
Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing
 ,
,  , and
, and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
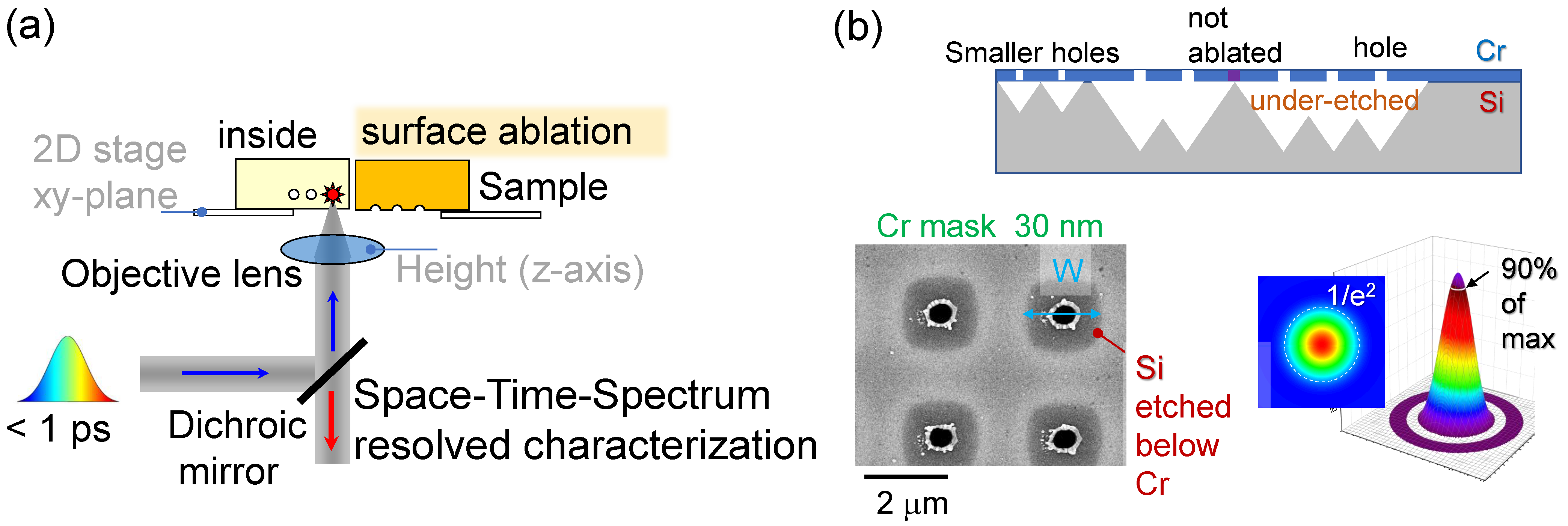
2. Samples and Methods
3. Results and Discussion
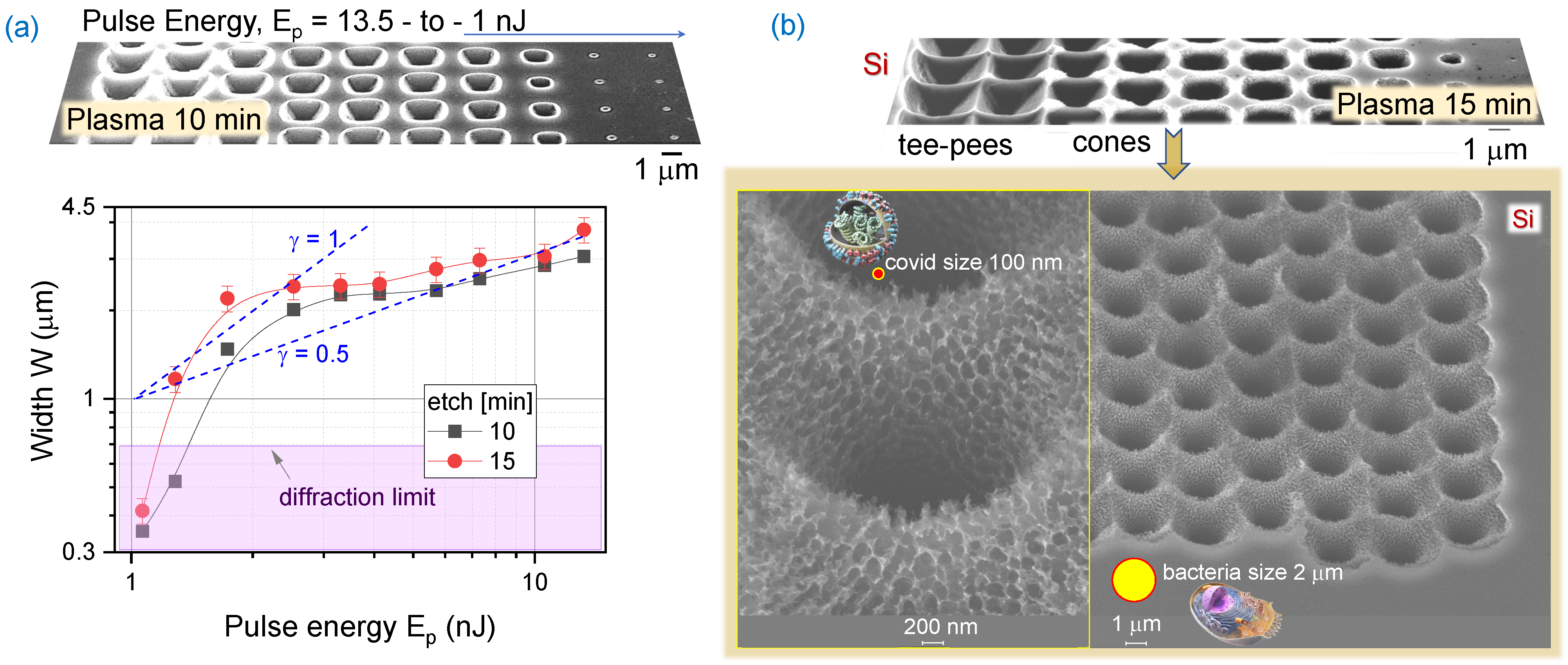
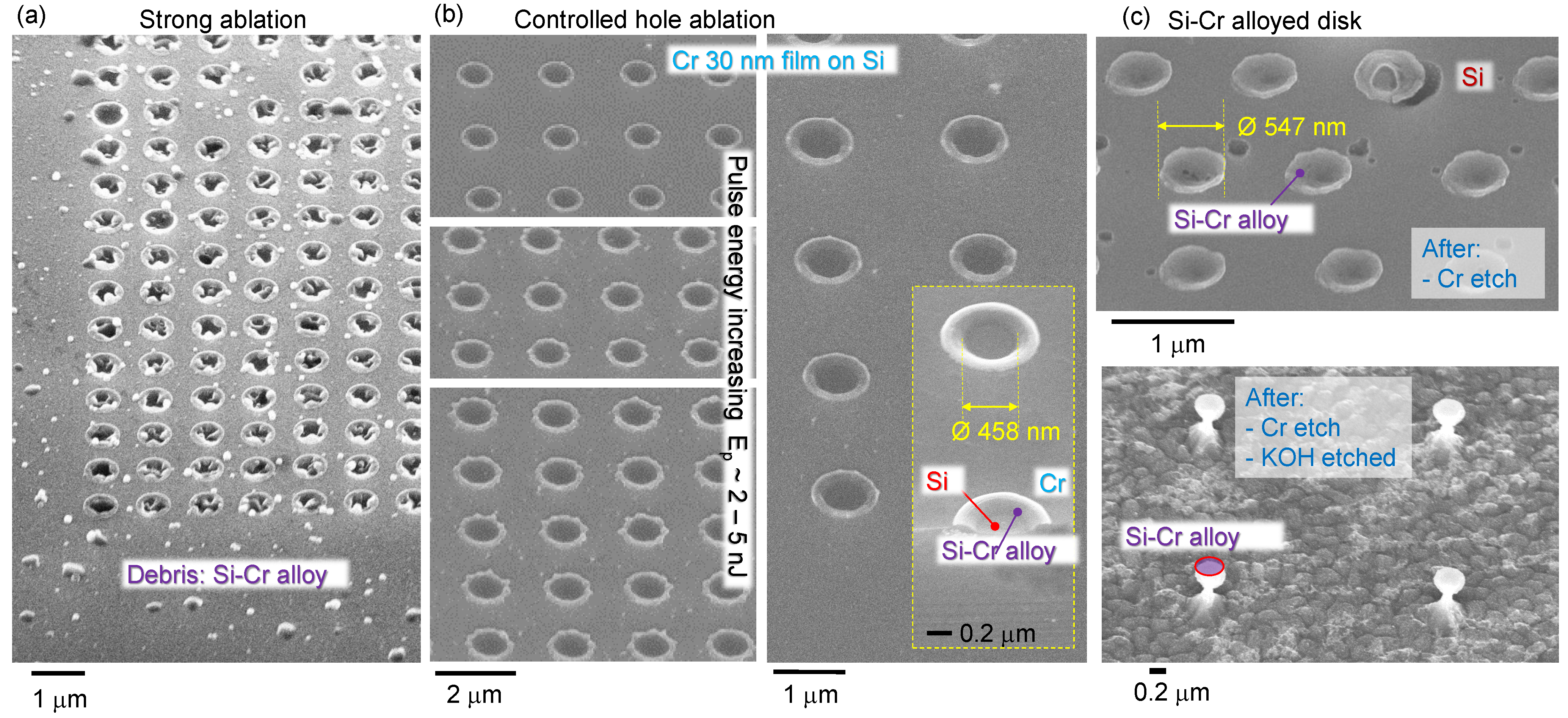
3.1. Spatially Localised Phase Transitions into Liquid and Plasma States
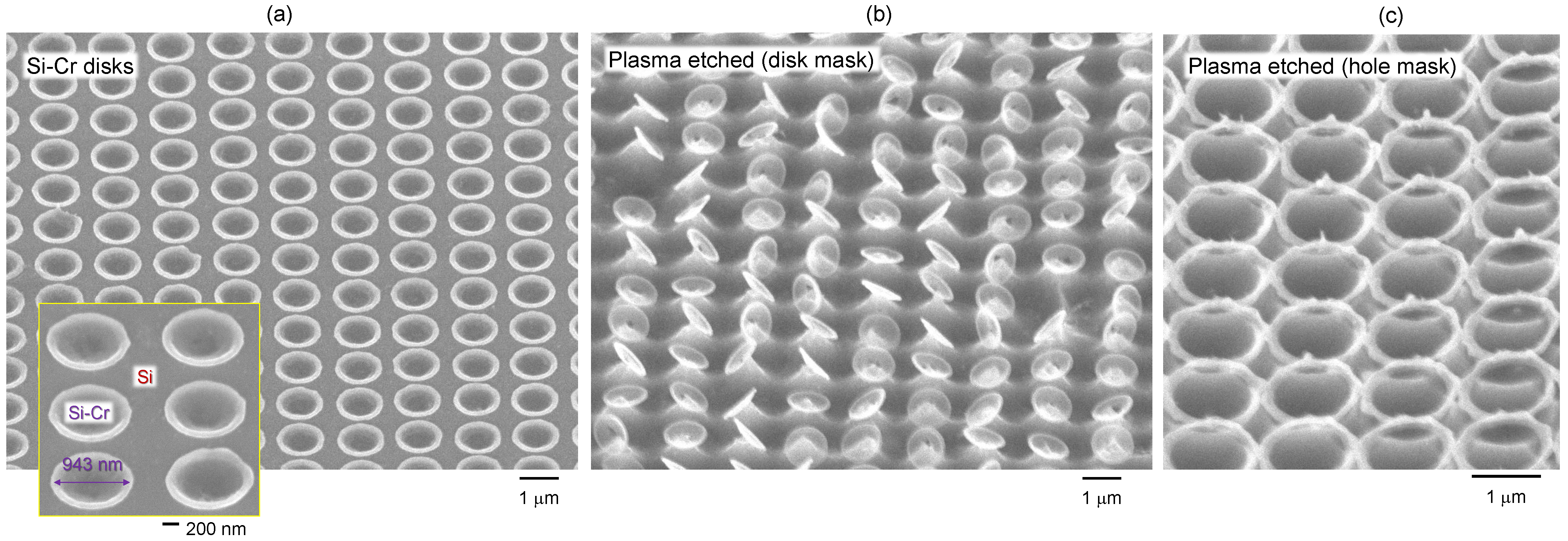
3.2. Plasma Etch of Si through an Ablated Mask in Cr Nano-Film
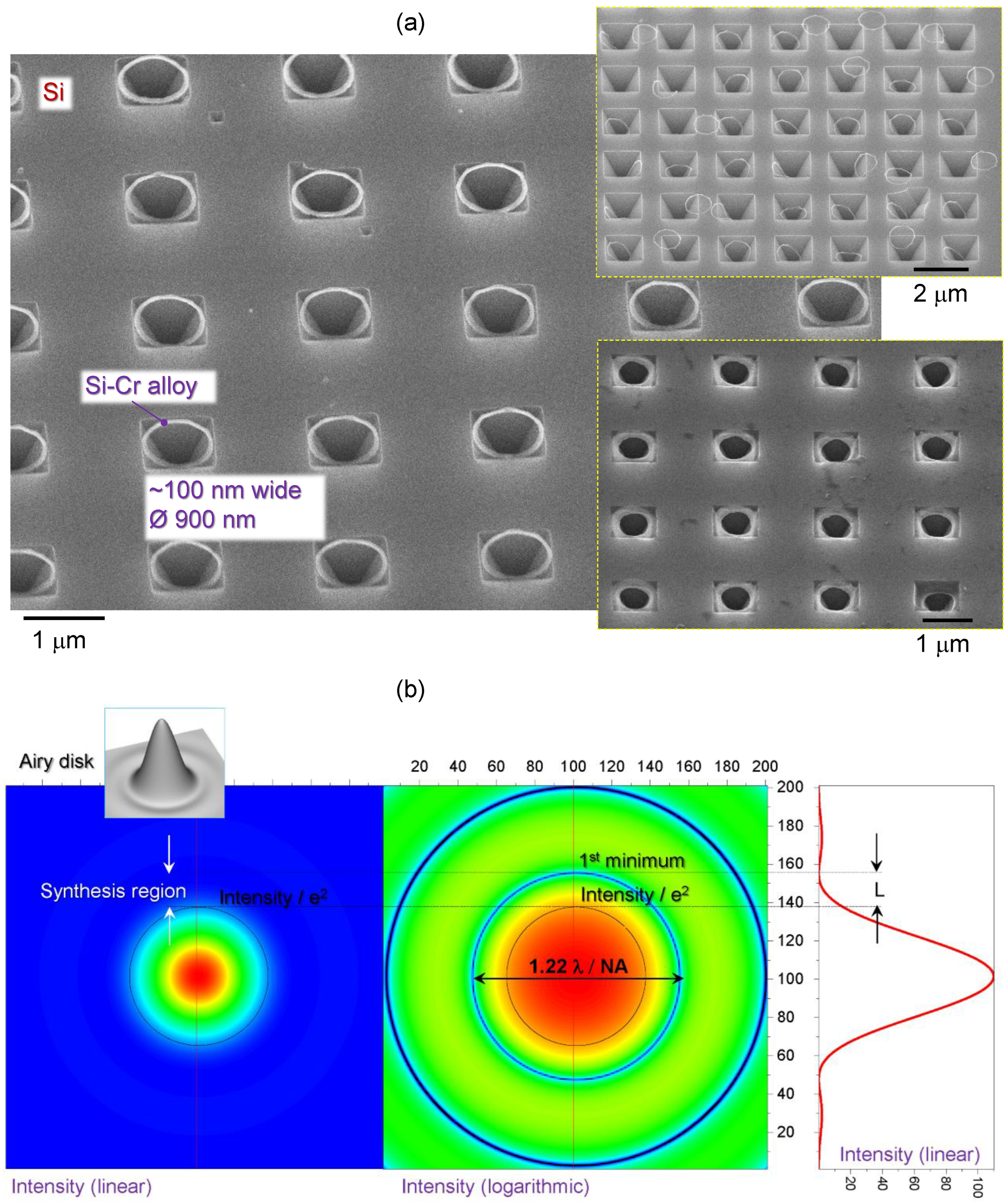
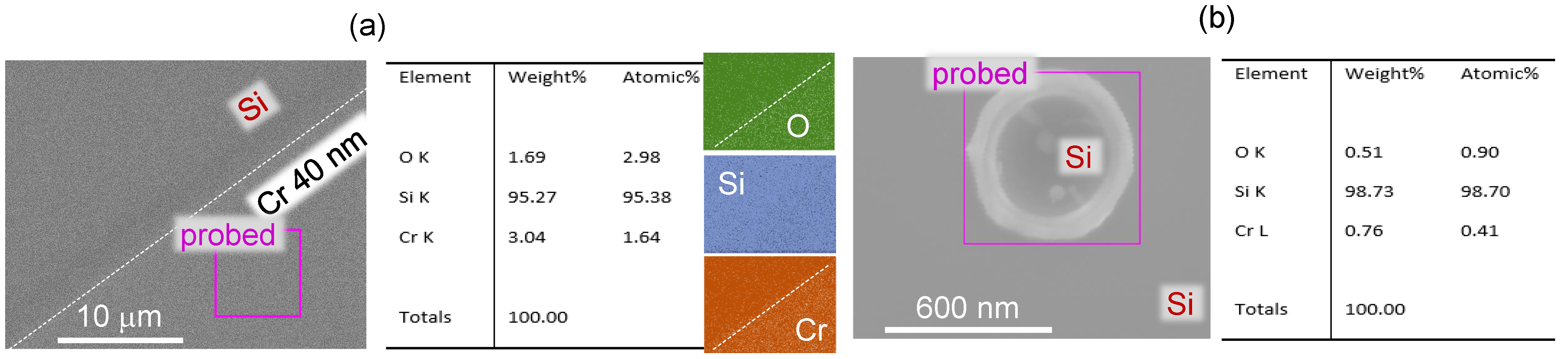
3.3. Nano-Disk Alloy of Si-Cr
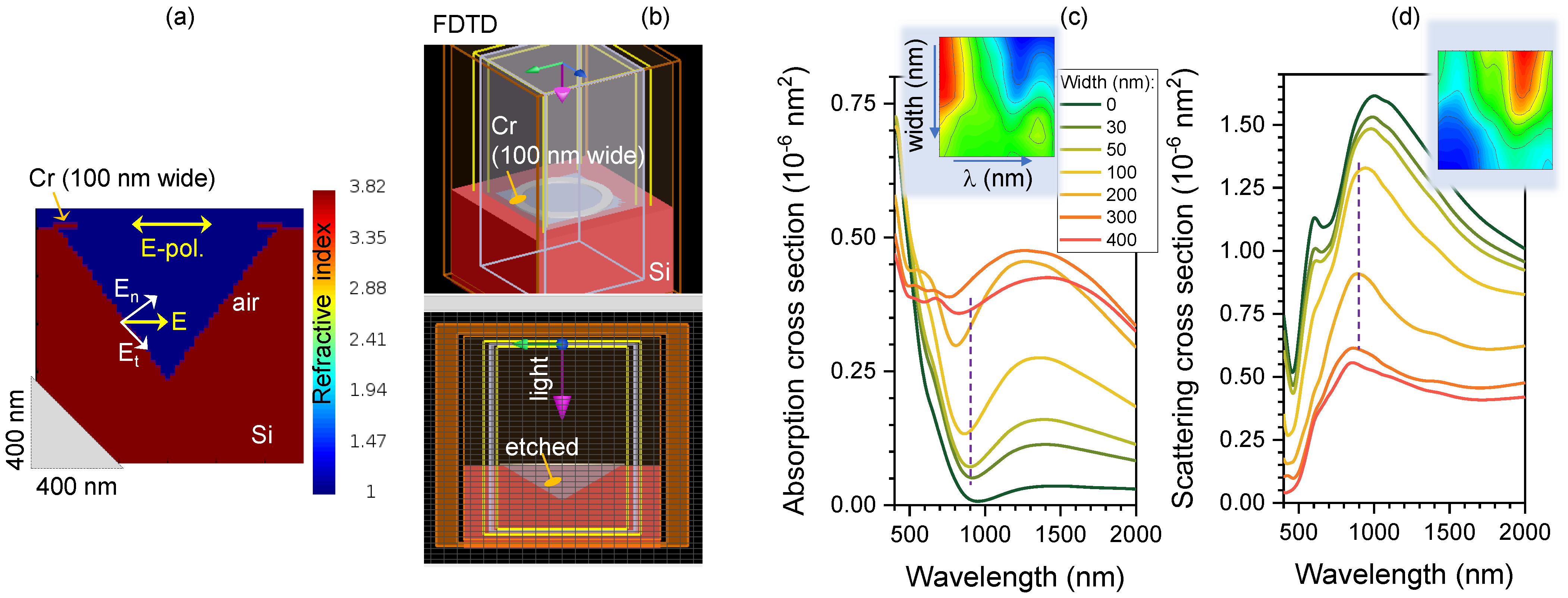
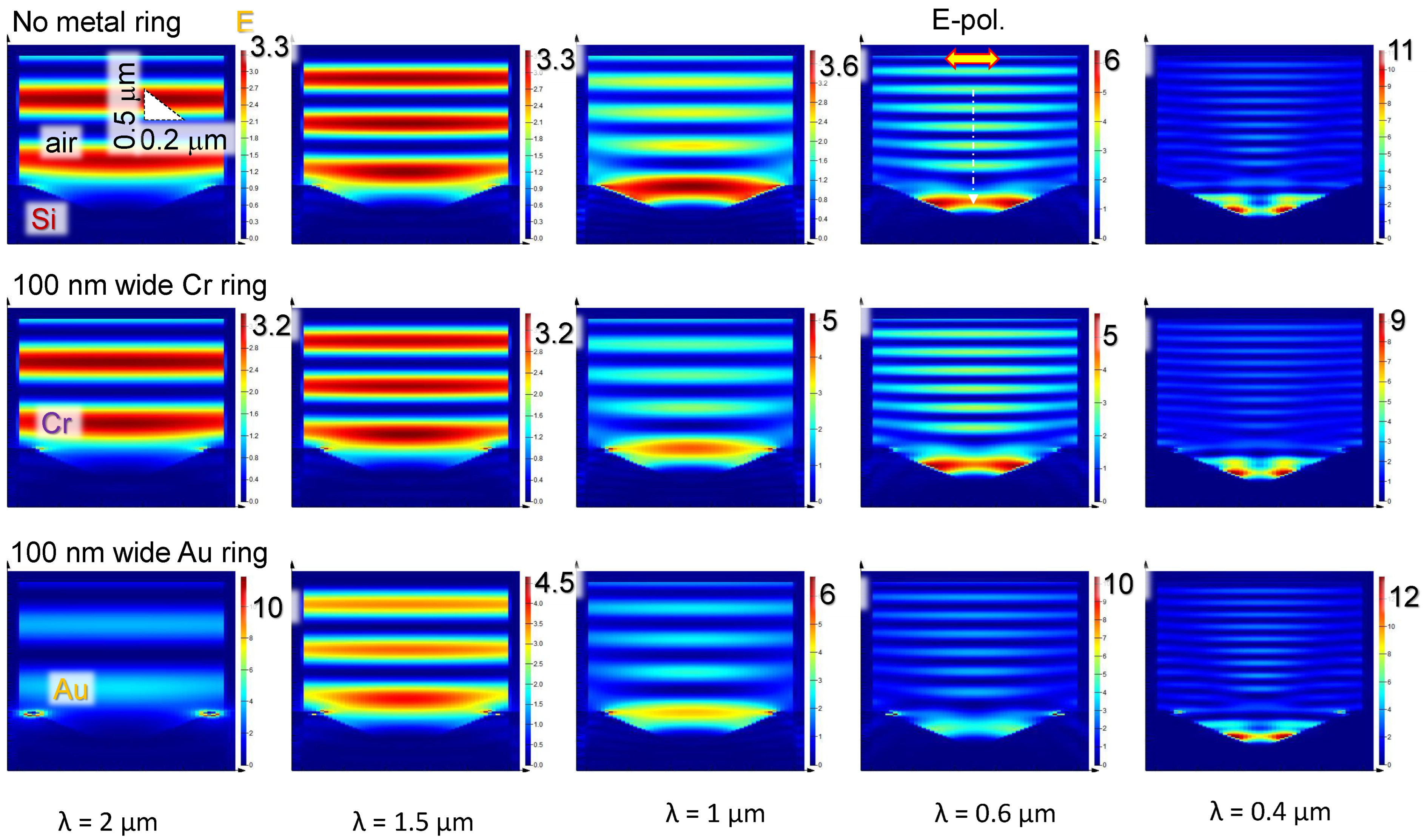
3.4. Optical Properties of Fabricated Patterns
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
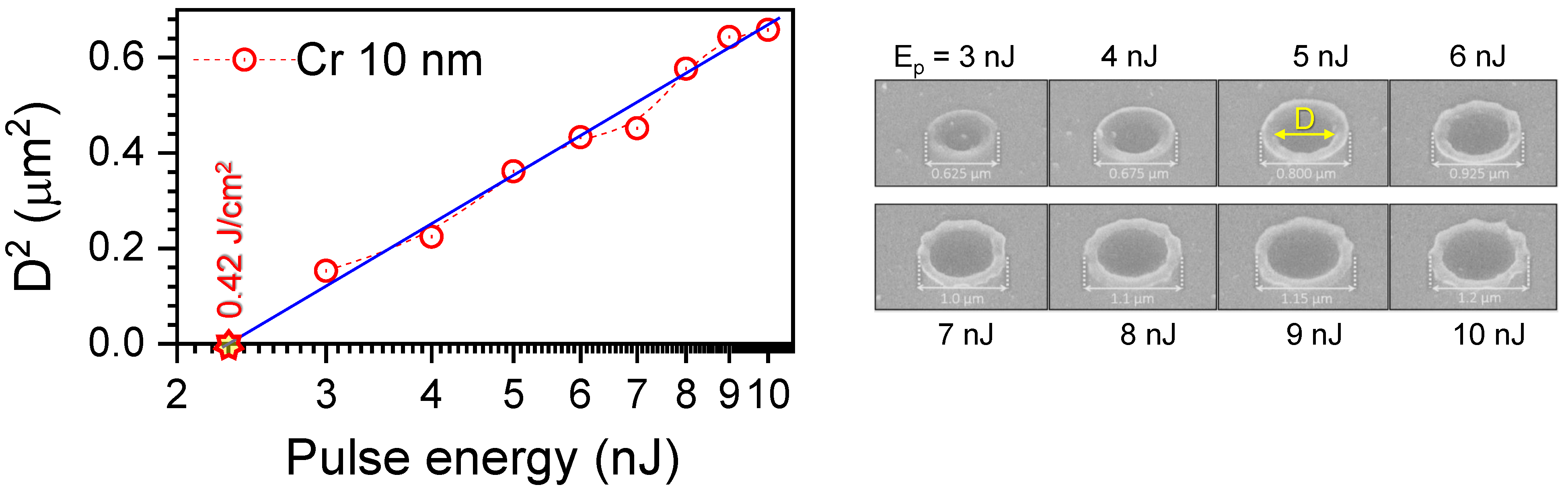
Appendix A. Ablation of a Hole in Cr Nanofilm on Si

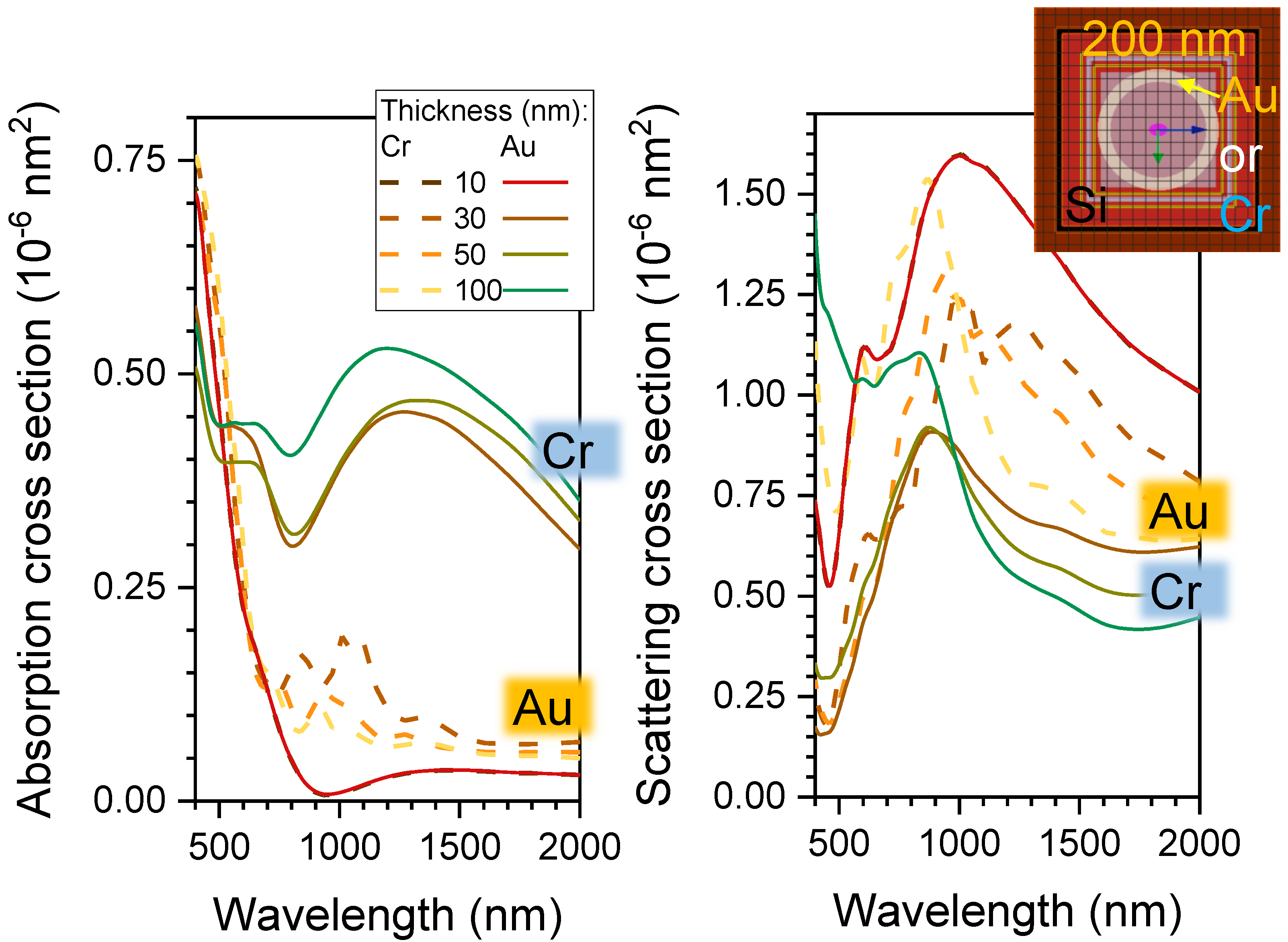
Appendix B. FDTD Modeling of Optical Properties

References
- Odaira, T.; Xu, S.; Hirata, K.; Xu, X.; Omori, T.; Ueki, K.; Ueda, K.; Narushima, T.; Nagasako, M.; Harjo, S.; et al. Flexible and Tough Superelastic Co–Cr Alloys for Biomedical Applications. Adv. Mater. 2022, 34, 2202305. [Google Scholar] [CrossRef] [PubMed]
- Ferrando, R.; Jellinek, J.; Johnston, R.L. Nanoalloys: From theory to applications of alloy clusters and nanoparticles. Chem. Rev. 2008, 108, 845–910. [Google Scholar] [CrossRef] [PubMed]
