
Analysis of the Displacement of Thin-Walled Workpiece Using a High-Speed Camera during Peripheral Milling of Aluminum Alloys



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Material and Technological Parameters
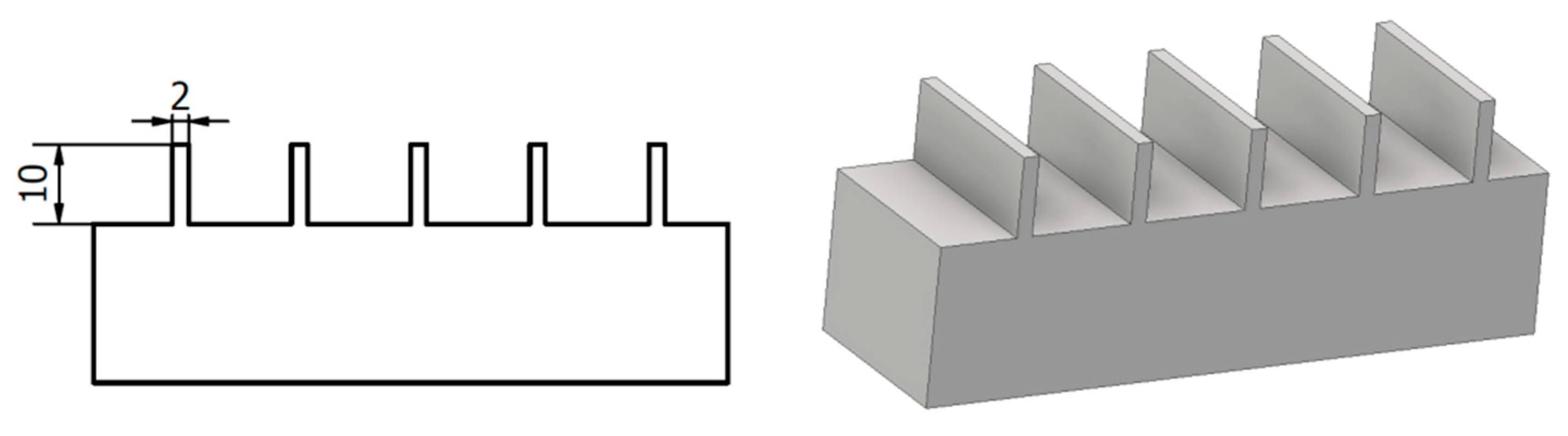
2.2. Thin-Walled Workpiece
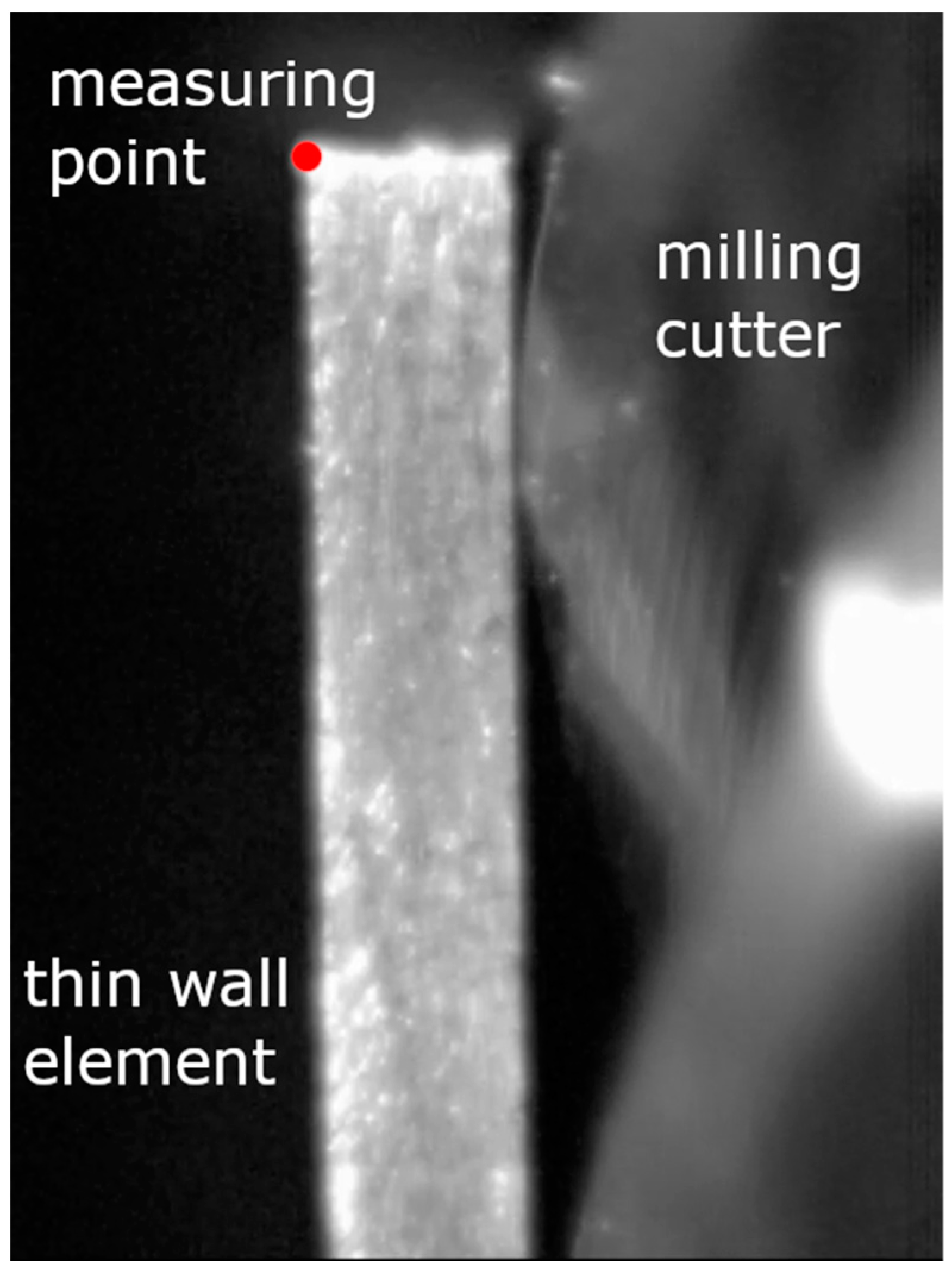
2.3. Experimental Setup
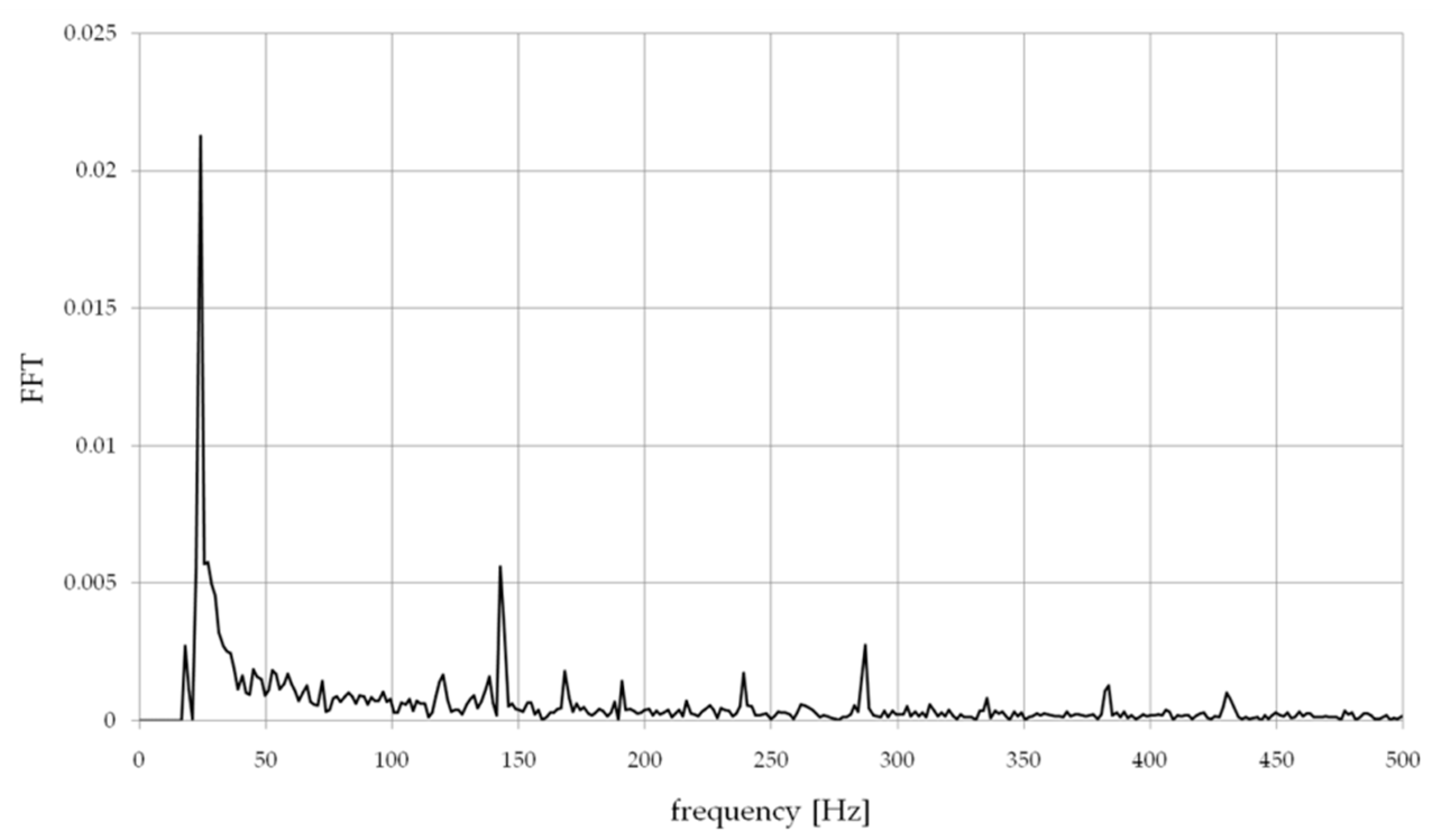
3. Results
- fo—frequency related to the spindle speed n, fo = n/60,
- foz—frequency of the milling process foz = fo × z.
4. Discussion
5. Conclusions
- the high-speed camera can be successfully used to test thin wall deflections during milling, which is confirmed by the results compared to the measurement of displacements with a laser sensor with an accuracy of up to 11% and simulation by the finite element method with error of 22%,
- notwithstanding, it should be mentioned that the measurement itself requires specific conditions which include many factors that may introduce an error into the measurement or make it impossible,
- research confirms the dependence of nonlinearities in the deformation of thin walls under the influence of cutting forces, deformations below 1 mm of the wall thickness increase rapidly, which was noticed in previous studies, despite a different workpiece material such as hardened steel [28],
