
Upscaling via a Prospective LCA: A Case Study on Tomato Homogenate Using a Near-to-Market Pasteurisation Technology

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Aim of the Study, Goal, and Scope Definition
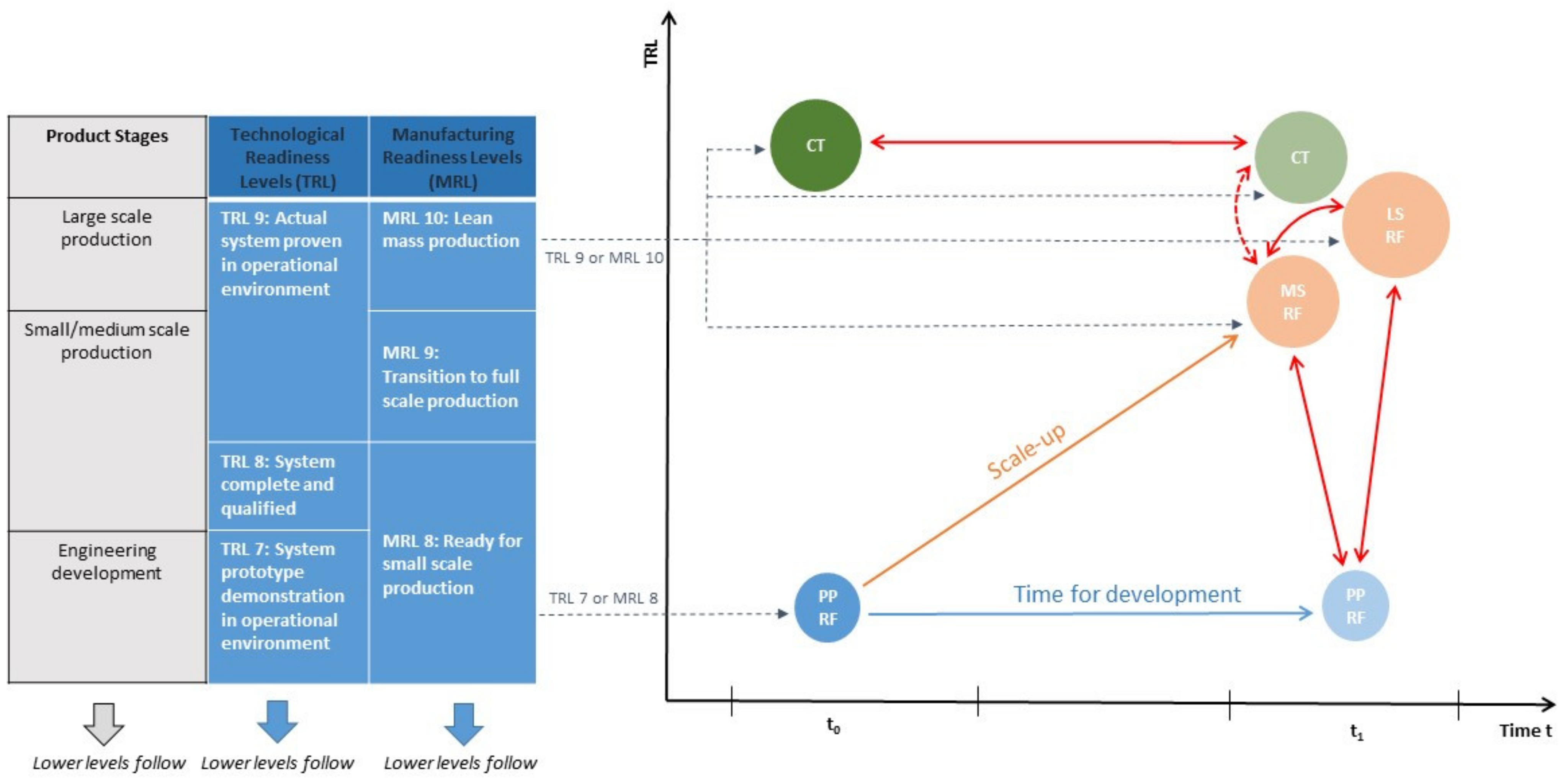
2.2. Scaling-Up Procedure and Data Collection
2.3. Impact Assessment Methods and Impact Categories
3. Results and Discussion
3.1. Implementation of the Scaling-Up Procedure
3.1.1. Throughput of Salmorejo at Industrial Scale and Scenarios
- (1).
- Pilot, medium, or large scale, using the novel technology (RF) in the future.
- (2).
- Conventional pasteurisation using heat exchangers or RF technology at medium scale in the future.
- (3).
- Conventional heating with heat exchangers in the present or in the future, at medium scale.
- (4).
- Large scale RF technology in the future in which the organic processing waste is landfilled or valorised to animal feed.
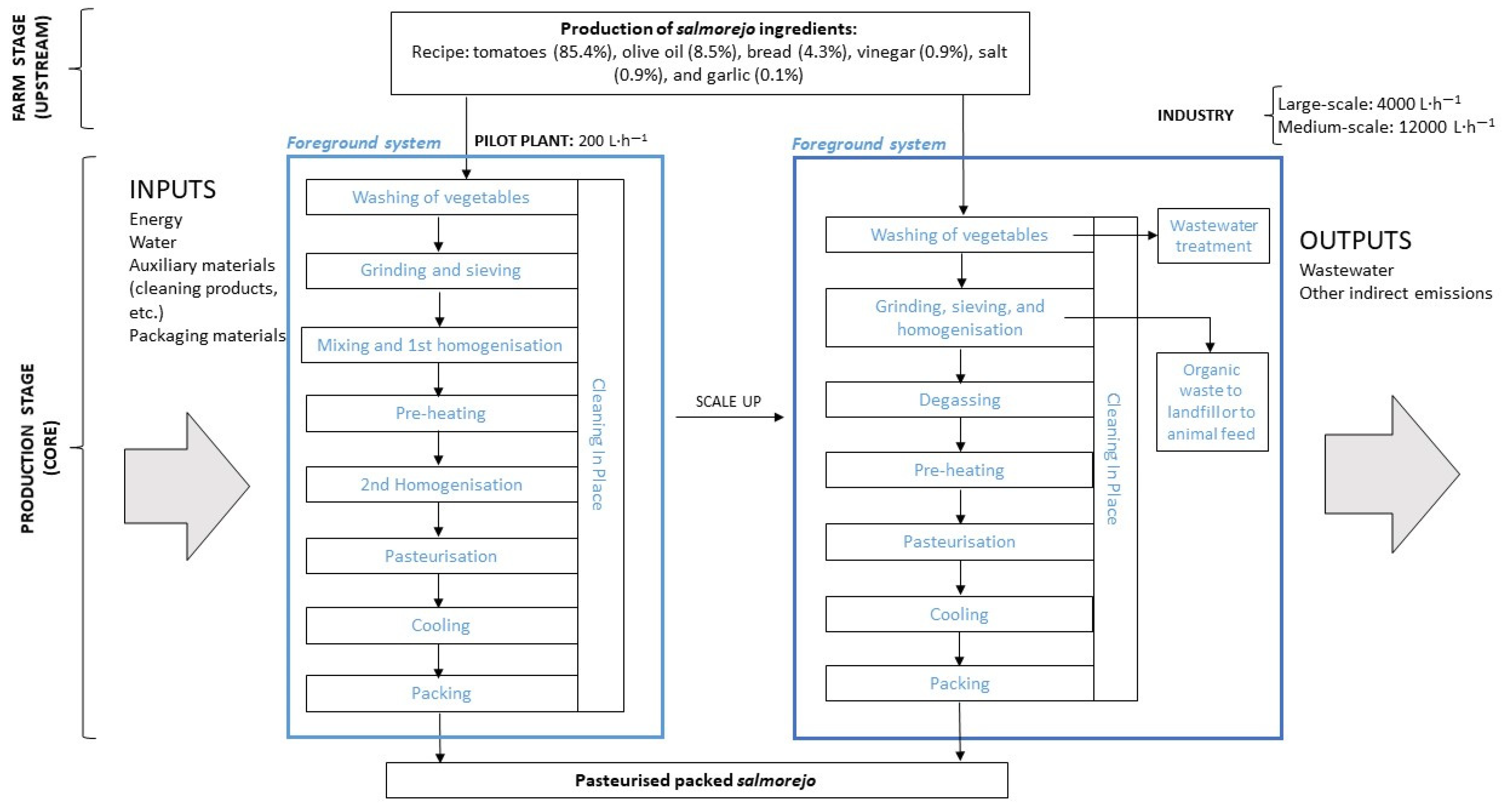
3.1.2. Industrial Processing of Pasteurised Salmorejo
Recipe and Product Characterisation
Processing Line
- Reception and washing of tomatoes, performed by aspersion or by sinking the tomatoes into water. Tomatoes can also be brushed to better clean the product surface and remove the remaining water before the subsequent process.
- Grinding, sieving, and homogenisation by using a turbo-extractor.
- Deaeration or degassing, to remove the air bubbles trapped in the product so as to avoid its oxidation.
- Pre-heating, carried out through tubular heat exchangers.
- Pasteurisation using either conventional heating with heat exchangers or RF, the innovative technology.
- Product cooling, performed through heat exchangers.
- Primary aseptic packing in multilayer packaging (bricks), secondary, and tertiary packaging.
- Cleaning-in-place every time the plant stops and/or starts.