- Molenbroek, A.; Haukka, S.; Clausen, B. Alloying in Cu/Pd nanoparticle catalysts. J. Phys. Chem. B 1998, 102, 10680–10689. [Google Scholar] [CrossRef]
- Braunstein, P.; Oro, L.A.; Raithby, P.R. Metal Clusters in Chemistry; Wiley-VCH: Hoboken, NJ, USA, 1999. [Google Scholar]
- Ruban, A.; Skriver, H.L.; Nørskov, J.K. Surface segregation energies in transition-metal alloys. Phys. Rev. B 1999, 59, 15990. [Google Scholar] [CrossRef]
- Bozzolo, G.; Ferrante, J.; Noebe, R.D.; Good, B.; Honecy, F.S.; Abel, P. Surface segregation in multicomponent systems: Modeling of surface alloys and alloy surfaces. Comput. Mater. Sci. 1999, 15, 169–195. [Google Scholar] [CrossRef]
- Fageria, P.; Uppala, S.; Nazir, R.; Gangopadhyay, S.; Chang, C.H.; Basu, M.; Pande, S. Synthesis of monometallic (Au and Pd) and bimetallic (AuPd) nanoparticles using carbon nitride (C3N4) quantum dots via the photochemical route for nitrophenol reduction. Langmuir 2016, 32, 10054–10064. [Google Scholar] [CrossRef]
- Wang, H.; Chen, Z.; Wu, D.; Cao, M.; Sun, F.; Zhang, H.; You, H.; Zhuang, W.; Cao, R. Significantly enhanced overall water splitting performance by partial oxidation of Ir through Au modification in core–shell alloy structure. J. Am. Chem. Soc. 2021, 143, 4639–4645. [Google Scholar] [CrossRef]
