Many studies in this area have aimed at developing more and more accurate models to predict the effects of the drilling process on the hole diameter, roundness and straightness. From the literature, it is evident that few researchers have used their experimental data to create a mathematical model. There are also no studies showing how clamping errors in the case of indexable-insert drills affect the stability of the drilling process and the surface texture of the hole. Such studies have been carried out mainly for milling [
5,
6]. Aized and Amjad [
7], for example, built their models as logarithmic equations to determine how the spindle speed, feed rate, and drilling method (number of steps) affected the hole diameter, roundness, and cylindricity errors. Other researchers [
8] looked at the hole diameter and roundness errors as a function of feed rate for three different values of the cutting speed (v
c = 7; 24; 28 m/min). Vipin et al. [
9] proposed a model for predicting hole diameter errors (HDEs), which takes into account the following input parameters: tool material, spindle speed, feed per revolution, drill bit diameter, and workpiece material. The model proved to be very accurate; the correlation between the predicted values and the observed ones reached 91%. Interesting models for predicting the hole diameter and roundness errors were described in [
3]; the models were based on three input parameters: feed rate, spindle speed, and pressure. It was highlighted that the hole diameter was mainly affected by the spindle speed (50.5%). However, the hole roundness error was dependent primarily on the spindle speed (42%). Kurt, Bagci, and Kaynak [
10] developed a model for determining the hole diameter accuracy for four input parameters: depth of drilling, drill bit coating type, cutting speed, and feed per revolution. The predictive model was reported to reach an accuracy of 88%. Çiçek, Kivak, and Ekici [
11] created a model for predicting roundness errors from three parameters: tool type, cutting speed, and feed per revolution. They found that the combined influence of the cutting speed and the feed per revolution on the hole roundness error was approximately 64%. The investigations presented in [
12] concentrated on the effect of the spindle speed on the hole accuracy calculated as a percentage. Singh, Kumar, and Saini [
2] discussed the effects of the spindle speed, feed per revolution, and point angle on the hole diameter error. They did not, however, propose any mathematical model based on their experimental data. The research described in [
13] was limited to the measurement of the hole diameter at a constant feed rate and two values of the spindle speed (
n = 3000; 4500 rev/min). No attempt was made to build a predictive model for determining the hole diameter. In another study [
14], two input parameters, i.e., the spindle speed (
n = 600; 1800; 3000 rev/min) and the feed per revolution (f
n = 0.04; 0.12; 0.2 mm/rev) were tested; the diameter error was measured for each set of these parameters and for two tool materials. Uçak and Çiçek [
15], on the other hand, analyzed the hole diameter errors for two drill bits (uncoated and TiAlN coated) at different types of cooling (no cooling, LN2 cooling, and water cooling). They did not investigate the optimal selection of the process parameters. Other researchers [
16,
17] measured the hole diameter at the entry and exit for four values of two parameters: spindle speed (
n = 1000; 3000; 6000; 9000 rev/min) and feed rate (v
f = 100; 300; 600; 900 mm/min). Their results indicate that the higher the spindle speed, the higher the hole diameter error at the entry and exit. Still, other studies [
1,
18] involved determining the effect of the tool coating on the hole diameter error, which was calculated as a function of the number of holes drilled. The effects of the cutting speed, feed per revolution, and kinematic system on the geometrical and dimensional accuracy of holes drilled in 42CrMo4 + QT steel were discussed in the previous article by the authors [
19]. The experiments showed that the hole roundness error was mainly dependent on the kinematic system (65%); the influence of the cutting speed and feed per revolution was much smaller (16% and 6%, respectively). Khanna et al. analyzed the behavior of Inconel 718 in cryogenic drilling and dry drilling at constant process parameters (f
n = 0.02 mm/rev and v
c = 19 m/min), and the output parameters were the hole roundness and cylindricity errors [
20]. Sandeep, Ajay, and Jagadesh investigated the effects of graphite, MOS
2, and Blasocut lubricants on the hole diameter and cylindricity errors [
21]. Jia et al. drilled holes using two different drill bits (experimental and original) in Ti alloys as well as CFRP at constant values of the process parameters, and they analyzed the hole diameter and cylindricity errors as a function of the number of holes drilled [
22]. Other researchers [
23] studied hole drilling in two materials, Ti-6Al-4V and AA7010, for three different sets of cutting parameters (v
c = 50; 100; 150 m/min, f
n = 0.08; 0.16; 0.24 mm/rev) and measured the hole roundness and diameter errors. Bertolini et al. [
24] considered the relationships between the hole diameter and cylindricity errors and five input parameters. They used three different tools (spur drill, coated twist drill, and uncoated twist drill), two types of drilling (dry and cryogenic), four values of the hole depth (z = 2; 4.5; 7; 9.5 mm), two values of the cutting speed (v
c = 100; 150 m/min), and three values of the feed per revolution (f
n = 0.5; 1; 2 mm/rev). The experiments described in [
25] involved measuring the roundness and cylindricity errors for holes drilled with three different drill bits (uncoated, with a diamond-like carbon coating, and with a diamond coating). They used large ranges of the process parameters (
n = 2000; 3000; 4000; 6000; 8000; 10,000; 12,000; 14,000; 16,000; 18,000 rpm and f
n = 0.02; 0.04; 0.08; 0.1; 0.12; 0.15; 0.18; 0.25; 0.3 mm/rev). The research presented in [
26] assumed hole drilling at constant process parameters (v
c = 80 m/min and f = 100 mm/min) using three different cooling conditions (flood cooling, LN
2 and LCO
2). As a result, 146 holes were drilled at the different input parameters; then the roundness and cylindricity errors were measured for each hole. The results were analyzed in groups for every 10 holes.
