
The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. The Process of Producing Recycled Aggregates (RA), Recycled Cement Mortar (RCM), and Fly–Ash Slag (FAS)
2.2. Materials
2.2.1. Cement
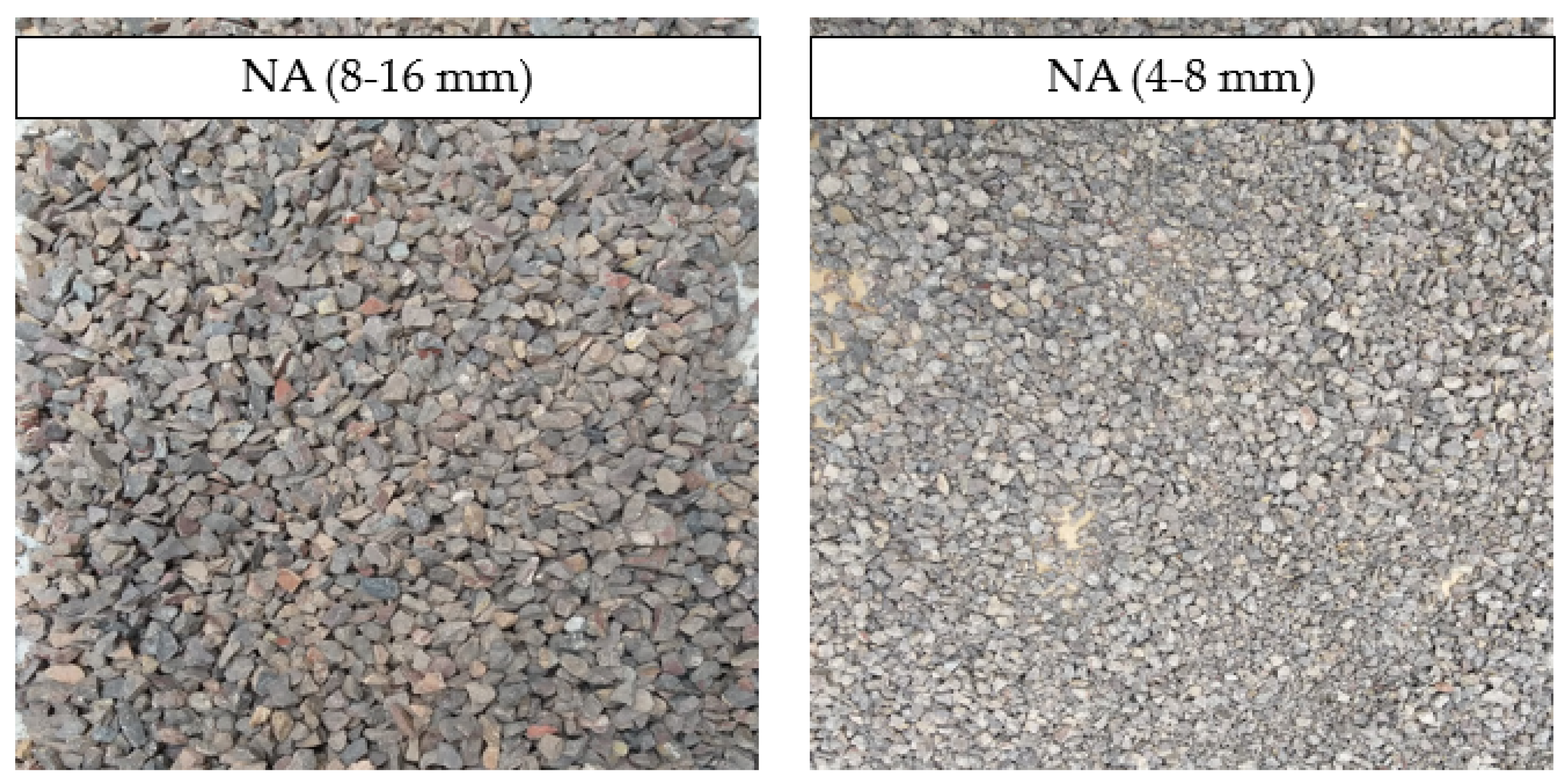
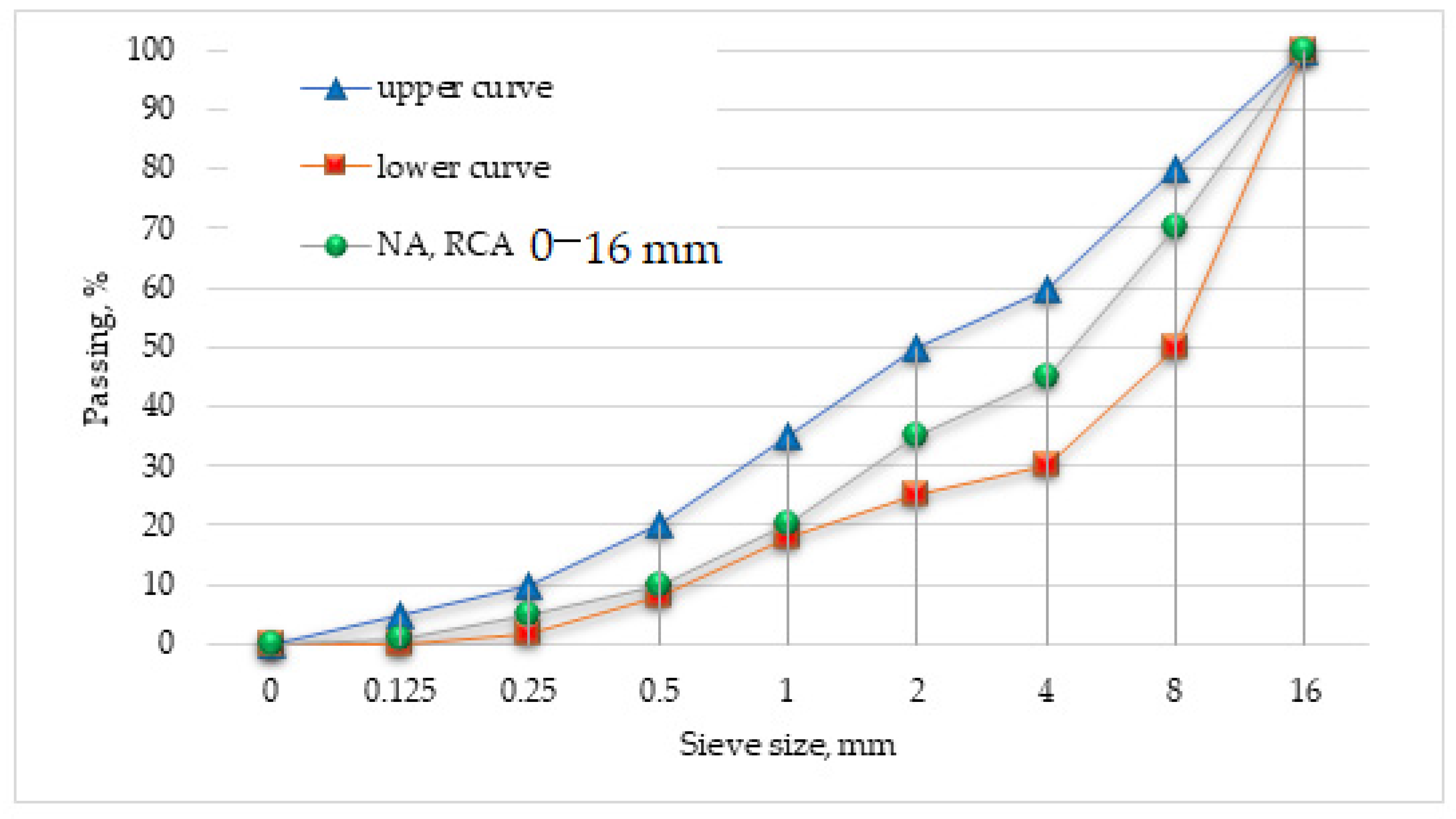
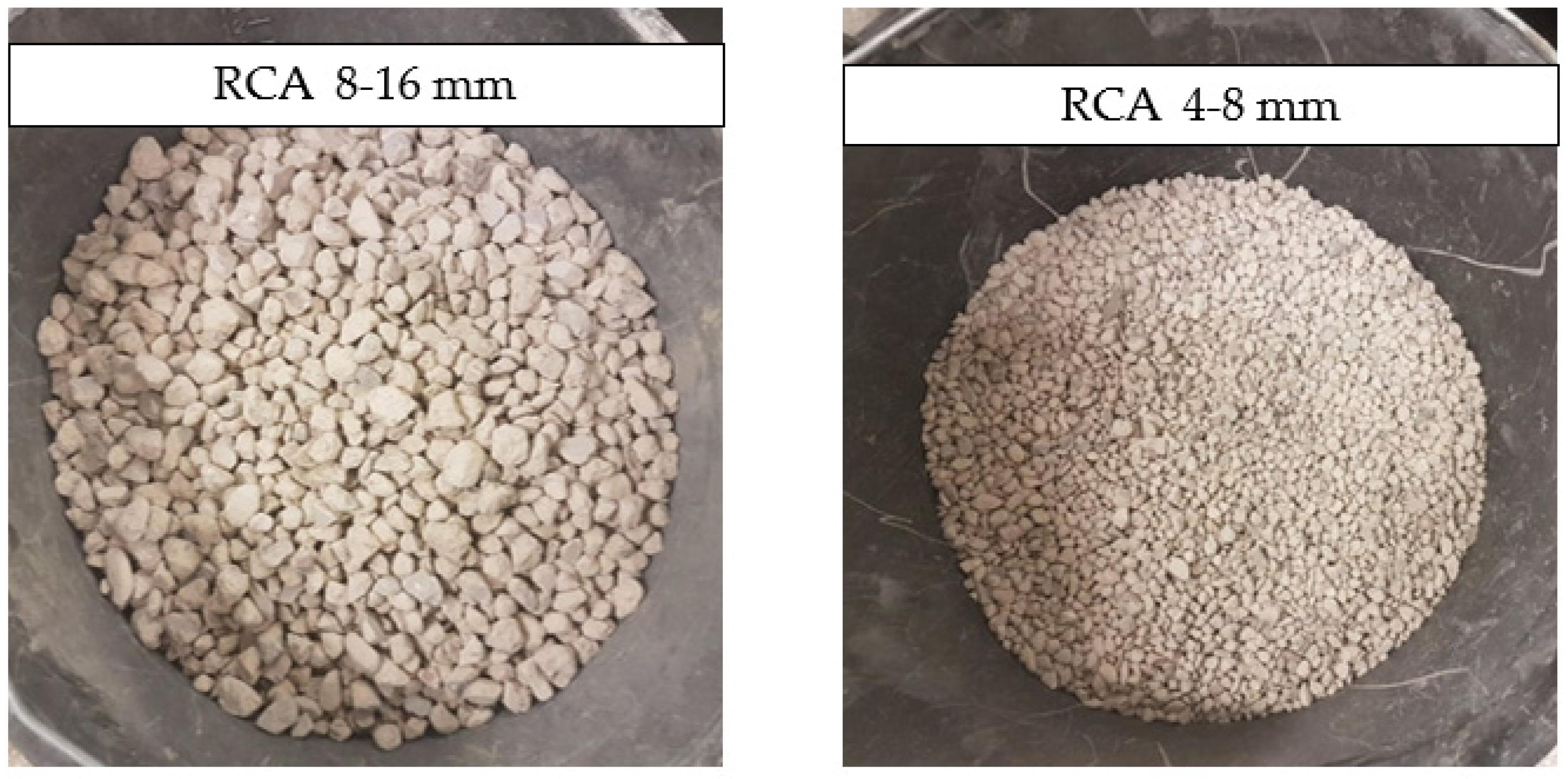
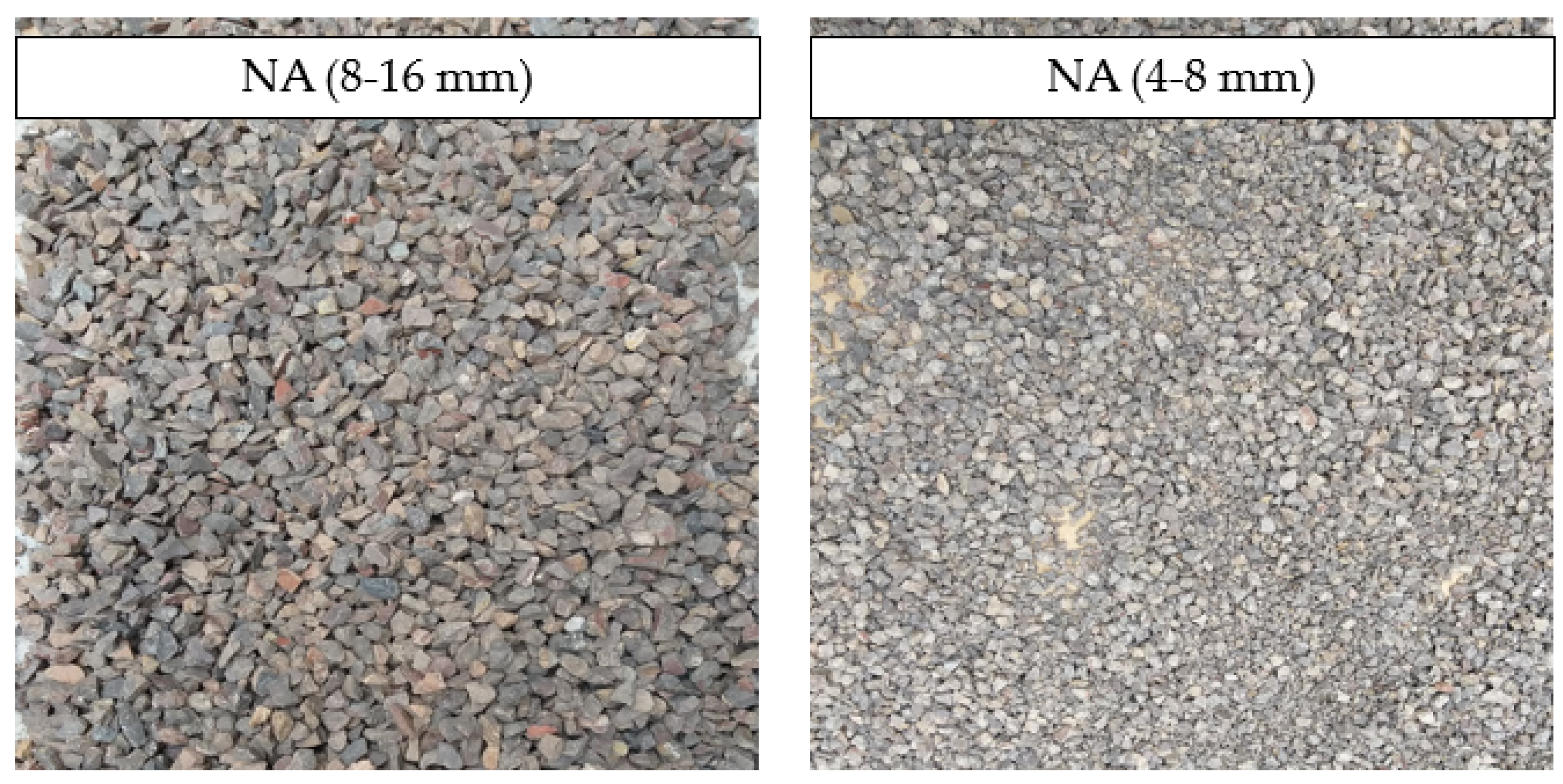
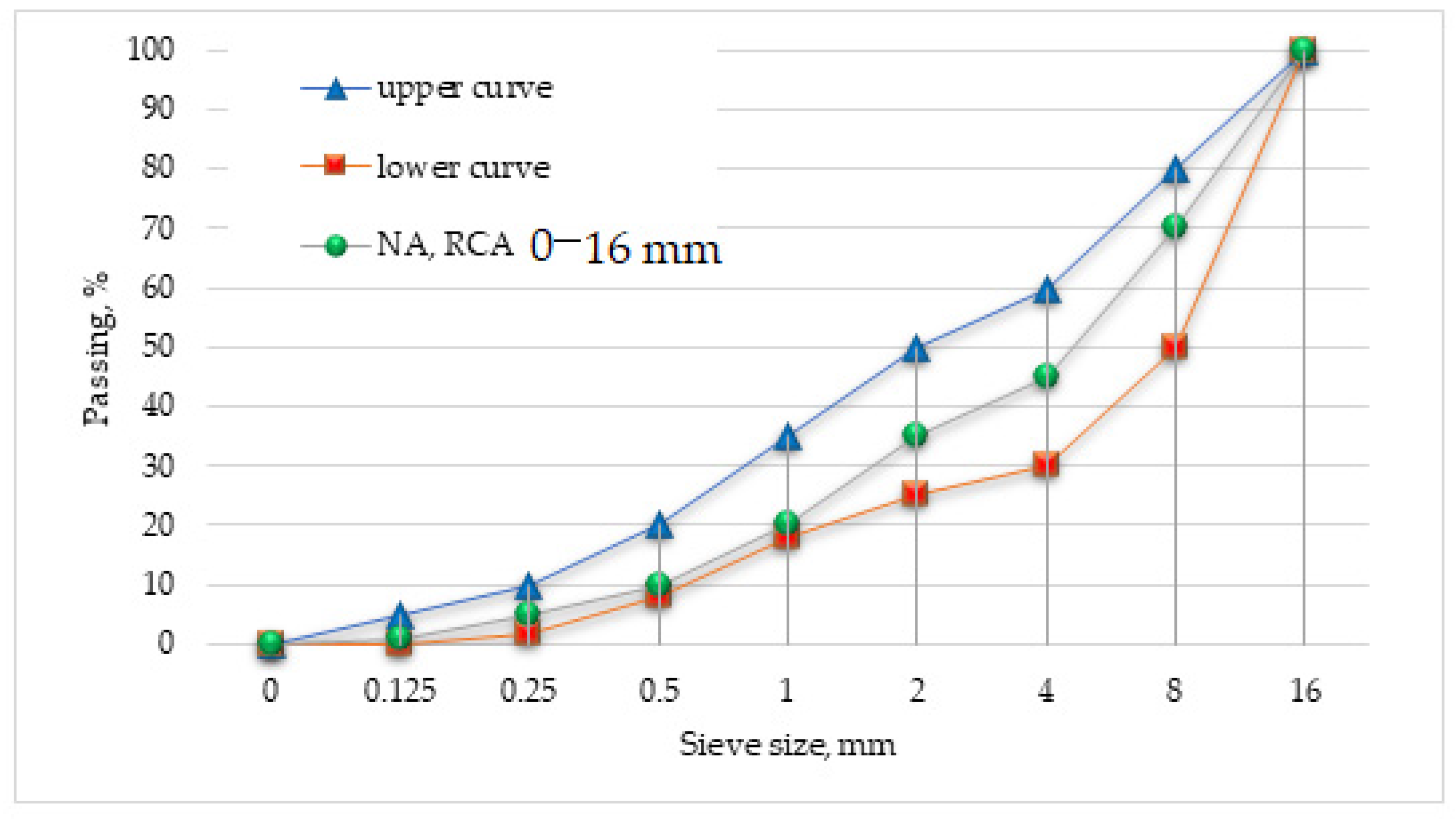
2.2.2. Recycled Concrete Aggregate (RCA) and Natural Aggregate (NA)
2.2.3. Recycled Cement Mortar (RCM)
2.2.4. Fly Ash–Slag Mix (FAS)
2.2.5. Superplasticizer (SP)