- Liang, C.; Zou, P.; Nairan, A.; Zhang, Y.; Liu, J.; Liu, K.; Hu, S.; Kang, F.; Fan, H.J.; Yang, C. Exceptional performance of hierarchical Ni–Fe oxyhydroxide@ NiFe alloy nanowire array electrocatalysts for large current density water splitting. Energy Environ. Sci. 2020, 13, 86–95. [Google Scholar] [CrossRef]
- Yu, X.; Yang, P.; Chen, S.; Zhang, M.; Shi, G. NiFe alloy protected silicon photoanode for efficient water splitting. Adv. Energy Mater. 2017, 7, 1601805. [Google Scholar] [CrossRef]
- Gao, M.; Yang, C.; Zhang, Q.; Zeng, J.; Li, X.; Hua, Y.; Xu, C.; Dong, P. Facile electrochemical preparation of self-supported porous Ni–Mo alloy microsphere films as efficient bifunctional electrocatalysts for water splitting. J. Mater. Chem. A 2017, 5, 5797–5805. [Google Scholar] [CrossRef]
- Lee, Y.; Suntivich, J.; May, K.J.; Perry, E.E.; Shao-Horn, Y. Synthesis and activities of rutile IrO2 and RuO2 nanoparticles for oxygen evolution in acid and alkaline solutions. J. Phys. Chem. Lett. 2012, 3, 399–404. [Google Scholar] [CrossRef] [PubMed]
- Juodkazytė, J.; Seniutinas, G.; Šebeka, B.; Savickaja, I.; Malinauskas, T.; Badokas, K.; Juodkazis, K.; Juodkazis, S. Solar water splitting: Efficiency discussion. Int. J. Hydrog. Energy 2016, 41, 11941–11948. [Google Scholar] [CrossRef]
