


Investigation of the Effects of Laser Welding Process Parameters on Weld Forming Quality Based on Orthogonal Experimental Design and Image Processing

Abstract
1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Orthogonal Experimental Design
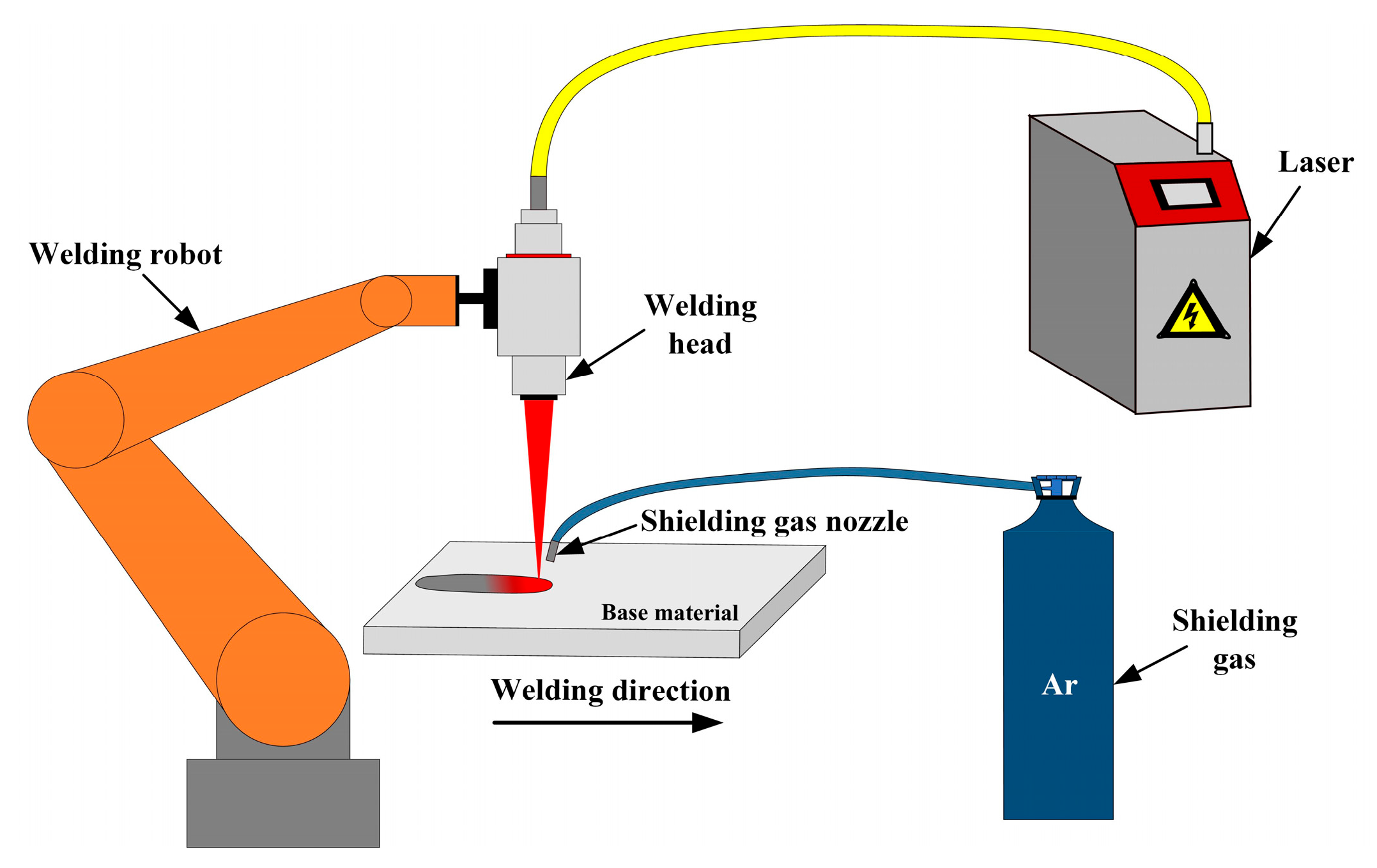
2.3. Welding System
3. Weld Characteristics Extraction
3.1. Weld Morphology Characteristics Extraction
3.2. WP Extraction
4. Results and Discussion
4.1. Weld Morphology Characteristics Extraction Results
4.2. WP Extraction Results
4.3. Effects of Welding Process Parameters on Weld Morphology
4.4. Effects of Welding Process Parameters on the WP
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cai, J.; Wei, Y.; Ouyang, Z.; Liu, X.; Jin, H.; Chen, J. Investigation on clockwise circular oscillating laser welding for the 5A06-H112 aluminum alloy: Energy distribution, seam appearance, microstructure, and mechanical properties. Opt. Laser Technol. 2024, 176, 111026. [Google Scholar] [CrossRef]
- Xu, G.; Li, P.; Li, L.; Hu, Q.; Zhu, J.; Gu, X.; Du, B. Influence of Arc Power on Keyhole-Induced Porosity in Laser plus GMAW Hybrid Welding of Aluminum Alloy: Numerical and Experimental Studies. Materials 2019, 12, 1328. [Google Scholar] [CrossRef]
- Wang, L.; Yao, M.; Gao, X.; Kong, F.; Tang, J.; Kim, M.J. Keyhole stability and surface quality during novel adjustable-ring mode laser (ARM) welding of aluminum alloy. Opt. Laser Technol. 2023, 161, 109202. [Google Scholar] [CrossRef]
- Kang, S.; Shin, J. Laser beam oscillation welding of aluminum alloy using the spatially modulated beam by diffractive optical element (DOE). J. Manuf. Process. 2021, 66, 387–396. [Google Scholar] [CrossRef]
- Gao, J.-Q.; Qin, G.-L.; Yang, J.-L.; He, J.-G.; Zhang, T.; Wu, C.-S. Image processing of weld pool and keyhole in Nd:YAG laser welding of stainless steel based on visual sensing. Trans. Nonferrous Met. Soc. China 2011, 21, 423–428. [Google Scholar] [CrossRef]
- Lei, Z.; Shen, J.; Wang, Q.; Chen, Y. Real-time weld geometry prediction based on multi-information using neural network optimized by PCA and GA during thin-plate laser welding. J. Manuf. Process. 2019, 43, 207–217. [Google Scholar] [CrossRef]