2.3. Methods
2.3.1. Physical–Mechanical Tests of Concrete
2.3.2. Physical–Chemical Characterization of the Raw Materials and Their Microstructural Properties
3. Experimental Design
3.1. Experiment I: Determining the Most Advantageous Content and the Effect of the FAS–RCM Additive on the Properties of Concrete
3.1.1. Concrete Mix Composition
3.1.2. Preparation of the Concrete Samples
3.2. Experiment II: Determining Properties of Concrete with FAS–RCM and RCA
- Series 1: made solely from sand and dolomite aggregate (control series).
- Series 2: 30% of the NA (>4 mm) was replaced with recycled aggregate based on dolomite. This is the acceptable percentage of replacement of coarse aggregate with recycled aggregate for exposure classes other than X0 permitted by the EN 206:2014 standard.
- Series 3: 30% of the NA (>4 mm) was replaced with recycled aggregate based on dolomite, and an additive was introduced in the form of a mix of FAS–RCM, where FAS and RCM each accounted for 50% of the weight of the additive.
4. Test Results and Discussion
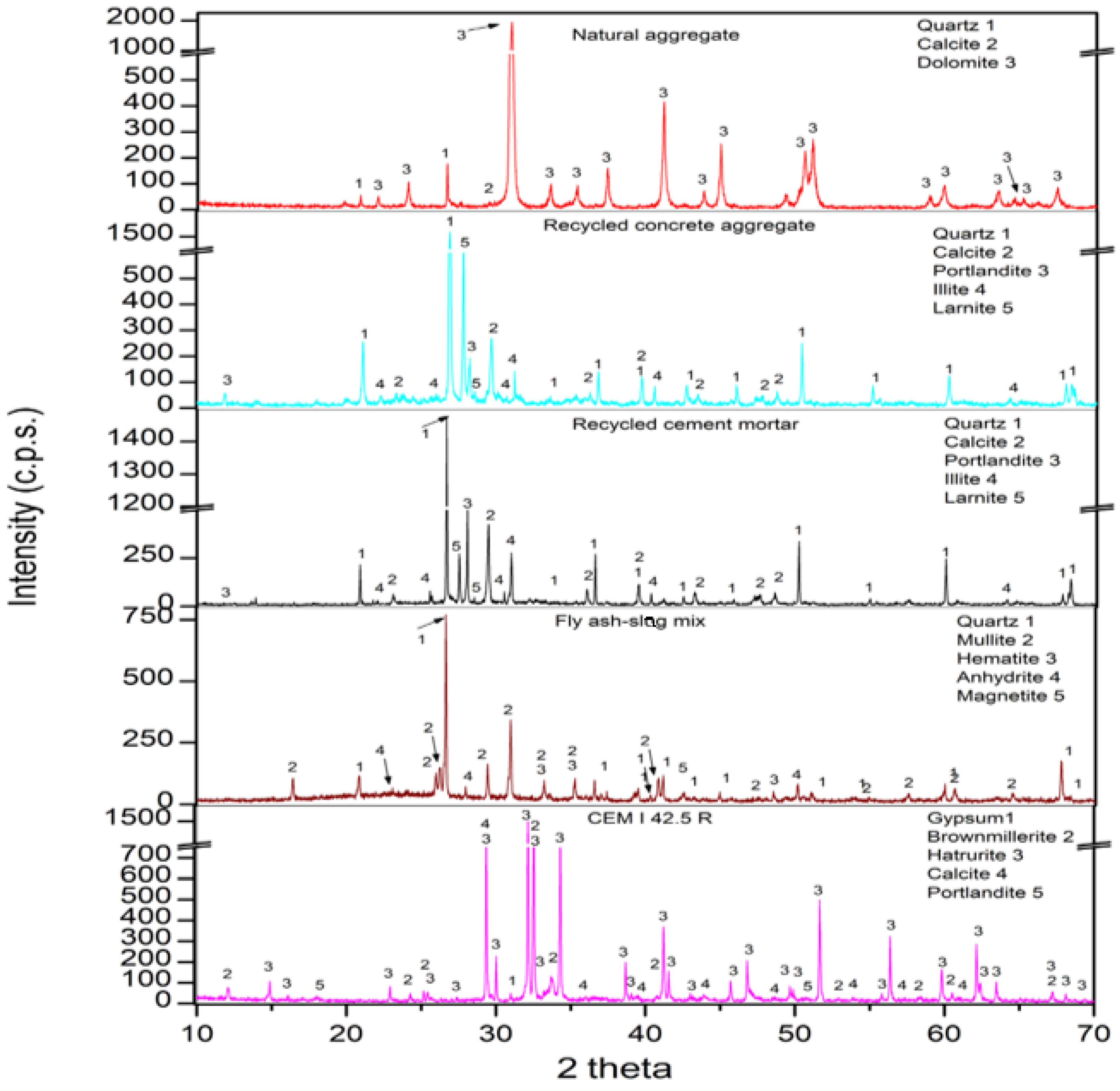
4.1. Characterization of the Raw Materials
