoring sustainability in the ceramic industry: The role of digitalisation and industry 4.0 technologies. J. Clean. Prod. 2023, 414, 137664. [Google Scholar] [CrossRef]
- Samatemba, B.; Zhang, L.; Besa, B. Evaluating and optimising the effectiveness of mining equipment; the case of Chibuluma South underground mine. J. Clean. Prod. 2020, 252, 119697. [Google Scholar] [CrossRef]
- Cheah, C.K.; Prakash, J.; Ong, K.S. An integrated OEE framework for structured productivity improvement in a semiconductor manufacturing facility. Int. J. Product. Perform. Manag. 2020, 27, 1081–1105. [Google Scholar] [CrossRef]
- Putz, M.; Koriath, H.J.; Kuznetsov, A.P. Resource consumption classes of machine tools. MM Sci. J. 2019, 2019, 3301–3309. [Google Scholar] [CrossRef]
- Tham, K.D.; Madni, A.M. Sox Compliance with OEE, Enterprise Modelling and Temporal-ABC. Intell. Autom. Soft Comput. 2018, 24, 17–26. [Google Scholar] [CrossRef]
- Kampa, A.; Gołda, G. Modelling and simulation method for production process automation in steel casting foundry. Arch. Foundry Eng. 2018, 18, 47–52. [Google Scholar]
- Ghafoorpoor Yazdi, P.; Azizi, A.; Hashemipour, M. An Empirical Investigation of the Relationship between Overall Equipment Efficiency (OEE) and Manufacturing Sustainability in Industry 4.0 with Time Study Approach. Sustainability 2018, 10, 3031. [Google Scholar] [CrossRef]
- Perez Loaiza, R.E.; Olivares-Benitez, E.; Miranda Gonzalez, P.A.; Guerrero Campanur, A.; Martinez Flores, J.L. Supply chain network design with efficiency, location, and inventory policy using a multiobjective evolutionary algorithm. Int. Trans. Oper. Res. 2017, 24, 251–275. [Google Scholar] [CrossRef]
- Trattner, A.; Hvam, L.; Haug, A. Why slow down? Factors affecting speed loss in process manufacturing. Int. J. Adv. Manuf. Technol. 2020, 106, 2021–2034. [Google Scholar] [CrossRef]
- Foulloy, L.; Clivillé, V.; Berrah, L. A fuzzy temporal approach to the Overall Equipment Effectiveness measurement. Comput. Ind. Eng. 2019, 127, 103–115. [Google Scholar] [CrossRef]
- Sonmez, V.; Testik, M.C.; Testik, O.M. Overall equipment effectiveness when production speeds and stoppage durations are uncertain. Int. J. Adv. Manuf. Technol. 2018, 95, 121–130. [Google Scholar] [CrossRef]
- Zennaro, I.; Battini, D.; Sgarbossa, F.; Persona, A.; De Marchi, R. Micro downtime: Data collection, analysis and impact on OEE in bottling lines, the San Benedetto case study. Int. J. Qual. Reliable. Manag. 2018, 35, 965–995. [Google Scholar] [CrossRef]
- Fekri Sari, M.; Avakh Darestani, S. Fuzzy overall equipment effectiveness and line performance measurement using artificial neural network. J. Qual. Maint. Eng. 2019, 25, 340–354. [Google Scholar] [CrossRef]
- Yılmaz Eroğlu, D. Systematization, implementation and analyze of overall throughput effectiveness calculation in finishing process of weaving industry. Text. Appar. 2019, 29, 121–132. [Google Scholar] [CrossRef]
- Roda, I.; Macchi, M. Factory-level performance evaluation of buffered multi-state production systems. J. Manuf. Syst. 2019, 50, 226–235. [Google Scholar] [CrossRef]
- Nakhla, M. Designing extended overall equipment effectiveness: Application in healthcare operations. Int. J. Manag. Sci. Eng. Manag. 2018, 13, 227–236. [Google Scholar] [CrossRef]
- Aleš, Z.; Pavlů, J.; Legát, V.; Mošna, F.; Jurča, V. Methodology of overall equipment effectiveness calculation in the context of industry 4.0 environment. Eksploat. Niezawodn. 2019, 21, 411–418. [Google Scholar] [CrossRef]