- Liu, S.; Wu, D.; Luo, Z.; Zhang, P.; Ye, X.; Yu, Z. Measurement of pulsed laser welding penetration based on keyhole dynamics and deep learning approach. Measurement 2022, 199, 111579. [Google Scholar] [CrossRef]
- Huang, Y.; Shen, C.; Ji, X.; Li, F.; Zhang, Y.; Hua, X. Effects of Mg content on keyhole behaviour during deep penetration laser welding of Al-Mg alloys. Opt. Laser Technol. 2020, 125, 106056. [Google Scholar] [CrossRef]
- Nguyen, H.-C.; Lee, B.-R. Laser-Vision-based Quality Inspection System for Small-Bead Laser Welding. Int. J. Precis. Eng. Manuf. 2014, 15, 415–423. [Google Scholar] [CrossRef]
- Adisa, S.B.; Loginova, I.; Khalil, A.; Solonin, A. Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy. J. Manuf. Mater. Process. 2018, 2, 33. [Google Scholar] [CrossRef]
- Liu, M.; Shao, C.; Zheng, Z.; Lu, F. The effect of laser oscillation welding on porosity suppression for medium-thick Al alloy with high Mg content. Opt. Laser Technol. 2024, 175, 110795. [Google Scholar] [CrossRef]
- Casalino, G.; Facchini, F.; Mortello, M.; Mummolo, G. ANN modelling to optimize manufacturing processes: The case of laser welding. IFAC-PapersOnLine 2016, 49, 378–383. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.; Liu, L. Prediction and fitting of weld morphology of Al alloy-CFRP welding-rivet hybrid bonding joint based on GA-BP neural network. J. Manuf. Process. 2021, 63, 109–120. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, S.; Sun, J.; Zhang, C. Data-driven multi-objective optimization of laser welding parameters of 6061-T6 aluminum alloy. J. Phys. Conf. Ser. 2021, 1885, 42007. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, H.; Liu, Y.; Meng, Y.; Deng, A.; Wu, X. Study on the influence of Al-Si welding wire on porosity sensitivity in laser welding and process optimization. Opt. Laser Technol. 2024, 170, 110261. [Google Scholar] [CrossRef]
- Cui, W.; Li, X.; Zhou, S.; Weng, J. Investigation on process parameters of electrospinning system through orthogonal experimental design. J. Appl. Polym. Sci. 2007, 103, 3105–3112. [Google Scholar] [CrossRef]
- Ai, Y.; Han, S.; Lei, C.; Cheng, J. The characteristics extraction of weld seam in the laser welding of dissimilar materials by different image segmentation methods. Opt. Laser Technol. 2023, 167, 109740. [Google Scholar] [CrossRef]