4.2. Experiment I: The Results of Concretes with the Addition of FAS and RCM
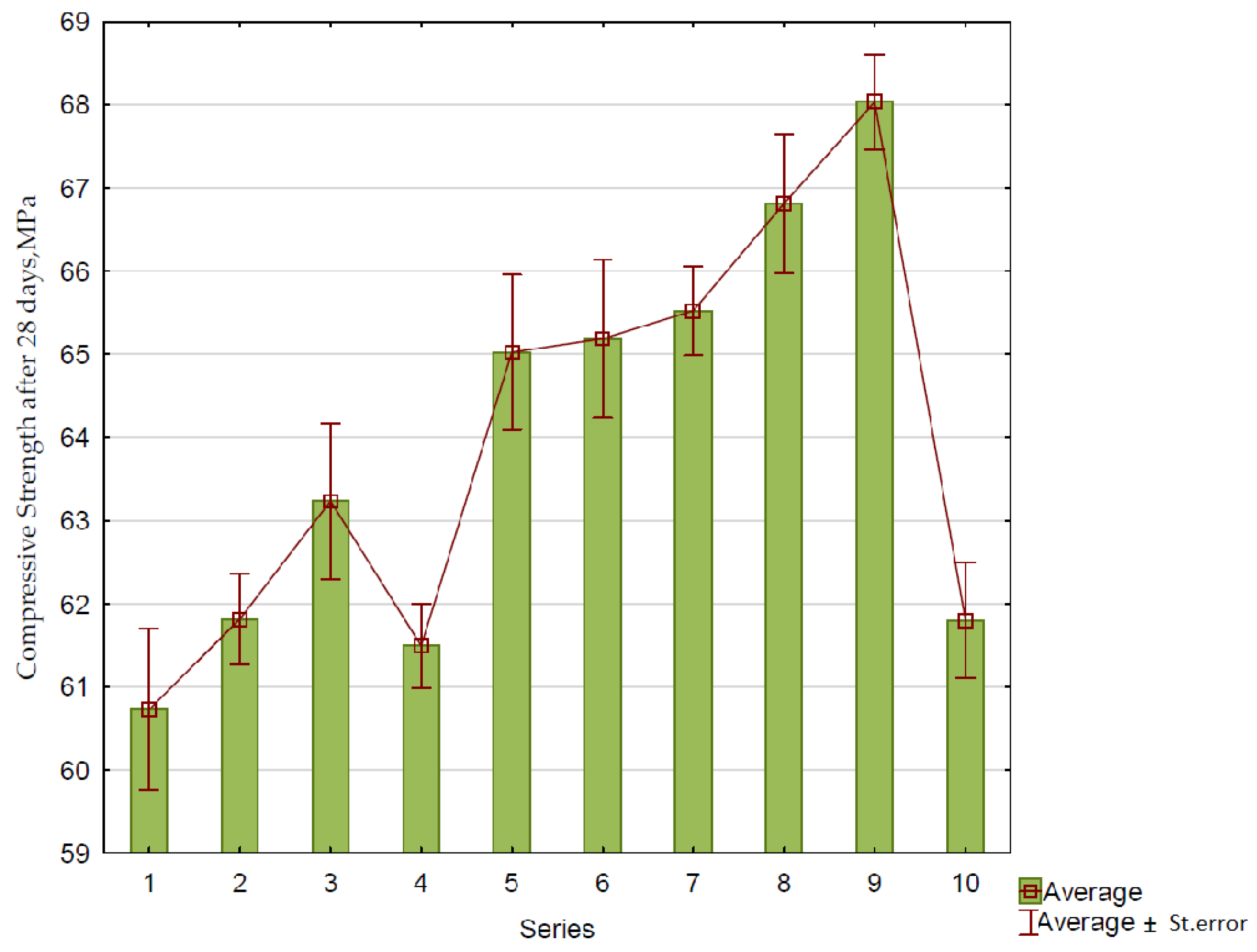
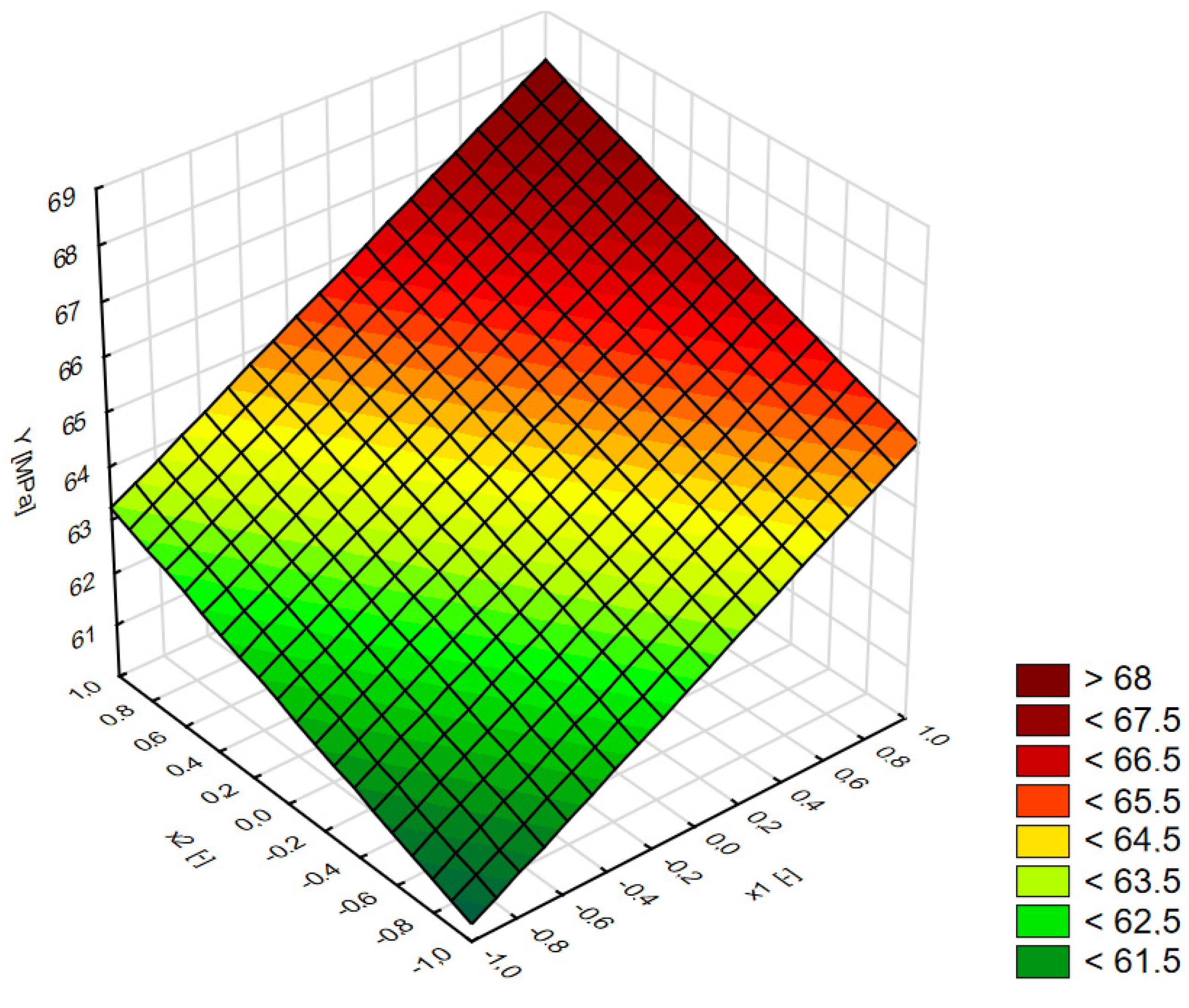
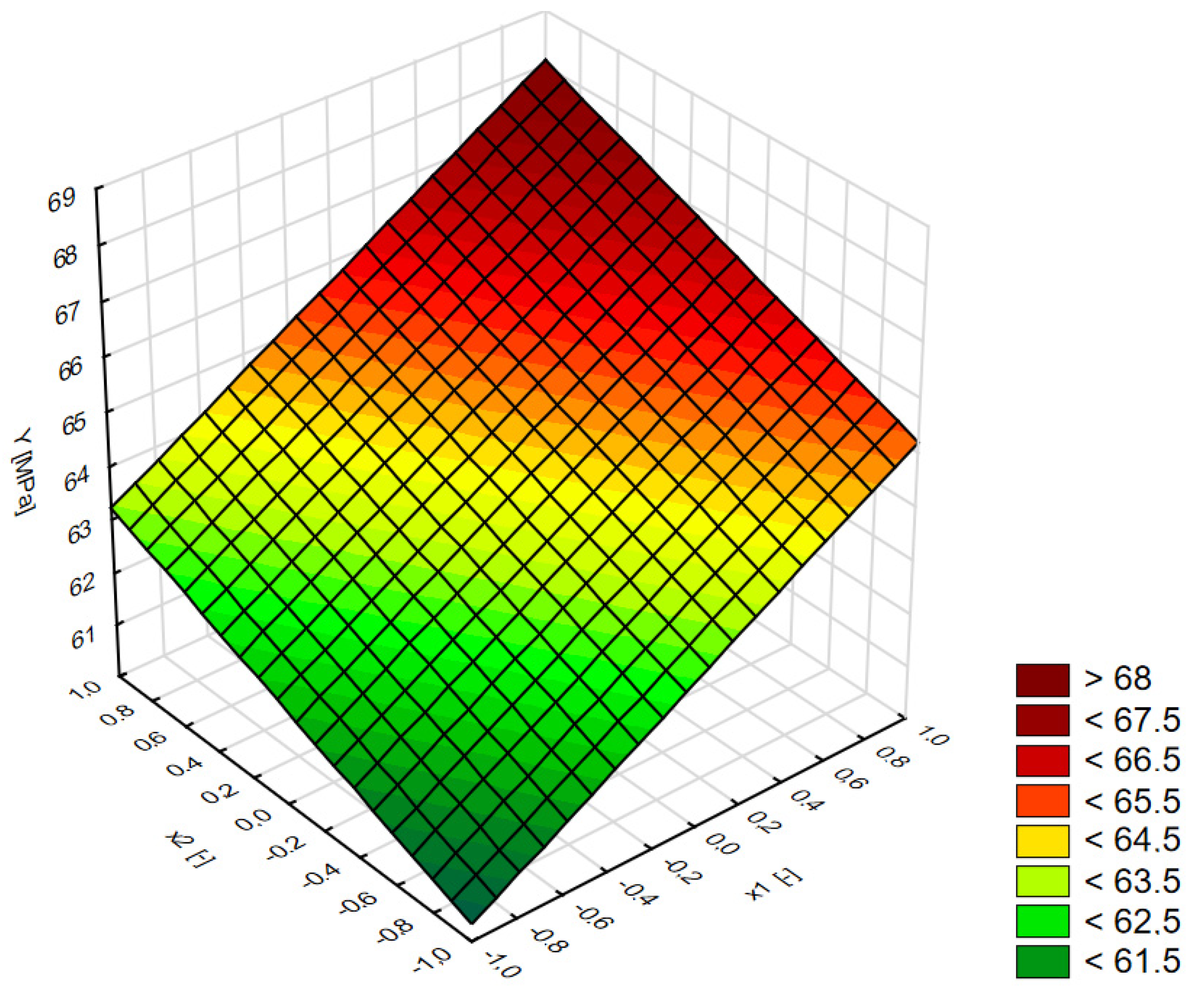
4.2.1. Compressive Strength
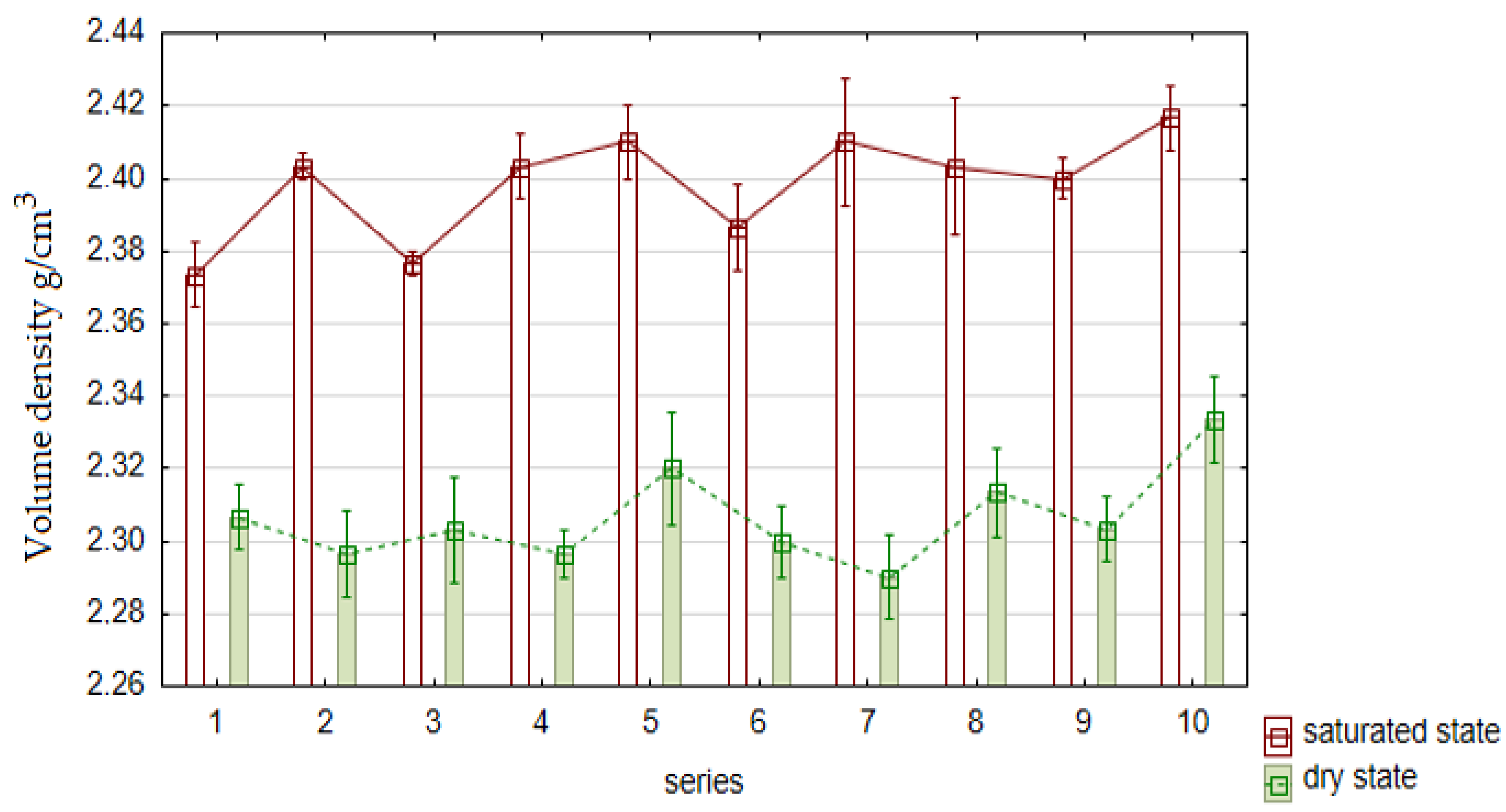
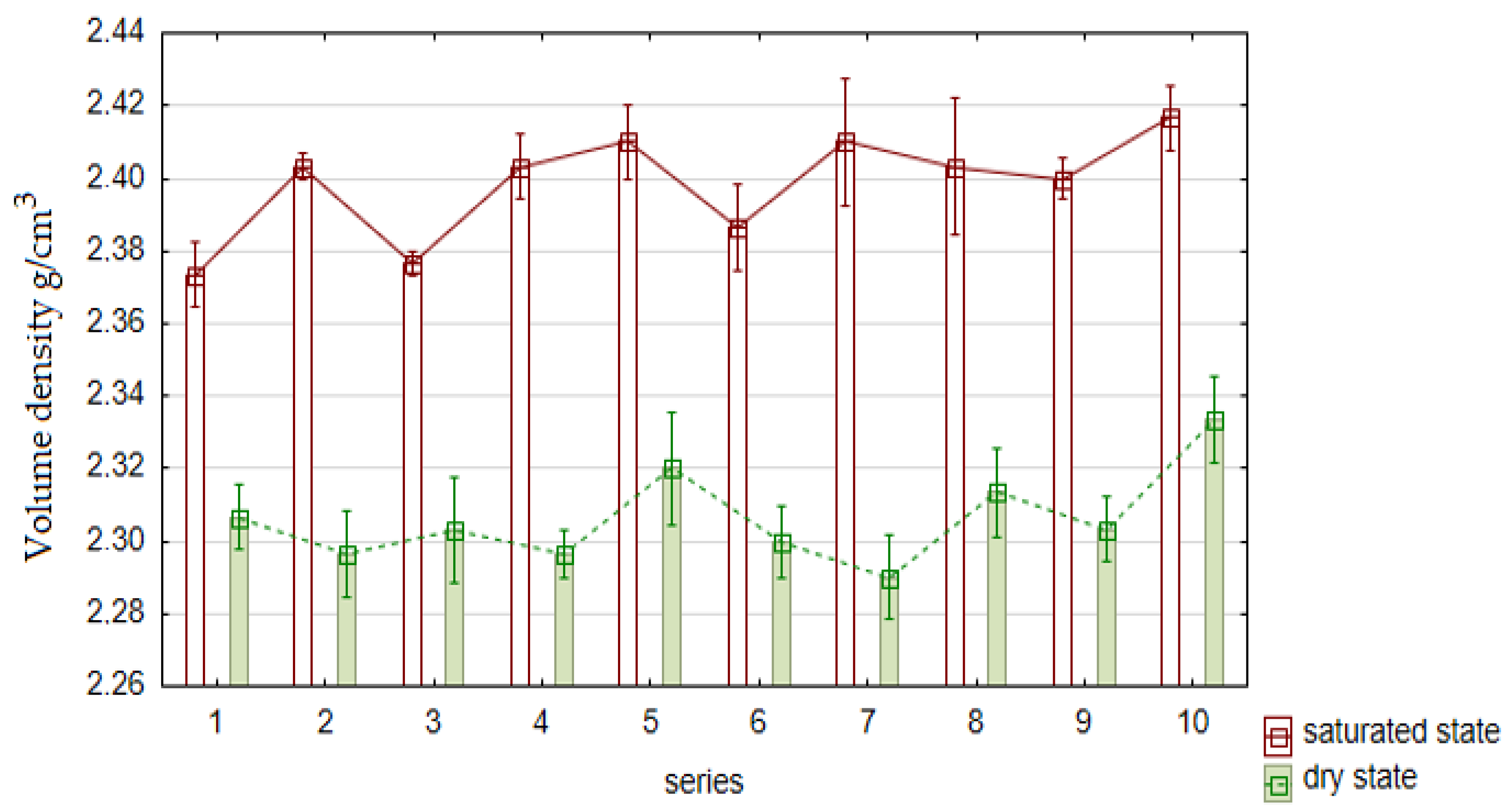
4.2.2. Volume Density
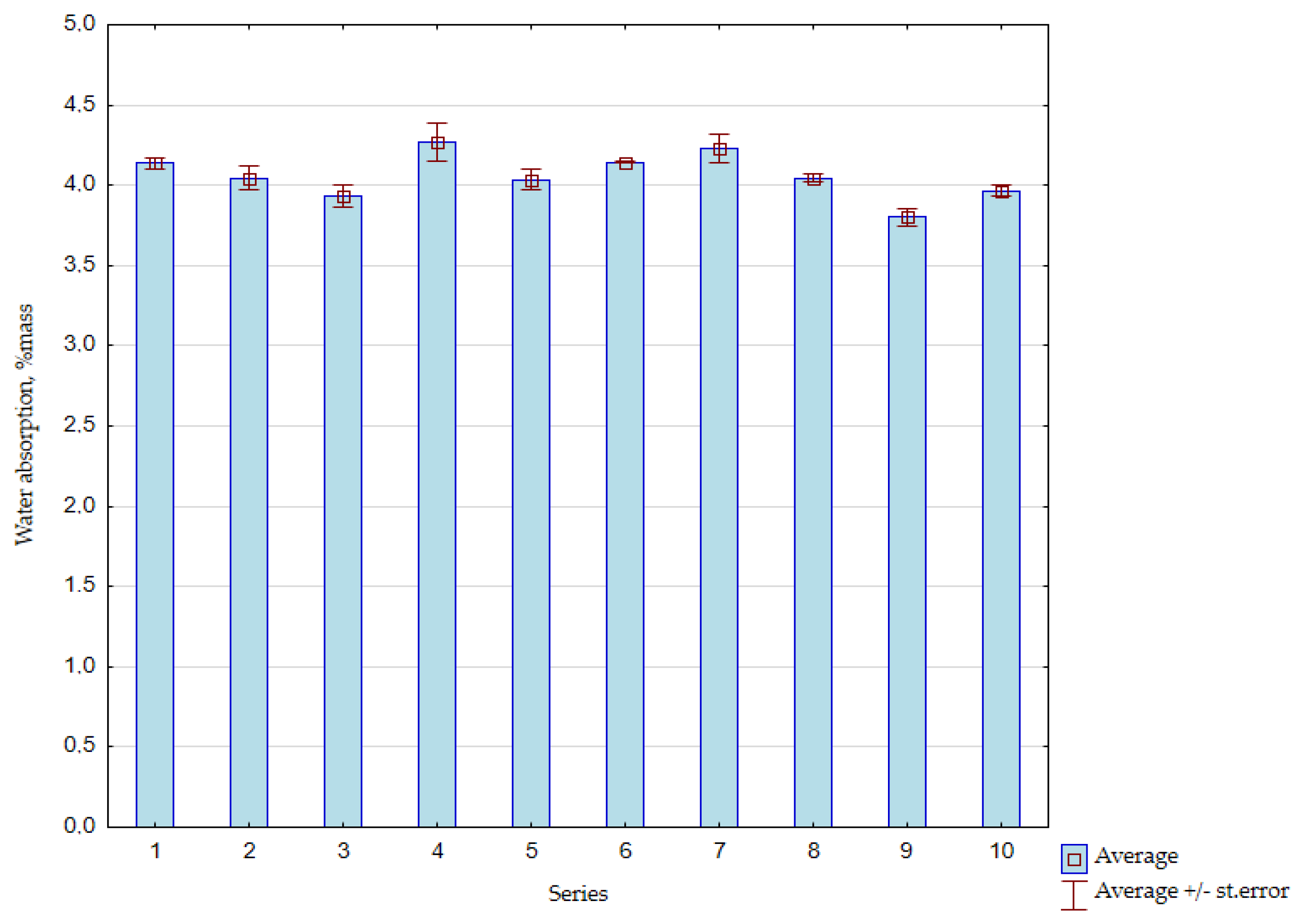
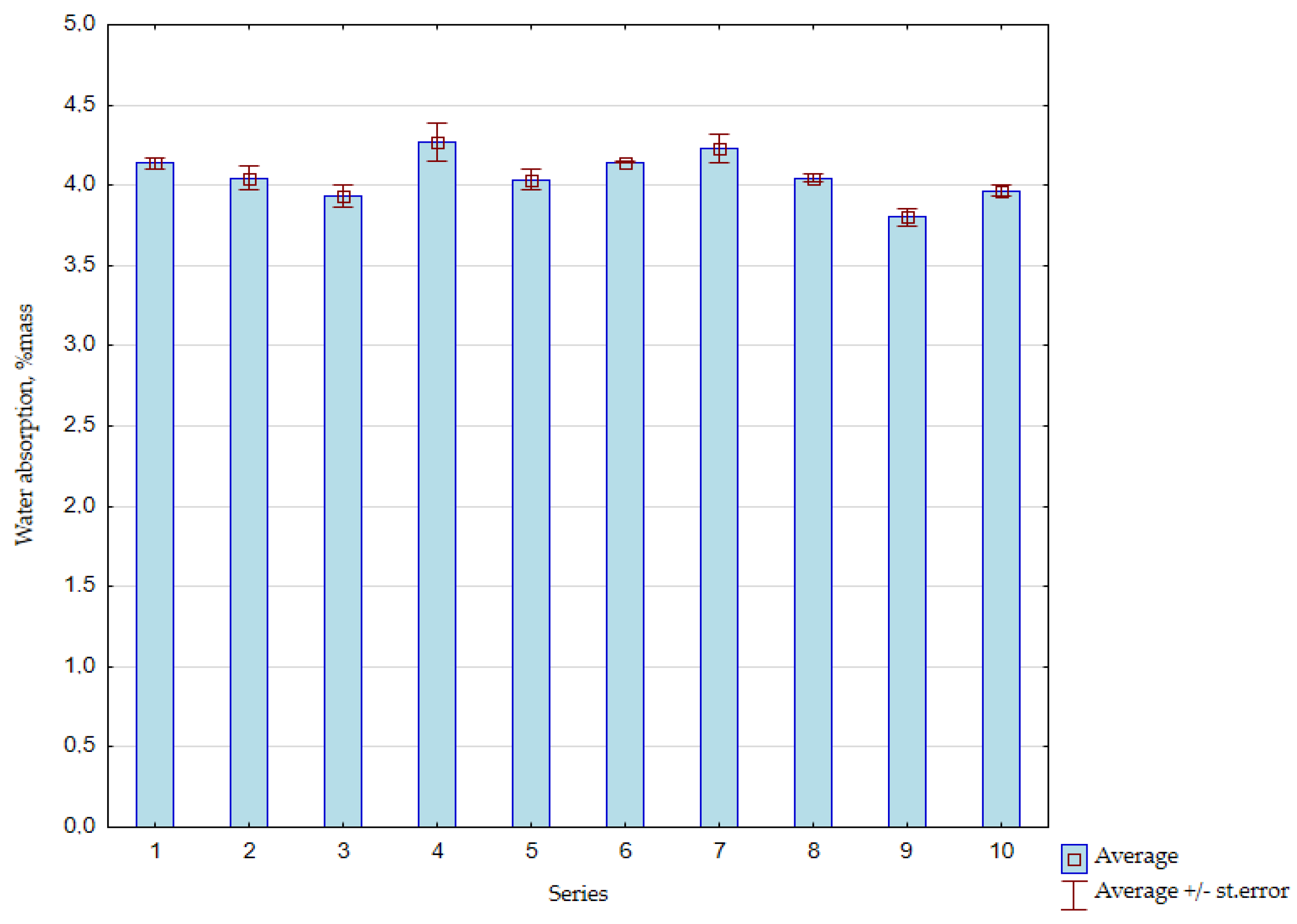
4.2.3. Water Absorption
4.2.4. Frost Resistance
4.3. Experiment II: The Test Results of Concrete with FAS–RCM and RCA