- Juodkazytė, J.; Juodkazis, K.; Juodkazis, S. Atoms vs. Ions: Intermediates in Reversible Electrochemical Hydrogen Evolution Reaction. Catalysts 2021, 11, 1135. [Google Scholar] [CrossRef]
- Zhang, M.; Xu, W.; Li, T.; Zhu, H.; Zheng, Y. In situ growth of tetrametallic FeCoMnNi-MOF-74 on nickel foam as efficient bifunctional electrocatalysts for the evolution reaction of oxygen and hydrogen. Inorg. Chem. 2020, 59, 15467–15477. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Arumugam, M.; Jagannathan, M.; Maia, G.; Praserthdam, S.; Praserthdam, P. Reduced Nickel on Cobalt Sulphide with Carbon Supported (Ni-CoS/C) Composite Material as a Low-Cost and Efficient Electrocatalyst for Hydrogen Evolution Reaction. Electrochim. Acta 2022, 435, 141437. [Google Scholar] [CrossRef]
- Bhanja, P.; Kim, Y.; Paul, B.; Lin, J.; Alshehri, S.M.; Ahamad, T.; Kaneti, Y.V.; Bhaumik, A.; Yamauchi, Y. Facile synthesis of nanoporous transition metal-based phosphates for oxygen evolution reaction. ChemCatChem 2020, 12, 2091–2096. [Google Scholar] [CrossRef]
- Wang, H.; Yin, S.; Xu, Y.; Li, X.; Alshehri, A.A.; Yamauchi, Y.; Xue, H.; Kaneti, Y.V.; Wang, L. Direct fabrication of tri-metallic PtPdCu tripods with branched exteriors for the oxygen reduction reaction. J. Mater. Chem. A 2018, 6, 8662–8668. [Google Scholar] [CrossRef]