3.1.3. Forecast Design and Processing Conditions. Building up the Life-Cycle Inventory (LCI)
Foreground System
- (a)
- Tomato washing
- (b)
- Mashing, sieving, and homogenisation
- (c)
- Degassing
- (d)
- Thermal treatment: preheating, pasteurisation, precooling, and cooling
- (e)
- Packing
- (f)
- Cleaning-in-place
Background Modelling
3.2. Prospective LCA Results
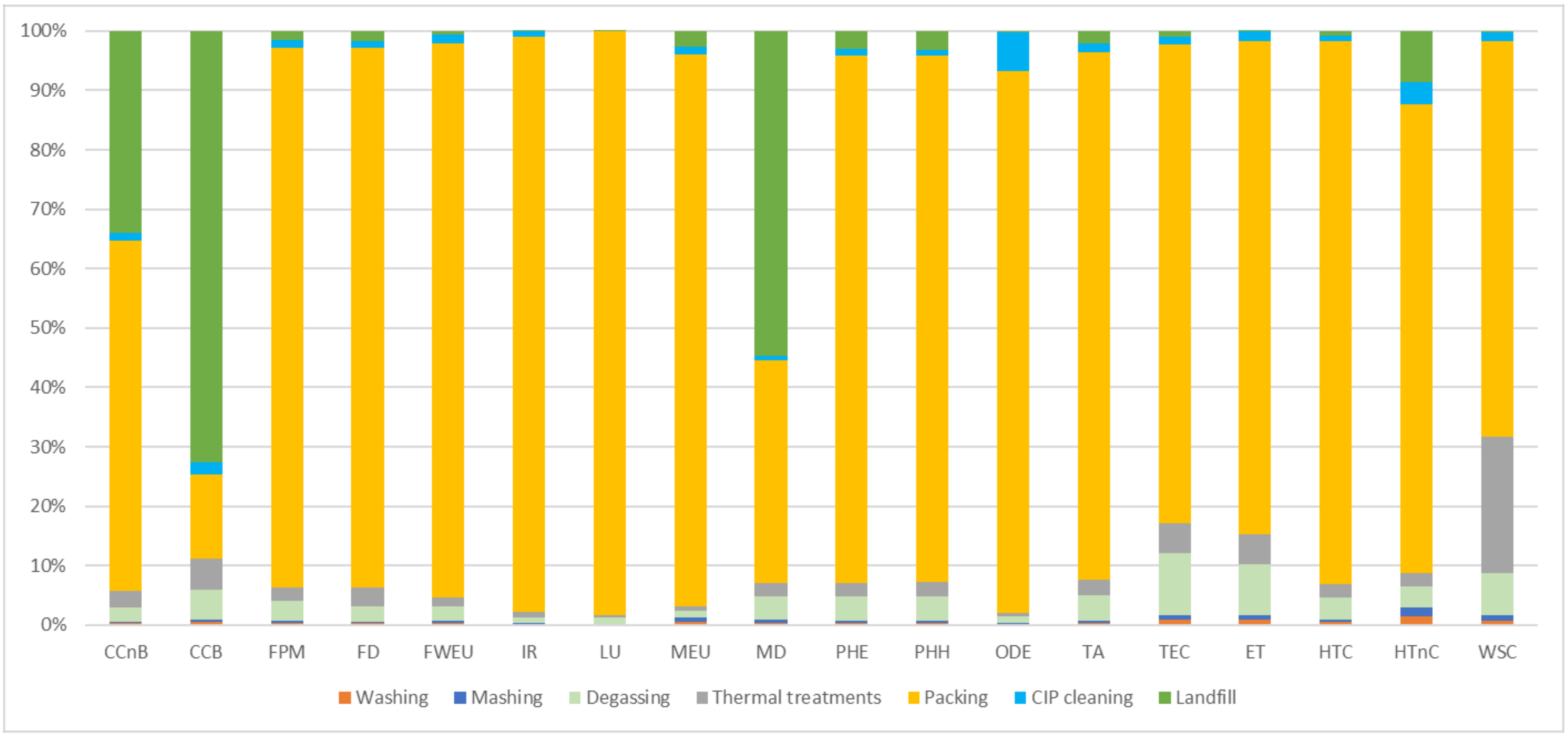
3.2.1. Comparing Production Scales
3.2.2. Comparing RF with Conventional Pasteurisation
3.2.3. Effect of Background Energy Processes on the Results
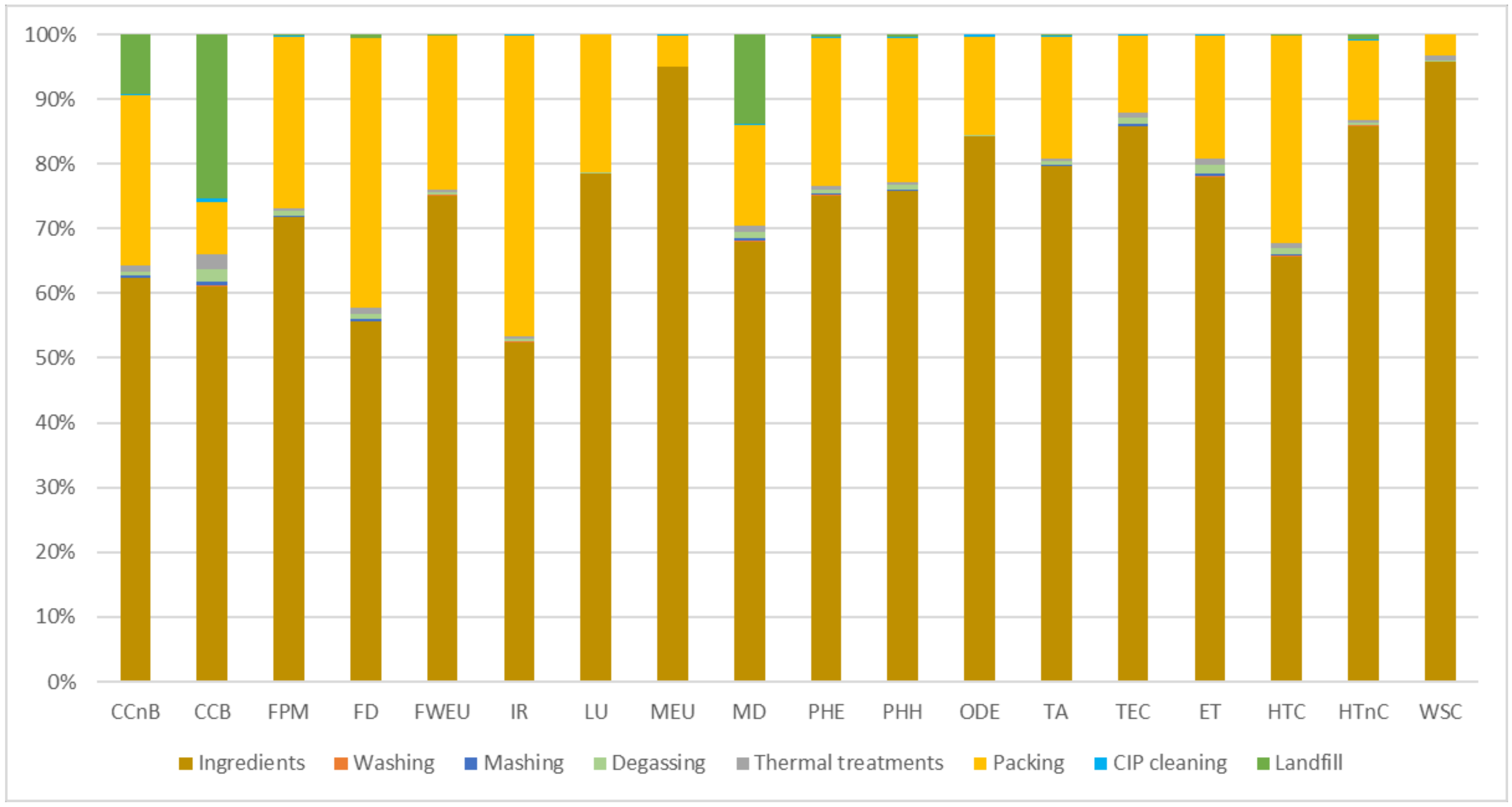
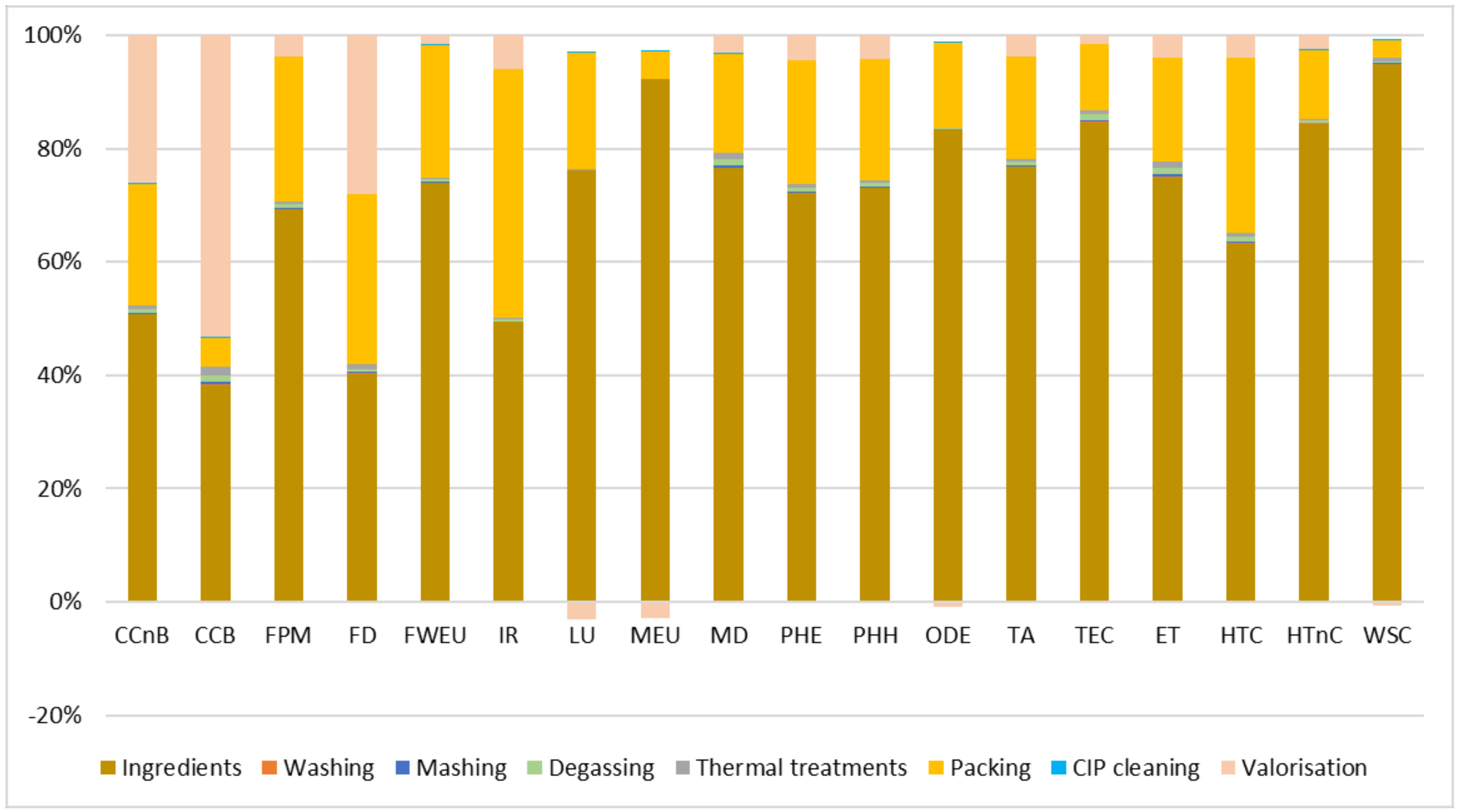
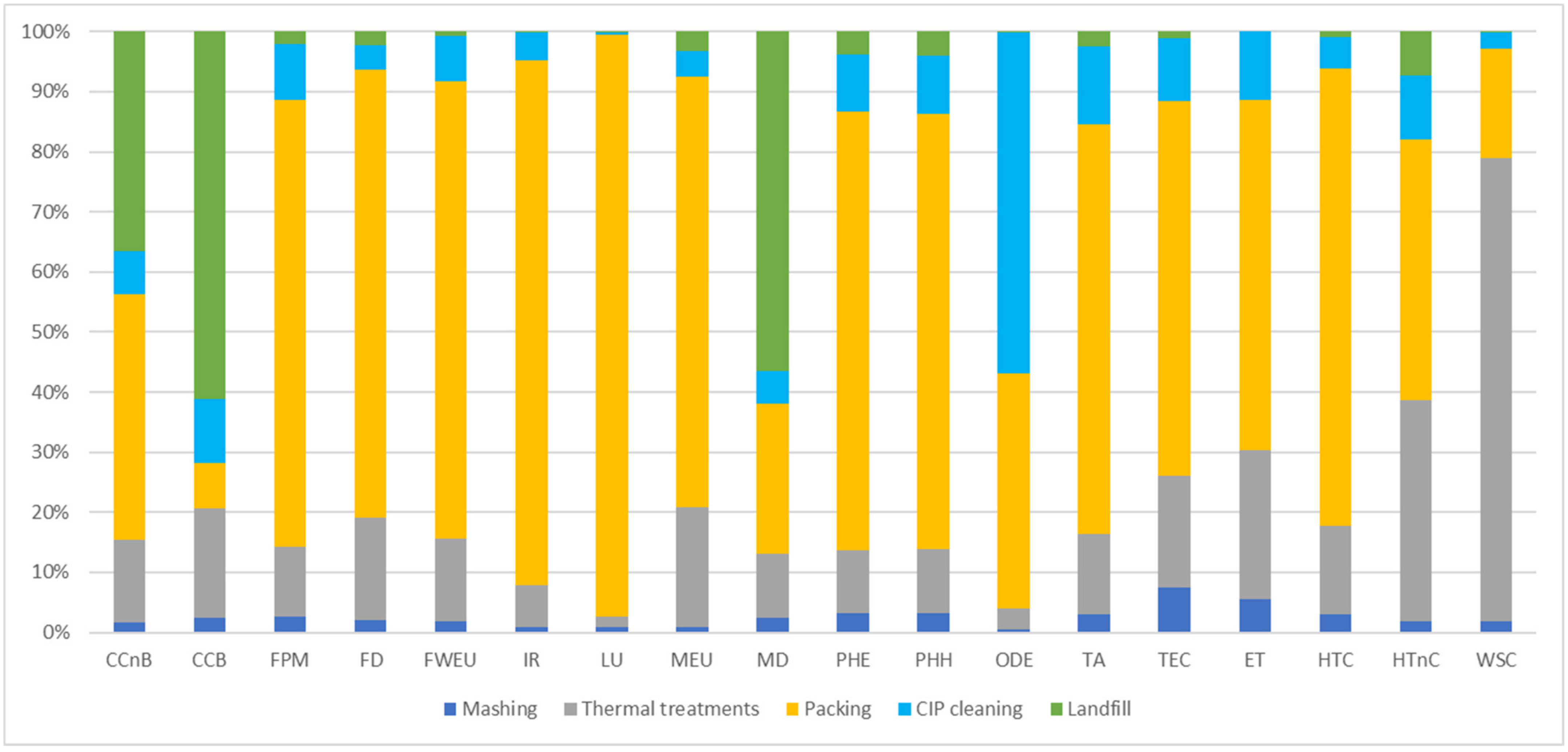
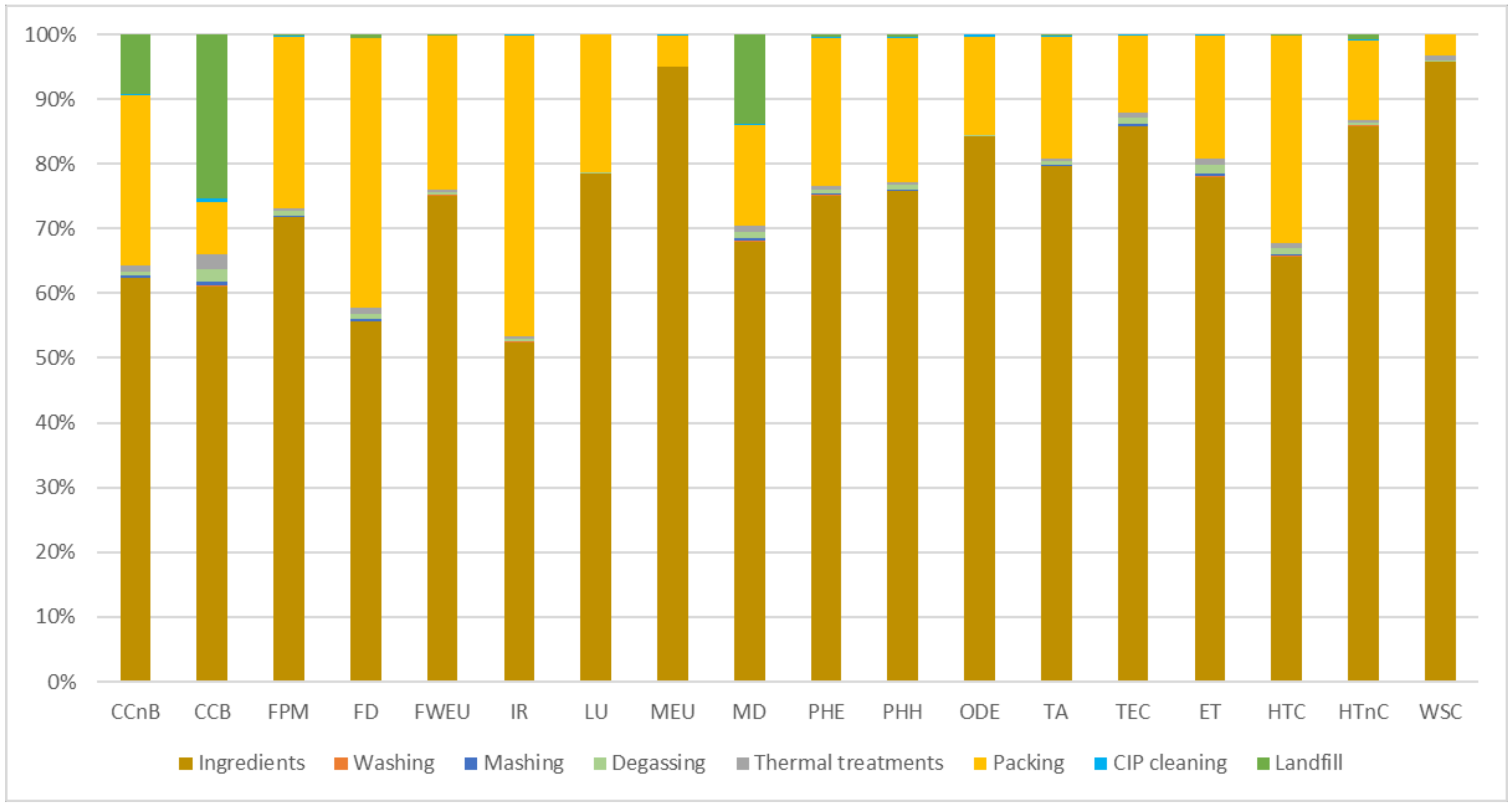
3.2.4. Expanding the Boundaries “From Farm-to-Factory-Gate” and Assessing the Valorisation of Tomato Pomace
4. Conclusions and Prospects
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Notarnicola, B.; Tassielli, G.; Renzulli, P.A.; Castellani, V.; Sala, S. Environmental impacts of food consumption in Europe. J. Clean. Prod. 2017, 140, 753–765. [Google Scholar] [CrossRef]
- Monforti-Ferrario, F. Energy Use in the EU Food Sector: State of Play and Opportunities for Improvement; Publications Office of the European Union: Luxembourg, 2015; ISBN 9789279482991. [Google Scholar]
- Ladha-Sabur, A.; Bakalis, S.; Fryer, P.J.; Lopez-Quiroga, E. Mapping energy consumption in food manufacturing. Trends Food Sci. Technol. 2019, 86, 270–280. [Google Scholar] [CrossRef]
- Tassou, S.A.; Kolokotroni, M.; Gowreesunker, B.; Stojceska, V.; Azapagic, A.; Fryer, P.; Bakalis, S. Energy demand and reduction opportunities in the UK food chain. Proc. Inst. Civ. Eng. Energy 2014, 167, 162–170. [Google Scholar] [CrossRef] [Green Version]
- Ramón, E. Alvalle Exporta su Gazpacho 100% español a Francia, Bélgica, Portugal, Alemania y Reino Unido. 2018. Available online: https://www.expansion.com/empresas/distribucion/2017/07/23/59748dc422601d7e7b8b45a1.html (accessed on 29 December 2021).