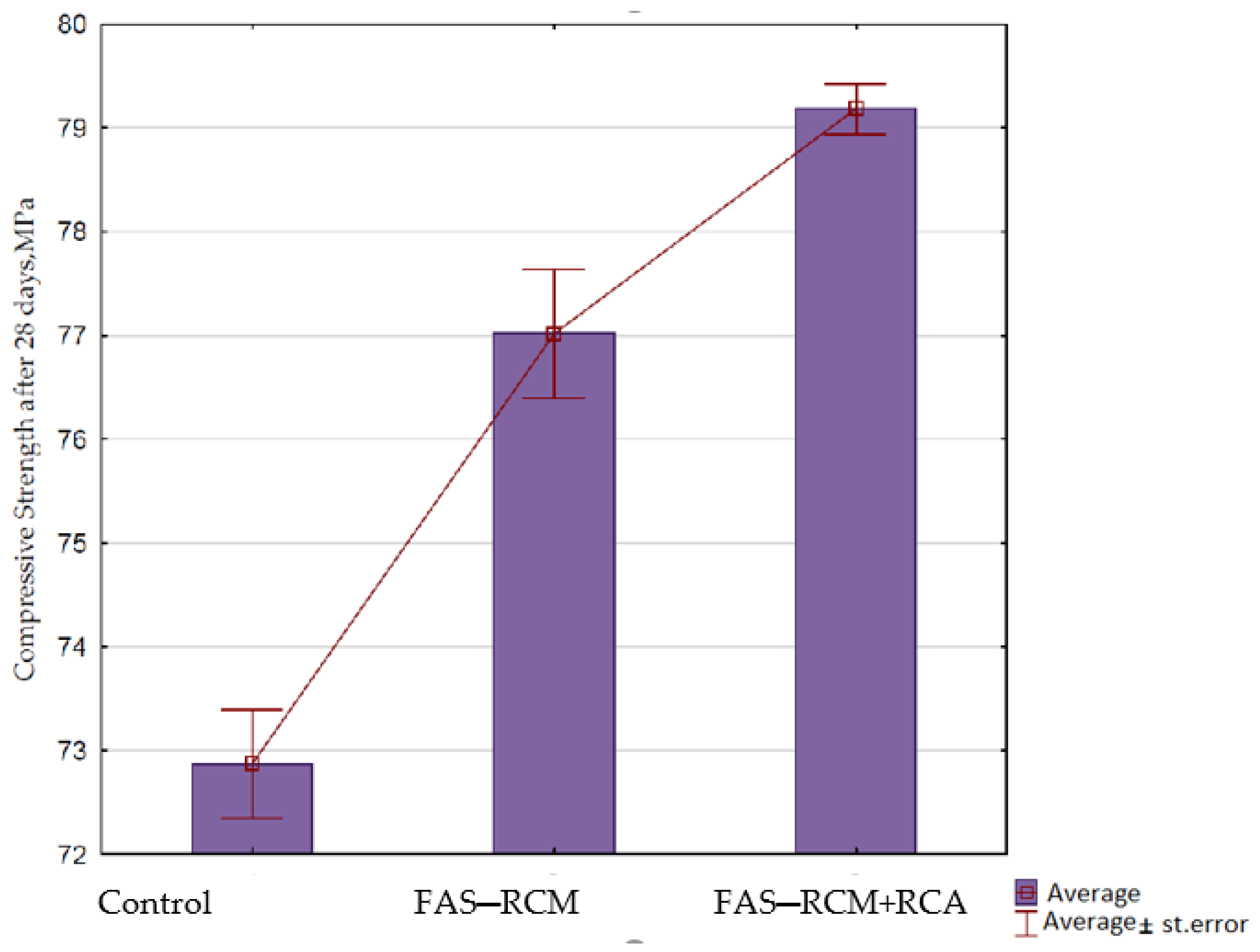
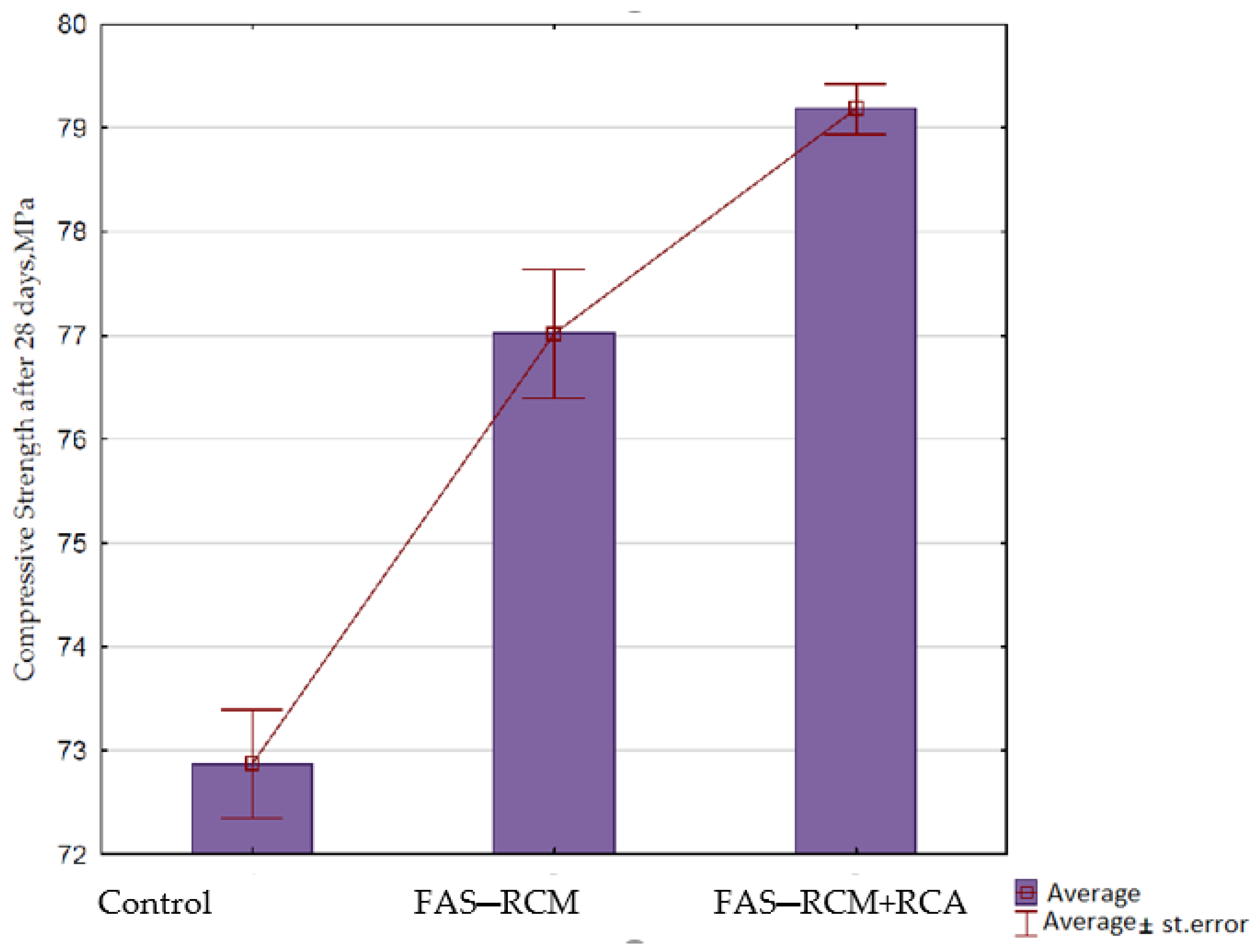
4.3.1. Compressive Strength
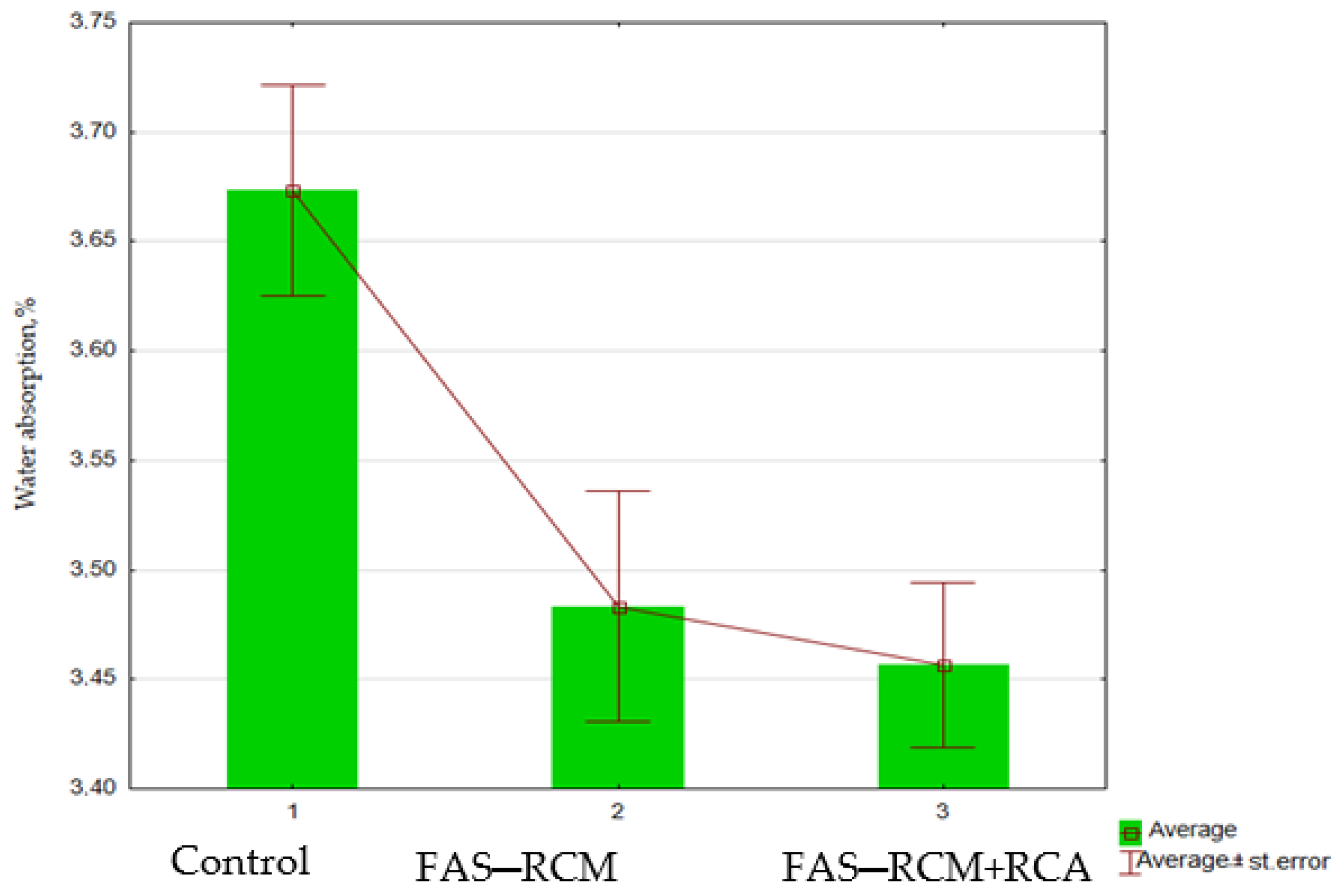
4.3.2. Water Absorption
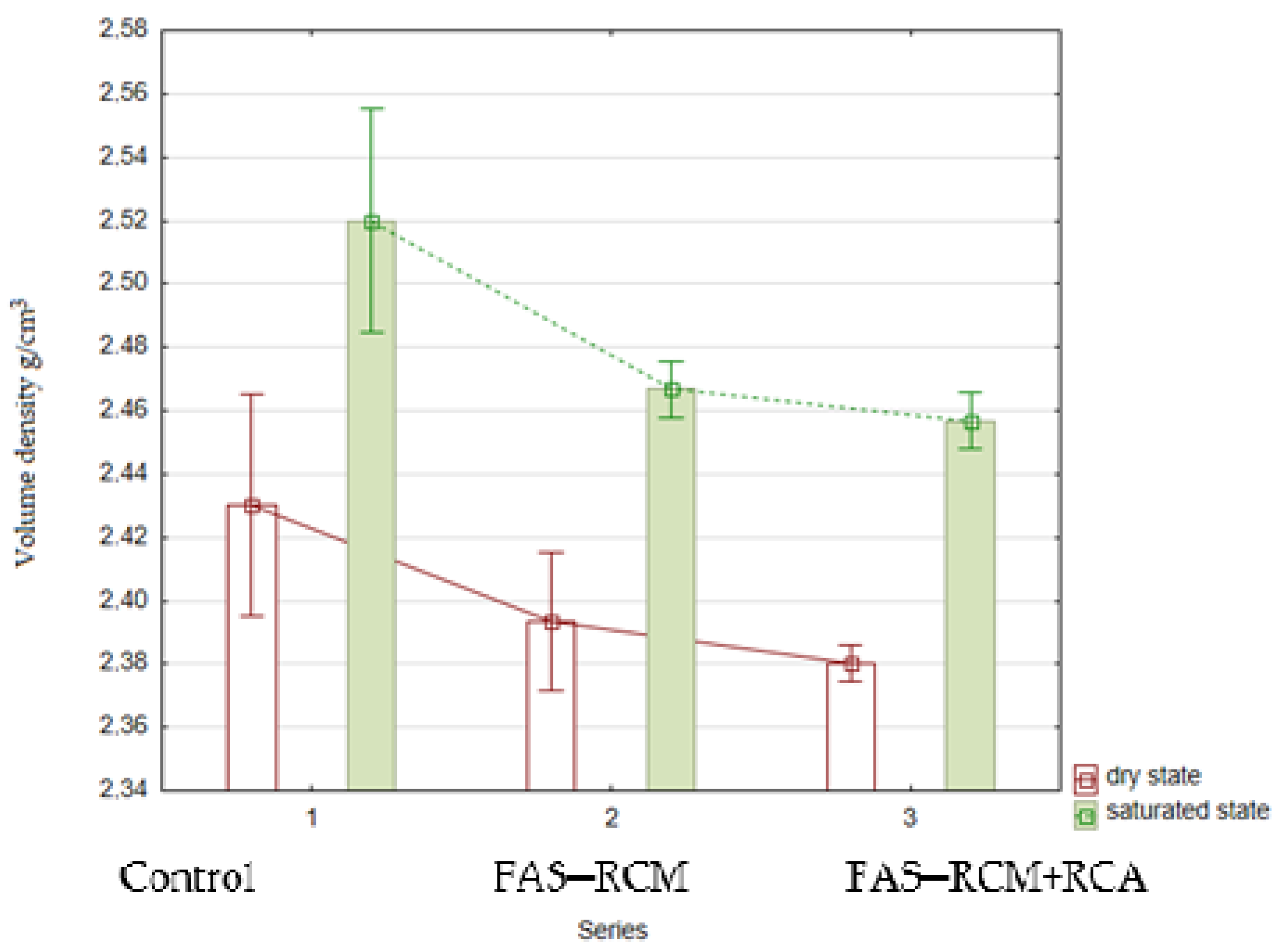
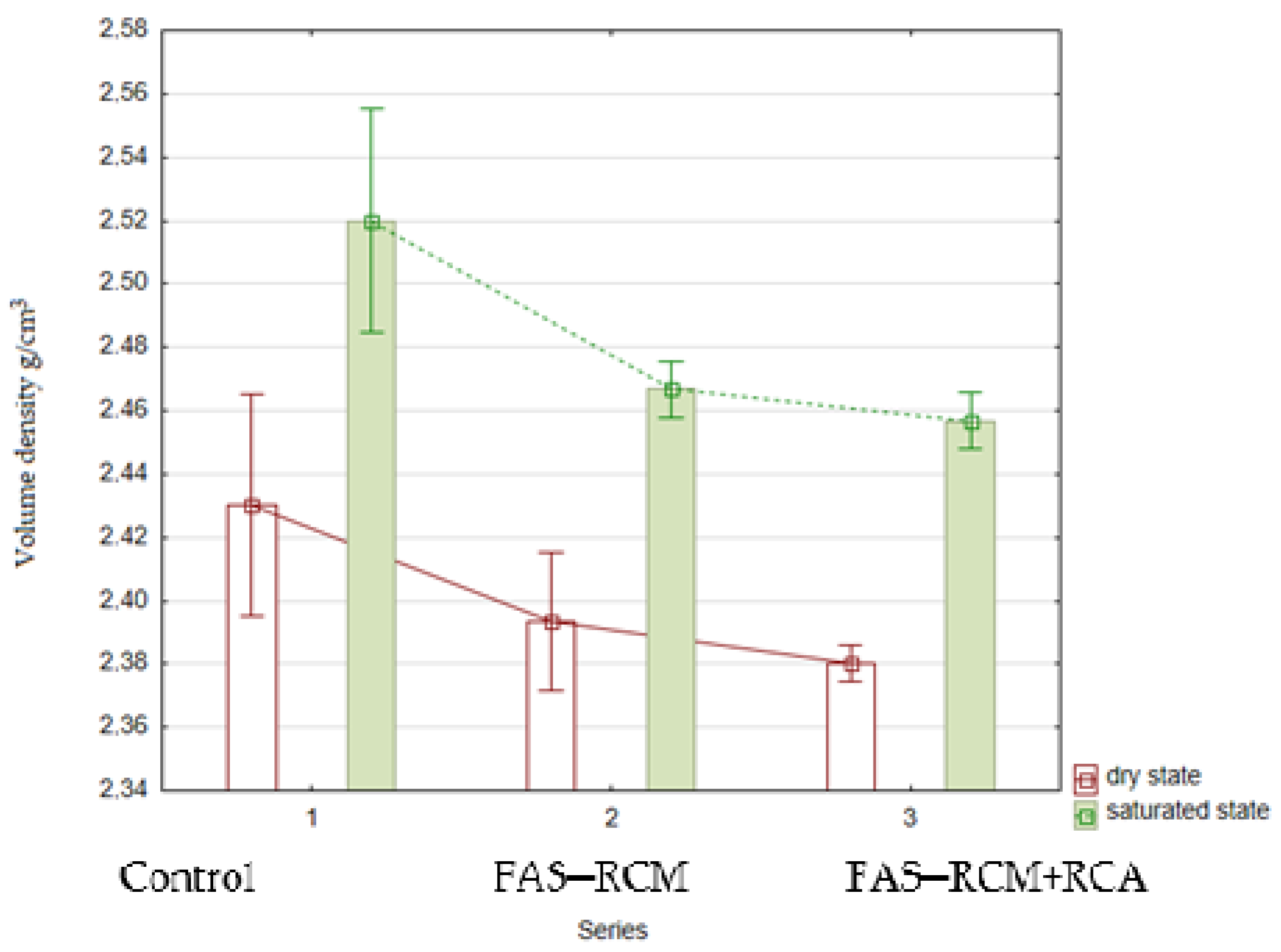
4.3.3. Volume Density in Dry and Saturated States
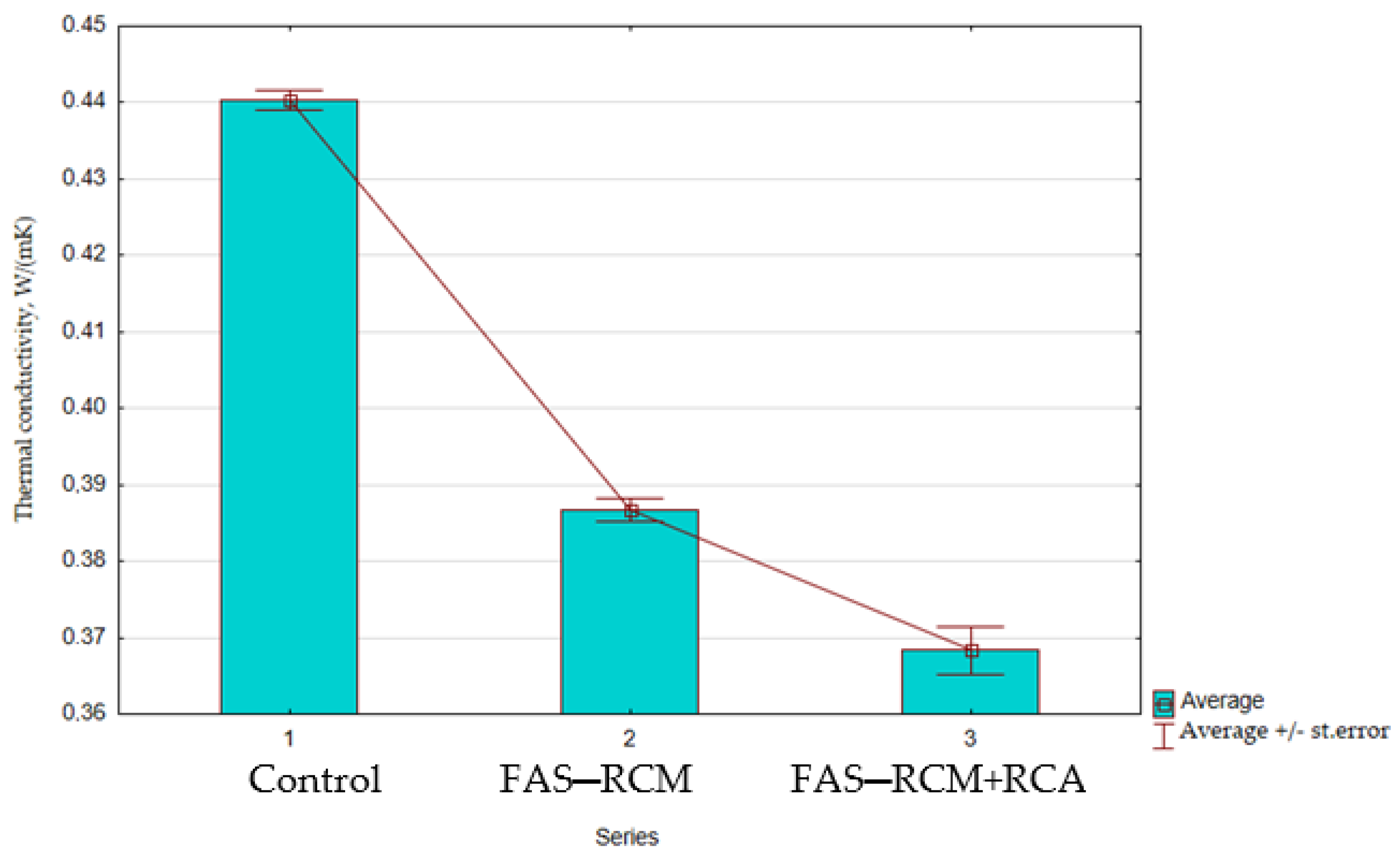
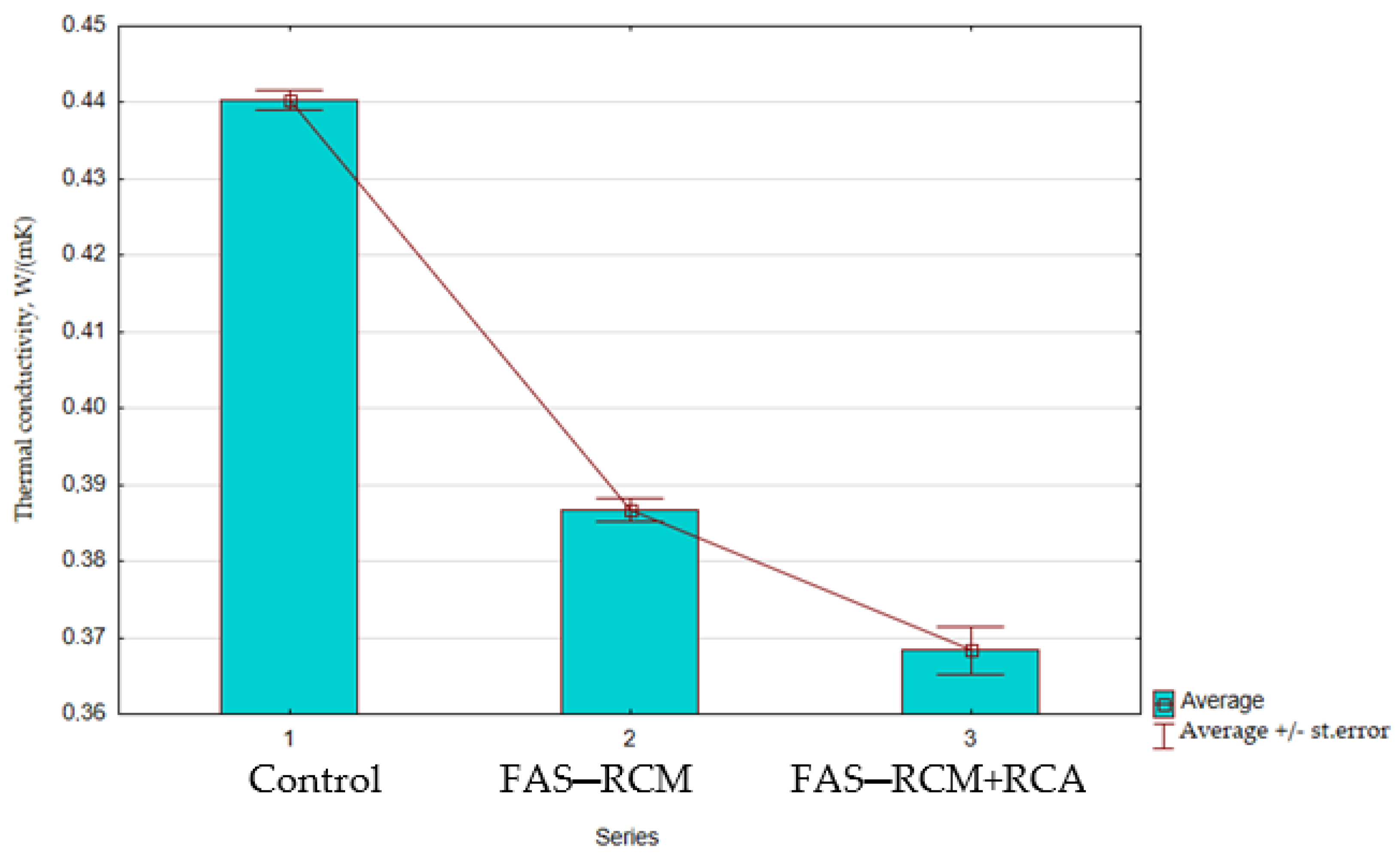
4.3.4. Thermal Conductivity Index
4.4. Microstructural Analysis
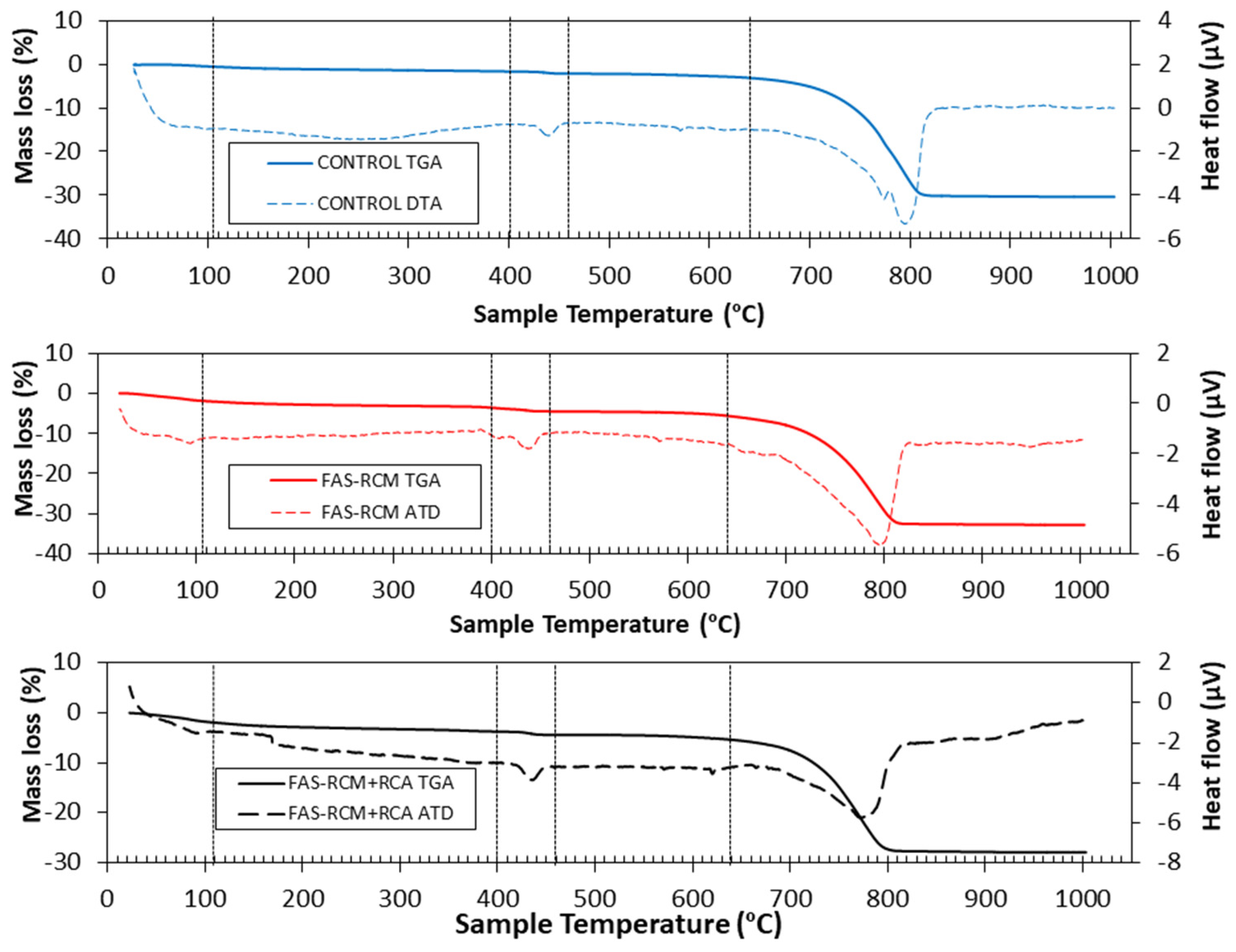
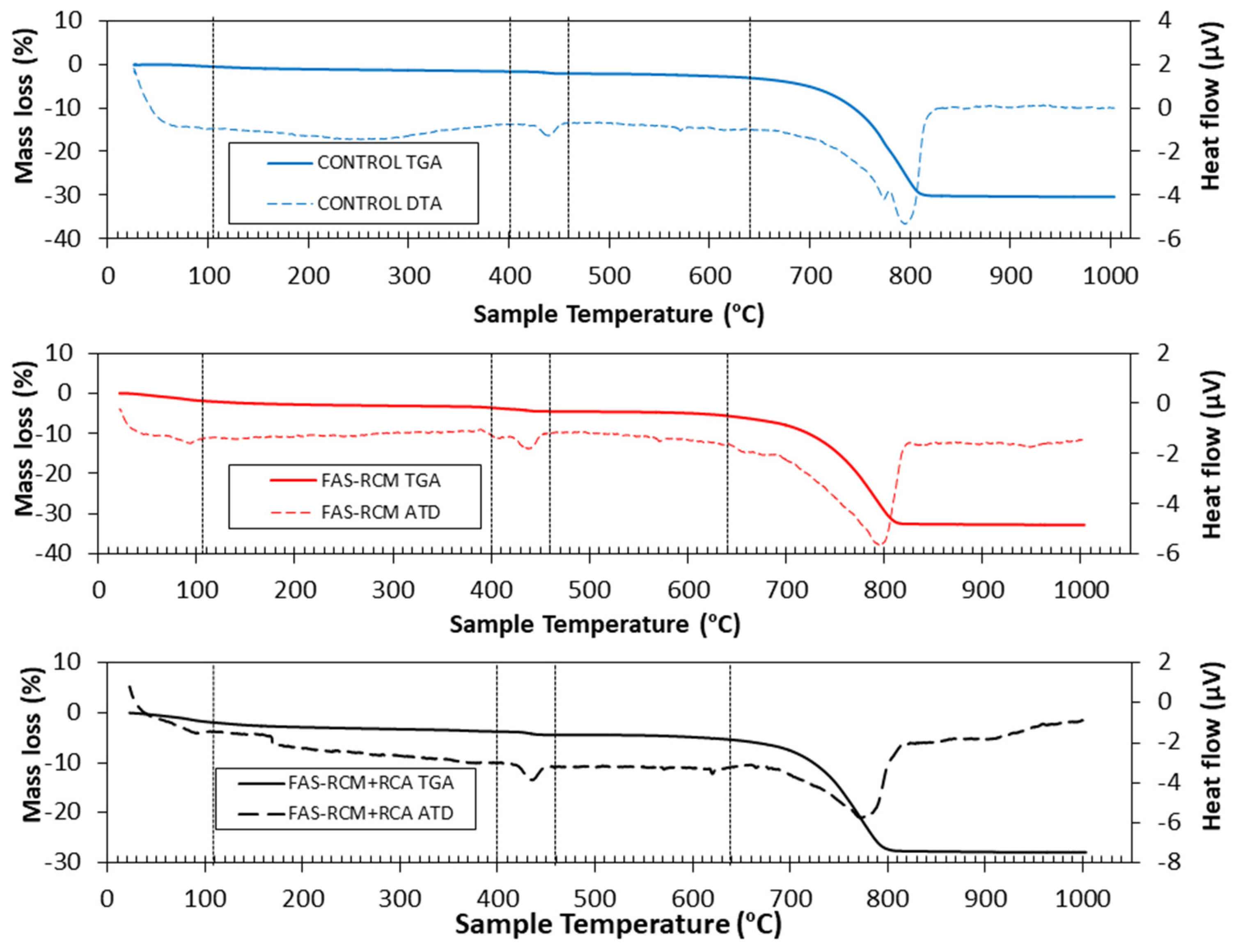
4.4.1. Thermogravimetric Analysis and Differential Thermal Analysis (TGA/DTA)