- Annamalai, S.; Suresh, D. Implementation of total productive maintenance for overall equipment effectiveness improvement in machine shop. Int. J. Recent Technol. Eng. 2019, 8, 7686–7691. [Google Scholar]
- Pinto, M.M.O.; Goldberg, D.J.K.; Cardoso, J.S.L. Benchmarking operational efficiency of port terminals using the OEE indicator. Marit. Econ. Logist. 2017, 19, 504–517. [Google Scholar] [CrossRef]
- Aria, M.; Cuccurullo, C. Bibliometrix: An R-tool for comprehensive science mapping analysis. J. Informetr. 2017, 11, 959–975. [Google Scholar] [CrossRef]
- Shahin, A.; Isfahani, N.G. Estimating overall equipment effectiveness for continuous production lines: With a case study in Esfahan Steel Company. Int. J. Serv. Oper. Manag. 2015, 21, 466–478. [Google Scholar] [CrossRef]
- Hwang, G.; Lee, J.; Park, J.; Chang, T.W. Developing performance measurement system for Internet of Things and smart factory environment. Int. J. Prod. Res. 2017, 55, 2590–2602. [Google Scholar] [CrossRef]
- Kardas, E.; Brožova, S.; Pustějovská, P.; Jursová, S. The Evaluation of Efficiency of the Use of Machine Working Time in the Industrial Company—Case Study. Manag. Syst. Prod. Eng. 2017, 25, 241–245. [Google Scholar] [CrossRef]
- Chang, T.W.; Cho, E.; Jun, J.H.; Ahn, H. Implementation of smart factory for sme: Focusing on data acquisition and monitoring. ICIC Express Lett. Part B Appl. 2019, 10, 551–558. [Google Scholar]
- Alvarado, L.; Grimaldo Quispe, C.R. Method for optimising the production process of domestic water tank manufacturing companies. Int. J. Eng. Res. Technol. 2018, 11, 1735–1757. [Google Scholar]
- Durán, O.; Durán, P.A. Prioritisation of Physical Assets for Maintenance and Production Sustainability. Sustainability 2019, 11, 4296. [Google Scholar] [CrossRef]
- Bhattacharjee, A.; Roy, S.; Kundu, S.; Tiwary, M.; Chakraborty, R. An analytical approach to measure OEE for blast furnaces. Ironmak. Steelmak. 2019, 47, 540–544. [Google Scholar] [CrossRef]
- Niekurzak, M.; Lewicki, W.; Coban, H.H.; Bera, M. A Model to Reduce Machine Changeover Time and Improve Production Efficiency in an Automotive Manufacturing Organisation. Sustainability 2023, 15, 10558. [Google Scholar] [CrossRef]
- Sharma, R. Overall equipment effectiveness measurement of TPM manager model machines in flexible manufacturing environment: A case study of the automobile sector. Int. J. Product. Qual. Manag. 2019, 26, 206–222. [Google Scholar] [CrossRef]
- Khisamova, E.D.; Kodolova, I.A.; Kucherbaeva, A.A. Impact of Lean Technology on Overall Equipment Effectiveness. HELIX 2019, 9, 5159–5164. [Google Scholar] [CrossRef]
- Daniewski, K.; Kosicka, E.; Mazurkiewicz, D. Analysis of the correctness of determination of the effectiveness of maintenance service actions. Manag. Prod. Eng. Rev. 2018, 9, 20–25. [Google Scholar]
- Mikulik, J.; Niekurzak, M. Assessment of the Profitability of a Photovoltaic Installation Cooperating with Energy Storage Using an Example of a Medium-Sized Production Company. Energies 2024, 17, 4740. [Google Scholar] [CrossRef]
- Singh, J.; Singh, H.; Sharma, V. Success of TPM concept in a manufacturing unit—A case study. Int. J. Product. Perform. Manag. 2018, 67, 536–549. [Google Scholar] [CrossRef]
- Dadashnejad, A.-A.; Valmohammadi, C. Investigating the effect of value stream mapping on overall equipment effectiveness: A case study. Total Qual. Manag. Bus. Excell. 2019, 30, 466–482. [Google Scholar] [CrossRef]