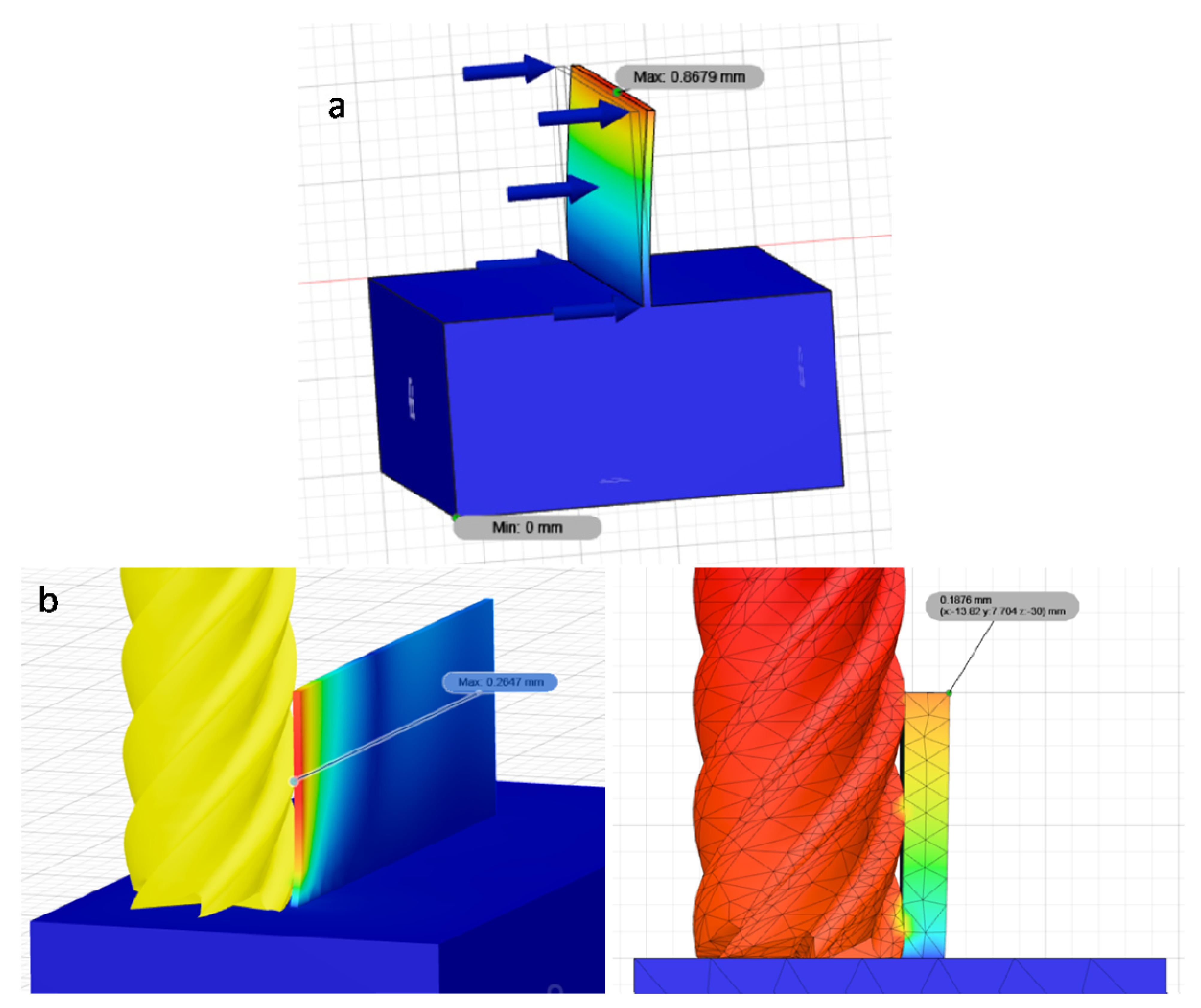
- the simulation carried out with the use of the finite element method, depending on the sample, made it possible to predict the deflection of thin-walled workpieces in a certain range of wall thickness,
- taking into account both simulation tests with the finite element method, the results obtained with them separately in the range of up to 1 mm of the wall thickness and below are estimated with an error of 22%,
- examination of deflections of thin-walled workpieces with a high-speed camera allows us to conduct a spectral analysis of their displacement, which makes it possible to diagnose them to an even greater extent, for example, for detecting chatter.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zębala, W. Errors minimalisation of thin-walled parts machining. Inż. Maszyn 2010, 3, 45–54. (In Polish) [Google Scholar]
- Bałon, P.; Rejman, E.; Smusz, R.; Kiełbasa, B. High Speed Machining of the Thin-Walled Aircraft Constructions. Mechanik 2017, 90, 726–729. [Google Scholar] [CrossRef]