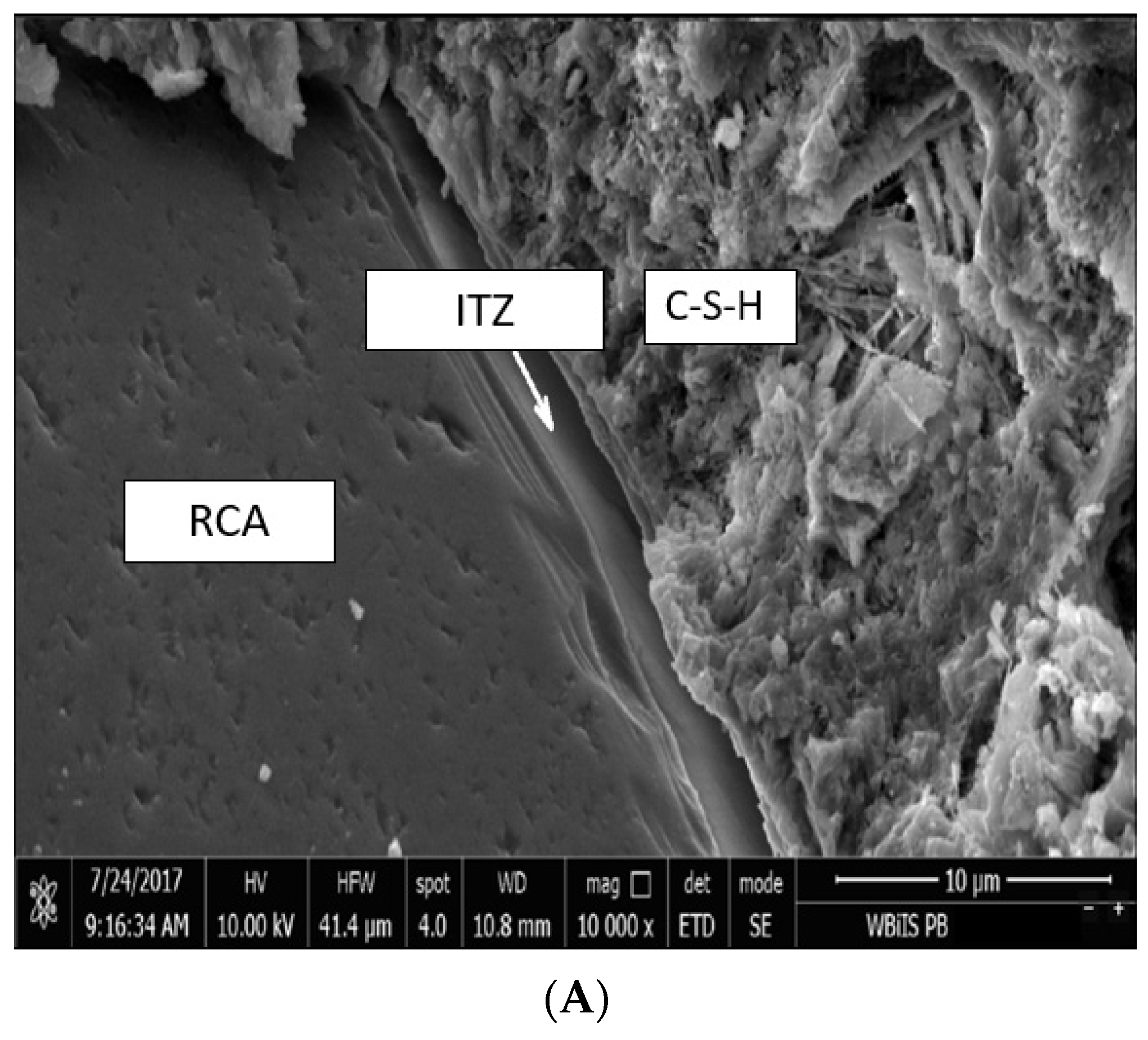
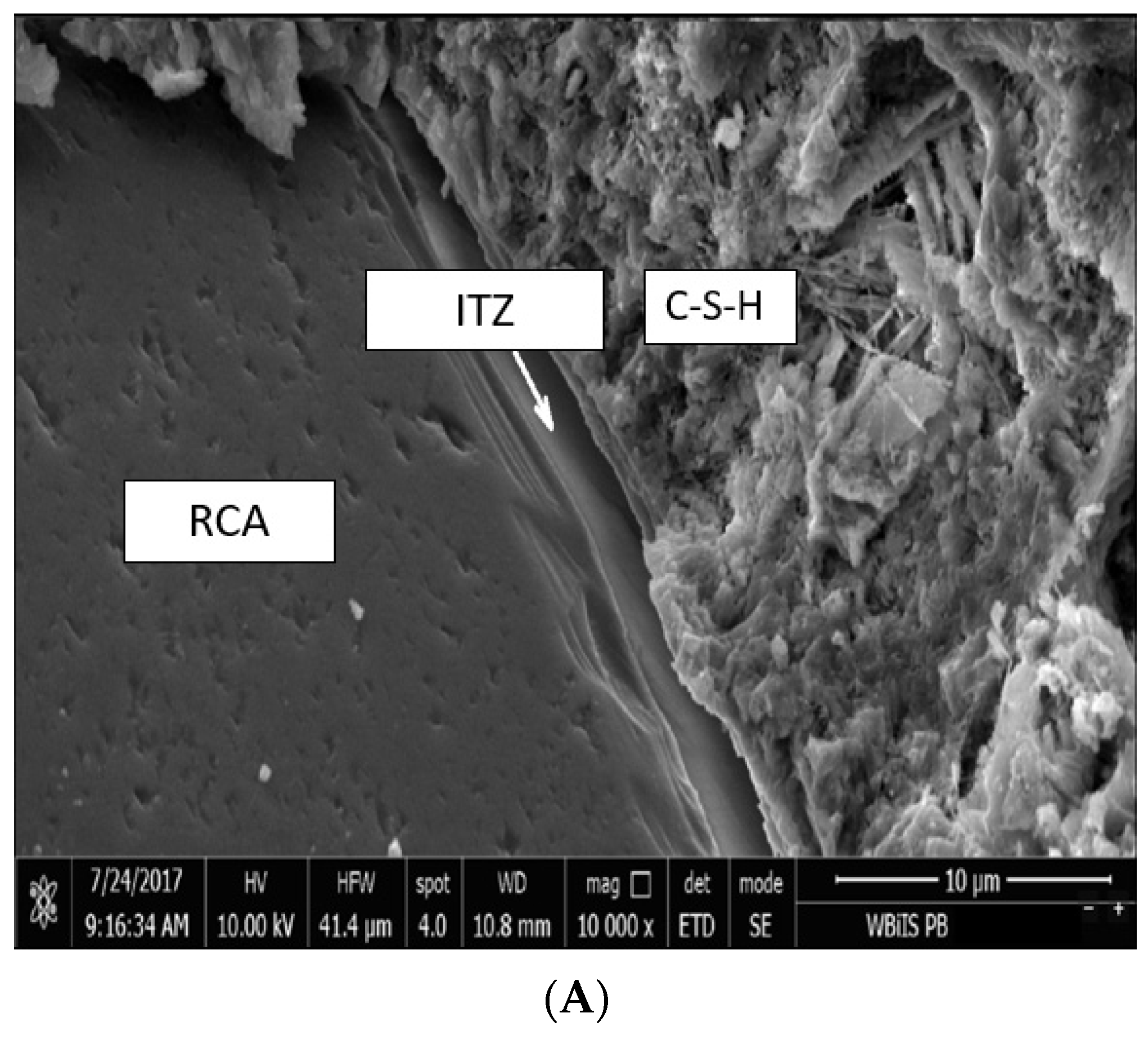
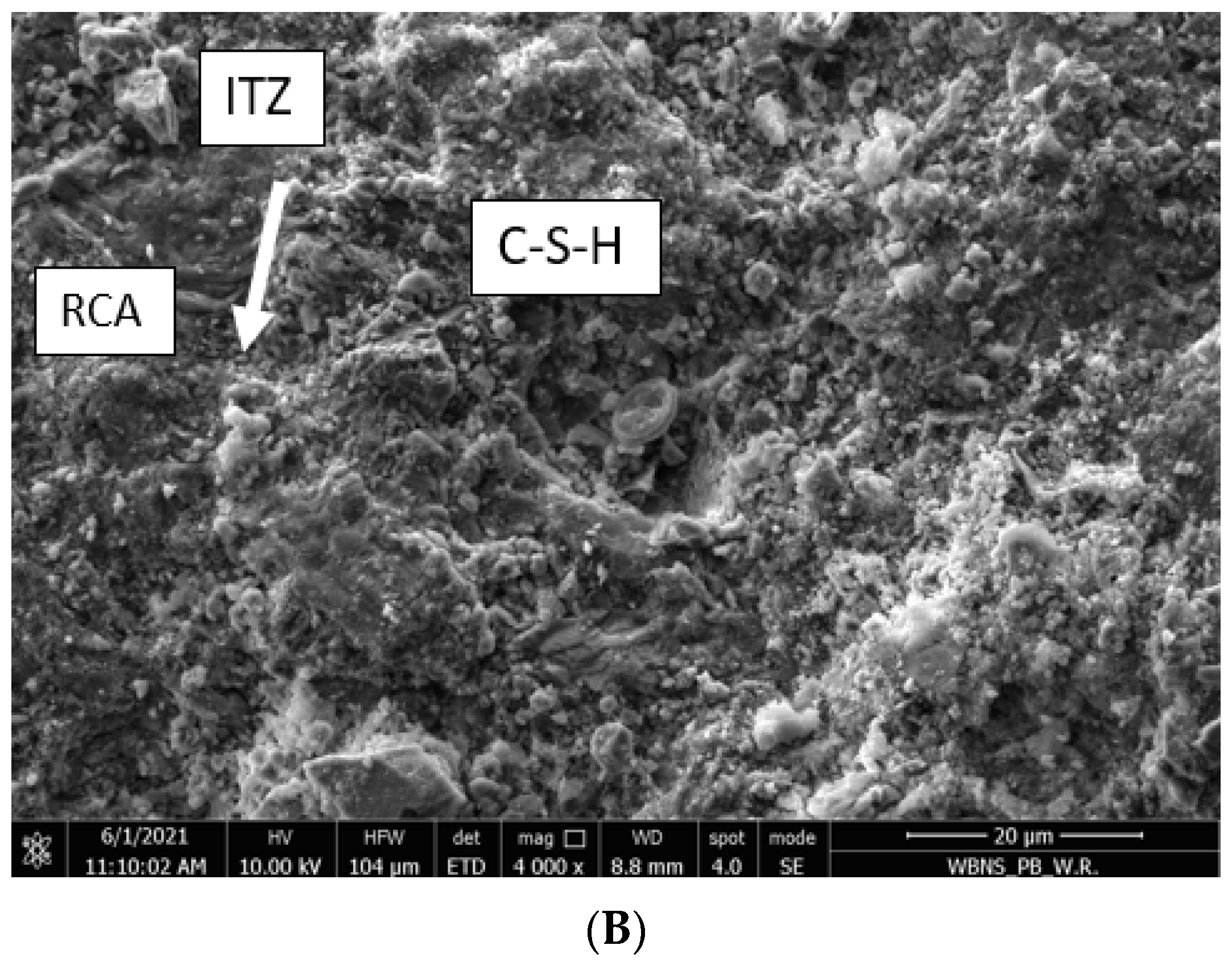
4.4.2. Scanning Electron Microscopy (SEM) and Optical Microscopy
5. Conclusions
- Concretes made with FAS, RCM, and RCA were characterized by a higher compressive strength (by about 7%) compared with traditionally produced concrete in the case where 30% of the natural aggregates are replaced by recycled aggregates, with the additional use of the innovative FAS–RCM additive as 30% of the cement mass.