- Al-Refaie, A.; Abbasi, G.; Al-shalaldeh, H. Lean and agile practices to improve the performance of the filling process via simulation and data envelopment analysis. SN Appl. Sci. 2019, 1, 1131. [Google Scholar] [CrossRef]
- Canizo, M.; Conde, A.; Charramendieta, S.; Minon, R.; Cid-Fuentes, R.G.; Onieva, E. Implementation of a large-scale platform for cyber-physical system real-time monitoring. IEEE Access 2019, 7, 52455–52466. [Google Scholar] [CrossRef]
- Niekurzak, M.; Lewicki, W.; Wróbel, J. Efficiency Assessment of the Production of Alternative Fuels of High Usable Quality within the Circular Economy: An Example from the Cement Sector. Sustainability 2024, 16, 8762. [Google Scholar] [CrossRef]
- Nwanya, S.C.; Udofia, J.I.; Ajayi, O.O. Optimization of machine downtime in the plastic manufacturing. Cogent Eng. 2017, 4, 1335444. [Google Scholar] [CrossRef]
- Gołda, G.; Kampa, A.; Paprocka, I. Analysis of human operators and industrial robots’ performance and reliability. Manag. Prod. Eng. Rev. 2018, 9, 24–33. [Google Scholar]
- Rahman, M.M.; Ahmed, R.; Mashud, A.H.M.; Malik, A.I.; Miah, S.; Abedin, M.Z. Consumption-Based CO2 Emissions on Sustainable Development Goals of the SAARC Region. Sustainability 2022, 14, 1467. [Google Scholar] [CrossRef]
- Mio, C.; Costantini, A.; Panfilo, S.J.C. Performance measurement tools for sustainable business: A systematic literature review on the sustainability balanced scorecard use. Corp. Soc. Responsib. Environ. Manag. 2022, 29, 367–384. [Google Scholar] [CrossRef]
- He, F.; Shen, K.; Lu, L.; Tong, Y. Model for improvement of overall equipment effectiveness of beerfilling lines. Adv. Mech. Eng. 2018, 10, 168781401878924. [Google Scholar] [CrossRef]
- Supriyanto, H.; Mokh, S. Performance evaluation using lean six sigma and overall equipment effectiveness: An analysis tool. Int. J. Mech. Eng. Technol. 2018, 9, 487–495. [Google Scholar]
- Lewicki, W.; Koniuszy, A.; Niekurzak, M.; Stefanowicz, K. Assessment of Parameters Affecting the Efficiency of Production Processes Including Barriers and Perspectives of Automation in a Real Manufacturing Environment. Appl. Sci. 2025, 15, 3092. [Google Scholar] [CrossRef]
- Basak, S.; Baumers, M.; Holweg, M.; Hague, R.; Tuck, C. Reducing production losses in additive manufacturing using overall equipment effectiveness. Addit. Manuf. 2022, 56, 102904. [Google Scholar] [CrossRef]
- Crawford, J.; Cifuentes-Faura, J. Sustainability in Higher Education during the COVID-19 Pandemic: A Systematic Review. Sustainability 2022, 14, 1879. [Google Scholar] [CrossRef]
- Abreu, M.F.; Alves, A.C.; Moreira, F. Business Overall Performance and Sustainability Effectiveness: An Indicator to Measure Companies’ Lean–Green Compliance. Sustainability 2024, 16, 4508. [Google Scholar] [CrossRef]
- Les, A.; Morella, P.; Lambán, M.P.; Royo, J.; Sánchez, J.C. A New Indicator for Measuring Efficiency in Urban Freight Transportation: Defining and Implementing the OEEM (Overall Equipment Effectiveness for Mobility). Appl. Sci. 2024, 14, 779. [Google Scholar] [CrossRef]
- Gomaa, A.H. Maintenance 4.0: Optimizing Asset Integrity and Reliability in Modern Manufacturing. Int. J. Inven. Eng. Sci. (IJIES) 2025, 12, 18–26. [Google Scholar] [CrossRef]
- Dobra, P.; Jósvai, J. Cumulative and Rolling Horizon Prediction of Overall Equipment Effectiveness (OEE) with Machine Learning. Big Data Cogn. Comput. 2023, 7, 138. [Google Scholar] [CrossRef]