Considering all of this evidence, it seems that there is no research pertaining to the effects of kinematic systems on the quality of holes drilled in C45 steel. Most studies on the subject focus particularly on the influence of one output parameter, e.g., the diameter or roundness error; they do not take account of cylindricity and straightness errors, which are also important.
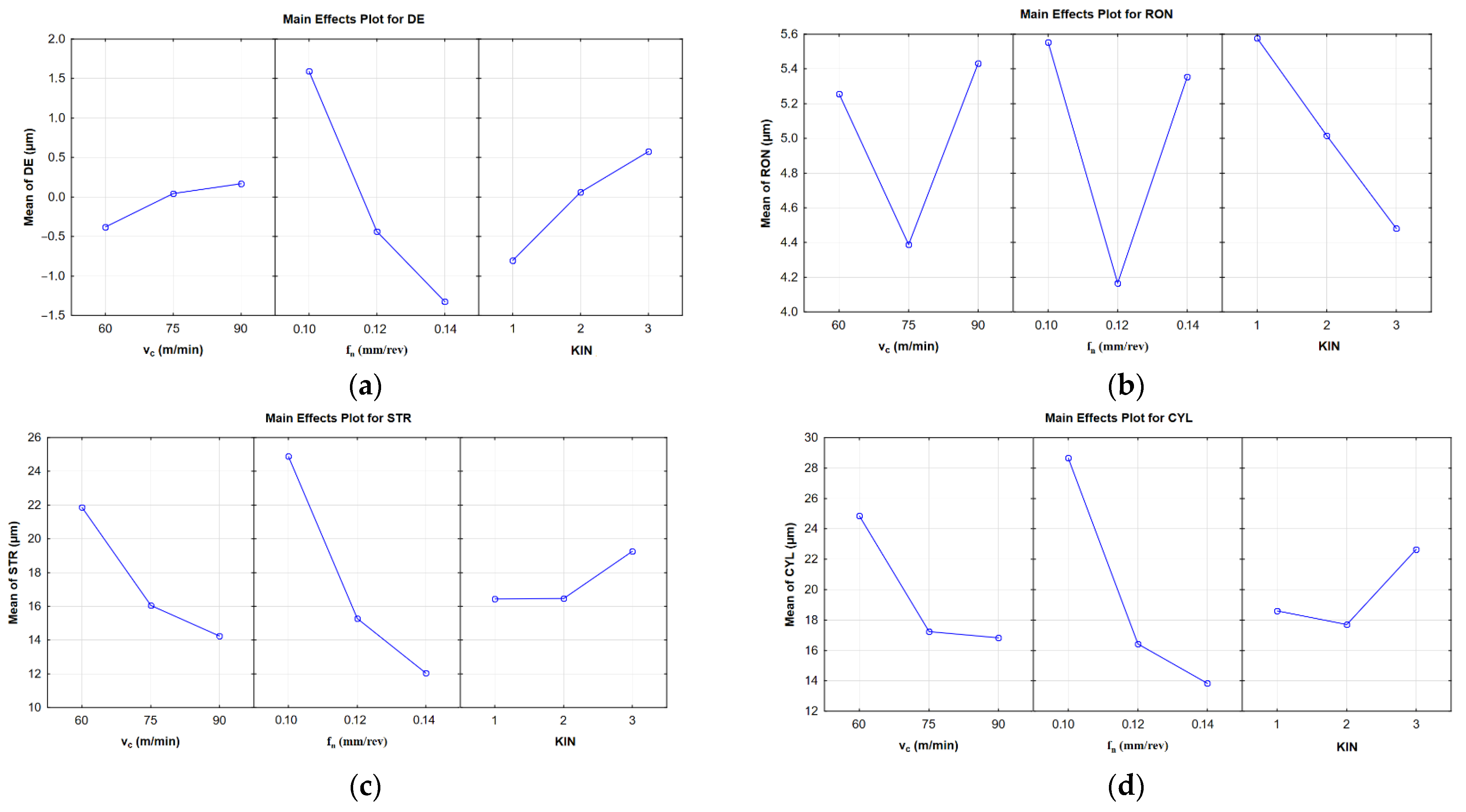
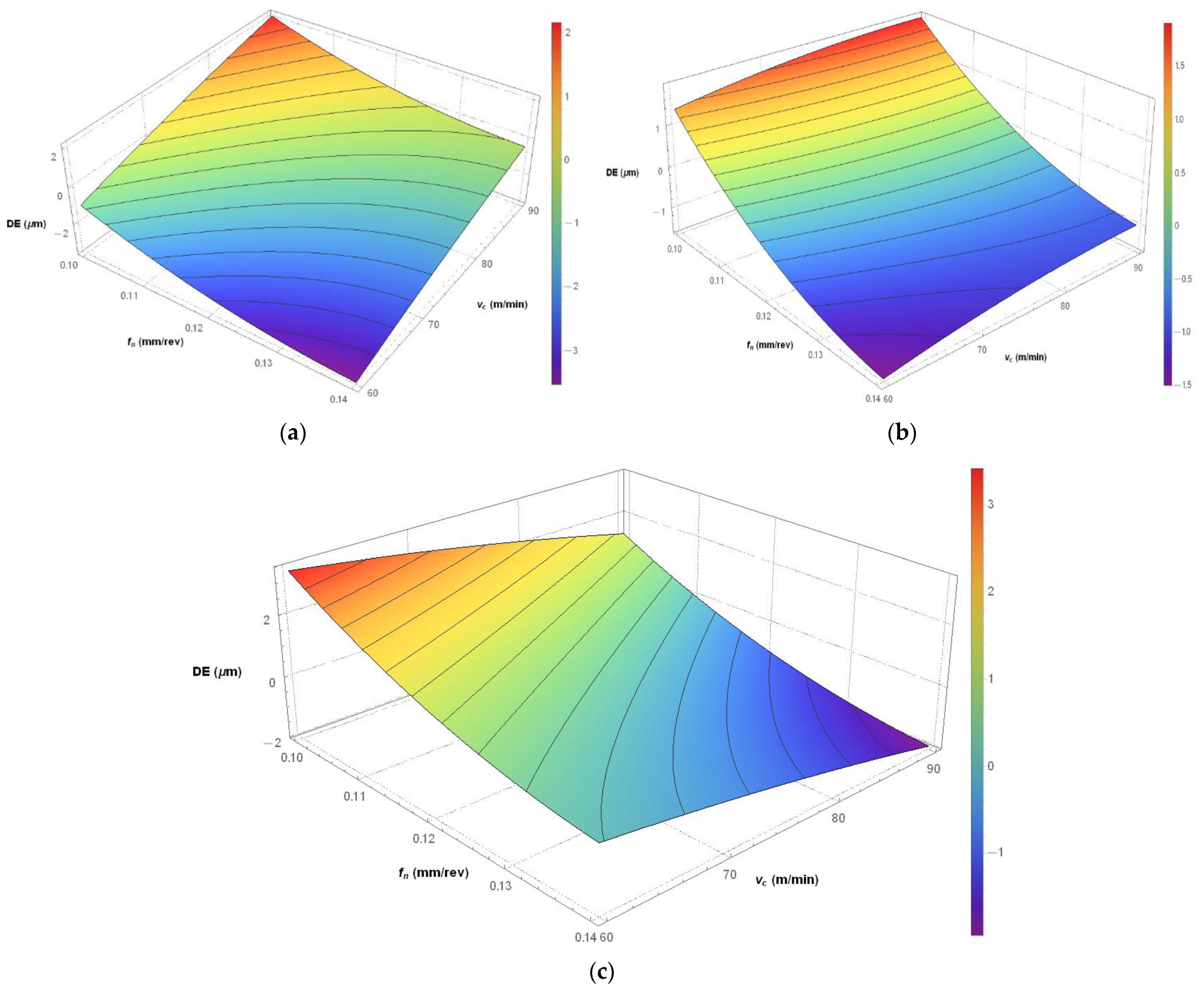
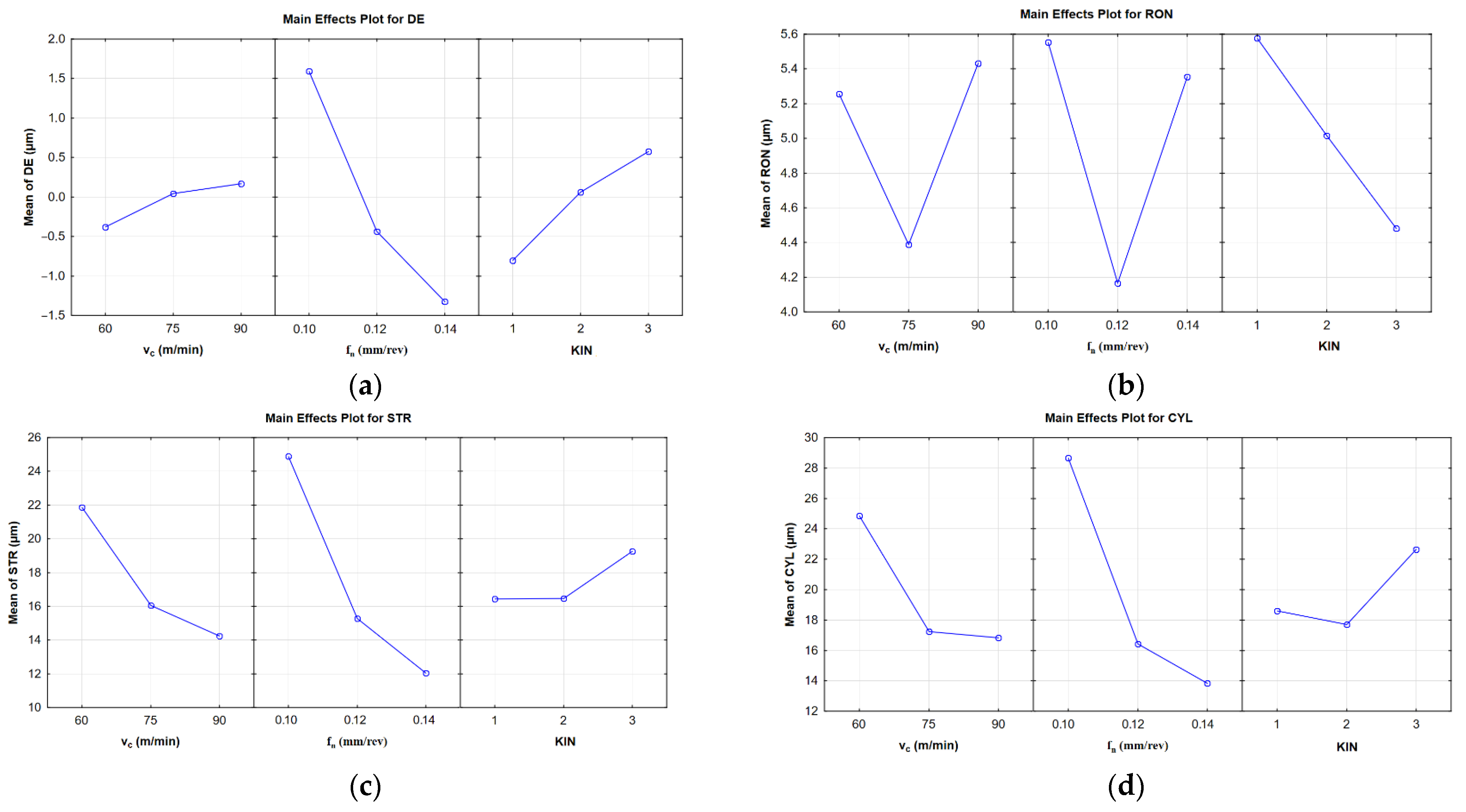
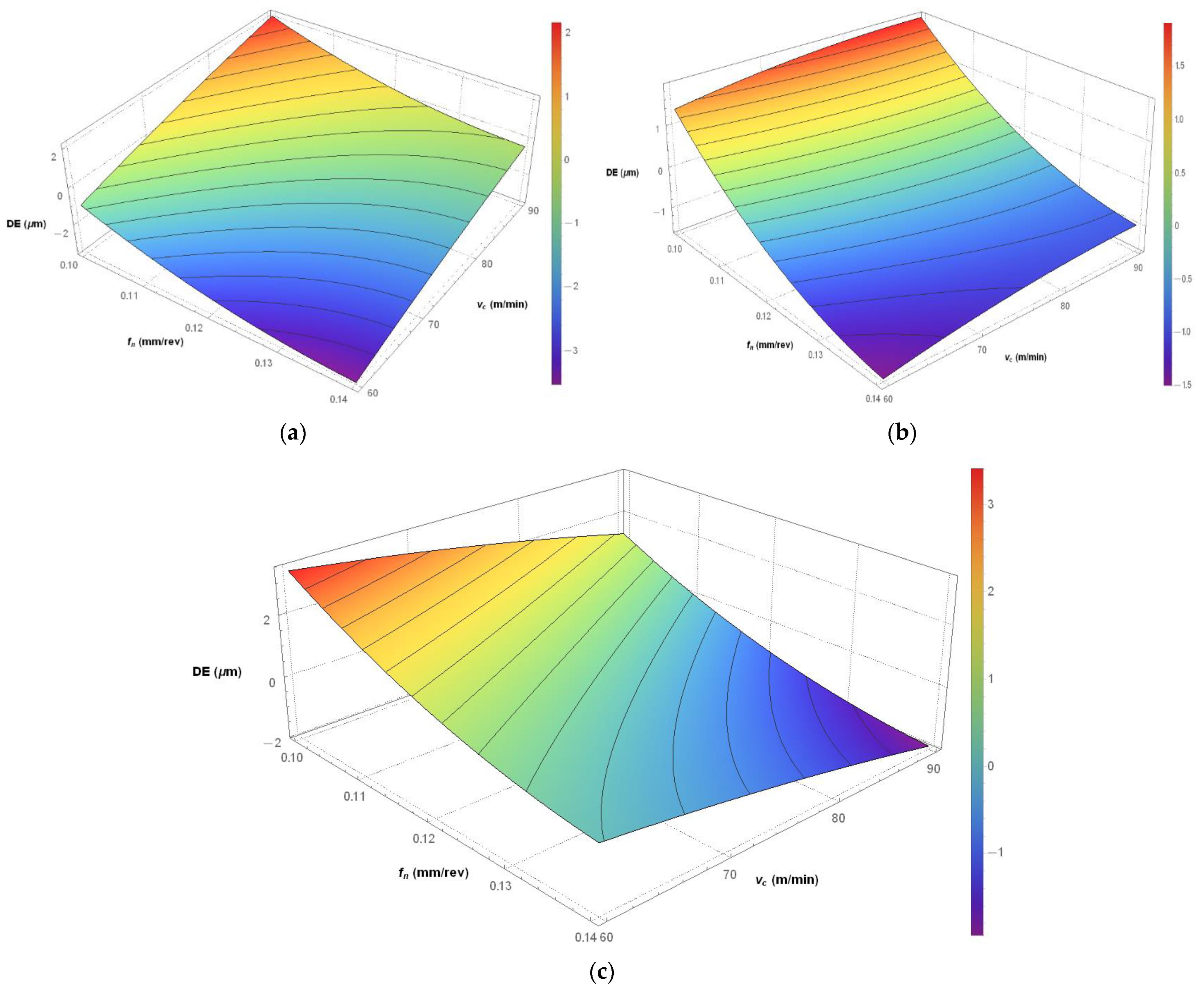
The aim of this study was to determine the influence of the input parameters (KIN, vc and fn) on the output parameters (CYL, STR, RON and DE) for holes drilled in C45 steel. The percentage contribution of each input parameter was assessed using a multifactorial statistical analysis (ANOVA). The mathematical models built for the output parameters were significant (p < 0.05) and the predicted results were in good agreement with the experimental data (R2 > 0.8). The kinematic system was reported to have high influence on the hole diameter error (36.61%). The other output parameters, i.e., CYL, RON, and STR, were largely dependent on the feed per revolution.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}