- The water absorption of concrete with recycled aggregates and the addition of FAS–RCM was very low (not exceeding 3.5%); this value was obtained as a result of the waste FAS–RCM and RCA affecting the sealing of the composite structure. Usually, low water absorption in concrete is obtained as a result of the use of expensive plasticizers or superplasticizers.
- Concretes based on FAS–RCM and RCA were characterized by low dry and saturated bulk density values (not exceeding 2.5 kg/dm3 in the case of 30% recycled aggregates).
- Concretes with the addition of FAS–RCM and RCA performed better compared with the control in terms of frost resistance. In the tests carried out on concrete containing 100% recycled aggregates, they could be classified into the high F200 class (weight loss < 5%, strength decrease < 20%), while concretes containing 30% RCA and 30% FAS–RCM tested with de-icing salts could be classified as FT1 (mean weight of exfoliation ≤ 1.0, no result > 1.5).
- Concrete with waste materials had a lower thermal conductivity coefficient than standard composites because of the waste materials (FAS–RCM and RCA).
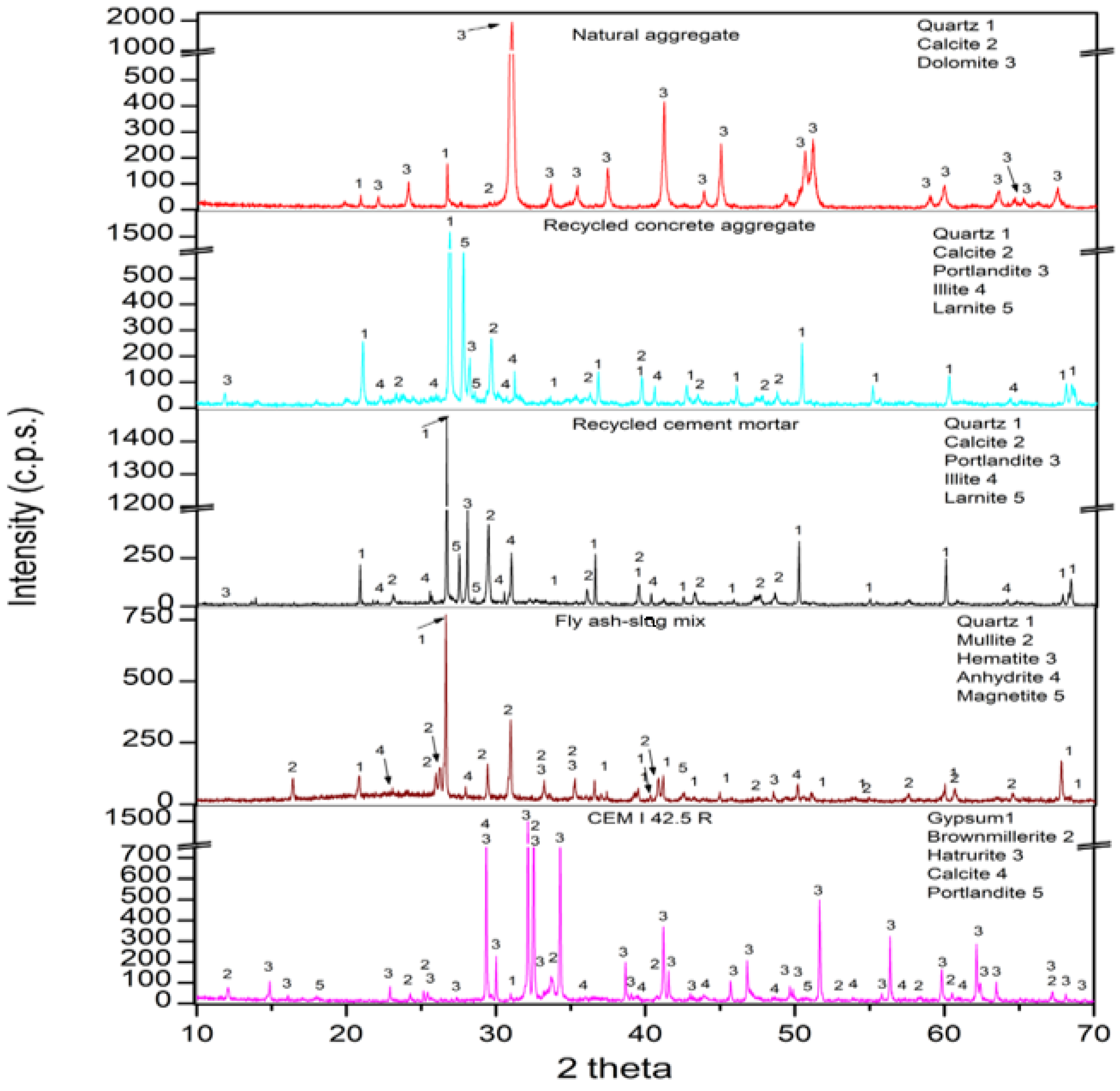
- The portlandite and larnite phases (XRD) found in recycled cement mortar and recycled concrete aggregate improved the compressive strength
- SEM showed cement hydration products at the interfacial transition zone (ITZ) between the recycled aggregate and the cement paste.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Poudyal, L.; Adhikari, K. Environmental sustainability in cement industry: An integrated approach for green and economical cement production. Resour. Environ. Sustain. 2021, 4, 100024. [Google Scholar] [CrossRef]
- De Brito, J.; Agrela, F. New Trends in Eco-Efficient and Recycled Concrete; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Pacheco-Torgal, F. High tech startup creation for energy efficient built environment. Renew. Sustain. Energy Rev. 2017, 71, 618–629. [Google Scholar] [CrossRef] [Green Version]
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Eurostat. Recycling Rate of Waste Excluding Major Mineral Wastes. Available online: https://ec.europa.eu/eurostat/tgm/refreshTableAction.do?tab=table&plugin=1&pcode=ten00106&language=en (accessed on 24 April 2020).
- Eusrostat. Generation of Waste by Economic Activity. Available online: https://ec.europa.eu/eurostat/tgm/refreshTableAction.do?tab=table&plugin=1&pcode=ten00106&language=en (accessed on 3 February 2020).
- Martínez-García, R.; Rojas, M.I.S.D.; Pozo, J.M.M.-d.; Fraile-Fernández, F.J.; Juan-Valdés, A. Evaluation of mechanical characteristics of cement mortar with fine recycled concrete aggregates (FRCA). Sustainability 2021, 13, 414. [Google Scholar] [CrossRef]
- De Schepper, M.; Van den Heede, P.; Van Driessche, I.; De Belie, N. Life cycle assessment of completely recyclable concrete. Materials 2014, 7, 6010–6027. [Google Scholar] [CrossRef] [Green Version]
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon dioxide uptake by mortars and concretes made with Portuguese cements. Appl. Sci. 2020, 10, 646. [Google Scholar] [CrossRef] [Green Version]
- Directorate-General for Environment (European Commission). EU Construction & Demolition Waste Management Protocol; European Commission: Brussels, Belgium, 2016; pp. 1–22. [Google Scholar]
- CEMBUREAU. The Role of Cement in the 2050 Low Carbon Economy; The European Cement Association: Brussels, Belgium, 2013. [Google Scholar]
- Morandeau, A.; Thiéry, M.; Dangla, P. Investigation of the carbonation mechanism of CH and C-S-H in terms of kinetic microstructure changes and moisture properties. Cem. Concr. Res. 2014, 56, 153–170. [Google Scholar] [CrossRef] [Green Version]
- Zhan, B.; Poon, C.S.; Liu, Q.; Kou, S.; Shi, C. Experimental study on CO2 curing for enhancement of recycled aggregate properties. Constr. Build. Mater. 2014, 67, 3–7. [Google Scholar] [CrossRef]
- Zhan, B.J.; Yang, K.H.; Seo, E.A.; Tae, S.H. Carbonation and CO2 uptake of concrete. Constr. Build. Mater. 2020, 67, 7880–7887. [Google Scholar]
- Pade, C.; Guimaraes, M. The CO2 uptake of concrete in a 100 year perspective. Cem. Concr. Res. 2007, 37, 1348–1356. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.S.; Xie, Z. Influence of carbonated recycled concrete aggregate on properties of cement mortar. Constr. Build. Mater. 2015, 98, 1–7. [Google Scholar] [CrossRef]
- Infante Gomes, R.; Bastos, D.; Brazão Farinha, C.; Pederneiras, C.M.; Veiga, R.; de Brito, J.; Faria, P.; Santos Silva, A. Mortars with CDW recycled aggregates submitted to high levels of CO2. Infrastructures 2021, 6, 159. [Google Scholar] [CrossRef]
- Parron-Rubio, M.; Perez-Garcia, F.; Gonzalez-Herrera, A.; Oliveira, M.; Rubio-Cintas, M. Slag Substitution as a cementing material in concrete: Mechanical, physical and environmental properties. Materials 2019, 12, 2845. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fort, J.; Sal, J.; Zak, J.; Cerny, R. Assessment of wood-based fly ash as alternative cement replacement. Sustainability 2020, 12, 9580. [Google Scholar] [CrossRef]
- Al-Chaar, G.K.; Alkadi, M.; Asteris, P.G. Natural pozzolan as a partial substitute for cement in concrete. Constr. Build. Technol. J. 2013, 7, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Pawluczuk, E.; Kalinowska-Wichrowska, K.; Soomro, M. Alkali-activated mortars with recycled fines and hemp as a sand. Materials 2021, 14, 4580. [Google Scholar] [CrossRef]
- Sekar, T.; Ganesan, N.; Nampoothire, N. Studies on strength characterization on utilization of waste materials as coarse aggregate in concrete. Int. J. Eng. Sci. Technol. 2011, 3, 5436–5440. [Google Scholar]
- Argiz, C.; Menéndez, E.; Sanjuán, M.A. Effect of mixes made of coal bottom ash and fly ash on the mechanical strength and porosity of Portland cement. Mater. Constr. 2013, 63, 49–64. [Google Scholar]
- Fan, W.J.; Wang, X.Y.; Park, K.B. Evaluation of the chemical and mechanical properties of hardening high-calcium fly ash blended concrete. Materials 2015, 8, 5933–5952. [Google Scholar] [CrossRef] [Green Version]
- Gazdić, D.; Fridrichováa, M.; Kulíseka, K.; Vehovská, L. The potential use of the FBC ash for the preparation of blended cements. Procedia Eng. 2017, 180, 1298–1305. [Google Scholar] [CrossRef]
- Jura, J.; Ulewicz, M. Assessment of the possibility of using fly ash from biomass combustion for concrete. Materials 2021, 14, 6708. [Google Scholar] [CrossRef] [PubMed]
- Popławski, J.; Lelusz, M. Influence of mechanical and mineralogical activation of biomass fly ash on the compressive strength development of cement mortars. Materials 2021, 14, 6654. [Google Scholar] [CrossRef] [PubMed]
- Domanska, W. Environment 2019; Statistics Poland: Warsaw, Poland, 2019.