- InfoRETAIL. La Facturación Del Gazpacho Crece a Doble Dígito. 2019. Available online: https://www.revistainforetail.com/noticiadet/la-facturacion-del-gazpacho-crece-a-doble-digito/9be0601431e979666ae4e9f23899e467 (accessed on 29 December 2021).
- El Mundo. El Gazpacho Crece Seis Veces Más Rápido Que El Mercado. 2018. Available online: https://www.elmundo.es/economia/ahorro-y-consumo/2018/06/25/5b15735d46163fe7398b4585.html (accessed on 29 December 2021).
- Siefarth, C.; Tran, T.; Mittermaier, P.; Pfeiffer, T.; Buettner, A. Effect of Radio Frequency Heating on Yoghurt, II: Microstructure and Texture. Foods 2014, 3, 369–393. [Google Scholar] [CrossRef] [Green Version]
- Di Rosa, A.R.; Leone, F.; Bressan, F.; Battaglia, G.; Veccia, T.; Chiofalo, V. Radio frequency heating of milk–effects on quality, safety, and shelf life assessed using artificial senses and chemometric tools. Electronics 2018, 7, 402. [Google Scholar] [CrossRef] [Green Version]
- Orsat, V.; Vijaya Raghavan, G.S. Radio-Frequency Processing. Emerg. Technol. Food Process. 2014, 385–398. [Google Scholar] [CrossRef]
- Barba, F.J.; Koubaa, M.; do Prado-Silva, L.; Orlien, V.; de Souza Sant’Ana, A. Mild processing applied to the inactivation of the main foodborne bacterial pathogens: A review. Trends Food Sci. Technol. 2017, 66, 20–35. [Google Scholar] [CrossRef]
- Moejes, S.N.; van Boxtel, A.J.B. Energy saving potential of emerging technologies in milk powder production. Trends Food Sci. Technol. 2017, 60, 31–42. [Google Scholar] [CrossRef]
- Tola, Y.B.; Ramaswamy, H.S. Novel processing methods: Updates on acidified vegetables thermal processing. Curr. Opin. Food Sci. 2018, 23, 64–69. [Google Scholar] [CrossRef]
- Hou, L.; Huang, Z.; Kou, X.; Wang, S. Computer simulation model development and validation of radio frequency heating for bulk chestnuts based on single particle approach. Food Bioprod. Process. 2016, 100, 372–381. [Google Scholar] [CrossRef]
- Li, R.; Kou, X.; Cheng, T.; Zheng, A.; Wang, S. Verification of radio frequency pasteurization process for in-shell almonds. J. Food Eng. 2017, 192, 103–110. [Google Scholar] [CrossRef]
- Ling, B.; Lyng, J.G.; Wang, S. Radio-frequency treatment for stabilization of wheat germ: Dielectric properties and heating uniformity. Innov. Food Sci. Emerg. Technol. 2018, 48, 66–74. [Google Scholar] [CrossRef]
- Zheng, A.; Zhang, B.; Zhou, L.; Wang, S. Application of radio frequency pasteurization to corn (Zea mays L.): Heating uniformity improvement and quality stability evaluation. J. Stored Prod. Res. 2016, 68, 63–72. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, M.; Xu, B.; Fang, Z.; Zheng, D. Effect of radio frequency heating on the sterilization and product quality of vacuum packaged Caixin. Food Bioprod. Process. 2015, 95, 47–54. [Google Scholar] [CrossRef]
- Ozturk, S.; Kong, F.; Singh, R.K. Evaluation of Enterococcus faecium NRRL B-2354 as a potential surrogate of Salmonella in packaged paprika, white pepper and cumin powder during radio frequency heating. Food Control 2020, 108, 106833. [Google Scholar] [CrossRef]
- Farag, K.W.; Marra, F.; Lyng, J.G.; Morgan, D.J.; Cronin, D.A. Temperature changes and power consumption during radio frequency tempering of beef lean/fat formulations. Food Bioprocess Technol. 2010, 3, 732–740. [Google Scholar] [CrossRef]
- Muñoz, I.; Serra, X.; Guàrdia, M.D.; Fartdinov, D.; Arnau, J.; Picouet, P.A.; Gou, P. Radio frequency cooking of pork hams followed with conventional steam cooking. LWT 2020, 123, 109104. [Google Scholar] [CrossRef]
- Nagaraj, G.; Purohit, A.; Harrison, M.; Singh, R.; Hung, Y.C.; Mohan, A. Radiofrequency pasteurization of inoculated ground beef homogenate. Food Control 2016, 59, 59–67. [Google Scholar] [CrossRef]
- Marra, F.; Zhang, L.; Lyng, J.G. Radio frequency treatment of foods: Review of recent advances. J. Food Eng. 2009, 91, 497–508. [Google Scholar] [CrossRef]
- Awuah, G.B.; Ramaswamy, H.S.; Economides, A.; Mallikarjunan, K. Inactivation of Escherichia coli K-12 and Listeria innocua in milk using radio frequency (RF) heating. Innov. Food Sci. Emerg. Technol. 2005, 6, 396–402. [Google Scholar] [CrossRef]
- Piyasena, P.; Dussault, C. Continuous radio-frequency heating of a model viscous solution: Influence of active current, flow rate, and salt content on temperature rise. Can. Biosyst. Eng. Genie Biosyst. Can. 2003, 45. [Google Scholar]
- Zhu, J.; Zhang, D.; Zhou, X.; Cui, Y.; Jiao, S.; Shi, X. Development of a pasteurization method based on radio frequency heating to ensure microbiological safety of liquid egg. Food Control 2021, 123, 107035. [Google Scholar] [CrossRef]
- Hospido, A.; Davis, J.; Berlin, J.; Sonesson, U. A review of methodological issues affecting LCA of novel food products. Int. J. Life Cycle Assess. 2010, 15, 44–52. [Google Scholar] [CrossRef]
- Thomas, C.; Grémy-Gros, C.; Perrin, A.; Symoneaux, R.; Maître, I. Implementing LCA early in food innovation processes: Study on spirulina-based food products. J. Clean. Prod. 2020, 268, 121793. [Google Scholar] [CrossRef]
- Garcia-Garcia, G.; Rahimifard, S.; Matharu, A.S.; Dugmore, T.I.J. Life-Cycle Assessment of Microwave-Assisted Pectin Extraction at Pilot Scale. ACS Sustain. Chem. Eng. 2019, 7, 5167–5175. [Google Scholar] [CrossRef] [Green Version]
- Sampaio, A.P.C.; de Sá, M.; de Sousa Filho, M.; Castro, A.L.A.; de Figueirêdo, M.C.B. Life cycle assessment from early development stages: The case of gelatin extracted from tilapia residues. Int. J. Life Cycle Assess. 2017, 22, 767–783. [Google Scholar] [CrossRef]
- Valsasina, L.; Pizzol, M.; Smetana, S.; Georget, E.; Mathys, A.; Heinz, V. Life cycle assessment of emerging technologies: The case of milk ultra-high pressure homogenisation. J. Clean. Prod. 2017, 142, 2209–2217. [Google Scholar] [CrossRef]
- Hetherington, A.C.; Borrion, A.L.; Griffiths, O.G.; McManus, M.C. Use of LCA as a development tool within early research: Challenges and issues across different sectors. Int. J. Life Cycle Assess. 2014, 19, 130–143. [Google Scholar] [CrossRef] [Green Version]
- De Marco, I.; Iannone, R.; Miranda, S.; Riemma, S. An environmental study on starch aerogel for drug delivery applications: Effect of plant scale-up. Int. J. Life Cycle Assess. 2018, 23, 1228–1239. [Google Scholar] [CrossRef]
- Hellweg, S.; Canals, L.M.I. Emerging approaches, challenges and opportunities in life cycle assessment. Science 2014, 344, 1109–1113. [Google Scholar] [CrossRef]
- McKone, T.E.; Nazaroff, W.W.; Berck, P.; Auffhammer, M.; Lipman, T.; Torn, M.S.; Masanet, E.; Lobscheid, A.; Santero, N.; Mishra, U.; et al. Grand challenges for life-cycle assessment of biofuels. Environ. Sci. Technol. 2011, 45, 1751–1756. [Google Scholar] [CrossRef]
- Shibasaki, M.; Warburg, N.; Eyerer, P. Upscaling effect and Life Cycle Assessment. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Leuven, Belgium, 31 May–2 June 2006; pp. 61–64. [Google Scholar]