- Zehra, K.; Mirjat, N.H.; Shakih, S.A.; Harijan, K.; Kumar, L.; El Haj Assad, M. Optimizing Auto Manufacturing: A Holistic Approach Integrating Overall Equipment Effectiveness for Enhanced Efficiency and Sustainability. Sustainability 2024, 16, 2973. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Aspect |
|---|---|
| 1. Selection: Separation of the required items from the unnecessary items | Separation of the required items from the unnecessary items |
| The workplace only has the needed equipment and tools. | |
| The workplace only needed spare parts, materials, and production in progress. | |
| There are only the necessary documents in the workplace. Outdated or, for other reasons, no longer needed posters are removed. Information, advertisements, reports, etc., are removed from the workplace. | |
| There are no unnecessary elements on the stairs. | |
| Safety hazards are under control (water, oil, chemicals). Pedestrian crossings, gravel roads, and equipment are cleared. An emergency is not planned. | |
| 2. Systematics: Assigning a place to the necessary object, tools | Everything has its place in this place |
| Firefighting hoses, fire extinguishers, and other emergency equipment can be found in visible and properly marked places. | |
| Areas requiring the use of personal protection measures are marked. | |
| Places for pallets, production in progress, materials, forklifts, devices, waste, and red containers are clearly marked. | |
| The tools have their designated storage location within the operator’s range. The place is properly marked; it is easy to see the lack of a tool. Shadow boards are in accordance with the standard. | |
| Items are stored in place right after use. | |
| 3. Cleaning: Regular cleaning of the workplace, machines, and their surroundings. Cleaning is checking | Cleanliness, ways to maintain cleanliness, and order |
| Floors, walls, and stairs are clean, not greasy. No scattered materials, spilled water, or oil. | |
| Working surfaces (machines, countertops, furniture, and other equipment, including electric mailboxes) are clean, unobstructed, and undelivered. | |
| Tools and documents are clean and—if possible— stored in a way that protects them from dirt and damage. | |
| All personal protective equipment is maintained in proper sanitary and technical condition. | |
| Cleaning equipment is properly stored and ready for use, if necessary. | |
| 4. Standardisation: Defining the principle and developing standards so that previous activities become a habit | Maintaining and monitoring the first three categories |
| There is a 5S table. It is entitled, clean, and ordered, The information on it is valid. | |
| All important working instructions are developed and visible. | |
| The 5S standard was developed for the area. | |
| Control lists/schedules for all cleaning and maintenance works are developed. | |
| Quantitative restrictions are visible. | |
| 5. Self-improvement: Fixing standards and their continuous improvement | Respect for the rules and improvement |
| All employees are trained in the range of 5S. | |
| Changes/daily and weekly 5S checks take place regularly. | |
| 5S audits are carried out as planned. | |
| The results of the previous audit are hung, clearly visible to the whole team. Actions are carried out on time. | |
| S5 improvements are proposed and implemented (resulting from the audit). |