- Han, M.; Meghwal, A.; Ng, S.H.; Smith, D.; Mu, H.; Katkus, T.; Mukhlis, R.; Vongsvivut, J.; Berndt, C.C.; Ang, A.S.; et al. Micro-Particles of High Entropy Alloys Made by Laser Induced Forward Transfer. Materials 2022, 15, 8063. [Google Scholar] [CrossRef]
- Cai, Z.X.; Goou, H.; Ito, Y.; Tokunaga, T.; Miyauchi, M.; Abe, H.; Fujita, T. Nanoporous ultra-high-entropy alloys containing fourteen elements for water splitting electrocatalysis. Chem. Sci. 2021, 12, 11306–11315. [Google Scholar] [CrossRef]
- Ehsan, M.; Raja, N.I.; Mashwani, Z.u.R.; Ikram, M.; Zohra, E.; Zehra, S.S.; Abasi, F.; Hussain, M.; Iqbal, M.; Mustafa, N.; et al. Responses of bimetallic Ag/ZnO alloy nanoparticles and urea on morphological and physiological attributes of wheat. IET Nanobiotechnol. 2021, 15, 602–610. [Google Scholar] [CrossRef]
- Li, T.; Zhang, W.; Lee, R.Z.; Zhong, Q. Nickel–boron alloy catalysts reduce the formation of Trans fatty acids in hydrogenated soybean oil. Food Chem. 2009, 114, 447–452. [Google Scholar] [CrossRef]
- Tsuji, Y.; Kitano, M.; Kishida, K.; Sasase, M.; Yokoyama, T.; Hara, M.; Hosono, H. Ammonia synthesis over Co–Mo alloy nanoparticle catalyst prepared via sodium naphthalenide-driven reduction. Chem. Commun. 2016, 52, 14369–14372. [Google Scholar] [CrossRef]
- Takenaka, M.; Hashimoto, Y.; Iwasa, T.; Taketsugu, T.; Seniutinas, G.; Balcytis, A.; Juodkazis, S.; Nishijima, Y. First Principles Calculations Toward Understanding SERS of 2,2’-Bipyridyl Adsorbed on Au, Ag, and Au–Ag Nanoalloy. J. Comp. Chem. 2019, 40, 925–932. [Google Scholar] [CrossRef]