- Zhang, Z.; Qi, Y.; Cheng, Q.; Liu, Z.; Tao, Z.; Cai, L. Machining Accuracy Reliability during the Peripheral Milling Process of Thin-Walled Components. Robot. Comput. Integr. Manuf. 2019, 59, 222–234. [Google Scholar] [CrossRef]
- Bałon, P.; Rejman, E.; Świątoniowski, A.; Kiełbasa, B.; Smusz, R.; Szostak, J.; Cieślik, J.; Kowalski, Ł. Thin-Walled Integral Constructions in Aircraft Industry. Procedia Manuf. 2020, 47, 498–504. [Google Scholar] [CrossRef]
- Izamshah, R.A.; John, P.T.M.; Ding, S.L. Finite Element Analysis of Machining Thin-Wall Parts. Key Eng. Mater. 2010, 458, 283–288. [Google Scholar] [CrossRef]
- Hussain, A.; Lazoglu, I. Distortion in Milling of Structural Parts. CIRP Ann. 2019, 68, 105–108. [Google Scholar] [CrossRef]
- Polzer, A.; Dufkova, K.; Pokorny, P. On the modern CNC milling with a compensation of cutting tools and thin-walled workpiece deflections. J. Mach. Eng. 2015, 15, 41–49. [Google Scholar] [CrossRef]
- Rubeo, M.A.; Schmitz, T.L. Global Stability Predictions for Flexible Workpiece Milling Using Time Domain Simulation. J. Manuf. Syst. 2016, 40, 8–14. [Google Scholar] [CrossRef]
- Li, Z.-L.; Zhu, L.-M. Compensation of Deformation Errors in Five-Axis Flank Milling of Thin-Walled Parts via Tool Path Optimization. Precis. Eng. 2019, 55, 77–87. [Google Scholar] [CrossRef]