| No | Causes | Solutions | Actions | Person Responsible |
|---|---|---|---|---|
| 1 | Common tools for several operators. | Delivery of the mix with the sito set + mug + bucket | To be done | Master |
| 2 | A lid was not cleaned after the previous change. | Cleaning the dent—routine by the procedure | To be done | Operator/Master/leader |
| 3 | Lubrication of components is made individually, not from two parts at once. | Painting two parts at the same time | To be done | Operator/Master/leader |
| 4 | Inadequate cup—there was no mixing. | Mix at the position, checking the possibility of extending the track + transferring the shelf. | Long-term plan | Production Coordinator |
| 5 | Cubes for mash. | We make the dimensions we want to have in 3D if we order the ok form | Long-term plan | Technologist |
| 6 | A waste of time looking for a mix. | Mix at the position, checking the possibility of extending the track + transferring the shelf | Long-term plan | Technologist |
| 7 | Tool failure. | Schedule checking tools at the descent from the carousel | To be done | Toolbox |
| 8 | Fitting. | Adaptation of the helper | Long-term plan | Steering wheel |
| 9 | CD travel time. | Checking if the carousel is treated as a priority TS | To be done | Production Coordinator |
| 10 | Table work. | Between four and five, there is a big difference—four walks faster, and the times need to be checked | To be done | Production Coordinator |
| 11 | No appropriate mugs. | Intermediate change + test laboratory | Long-term plan | Technologist |
| 12 | No materials are helpful for the position. | Workshop 5S | To be done | Master |
| 13 | No marking on the Mandril pressing for pressing mats. | Mat height determination | To be done | Toolbox/Technologist |
| 14 | No prior preparation of mixes and cubes. | The helper is preparing for three cubes, receives TS, rubs, and dresses in sacks. | Long-term plan | Steering wheel |
| 15 | Incomplete standard of work. | Checking SIPS updates, e.g., tape | To be done | Technologist |
| 16 | No instructions on how to set the ankles—the operator tried to put on four pieces of centring cubes, and there should be two. | Charging instructions, list for tool scrapers, | Long-term plan | Toolbox |
| 17 | A high percentage of waste in the process is mainly due to unnecessary movements. | Workshop 5S | To be done | Master |
| 18 | Lack of appropriate tools is described. | Workshop 5S | To be done | Technologist |
| 19 | Lack of visible plan for the implementation that remained. | Workshop 5S | To be done | Technologist |
| 20 | Waiting too long for a plate. | Workshop 5S | To be done | Production Coordinator |
| 21 | Tape dispenser. | Dispenser tests | To be done | Master |
| 22 | Marking the places where it is to be shortened with a band. | Adding explanatory inscriptions | To be done | Technologist |
| 23 | Marking of the centring cubes: up and down. | Marking of the top-centres to the bottom-colour + information to SIP | To be done | Technologist |
| 24 | Form trip switch to the pedal. | Replacement of foot protection with full | To be done | Technologist |
| 25 | Project change forms. | Installation of double exits to compressed air | To be done | Technologist |
| Ergonomics of fastening tools (lighter, smaller shape, different construction), lifting holder | Long-term plan | Production Coordinator | ||