- Saravacos, G.; Kostaropoulos, A.E. Mechanical Processing Equipment. In Handbook of Food Processing Equipment; Food Engineering Series; Springer: Cham, Switzerland, 2016; ISBN 9783319250182. [Google Scholar]
- Silva, V.L.; Sanjuán, N. Opening up the black box: A systematic literature review of life cycle assessment in alternative food processing technologies. J. Food Eng. 2019, 250, 33–45. [Google Scholar] [CrossRef]
- Walker, C.; Beretta, C.; Sanjuán, N.; Hellweg, S. Calculating the energy and water use in food processing and assessing the resulting impacts. Int. J. Life Cycle Assess. 2018, 23, 824–839. [Google Scholar] [CrossRef]
- Zhou, Y.; Lee, C.K.; Sharratt, P. Bridging the Gap from Pilot Plant Experimental Records to Life Cycle Inventory. Ind. Eng. Chem. Res. 2017, 56, 10393–10412. [Google Scholar] [CrossRef]
- Arvidsson, R.; Molander, S. Prospective Life Cycle Assessment of Epitaxial Graphene Production at Different Manufacturing Scales and Maturity. J. Ind. Ecol. 2017, 21, 1153–1164. [Google Scholar] [CrossRef]
- Gavankar, S.; Suh, S.; Keller, A.A. The Role of Scale and Technology Maturity in Life Cycle Assessment of Emerging Technologies: A Case Study on Carbon Nanotubes. J. Ind. Ecol. 2015, 19, 51–60. [Google Scholar] [CrossRef]
- Pereira da Silva, A.K.; Cardoso, A.; Benício de Sá Filho, E.; Monteiro Cordeiro de Azeredo, H.; Freire, F.; Casimiro Filho, F.; Brito de Figueirêdo, M.C. Integrating life cycle assessment in early process development stage: The case of extracting starch from mango kernel. J. Clean. Prod. 2021, 321, 128981. [Google Scholar] [CrossRef]
- Villares, M.; Işıldar, A.; van der Giesen, C.; Guinée, J. Does ex ante application enhance the usefulness of LCA? A case study on an emerging technology for metal recovery from e-waste. Int. J. Life Cycle Assess. 2017, 22, 1618–1633. [Google Scholar] [CrossRef] [Green Version]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. From laboratory to industrial scale: A scale-up framework for chemical processes in life cycle assessment studies. J. Clean. Prod. 2016, 135, 1085–1097. [Google Scholar] [CrossRef]
- Tsoy, N.; Steubing, B.; van der Giesen, C.; Guinée, J. Upscaling methods used in ex ante life cycle assessment of emerging technologies: A review. Int. J. Life Cycle Assess. 2020, 25, 1680–1692. [Google Scholar] [CrossRef]
- Thonemann, N.; Schulte, A.; Maga, D. How to conduct prospective life cycle assessment for emerging technologies? A systematic review and methodological guidance. Sustainability 2020, 12, 1192. [Google Scholar] [CrossRef] [Green Version]
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. International Standard Organization: Geneva, Switzerland, 2009.
- ISO 14044; Environmental Management—Life Cycle Assessment—Framework and Guidelines. International Standard Organization: Geneva, Switzerland, 2006.
- Collingridge, D. The Social Control of Technology; Frances Pinter: London, UK, 1980. [Google Scholar]
- Bergerson, J.A.; Brandt, A.; Cresko, J.; Carbajales-Dale, M.; MacLean, H.L.; Matthews, H.S.; McCoy, S.; McManus, M.; Miller, S.A.; Morrow III, W.R.; et al. Life cycle assessment of emerging technologies: Evaluation techniques at different stages of market and technical maturity. J. Ind. Ecol. 2019, 1–15. [Google Scholar] [CrossRef]
- European Commission Horizon Europe. Available online: https://ec.europa.eu/info/research-and-innovation/funding/funding-opportunities/funding-programmes-and-open-calls/horizon-europe_en (accessed on 29 December 2021).
- EC-JRC. International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance; European Commission—Joint Research Centre—Institute for Environment and Sustainability: Luxembourg, 2010; ISBN 978-92-79-19092-6. [Google Scholar]
- Simon, B.; Bachtin, K.; Kiliç, A.; Amor, B.; Weil, M. Proposal of a framework for scale-up life cycle inventory: A case of nanofibers for lithium iron phosphate cathode applications. Integr. Environ. Assess. Manag. 2016, 12, 465–477. [Google Scholar] [CrossRef]
- Van der Hulst, M.K.; Huijbregts, M.A.J.; van Loon, N.; Theelen, M.; Kootstra, L.; Bergesen, J.D.; Hauck, M. A systematic approach to assess the environmental impact of emerging technologies: A case study for the GHG footprint of CIGS solar photovoltaic laminate. J. Ind. Ecol. 2020, 24, 1234–1249. [Google Scholar] [CrossRef]
- Cucurachi, S.; Scherer, L.; Guinée, J.; Tukker, A. Life Cycle Assessment of Food Systems. One Earth 2019, 1, 292–297. [Google Scholar] [CrossRef] [Green Version]
- Caduff, M.; Huijbregts, M.A.J.; Althaus, H.J.; Koehler, A.; Hellweg, S. Wind power electricity: The bigger the turbine, the greener the electricity? Environ. Sci. Technol. 2012, 46, 4725–4733. [Google Scholar] [CrossRef]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Rosenbaum, R.K.; Bachmann, T.M.; Gold, L.S.; Huijbregts, M.A.J.; Jolliet, O.; Juraske, R.; Koehler, A.; Larsen, H.F.; MacLeod, M.; Margni, M.; et al. USEtox—The UNEP-SETAC toxicity model: Recommended characterisation factors for human toxicity and freshwater ecotoxicity in life cycle impact assessment. Int. J. Life Cycle Assess. 2008, 13, 532–546. [Google Scholar] [CrossRef] [Green Version]
- Boulay, A.M.; Bare, J.; Benini, L.; Berger, M.; Lathuillière, M.J.; Manzardo, A.; Margni, M.; Motoshita, M.; Núñez, M.; Pastor, A.V.; et al. The WULCA consensus characterization model for water scarcity footprints: Assessing impacts of water consumption based on available water remaining (AWARE). Int. J. Life Cycle Assess. 2018, 23, 368–378. [Google Scholar] [CrossRef] [Green Version]
- De Marco, I.; Riemma, S.; Iannone, R. Environmental analysis of a mashed tomato production: An Italian case study. Chem. Eng. Trans. 2017, 57, 1825–1830. [Google Scholar] [CrossRef]
- Caduff, M.; Huijbregts, M.A.J.; Koehler, A.; Althaus, H.J.; Hellweg, S. Scaling Relationships in Life Cycle Assessment: The Case of Heat Production from Biomass and Heat Pumps. J. Ind. Ecol. 2014, 18, 393–406. [Google Scholar] [CrossRef]
- Wooley, R.; Ruth, M.; Sheehan, J.; Majdeski, H.; Galvez, A. Lignocellulosic Biomass to Ethanol Process Design and Economics Utilizing Co-Current Dilute Acid Prehydrolysis and Enzymatic Hydrolysis Current and Futuristic Scenarios. Available online: https://www.osti.gov/biblio/12150-lignocellulosic-biomass-ethanol-process-design-economics-utilizing-co-current-dilute-acid-prehydrolysis-enzymatic-hydrolysis-current-futuristic-scenarios (accessed on 29 December 2021).
- Bieler, P.S.; Fischer, U.; Hungerbühler, K. Modeling the energy consumption of chemical batch plants: Bottom-up approach. Ind. Eng. Chem. Res. 2004, 43, 7785–7795. [Google Scholar] [CrossRef]
- Cartigliano Radio Frequency Food Division. Available online: https://www.cartigliano.com/en/radio-frequency-food-division/ (accessed on 29 December 2021).