- Ai, Y.; Lei, C.; Cheng, J.; Mei, J. Prediction of weld area based on image recognition and machine learning in laser oscillation welding of aluminum alloy. Opt. Lasers Eng. 2023, 160, 107258. [Google Scholar] [CrossRef]
- Hou, D.; Zhang, W.; Chen, K.; Lin, S.-J.; Yu, N. Reversible Data Hiding in Color Image with Grayscale Invariance. IEEE Trans. Circuits Syst. Video Technol. 2019, 29, 363–374. [Google Scholar] [CrossRef]
- Rakshit, S.; Ghosh, A.; Shankar, B.U. Fast mean filtering technique (FMFT). Pattern Recognit. 2007, 40, 890–897. [Google Scholar] [CrossRef]
- Mostafa, M.; Laifi, J.; Ashari, M.; Alrowaili, Z.; Criado, M. MATLAB Image Treatment of Copper-Steel Laser Welding. Adv. Mater. Sci. Eng. 2020, 2020, 8914841. [Google Scholar] [CrossRef]
- Yang, Y.; Miao, C.; Li, X.; Mei, X. On-line conveyor belts inspection based on machine vision. Optik 2014, 125, 5803–5807. [Google Scholar] [CrossRef]
- Song, C.; Dong, S.; He, P.; Yan, S.; Zhao, X. Correlation of Process Parameters and Porosity in Laser Welding of 7A52 Aluminum Alloy using Response Surface Methodology. Procedia Manuf. 2019, 37, 294–298. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|---|---|---|---|---|
| LP (W) | 700 | 900 | 1100 | 1300 | 1500 |
| WS (m/min) | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 |
| DD (mm) | −2.0 | −1.0 | 0.0 | +1.0 | +2.0 |
| No. | LP (W) | WS (m/min) | DD (mm) | No. | LP (W) | WS (m/min) | DD (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 700 | 1.0 | −2.0 | 14 | 1100 | 4.0 | −2.0 |
| 2 | 700 | 2.0 | −1.0 | 15 | 1100 | 5.0 | −1.0 |
| 3 | 700 | 3.0 | 0.0 | 16 | 1300 | 1.0 | +1.0 |
| 4 | 700 | 4.0 | +1.0 | 17 | 1300 | 2.0 | +2.0 |
| 5 | 700 | 5.0 | +2.0 | 18 | 1300 | 3.0 | −2.0 |
| 6 | 900 | 1.0 | −1.0 | 19 | 1300 | 4.0 | −1.0 |
| 7 | 900 | 2.0 | 0.0 | 20 | 1300 | 5.0 | 0.0 |
| 8 | 900 | 3.0 | +1.0 | 21 | 1500 | 1.0 | +2.0 |
| 9 | 900 | 4.0 | +2.0 | 22 | 1500 | 2.0 | −2.0 |
| 10 | 900 | 5.0 | −2.0 | 23 | 1500 | 3.0 | −1.0 |
| 11 | 1100 | 1.0 | 0.0 | 24 | 1500 | 4.0 | 0.0 |
| 12 | 1100 | 2.0 | +1.0 | 25 | 1500 | 5.0 | +1.0 |
| 13 | 1100 | 3.0 | +2.0 |
| No. | WW (mm) | PD (mm) | WA (mm2) | No. | WW (mm) | PD (mm) | WA (mm2) |
|---|---|---|---|---|---|---|---|
| 1 | 0.417 | 0.136 | 0.036 | 14 | 0.517 | 0.179 | 0.063 |