- Soori, M.; Asmael, M. Deflection Error Prediction and Minimization in 5-Axis Milling Operations of Thin-Walled Impeller Blades. 2020. Available online: https://assets.researchsquare.com/files/rs-87233/v1_stamped.pdf?c=1602255123 (accessed on 18 July 2021).
- Bachrathy, D.; Kiss, A.K.; Kossa, A.; Berezvai, S.; Hajdu, D.; Stepan, G. In-Process Monitoring of Changing Dynamics of a Thin-Walled Component During Milling Operation by Ball Shooter Excitation. JMMP 2020, 4, 78. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Kuczmaszewski, J.; Pieśko, P. Pre-Machining of Rolled Plates as an Element of Minimising the Post-Machining Deformations. Materials 2020, 13, 4777. [Google Scholar] [CrossRef]
- Singh, A.; Agrawal, A. Comparison of Deforming Forces, Residual Stresses and Geometrical Accuracy of Deformation Machining with Conventional Bending and Forming. J. Mater. Process. Technol. 2016, 234, 259–271. [Google Scholar] [CrossRef]
- Zha, J.; Liang, J.; Li, Y.; Zhang, H.; Chen, Y. Large Cutting Depth and Layered Milling of Titanium Alloy Thin-Walled Parts. Materials 2020, 13, 1499. [Google Scholar] [CrossRef]