- Sanjuán, N.; Stoessel, F.; Hellweg, S. Closing data gaps for LCA of food products: Estimating the energy demand of food processing. Environ. Sci. Technol. 2014, 48, 1132–1140. [Google Scholar] [CrossRef] [PubMed]
- ENEA, National Agency for New Technologies, Energy and Sustainable Economic Development. D.3.6 Extended Value Stream Maps of NACE 10.3: Fruit juices and purees and tomato concentrates. Available online: https://scoope.eu/wp-content/uploads/2016/12/D.3.6_JUICES-AND-TOMATO-final.pdf (accessed on 29 December 2021).
- Del Valle, M.; Cámara, M.; Torija, M.-E. Chemical characterization of tomato pomace. J. Sci. Food Agric. 2006, 86, 1232–1236. [Google Scholar] [CrossRef]
- Marcos, C.N.; de Evan, T.; Molina-Alcaide, E.; Carro, M.D. Nutritive value of tomato pomace for ruminants and its influence on in vitro methane production. Animals 2019, 9, 343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hurtado, A.; Dolors Guàrdia, M.; Picouet, P.; Jofré, A.; Bañón, S.; Ros, J.M. Shelf-life extension of multi-vegetables smoothies by high-pressure processing compared with thermal treatment. Part I: Microbial and enzyme inhibition, antioxidant status, and physical stability. J. Food Process. Preserv. 2019, 43, 1–10. [Google Scholar] [CrossRef]
- Dufort, E.L.; Etzel, M.R.; Ingham, B.H. Thermal processing parameters to ensure a 5-log Reduction of Escherichia coli O157:H7, Salmonella enterica, and Listeria monocytogenes in Acidified Tomato-based Foods. Food Prot. Trends 2017, 37, 409–418. [Google Scholar]
- Cerón, A.F.; Mejía, D.F.; Osorio, O. Cinética de inactivación térmica de la enzima pectinmetilesterasa en zumo de tomate de árbol (Solanum betaceum Cav.). Inf. Tecnol. 2016, 27, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Fachin, D.; Van Loey, A.M.; Ly Nguyen, B.; Verlent, I.; Indrawati, A.; Hendrickx, M.E. Inactivation kinetics of polygalacturonase in tomato juice. Innov. Food Sci. Emerg. Technol. 2003, 4, 135–142. [Google Scholar] [CrossRef]
- Cartigliano S.p.A. Personal Communication, 2021.
- Aganovic, K.; Smetana, S.; Grauwet, T.; Toepfl, S.; Mathys, A.; Van Loey, A.; Heinz, V. Pilot scale thermal and alternative pasteurization of tomato and watermelon juice: An energy comparison and life cycle assessment. J. Clean. Prod. 2017, 141, 514–525. [Google Scholar] [CrossRef]
- Del Borghi, A.; Gallo, M.; Strazza, C.; Del Borghi, M. An evaluation of environmental sustainability in the food industry through Life Cycle Assessment: The case study of tomato products supply chain. J. Clean. Prod. 2014, 78, 121–130. [Google Scholar] [CrossRef]
- Jude, B.; Lemaire, E. How to Optimize Clean-in-Place (CIP) Processes in Food and Beverage Operations. Available online: https://silo.tips/download/executive-summary-by-benjamin-jude-and-eric-lemaire (accessed on 29 December 2021).
- Fryer, P.J.; Asteriadou, K. A prototype cleaning map: A classification of industrial cleaning processes. Trends Food Sci. Technol. 2009, 20, 255–262. [Google Scholar] [CrossRef]
- Kersia Iberica SI. Personal Communication, 2021.
- Romero-Gámez, M.; Castro-Rodríguez, J.; Suárez-Rey, E.M. Optimization of olive growing practices in Spain from a life cycle assessment perspective. J. Clean. Prod. 2017, 149, 25–37. [Google Scholar] [CrossRef]
- Navarro, A.; Puig, R.; Martí, E.; Bala, A.; Fullana-i-Palmer, P. Tackling the Relevance of Packaging in Life Cycle Assessment of Virgin Olive Oil and the Environmental Consequences of Regulation. Environ. Manag. 2018, 62, 277–294. [Google Scholar] [CrossRef] [PubMed]
- Borsato, E.; Giubilato, E.; Zabeo, A.; Lamastra, L.; Criscione, P.; Tarolli, P.; Marinello, F.; Pizzol, L. Comparison of Water-focused Life Cycle Assessment and Water Footprint Assessment: The case of an Italian wine. Sci. Total Environ. 2019, 666, 1220–1231. [Google Scholar] [CrossRef]
- Bartocci, P.; Fantozzi, P.; Fantozzi, F. Environmental impact of Sagrantino and Grechetto grapes cultivation for wine and vinegar production in central Italy. J. Clean. Prod. 2017, 140, 569–580. [Google Scholar] [CrossRef]
- Blanke, M. Challenges of Reducing Fresh Produce Waste in Europe—From Farm to Fork. Agriculture 2015, 5, 389–399. [Google Scholar] [CrossRef] [Green Version]
- Navas-Anguita, Z.; García-Gusano, D.; Iribarren, D. Long-term production technology mix of alternative fuels for road transport: A focus on Spain. Energy Convers. Manag. 2020, 226, 113498. [Google Scholar] [CrossRef] [PubMed]
- Tollefson, J. Methane leaks erode green credentials of natural gas. Nature 2013, 493, 12. [Google Scholar] [CrossRef] [Green Version]
- Gould, T.; McGlade, C. The Environmental Case for Natural Gas. IEA. 2018. Available online: https://www.iea.org/commentaries/the-environmental-case-for-natural-gas (accessed on 12 December 2021).
- Arnal, Á.J.; Royo, P.; Pataro, G.; Ferrari, G.; Ferreira, V.J.; López-Sabirón, A.M.; Ferreira, G.A. Implementation of PEF treatment at real-scale tomatoes processing considering LCA methodology as an innovation strategy in the agri-food sector. Sustainability 2018, 10, 979. [Google Scholar] [CrossRef] [Green Version]
- Chordia, M.; Nordelöf, A.; Ellingsen, L.A.W. Environmental life cycle implications of upscaling lithium-ion battery production. Int. J. Life Cycle Assess. 2021, 26, 2024–2039. [Google Scholar] [CrossRef]
- Villacreses-Freire, D.; Ketzer, F.; Rösch, C. Advanced Metabolic Engineering Approaches and Renewable Energy to Improve Environmental Benefits of Algal Biofuels: LCA of Large-scale Biobutanol Production with Cyanobacteria Synechocystis PCC6803. Bioenergy Res. 2021. [Google Scholar] [CrossRef]
- García-Gusano, D.; Martín-Gamboa, M.; Iribarren, D.; Dufour, J. Prospective analysis of life-cycle indicators through endogenous integration into a national power generation model. Resources 2016, 5, 39. [Google Scholar] [CrossRef] [Green Version]
- Garofalo, P.; D’Andrea, L.; Tomaiuolo, M.; Venezia, A.; Castrignanò, A. Environmental sustainability of agri-food supply chains in Italy: The case of the whole-peeled tomato production under life cycle assessment methodology. J. Food Eng. 2017, 200, 1–12. [Google Scholar] [CrossRef]
- Scherhaufer, S.; Davis, J.; Metcalfe, P.; Gollnow, S.; Colin, F.; De Menna, F.; Vittuari, M.; Östergren, K. Environmental assessment of the valorisation and recycling of selected food production side flows. Resour. Conserv. Recycl. 2020, 161, 104921. [Google Scholar] [CrossRef]
- Garcia-Garcia, G.; Rahimifard, S. Life-cycle environmental impacts of barley straw valorisation. Resour. Conserv. Recycl. 2019, 149, 1–11. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Challenge | Methodological Aspect | Recommendation |
|---|---|---|
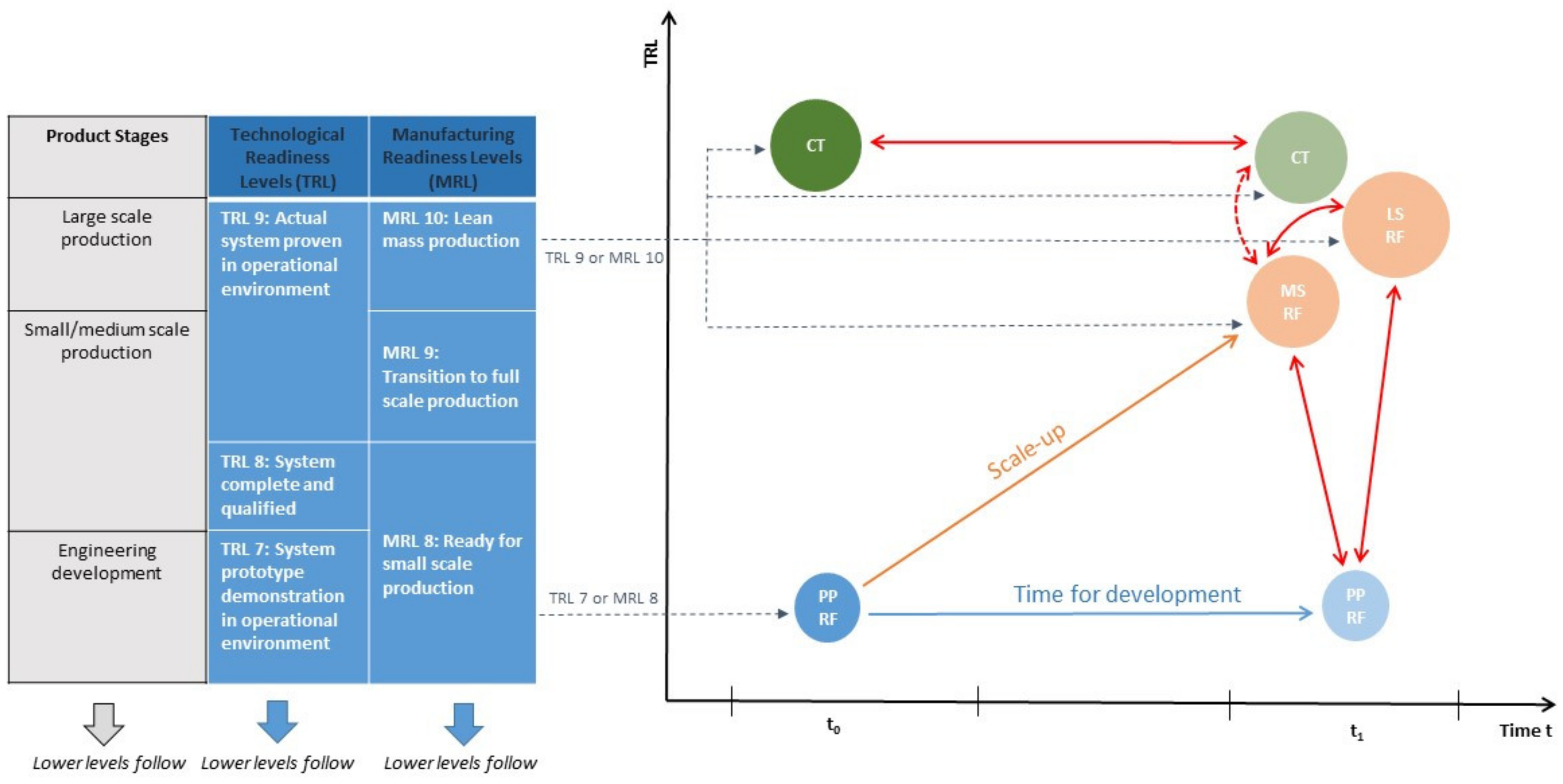