- Kalinowska-Wichrowska, K.; Pawluczuk, E.; Boltryk, M. Waste-free technology for recycling concrete rubble. Constr. Build. Mater. 2020, 234, 117407. [Google Scholar] [CrossRef]
- Pepe, M.; Toledo, F.R.; Koenders, E.A.B.; Martinelli, E. Alternative processing procedures for recycled aggregates in structural concrete. Constr. Build. Mater. 2014, 69, 124–132. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Qian, X.; Guo, J. An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr. Build. Mater. 2017, 144, 432–441. [Google Scholar] [CrossRef] [Green Version]
- Lotfi, S.; Eggimann, M.; Wagner, E.; Mróz, R.; Deja, J. Performance of recycled aggregate concrete based on a new concrete recycling technology. Constr. Build. Mater. 2015, 95, 243–256. [Google Scholar] [CrossRef]
- Kwan, W.H.; Ramli, M.; Kam, K.J.; Sulieman, M.Z. Influence of the amount of recycled coarse aggregate in concrete design and durability properties. Constr. Build. Mater. 2012, 26, 565–573. [Google Scholar] [CrossRef]
- Yaw, O. Compressive strength of concrete using recycled concrete aggregate as complete replacement of natural aggregate. J. Eng. Comput. Appl. Sci. 2013, 10, 26–30. [Google Scholar]
- Wagih, A.M.; El-Karmoty, H.Z.; Ebid, M.; Okba, S.H. Recycled construction and demolition concrete waste as aggregate for structural concrete. Hous. Build. Natl. Res. Center 2019, 9, 193–200. [Google Scholar] [CrossRef] [Green Version]
- Pawluczuk, E.; Kalinowska-Wichrowska, K.; Bołtryk, M.; Jiménez, J.R.; Fernández, J.M. The influence of heat and mechanical treatment of concrete rubble on the properties of recycled aggregate concrete. Materials 2019, 12, 367. [Google Scholar] [CrossRef] [Green Version]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Patnaikuni, I.; Zhou, Y.; Xing, F. Influence of different treatment methods on the mechanical behavior of recycled aggregate concrete: A comparative study. Cem. Con. Comp. 2019, 104, 103398. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Establishing a relationship between modulus of elasticity and compressive strength of recycled aggregate concrete. J. Clean. Prod. 2016, 112, 2171–2186. [Google Scholar] [CrossRef]
- Munir, J.M.; Kazmi, S.M.S.; Wu, Y.F.; Lin, X. Axial stress-strain performance of steel spiral confined acetic acid immersed and mechanically rubbed recycled aggregate concrete. J. Build. Eng. 2021, 34, 101891. [Google Scholar] [CrossRef]
- Gastaldi, D.; Canonico, F.; Capelli, L.; Buzzi, L.; Boccaleri, L.; Irico, S. An investigation on the recycling of hydrated cement from concrete demolition waste. Cem. Concr. Compos. 2015, 61, 29–35. [Google Scholar] [CrossRef]
- Schoon, J.; Buysser, K.; Driessche, I.; Belie, N. Fines extracted from recycled concrete as alternative raw material for Portland cement clinker production. Cem. Concr. Comp. 2015, 58, 70–80. [Google Scholar] [CrossRef]
- Šupić, S.; Bulatović, V.; Malešev, M.; Radonjanin, V.; Lukić, I. Sustainable masonry mortars with fly ash, blast furnace granulated slag and wheat straw ash. Sustainability 2021, 13, 12245. [Google Scholar] [CrossRef]
- Al Ajmani, H.; Suleiman, F.; Abuzayed, I.; Tamimi, A. Evaluation of concrete strength made with recycled aggregate. Buildings 2019, 9, 56. [Google Scholar] [CrossRef] [Green Version]
- Zhuang, X.Y.; Chen, L.; Komarneni, S.; Zhou, C.H.; Tong, D.S.; Yang, H.M.; Yu, W.H.; Wang, H. Fly ash-based geopolymer: Clean production, properties and applications. J. Clean. Prod. 2016, 125, 253–267. [Google Scholar] [CrossRef]
- Hanjitsuwan, S.; Hunpratub, S.; Thongbai, P.; Maensiri, S.; Sata, V.; Chindaprasirt, P. Effects of NaOH concentrations on physical and electrical properties of high calcium fly ash geopolymer paste. Cem. Concr. Compos. 2014, 45, 9–14. [Google Scholar] [CrossRef]
- Shaikh, F.U.A. Effects of alkali solution on corrosion durability of geopolymer concrete. Adv. Concr. Constr. 2014, 2, 109–123. [Google Scholar] [CrossRef] [Green Version]
- Sunayana, S.V. Barai, Performance of fly ash incorporated recycled aggregates 604 concrete column under axial compression: Experimental and numerical study. Eng. Struct. 2019, 196, 109258. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Bond, durability and microstructural characteristics of ground granulated blast furnace slag based recycled aggregate concrete. Constr. Build. Mater. 2019, 212, 578–595. [Google Scholar] [CrossRef]
- Guo, Z.; Jiang, T.; Zhang, J.; Kong, X.; Chen, C.; Lehman, D.E. Mechanical and durability properties of sustainable self-compacting concrete with recycled concrete aggregate and fly ash, slag and silica fume. Const. Build. Mater. 2020, 231, 117115. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Influence of recycled aggregate on fly ash geopolymer concrete properties. J. Clean. Prod. 2016, 112, 2300–2307. [Google Scholar] [CrossRef]
- Bołtryk, M.; Kalinowska-Wichrowska, K.; Pawluczuk, E. Method for Separation of Set Cement Mortar from Coarse Aggregate and for Crushing That Mortar, and the Device for the Application of This Method, PAT.229887. Available online: http://regserv.uprp.pl/register/application?number=P.417362 (accessed on 1 December 2018).
- Suescum-Morales, D.; Kalinowska-Wichrowska, K.; Fernández, J.M.; Jiménez, J.R. Accelerated carbonation of fresh cement-based products containing recycled masonry aggregates for CO2 sequestration. J. CO2 Util. 2021, 46. [Google Scholar] [CrossRef]
- Ismail, S.; Ramli, M. Engineering properties of treated recycled concrete aggregate (RCA) for structural applications. Constr. Build. Mater. 2013, 44, 464–476. [Google Scholar] [CrossRef]
- Gonçalves, T.; Silva, R.V.; de Brito, J.; Fernández, J.M.; Esquinas, A.R. Mechanical and durability performance of mortars with fine recycled concrete aggregates and reactive magnesium oxide as partial cement replacement. Cem. Concr. Compos. 2020, 105, 103420. [Google Scholar] [CrossRef]
- Joint Committee on Power Diffraction Standard-International Centre for Diffraction; 2003.
- Suescum-Morales, D.; Cantador-Fernandez, D.; Fernández, J.M.; Jiménez, J.R. Potential CO2 capture in one-coat limestone mortar modified with Mg3Al–CO3 calcined hydrotalcites using ultrafast testing technique. Chem. Eng. J. 2021, 415. [Google Scholar] [CrossRef]
- Suescum-Morales, D.; Ríos, J.D.; De La Concha, A.M.; Cifuentes, H.; Jiménez, J.R.; Fernández, J.M. Effect of moderate temperatures on compressive strength of ultra-high-performance concrete: A microstructural analysis. Cem. Concr. Res. 2021, 140, 106303. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | NA | RCA | ||
|---|---|---|---|---|---|
| 4–8 mm | 8–16 mm | 4–8 mm | 8–16 mm | ||
| Volume density, ρa | g/cm3 | 2.82 | 2.82 | 2.75 | 2.78 |
| Dry volume density, ρrd | g/cm3 | 2.72 | 2.72 | 2.44 | 2.46 |
| Saturated volume density, ρssd | g/cm3 | 2.76 | 2.77 | 2.54 | 2.51 |
| Water absorption, WA24 | % | 1.5 | 1.5 | 2.0 | 1.7 |
| Sieve Size, mm | 0.063 | 0.125 | 0.250 | 0.50 | 1.00 | 2.00 | 4.00 |
|---|---|---|---|---|---|---|---|
| Passing, % (RCM) | 32.4 | 47.4 | 61.8 | 66 | 83.3 | 96.9 | 100 |
| Passing, % (FAS) | 42.1 | 60.4 | 76.6 | 81 | 93.4 | 98.8 | 100 |
| Properties | CEM I 42.5R | FAS | RCM |
|---|---|---|---|
| Skeletal density, g/cm3 | 3.05 | 2.35 | 2.66 |
| Bulk density, g/cm3 | 1.40 | 1.22 | 1.35 |
| Specific surface area according to Blaine’s method, cm2/g | 4210 | 2450 | 1650 |
| X1 | Amount of RCM, % of the summary mass of FAS–RCM | 0 | 25 | 50 |
| X2 | Amount of FAS–RCM, % of cement mass | 10 | 20 | 30 |
| Series | Variables | |
|---|---|---|
| X1, % | X2, % | |
| 1 | 0 | 10 |
| 2 | 0 | 20 |
| 3 | 0 | 30 |
| 4 | 25 | 10 |
| 5 | 25 | 20 |
| 6 | 25 | 30 |
| 7 | 50 | 10 |
| 8 | 50 | 20 |
| 9 | 50 | 30 |
| 10 | 0 | 0 |
| Series | Amount | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| CEM I 42.5R | Water | SP | w/s | RCA | FAS | Sand 0–2 mm | Aggregate 2–4 mm | Aggregate 4–8 mm | Aggregate 8–16 mm | |
| kg | dm3 | dm3 | - | kg | kg | kg | kg | kg | kg | |
| 1 | 345.6 | 0.0 | 36.0 | 657.9 | 188.0 | 470.0 | 564.0 | |||
| 2 | 331.2 | 0.0 | 72.0 | 646.4 | 184.7 | 461.7 | 554.0 | |||
| 3 | 316.8 | 0.0 | 108.0 | 634.8 | 181.4 | 453.4 | 544.1 | |||
| 4 | 345.6 | 9.0 | 27.0 | 658.8 | 188.2 | 470.6 | 564.7 | |||
| 5 | 331.2 | 156.6 | 5.4 | 0.45 | 18.0 | 54.0 | 648.1 | 185.2 | 463.0 | 555.5 |
| 6 | 316.8 | 27.0 | 81.0 | 637.4 | 182.1 | 455.3 | 546.4 | |||
| 7 | 345.6 | 18.0 | 18.0 | 659.6 | 188.5 | 471.2 | 565.4 | |||
| 8 | 331.2 | 36.0 | 36.0 | 649.7 | 185.6 | 464.1 | 556.9 | |||
| 9 | 316.8 | 54.0 | 54.0 | 639.8 | 182.8 | 457.0 | 548.4 | |||
| Control Series | ||||||||||
| 10 | 360.0 | 156.6 | 5.4 | 0.45 | 0.0 | 0.0 | 669.5 | 191.3 | 478.2 | 573.9 |
| Material | Unit | Series 1 (Control) | Series 2 (FAS–RCM) | Series 3 (FAS–RCM + RCA) |
|---|---|---|---|---|
| Cement CEM I 42,5R | kg | 360 | 360 | 317 |
| w/s | - | 0.45 | 0.45 | 0.45 |
| Water | dm3 | 156.6 | 156.6 | 156.6 |
| SP | dm3 | 5.4 | 5.4 | 5.4 |
| FAS | - | - | 54.0 | |
| RCM | - | - | 54.0 | |
| Sand 0–2 mm | 697.5 | 691.5 | 660.9 | |
| NA 2–4 mm | 199.3 | 197.6 | 188.8 | |
| NA 4–8 mm | kg | 498.2 | 345.8 | 330.4 |
| NA 8–16 mm | 597.8 | 414.9 | 396.5 | |
| RCA 4–8 mm | - | 148.2 | 141.6 | |
| RCA 8–16 mm | - | 177.8 | 169.9 |
| Oxides, % | Cement | Natural Aggregate (NA) | Recycled Concrete Aggregate (RCA) | Recycled Cement Mortar (RCM) | Fly Ash–Slag Mix |
|---|---|---|---|---|---|
| Na2O | 0.26 | - | 0.34 | 0.37 | 7.10 |
| MgO | 0.55 | 17.25 | 2.31 | 2.54 | 1.22 |
| Al2O3 | 3.34 | 2.38 | 5.86 | 6.44 | 13.32 |
| SiO2 | 13.93 | 6.74 | 24.39 | 26.96 | 42.57 |
| P2O5 | 0.21 | - | 0.28 | 0.31 | 0.24 |
| SO3 | 4.02 | 0.07 | 1.47 | 1.63 | 0.20 |
| Cl2O3 | 0.18 | 0.06 | 0.06 | 0.07 | 0.03 |
| K2O | 0.58 | 0.92 | 1.09 | 1.22 | 2.12 |
| CaO | 54.29 | 27.28 | 27.56 | 30.50 | 5.05 |
| TiO2 | 0.40 | - | 0.31 | 0.34 | 0.60 |
| MnO2 | 0.07 | 0.15 | - | 0.07 | 0.04 |
| Fe2O3 | 2.86 | 0.98 | 1.87 | 2.07 | 2.69 |
| CuO | 0.02 | - | - | - | - |
| ZnO | 0.08 | - | - | 0.01 | - |
| SrO | 0.17 | - | 0.04 | 0.04 | 0.04 |
| ZrO2 | - | - | - | - | - |
| BaO | - | - | - | - | - |
| Cr2O3 | - | - | - | 0.02 | - |
| Balance CO2,% | 19.05 | 44.17 | 34.34 | 27.43 | 24.78 |
| Total,% | 100 | 100 | 100 | 100 | 100 |
| Series | Surface Area of Exfoliation | Mass of Exfoliation | Mass Loss after 28 Cycles, m28 | Average Mass Loss, m28 |
|---|---|---|---|---|
| m2 | kg | kg/m2 | kg/m2 | |
| 3 | 0.0063 | 0.00548 | 0.87 | 0.91 |
| 0.0064 | 0.00784 | 1.23 | ||
| 0.0072 | 0.00457 | 0.63 | ||
| 9 | 0.0072 | 0.00319 | 0.44 | 0.83 |
| 0.0064 | 0.00462 | 0.72 | ||
| 0.0064 | 0.00621 | 0.97 | ||
| 10 | 0.0060 | 0.00474 | 0.79 | 0.96 |
| 0.0064 | 0.00785 | 1.23 | ||
| 0.0067 | 0.00585 | 0.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalinowska-Wichrowska, K.; Pawluczuk, E.; Bołtryk, M.; Jimenez, J.R.; Fernandez-Rodriguez, J.M.; Suescum Morales, D. The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix. Materials 2022, 15, 1438. https://doi.org/10.3390/ma15041438
Kalinowska-Wichrowska K, Pawluczuk E, Bołtryk M, Jimenez JR, Fernandez-Rodriguez JM, Suescum Morales D. The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix. Materials. 2022; 15(4):1438. https://doi.org/10.3390/ma15041438
Chicago/Turabian StyleKalinowska-Wichrowska, Katarzyna, Edyta Pawluczuk, Michał Bołtryk, Jose Ramón Jimenez, Jose Maria Fernandez-Rodriguez, and David Suescum Morales. 2022. "The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix" Materials 15, no. 4: 1438. https://doi.org/10.3390/ma15041438
APA StyleKalinowska-Wichrowska, K., Pawluczuk, E., Bołtryk, M., Jimenez, J. R., Fernandez-Rodriguez, J. M., & Suescum Morales, D. (2022). The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix. Materials, 15(4), 1438. https://doi.org/10.3390/ma15041438