- Nishijima, Y.; Shimizu, S.; Kurihara, K.; Hashimoto, Y.; Takahashi, H.; Balcytis, A.; Seniutinas, G.; Okazaki, S.; Juodkazyte, J.; Iwasa, T.; et al. Optical readout of hydrogen storage in films of Au and Pd. Opt. Express 2017, 20, 24081–24092. [Google Scholar] [CrossRef]
- Römer, G.W.; Del Cerro, D.A.; Sipkema, R.C.; Groenendijk, M.N.; Huis In ’t Veld, A.J. Ultra short pulse laser generated surface textures for anti-ice applications in aviation. ICALEO 2009, 102, 30–37. [Google Scholar] [CrossRef]
- Maksimovic, J.; Hu, J.; Ng, S.H.; Katkus, T.; Seniutinas, G.; Pinedo Rivera, T.; Stuiber, M.; Nishijima, Y.; John, S.; Juodkazis, S. Beyond Lambertian light trapping for large-area silicon solar cells: Fabrication methods. Opto-Electron. Adv. 2022, 5, 210086. [Google Scholar] [CrossRef]
- Gokhale, A.; Abbaschian, G. The Cr-Si (chromium-silicon) system. J. Phase Equilib. 1987, 8, 474–484. [Google Scholar] [CrossRef]
- Soleimani-Dorcheh, A.; Galetz, M. Oxidation and Nitridation Behavior of Cr–Si Alloys in Air at 1473K. Oxid. Met. 2015, 84, 73–90. [Google Scholar] [CrossRef]
- Xiao, F.; Du, C.H.; Fu, Y.; Yang, R.H.; Yao, P. Surface tension of molten nickelchromium alloy. In Proceedings of the ICMIT 2005: Mechatronics, MEMS, and Smart Materials, Chongqing, China, 20–23 September 2005; p. 60402M. [Google Scholar]