| COMPARABILITY | Aim of the study | The aim of the study should include the technology readiness level (TRL) and manufacturing readiness level (MRL) as an indicator of the maturity of the technology. In comparative prospective LCAs, the intended application of comparison should be explicitly stated. To ensure comparability, the same or consistent time frame and technological maturity levels are needed for all the modelled technologies. This means, for instance, that the background data should be adapted to the technological maturity levels. |
| Functionality and System boundaries | When the new product substitutes the conventional without providing additional functions, the definition of the functional unit is straightforward. In that case, downstream life-cycle stages, such as the use and the end-of-life, can be neglected. | |
| Life-Cycle Impact Methodology | Impact-assessment methodologies need to be as comprehensive as possible and must include the newest developments. Midpoint methods are preferred over endpoint ones since they minimise uncertainty. | |
| DATA | Availability | Data for the foreground and background systems must be differentiated. The foreground system is scaled-up using data obtained at lab/pilot scales and also other data sources (e.g., patents, expert interviews, unpublished results). From these data, the process can be simulated either by using specific software or performing calculations. Background data are usually taken from databases or from literature. |
| Quality | In the foreground system, process-engineers’ communications can support LCA-practitioners’ decisions and improve data quality. | |
| Scaling | Upscaling can be carried out by generating predictive scenarios or by setting scenario ranges. Foreground processes are upscaled by using different methods (from existing plants, consultations with machinery suppliers or process engineers, use of mass and energy balances, power laws, etc.) to find out the mass and energy inputs and outputs for each unit process. This can imply varying the background system for the different scenarios, as it changes over time. Technicians’ and engineers’ knowledge is key to creating realistic flowcharts for the upscaling. In prospective LCAs, the attributional approach is mostly applied instead of the consequential one. | |
| UNCERTAINITY | Uncertainty | Uncertainty analysis, such as Monte Carlo simulation, is recommended, especially for the scaled-up system. |
| Procedure Step | Information Treatment and Calculations | Outcome | Data Sources |
|---|---|---|---|
| 1. Scenario definition. Representative throughputs/production capacities of production plants are set. Other criteria can be used (e.g., organic waste management). | Investigate current most common salmorejo/gazpacho plant production capacities. Existing alternatives for waste management are also investigated. | Two productive scales: medium- and large-scale productions. | On-line press releases on salmorejo production. |
| 2. To have an overview of common industrial plants and different production lines. Investigation of the equipment used for the pilot and industrial scales in each unit process. | Unit processes involved, flowchart, ingredients and recipe, production parameters, sales format. Process parameters of the unit processes (temperature, pressure, product flow, nominal power, etc.). | Scaled-up production flow of the productive scales. | Industrial producers’ data: videos of productive lines, interviews, and researchers’ know-how. Pilot plant equipment brands, equipment manufacturers’ on-line data and consultation, engineers’ know-how. Personal communications with equipment manufacturers. Literature review. |
| 3. To forecast designs and working conditions of the productive lines at industrial scales from information gathered in previous steps. | Selection/calculation of processing conditions of the scenarios (industry data, equipment, etc.). Mass and energy balances needed for the LCA. | Scaled-up values of material and energy inputs and outputs and elementary flows for each unit process. | Mass and energy balances, potential laws and regression, literature on food engineering, interviews with producers, pilot plant parameters, and expert judgement. |
| Scaled Up Item | Pilot Scale | Medium Scale | Large Scale | ||||
|---|---|---|---|---|---|---|---|
| FOREGROUND | Production capacity (L·h−1) | 150 | R | 4000 | PS | 12,000 | PS |
| Energy supply for heating | Electricity | R | Natural gas | PS | Natural gas | PS | |
| Boiler efficiency | 80% | PS | 85% | PS | 95% | PS | |
| Nominal power of RF equipment (kW) | 45 | R | 135 (linear regression) | PS, R | 320 (linear regression) | PS | |
| Pasteurisation time (s) | 2 | PS | 1.5 | PS | 1 | PS | |
| Thermal energy recovery (from the pasteurised product) | Not done | 85% | PS, SR | 90% | PS, SR | ||
| Organic waste generated (tomato pomace) | 12% | R | 8% | PS | 5% | PS | |
| Efficiency of RF equipment | 65% | R | 80% | PS | 80% | PS | |
| BACKGROUND | Electricity | Forecast Spanish production mix in 2040 PS | |||||
| Natural gas | Methane emissions: 40% reduction in 2040 PS | ||||||
| RF and CT | RF-Technology Pasteurisation | Heat-Recovery Rates | |||
|---|---|---|---|---|---|
| Pasteurisation Temperature | ΔT RF Heating | RF Treatment Time | RF Heating 2 | Heat Exchangers | |
| (°C) | (°C) | (s) | (%) | (%) | |
| Pilot plant 1 | 80 | 40 | 2 | 0 | 80 |
| Medium scale 2 | 80 | 20 | 1.5 | 85 | 85 |
| Large scale 2 | 80 | 20 | 1 | 90 | 85 |
| Unit Process | Pilot Plant | Medium Scale | Large Scale | Type of Data, Data Sources, and Additional Comments |
|---|---|---|---|---|
| Tomato washing | ||||
| Input | ||||
| - Electricity (kWh) | - | 0.0133 | 0.0086 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Water (kg) | NA 1 | 0.0939 | 0.0605 | Water production, deionised (Ecoinvent 3.6) |
| Output | ||||
| - Wastewater (kg) | NA 1 | 0.0939 | 0.0605 | Municipal wastewater treatment mix (GaBi DB v.9) |
| Mashing, sieving, and homogenisation | ||||
| Input | ||||
| - Electricity (kWh) | 0.02201 | 0.0170 | 0.0110 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| Outputs | ||||
| - Organic waste (kg) | 0.12 | 0.08 | 0.05 | |
| Degassing | NA 1 | |||
| Input | - | |||
| - Electricity for deaeration (kWh) | - | 0.1188 | 0.1080 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Electricity for pumping (kWh) | - | 0.00065 | 0.00047 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| Pre-heating | ||||
| Inputs | ||||
| - Electricity (kWh) | 0.1348 | - | - | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Natural gas—RF (kWh) | - | 0.0445 | 0.0445 | Heat production, natural gas, at boiler condensing modulating < 100 kW (Ecoinvent 3.6) |
| - Natural gas—CT (kWh) | - | 0.0795 | - | Heat production, natural gas, at boiler condensing modulating < 100 kW (Ecoinvent 3.6) |
| - Water (kg) | 1.60 | 0 | 0 | Water production, deionised (Ecoinvent 3.6) |
| Pasteurisation | ||||
| Inputs | ||||
| - Natural gas—CT (kWh) | 0.0215 | - | Heat production, natural gas, at boiler condensing modulating < 100 kW (Ecoinvent 3.6) | |