| Determining the standard for starting the press. Performance by the press test technique | To be done | Master |
| Change | Number of Pieces | Number of Cycles | Number of Employees | Production Stopping Failures, min | Press Performance, % | OEE,% |
|---|---|---|---|---|---|---|
| 1 | 252 | 75 | 6 + 3·0.5 = 7.5 | 4.18 | 101.92 | 78.9 |
| 2 | 245 | 78 | 8 + 3·0.5 = 9.5 | 9.57 | 89.47 | 84.6 |
| 3 | 263 | 80 | 9 + 1·0.5 = 9.5 | 7.22 + 2.17 + 0.5 = 9.89 | 91.97 | 90.6 |
| 01-May-21 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Change/Number of Cycles | Change/Number of Cycles | Change/Number of Cycles | ||||||
| 1/85 | 2/73 | 3/81 | ||||||
| Loss | Cycle Time | Out | Loss | Cycle Time | Out | Loss | Cycle Time | Out |
| Falsehood | 00:04:04 | Falsehood | 00:04:01 | 00:10:47 | 00:15:24 | |||
| Falsehood | 00:04:01 | Falsehood | 00:04:17 | Falsehood | 00:04:20 | |||
| 00:05:47 | 00:10:14 | 00:02:24 | 00:06:45 | Falsehood | 00:04:17 | |||
| Falsehood | 00:04:15 | 00:05:09 | 00:09:30 | Falsehood | 00:04:19 | |||
| Falsehood | 00:04:11 | 00:01:16 | 00:05:37 | Falsehood | 00:04:15 | |||
| Falsehood | 00:04:13 | 00:09:50 | 00:14:11 | Falsehood | 00:04:16 | |||
| TS | 00:05:44 | 00:00:08 | 00:04:29 | TS | 00:05:37 | |||
| TS | 00:05:40 | 00:02:18 | 00:06:39 | 00:00:25 | 00:05:02 | |||
| Falsehood | 00:04:10 | Falsehood | 00:04:13 | TS | 00:07:47 | |||
| Falsehood | 00:04:10 | 00:00:11 | 00:04:32 | Falsehood | 00:04:14 | |||
| 00:00:32 | 00:04:59 | 00:05:55 | 00:10:16 | Falsehood | 00:04:24 | |||
| Falsehood | 00:03:58 | 00:01:15 | 00:05:36 | 00:04:40 | 00:09:17 | |||
| 00:00:51 | 00:05:18 | 00:00:12 | 00:04:33 | Falsehood | 00:04:08 | |||
| Falsehood | 00:04:27 | 00:00:09 | 00:04:30 | 00:00:50 | 00:05:27 | |||
| 7Falsehood | 00:04:24 | 00:07:54 | 00:12:15 | Falsehood | 00:04:14 | |||
| Falsehood | 00:03:53 | 00:01:03 | 00:05:24 | Falsehood | 00:04:13 | |||
| Falsehood | 00:04:18 | 00:00:42 | 00:05:03 | Falsehood | 00:04:08 | |||
| Falsehood | 00:04:09 | 00:01:21 | 00:05:42 | 00:00:25 | 00:05:02 | |||
| Falsehood | 00:03:58 | 00:03:38 | 00:07:59 | Falsehood | 00:04:14 | |||
| Falsehood | 00:04:14 | 00:06:08 | 00:10:29 | 00:01:36 | 00:06:13 | |||
| 00:00:39 | 00:05:06 | 00:01:13 | 00:05:34 | Falsehood | 00:04:23 | |||
| Falsehood | 00:04:10 | 00:00:16 | 00:04:37 | 00:03:38 | 00:08:15 | |||
| 00:00:01 | 00:04:28 | 00:00:05 | 00:04:26 | 00:00:25 | 00:05:02 | |||
| TS | 00:05:30 | 00:03:02 | 00:07:23 | Falsehood | 00:04:18 | |||
| May | Number of Cycles | OEE (%) | Efficiency, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number of People on the Change (in the Number of People on Overtime) | Change About the Day | Change About the Day | Change About the Day | ||||||||||
| Grey | Brown | Blue | Purple | Day | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 |
| 10 | 8(2) | 9 | 1 | 85 | 73 | 81 | 84 | 70.4 | 83.1 | 90.3 | 113.1 | 85.8 | |
| 10 | 14(5) | 10 | 2 | 87 | 45 | 83 | 90.6 | 51.4 | 85.8 | 101.6 | 74.9 | 100.6 | |
| 9 | 8 | 10 | 3 | 83 | 70 | 88 | 87.5 | 73.7 | 89.1 | 109.7 | 96.8 | 107 | |
| 8 | 11 | 7 | 4 | 68 | 72 | 69 | 69.4 | 77.4 | 71.8 | 103.2 | 76.8 | 113.8 | |
| 10 | 7 | 7 | 5 | 53 | 63 | 66 | 58.4 | 64 | 67 | 91 | 96.3 | 122.3 | |
| 10 | 8 | 10 | 6 | 33 | 81 | 88 | 34.2 | 83.6 | 90.7 | 80.5 | 89.2 | 98.3 | |
| 9 | 9 | 10 | 7 | 82 | 90 | 79 | 86.5 | 92.1 | 83.6 | 106.6 | 101.7 | 95.2 | |
| 10,5 | 11 | 8 | 8 | 84 | 70 | 72 | 87.5 | 72.1 | 79 | 86 | 105.9 | 89.9 | |
| 11 | 9 | 10 | 9 | 73 | 81 | 78 | 78.1 | 83.5 | 83.2 | 91.4 | 92.7 | 84.9 | |