| 2 | 0.384 | 0.146 | 0.032 | 15 | 1.397 | 1.192 | 0.744 |
| 3 | 0.371 | 0.122 | 0.029 | 16 | 2.768 | 2.377 | 4.528 |
| 4 | 0.934 | 0.874 | 0.493 | 17 | 1.765 | 2.371 | 2.528 |
| 5 | 0.891 | 0.854 | 0.440 | 18 | 0.619 | 0.248 | 0.097 |
| 6 | 0.447 | 0.179 | 0.048 | 19 | 1.768 | 1.709 | 1.643 |
| 7 | 1.735 | 1.566 | 1.317 | 20 | 1.384 | 1.987 | 1.512 |
| 8 | 1.563 | 1.775 | 1.409 | 21 | 2.778 | 2.460 | 4.511 |
| 9 | 1.407 | 1.712 | 1.106 | 22 | 2.480 | 2.344 | 3.282 |
| 10 | 0.348 | 0.142 | 0.034 | 23 | 1.881 | 2.974 | 3.127 |
| 11 | 2.944 | 2.709 | 4.485 | 24 | 1.474 | 2.715 | 1.840 |
| 12 | 2.166 | 2.600 | 2.912 | 25 | 1.238 | 2.076 | 1.575 |
| 13 | 1.351 | 2.447 | 2.216 |
| No. | Extracted Weld Morphology Characteristics | Measured Weld Morphology Characteristics | Relative Errors | ||||||
|---|---|---|---|---|---|---|---|---|---|
| WW (mm) | PD (mm) | WA (mm2) | WW (mm) | PD (mm) | WA (mm2) | WW (%) | PD (%) | WA (%) | |
| 13 | 1.351 | 2.447 | 2.216 | 1.333 | 2.459 | 2.171 | 1.350 | 0.488 | 2.073 |
| 14 | 0.517 | 0.179 | 0.063 | 0.533 | 0.177 | 0.061 | 3.002 | 1.130 | 3.279 |
| 18 | 0.619 | 0.248 | 0.097 | 0.646 | 0.237 | 0.093 | 4.180 | 4.641 | 4.301 |
| 22 | 2.480 | 2.344 | 3.282 | 2.382 | 2.362 | 3.187 | 4.114 | 0.762 | 2.981 |
| 23 | 1.881 | 2.974 | 3.127 | 1.806 | 3.024 | 3.119 | 4.153 | 1.653 | 0.256 |
| No. | WP (%) | No. | WP (%) | No. | WP (%) | No. | WP (%) | No. | WP (%) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.000 | 6 | 0.000 | 11 | 0.675 | 16 | 0.000 | 21 | 0.000 |
| 2 | 0.000 | 7 | 0.000 | 12 | 0.000 | 17 | 0.000 | 22 | 0.000 |
| 3 | 0.000 | 8 | 1.097 | 13 | 0.000 | 18 | 0.000 | 23 | 0.000 |
| 4 | 0.073 | 9 | 0.102 | 14 | 0.000 | 19 | 0.000 | 24 | 0.000 |
| 5 | 9.500 | 10 | 0.000 | 15 | 0.000 | 20 | 17.256 | 25 | 0.000 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|
| Correction model | 11.269 | 12 | 0.939 | 2.652 | 0.052 |
| Intercept | 49.076 | 1 | 49.076 | 138.586 | 0.000 |
| LP | 5.999 | 4 | 1.500 | 4.235 | 0.023 |
| WS | 2.641 | 4 | 0.660 | 1.864 | 0.182 |
| DD | 2.630 | 4 | 0.658 | 1.857 | 0.183 |
| Error | 4.249 | 12 | 0.354 | ||
| Total | 64.594 | 25 | |||
| Total of corrections | 15.519 | 24 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|
| Correction model | 20.306 | 12 | 1.692 | 4.831 | 0.005 |