- Liu, X.Q.; Yu, L.; Chen, Q.D.; Sun, H.B. Mask-free construction of three-dimensional silicon structures by dry etching assisted gray-scale femtosecond laser direct writing. Appl. Phys. Lett. 2017, 110, 091602. [Google Scholar] [CrossRef]
- Li, Z.Z.; Wang, L.; Fan, H.; Yu, Y.H.; Chen, Q.D.; Juodkazis, S.; Sun, H.B. O-FIB: Far-field-induced near-field breakdown for direct nanowriting in an atmospheric environment. Light Sci. Appl. 2020, 9, 41. [Google Scholar] [CrossRef] [PubMed]
- Mizeikis, V.; Kowalska, E.; Juodkazis, S. Resonant localization, enhancement, and polarization of optical fields in nano-scale interface regions for photo-catalytic applications. J. Nanosci. Nanotechnol. 2011, 11, 2814–2822. [Google Scholar] [CrossRef] [PubMed]
- Varache, R.; Valla, A.; Nguyen, N.; Muñoz, D. Front side recombination losses analysis in rear emitter silicon heterojunction solar cells. Energy Procedia 2014, 55, 302–309. [Google Scholar] [CrossRef]
- Waag, F.; Li, Y.; Ziefuß, A.R.; Bertin, E.; Kamp, M.; Duppel, V.; Marzun, G.; Kienle, L.; Barcikowski, S.; Gökce, B. Kinetically-controlled laser-synthesis of colloidal high-entropy alloy nanoparticles. RSC Adv. 2019, 9, 18547–18558. [Google Scholar] [CrossRef]