| 11 | 9 | 9 | 10 | 70 | 65 | 84 | 80.3 | 69.7 | 88.9 | 89 | 76 | 74.6 | |
| 10 | 10 | 11(1) | 11 | 80 | 75 | 66 | 84 | 80.7 | 74.3 | 83.4 | 85.1 | 81.5 | |
| 11 | 9 | 10 | 12 | 74 | 79 | 79 | 78 | 84.8 | 80.8 | 85.5 | 83.6 | 97.9 | |
| 10 | 8 | 10 | 13 | 78 | 83 | 70 | 82.4 | 86.8 | 72.4 | 94 | 97.8 | 105.6 | |
| 11 | 9 | 11 | 14 | 82 | 86 | 79 | 84.7 | 89.7 | 81.1 | 86.1 | 89.5 | 97 | |
| 8 | 10 | 11 | 15 | 86 | 74 | 83 | 88.8 | 76.5 | 83.9 | 90.2 | 104.7 | 95.1 | |
| 10 | 9 | 8 | 16 | 72 | 67 | 77 | 80.4 | 72.4 | 81.1 | 97.4 | 100.3 | 116.5 | |
| 10 | 8 | 11 | 17 | 76 | 65 | 71 | 81.7 | 69.5 | 75.8 | 88.8 | 88.2 | 75.5 | |
| 10 | 8 | 10 | 18 | 79 | 60 | 81 | 83.6 | 64 | 83.9 | 96.4 | 94.3 | 89.5 | |
| 10 | 9 | 10 | 19 | 82 | 67 | 74 | 85.1 | 71.6 | 83.2 | 97.3 | 95.8 | 87.3 | |
| XXX | 9 | 11 | 20 | 0 | 51 | 81 | 0 | 55.6 | 87.5 | 0 | 68.1 | 92.2 | |
| 9 | 8 | 9 | 21 | 66 | 78 | 62 | 73.8 | 82 | 76.3 | 90 | 89.2 | 100.8 | |
| 11 | 9 | 8 | 22 | 73 | 67 | 78 | 81.6 | 70.7 | 92.9 | 94 | 88.3 | 86.5 | |
| 11 | 8 | 10 | 23 | 74 | 84 | 87 | 80 | 92 | 91.8 | 102.8 | 92.6 | 92.5 | |
| 11 | 11 | 10 | 24 | 86 | 80 | 87 | 85.2 | 86.3 | 89.9 | 93.1 | 94.5 | 87.1 | |
| 9 | 11 | 9 | 25 | 79 | 80 | 76 | 75.2 | 84 | 83 | 75.9 | 93.3 | 92.9 | |
| 9 | 10 | 10 | 26 | 42 | 87 | 76 | 62.9 | 91.2 | 84.1 | 36.3 | 95.4 | 96.3 | |
| 10 | 9 | 10 | 27 | 77 | 84 | 68 | 79.4 | 92 | 75.7 | 80.2 | 94.9 | 88.5 | |
| 11 | 7 | 11 | 28 | 80 | 79 | 64 | 86.5 | 84.7 | 58.3 | 80.4 | 78.5 | 103.1 | |
| 11 | 9 | 11 | 29 | 91 | 82 | 61 | 96.3 | 90.5 | 70.2 | 88.8 | 85.6 | 70.1 | |
| 14(6) | 8 | 11 | 30 | 86 | 59 | 64 | 91.5 | 64.2 | 68.9 | 89.4 | 60.3 | 80.3 | |
| 8 | 10 | 11 | 31 | 85 | 63 | 66 | 93.8 | 70.5 | 74 | 92.8 | 62.1 | 72.7 | |
| The average number of people | 10.2 | 8.7 | 9.3 | 10 |
| The sum of the cycles | 1810 | 1487 | 1633 | 1927 |
| Average number of cycles | 78.7 | 67.6 | 71 | 80.3 |
| Medium OEE | 84.2 | 72.1 | 76.6 | 84.7 |
| Average performance | 92.6 | 92.1 | 85.2 | 92.1 |
| Average attendance/change for OEE > 85% | 10.4 |
| Average number of cycles/change for OEE > 85% | 84.3 |
| Average performance, %/change for OEE > 85% | 93.1 |
| Average turnout/change for OEE > 85% | 10.6 |
| Average number of cycles/change for OEE > 85% | 84.9 |
| Average performance, %/change for OEE > 85% | 93.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niekurzak, M.; Lewicki, W. Optimisation of the Production Process of Ironing Refractory Products Using the OEE Indicator as Part of Innovative Solutions for Sustainable Production. Sustainability 2025, 17, 4779. https://doi.org/10.3390/su17114779
Niekurzak M, Lewicki W. Optimisation of the Production Process of Ironing Refractory Products Using the OEE Indicator as Part of Innovative Solutions for Sustainable Production. Sustainability. 2025; 17(11):4779. https://doi.org/10.3390/su17114779
Chicago/Turabian StyleNiekurzak, Mariusz, and Wojciech Lewicki. 2025. "Optimisation of the Production Process of Ironing Refractory Products Using the OEE Indicator as Part of Innovative Solutions for Sustainable Production" Sustainability 17, no. 11: 4779. https://doi.org/10.3390/su17114779
APA StyleNiekurzak, M., & Lewicki, W. (2025). Optimisation of the Production Process of Ironing Refractory Products Using the OEE Indicator as Part of Innovative Solutions for Sustainable Production. Sustainability, 17(11), 4779. https://doi.org/10.3390/su17114779