| Intercept | 57.438 | 1 | 57.438 | 163.990 | 0.000 |
| LP | 12.613 | 4 | 3.153 | 9.003 | 0.001 |
| WS | 0.818 | 4 | 0.205 | 0.584 | 0.680 |
| DD | 6.874 | 4 | 1.719 | 4.906 | 0.014 |
| Error | 4.203 | 12 | 0.350 | ||
| Total | 81.947 | 25 | |||
| Total of corrections | 24.509 | 24 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|
| Correction model | 43.816 | 12 | 3.651 | 4.268 | 0.009 |
| Intercept | 64.022 | 1 | 64.022 | 74.844 | 0.000 |
| LP | 23.318 | 4 | 5.830 | 6.815 | 0.004 |
| WS | 11.760 | 4 | 2.940 | 3.437 | 0.043 |
| DD | 8.737 | 4 | 2.184 | 2.553 | 0.093 |
| Error | 10.265 | 12 | 0.855 | ||
| Total | 118.103 | 25 | |||
| Total of corrections | 54.081 | 24 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F Value | p Value |
|---|---|---|---|---|---|
| Correction model | 205.930 | 12 | 17.161 | 1.365 | 0.299 |
| Intercept | 32.954 | 1 | 32.954 | 2.622 | 0.131 |
| LP | 45.307 | 4 | 11.327 | 0.901 | 0.493 |
| WS | 110.560 | 4 | 27.640 | 2.199 | 0.131 |
| DD | 50.063 | 4 | 12.516 | 0.996 | 0.447 |
| Error | 150.810 | 12 | 12.568 | ||
| Total | 389.694 | 25 | |||
| Total of corrections | 356.740 | 24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, Y.; Sun, N.; Han, S.; Zhang, Y.; Lei, C. Investigation of the Effects of Laser Welding Process Parameters on Weld Forming Quality Based on Orthogonal Experimental Design and Image Processing. Materials 2025, 18, 3627. https://doi.org/10.3390/ma18153627
Ai Y, Sun N, Han S, Zhang Y, Lei C. Investigation of the Effects of Laser Welding Process Parameters on Weld Forming Quality Based on Orthogonal Experimental Design and Image Processing. Materials. 2025; 18(15):3627. https://doi.org/10.3390/ma18153627
Chicago/Turabian StyleAi, Yuewei, Ning Sun, Shibo Han, Yang Zhang, and Chang Lei. 2025. "Investigation of the Effects of Laser Welding Process Parameters on Weld Forming Quality Based on Orthogonal Experimental Design and Image Processing" Materials 18, no. 15: 3627. https://doi.org/10.3390/ma18153627
APA StyleAi, Y., Sun, N., Han, S., Zhang, Y., & Lei, C. (2025). Investigation of the Effects of Laser Welding Process Parameters on Weld Forming Quality Based on Orthogonal Experimental Design and Image Processing. Materials, 18(15), 3627. https://doi.org/10.3390/ma18153627