- Morikawa, J.; Hayakawa, E.; Hashimoto, T.; Buividas, R.; Juodkazis, S. Thermal imaging of a heat transport in regions structured by femtosecond laser. Opt. Express 2011, 19, 20542–20550. [Google Scholar] [CrossRef] [PubMed]
- Nishijima, Y.; To, N.; Balcytis, A.; Juodkazis, S. Absorption and scattering in perfect thermal radiation absorber-emitter metasurfaces. Opt. Express 2022, 30, 4058–4070. [Google Scholar] [CrossRef] [PubMed]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maksimovic, J.; Mu, H.; Han, M.; Smith, D.; Katkus, T.; Anand, V.; Nishijima, Y.; Ng, S.H.; Juodkazis, S. Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing. Materials 2023, 16, 1917. https://doi.org/10.3390/ma16051917
Maksimovic J, Mu H, Han M, Smith D, Katkus T, Anand V, Nishijima Y, Ng SH, Juodkazis S. Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing. Materials. 2023; 16(5):1917. https://doi.org/10.3390/ma16051917
Chicago/Turabian StyleMaksimovic, Jovan, Haoran Mu, Molong Han, Daniel Smith, Tomas Katkus, Vijayakumar Anand, Yoshiaki Nishijima, Soon Hock Ng, and Saulius Juodkazis. 2023. "Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing" Materials 16, no. 5: 1917. https://doi.org/10.3390/ma16051917
APA StyleMaksimovic, J., Mu, H., Han, M., Smith, D., Katkus, T., Anand, V., Nishijima, Y., Ng, S. H., & Juodkazis, S. (2023). Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing. Materials, 16(5), 1917. https://doi.org/10.3390/ma16051917