| - Electricity—RF (kWh) | 0.000248 | 0.0000209 | 0.000011 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| Pre-cooling | ||||
| Inputs | ||||
| - Water (kg) | 4.11 | 0 | 0 | Water production, deionised (Ecoinvent 3.6) |
| Outputs | ||||
| - Wastewater | 4.11 | 0 | 0 | Municipal wastewater treatment mix (GaBi DB v9) |
| Cooling | ||||
| - Electricity for cooling (kWh) | 0.00594 | 0.01930 | 0.01930 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Electricity for pumping | 0.0746 | 0.00065 | 0.00047 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| Filling and packing | ||||
| Inputs | ||||
| - Multilayer cardboard brick container (kg) | 0.03 | 0.03 | 0.03 | Liquid packaging board container production (Ecoinvent 3.6) |
| - Lid of container (HDPE) (kg) | 0.006 | 0.006 | 0.006 | Polyethylene production, high density (Ecoinvent 3.6) |
| - Corrugated board (kg) | 0.0249 | 0.0249 | 0.0249 | Corrugated board box production (Ecoinvent 3.6) |
| - Film (LDPE) (kg) | 0.0025 | 0.0025 | 0.0025 | Packaging-film production, low-density polyethylene (Ecoinvent 3.6) |
| - EUR-Pallet (kg) | 0.0002 | 0.0002 | 0.0002 | EUR-flat pallet production (Ecoinvent 3.6) |
| - Electricity filler (kWh) | 0.018095 | 0.018095 | 0.018095 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Compressed air (m3/L) | 0.031 | 0.031 | 0.031 | Compressed air, 600 kPa gauge (Ecoinvent 3.6) |
| CIP cleaning | ||||
| Inputs | ||||
| - Electricity (kWh) | 0.0108 | 0.0009 | 0.0006 | Ecoinvent 3.6 modified according to data from Table S4 (see Supplementary) |
| - Natural gas | 0 | 0.0087 | 0.003 | Heat production, natural gas, at boiler condensing modulating <100 kW (Ecoinvent 3.6) |
| - Water | 0.5907 | 0.1932 | 0.0740 | Water production, deionised (Ecoinvent 3.6) |
| - Acid agent (nitric acid) | 0.0043 | 0.0002 | 0.00006 | Nitric acid production, product in 50% solution state (Ecoinvent) |
| - Basic agent (caustic soda) | 0.022 | 0.004 | 0.0001 | Sodium hydroxide, without water, in 50% solution state (Ecoinvent 3.6) |
| Outputs | ||||
| - Wastewater | 0.76667 | 0.50119 | 0.24970 | Municipal wastewater treatment mix (GaBi DB v.9) |
| “Gate-to-Gate” | “Farm-to-Factory-Gate” | ||||||
|---|---|---|---|---|---|---|---|
| Pilot | Medium Scale | Large Scale | Large Scale | ||||
| RF—Landfill | RF—Landfill | CT—Landfill | RF—Landfill | RF—Landfill | RF—Valorisation | ||
| Climate change, default, excl. biogenic carbon (kg CO2 eq.) | CCnB | 2.55·10−1 | 1.78·10−1 | 1.86·10−1 | 1.49·10−1 | 3.96·10−1 | 4.87·10−1 |
| Climate change, incl. biogenic carbon (kg CO2 eq.) | CCB | 1.72·10−1 | 9.40·10−2 | 1.01·10−1 | 6.31·10−2 | 1.61·10−1 | 2.55·10−1 |
| Fine particulate matter formation (kg PM2.5 eq.) | FPM | 2.32·10−4 | 1.92·10−4 | 1.92·10−4 | 1.85·10−4 | 6.55·10−4 | 6.78·10−4 |
| Fossil depletion (kg oil eq.) | FD | 6.95·10−2 | 5.73·10−2 | 6.03· 10−2 | 5.57·10−2 | 1.25·10−1 | 1.72·10−1 |
| Freshwater eutrophication (kg P eq.) | FWEU | 4.50·10−5 | 3.60·10−5 | 3.60·10−5 | 3.60·10−5 | 1.44·10−4 | 1.46·10−4 |
| Ionising radiation (kBq Co-60 eq. to air) | IR | 1.09·10−2 | 1.00·10−2 | 1.00· 10−2 | 9.70·10−3 | 2.05·10−2 | 2.18·10−2 |
| Land use (Annual crop eq.·y) | LU | 8.90·10−2 | 8.80·10−2 | 8.80· 10−2 | 8.80·10−2 | 4.08·10−1 | 3.95·10−1 |
| Marine eutrophication (kg N eq.) | MEU | 2.80·10−5 | 2.20·10−5 | 2.10·10−5 | 2.10·10−5 | 4.17·10−4 | 4.05·10−4 |
| Metal depletion (kg Cu eq.) | MD | 1.50·10−3 | 1.00·10−3 | 9.90·10−4 | 7.60·10−4 | 2.38·10−3 | 2.12·10−3 |
| Photochemical ozone formation, ecosystems (kg NOx eq.) | PHE | 4.30·10−4 | 3.60·10−4 | 3.60·10−4 | 3.50·10−4 | 1.39·10−3 | 1.44·10−3 |
| Photochemical ozone formation, human health (kg NOx eq.) | PHH | 4.10·10−4 | 3.40·10−4 | 3.40·10−4 | 3.30·10−4 | 1.36·10−3 | 1.41·10−3 |
| Stratospheric ozone depletion (kg CFC-11 eq.) | ODE | 7.20·10−7 | 3.00·10−7 | 3.00·10−7 | 2.90·10−7 | 1.85·10−6 | 1.83·10−6 |
| Terrestrial acidification (kg SO2 eq.) | TA | 5.40·10−4 | 4.30·10−4 | 4.30·10−4 | 4.00·10−4 | 1.98·10−3 | 2.05·10−3 |
| Terrestrial ecotoxicity (kg 1,4-DB eq.) | TEC | 3.90·10−1 | 3.20·10−1 | 3.10·10−1 | 2.90·10−1 | 2.05·100 | 2.08·100 |
| Ecotoxicity (CTUe) | ET | 6.30·102 | 4.50·102 | 4.50·102 | 4.20·102 | 1.92·103 | 2.00·103 |
| Human toxicity, cancer (CTUh) | HTC | 1.04·10−8 | 8.80·10−9 | 8.70·10−9 | 8.50·10−9 | 2.48·10−8 | 2.57·10−8 |
| Human toxicity, non-canc. (CTUh) | HTnC | 5.24·10−8 | 2.90·10−8 | 2.90·10−8 | 2.70·10−8 | 1.86·10−7 | 1.89·10−7 |
| Water scarcity (m3 world eq.) | WSC | 3.97·10−1 | 1.10·10−1 | 1.30·10−1 | 9.00·10−2 | 2.28·100 | 2.26·100 |
| 2020—Medium Scale | ||
|---|---|---|
| CT—Landfill | ||
| Climate change, default, excl. biogenic carbon (kg CO2 eq.) | CCnB | 1.92·10−1 |
| Climate change, incl. biogenic carbon (kg CO2 eq.) | CCB | 1.07·10−1 |
| Fine particulate matter formation (kg PM2.5 eq.) | FPM | 1.97·10−4 |
| Fossil depletion (kg oil eq.) | FD | 6.73·10−2 |
| Freshwater eutrophication (kg P eq.) | FWEU | 3.60·10−5 |
| Ionising radiation (kBq Co-60 eq. to air) | IR | 2.22·10−2 |
| Land use (Annual crop eq.·y) | LU | 8.80·10−2 |
| Marine eutrophication (kg N eq.) | MEU | 2.20·105 |
| Metal depletion (kg Cu eq.) | MD | 9.70·10−4 |
| Photochemical ozone formation, ecosystems (kg NOx eq.) | PHE | 3.70·10−4 |
| Photochemical ozone formation, human health (kg NOx eq.) | PHH | 3.60·10−4 |
| Stratospheric ozone depletion (kg CFC-11 eq.) | ODE | 3.10·10−7 |
| Terrestrial acidification (kg SO2 eq.) | TA | 4.40·10−4 |
| Terrestrial ecotoxicity (kg 1,4-DB eq.) | TEC | 3.00·10−1 |
| Ecotoxicity (CTUe) | ET | 4.50·102 |
| Human toxicity, cancer (CTUh) | HTC | 8.80·10−9 |
| Human toxicity, non-canc. (CTUh) | HTnC | 2.90·10−8 |
| Water scarcity (m3 world equiv.) | WSC | 1.30·10−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calero, M.; Clemente, G.; Fartdinov, D.; Bañón, S.; Muñoz, I.; Sanjuán, N. Upscaling via a Prospective LCA: A Case Study on Tomato Homogenate Using a Near-to-Market Pasteurisation Technology. Sustainability 2022, 14, 1716. https://doi.org/10.3390/su14031716
Calero M, Clemente G, Fartdinov D, Bañón S, Muñoz I, Sanjuán N. Upscaling via a Prospective LCA: A Case Study on Tomato Homogenate Using a Near-to-Market Pasteurisation Technology. Sustainability. 2022; 14(3):1716. https://doi.org/10.3390/su14031716
Chicago/Turabian StyleCalero, Maria, Gabriela Clemente, Dinar Fartdinov, Sancho Bañón, Israel Muñoz, and Neus Sanjuán. 2022. "Upscaling via a Prospective LCA: A Case Study on Tomato Homogenate Using a Near-to-Market Pasteurisation Technology" Sustainability 14, no. 3: 1716. https://doi.org/10.3390/su14031716
APA StyleCalero, M., Clemente, G., Fartdinov, D., Bañón, S., Muñoz, I., & Sanjuán, N. (2022). Upscaling via a Prospective LCA: A Case Study on Tomato Homogenate Using a Near-to-Market Pasteurisation Technology. Sustainability, 14(3), 1716. https://doi.org/10.3390/su14031716