- Struzikiewicz, G.; Sioma, A. Application of Infrared and High-Speed Cameras in Diagnostics of CNC Milling Machines: Case Study. In Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments; Romaniuk, R.S., Linczuk, M., Eds.; SPIE: Wilga, Poland, 2019; p. 69. [Google Scholar] [CrossRef]
- Leopardi, G.; Tagliaferri, F.; Rüger, C.; Dix, M. Analysis of Laser Assisted Milling (LAM) of Inconel 718 with Ceramic Tools. Procedia CIRP 2015, 33, 514–519. [Google Scholar] [CrossRef][Green Version]
- Ran, C.; Chen, P. Dynamic Shear Deformation and Failure of Ti-6Al-4V and Ti-5Al-5Mo-5V-1Cr-1Fe Alloys. Materials 2018, 11, 76. [Google Scholar] [CrossRef]
- Żaba, K.; Trzepieciński, T.; Puchlerska, S.; Noga, P.; Balcerzak, M. Coupled Thermomechanical Response Measurement of Deformation of Nickel-Based Superalloys Using Full-Field Digital Image Correlation and Infrared Thermography. Materials 2021, 14, 2163. [Google Scholar] [CrossRef] [PubMed]
- Agirre, J.; Otegi, N.; Abedul, D.; Oruna, A.; Galdos, L. Monitoring of a Hammer Forging Testing Machine for High-Speed Material Characterization. Procedia Manuf. 2020, 47, 321–328. [Google Scholar] [CrossRef]
- Chalich, Y.; Mallick, A.; Gupta, B.; Deen, M.J. Development of a Low-Cost, User-Customizable, High-Speed Camera. PLoS ONE 2020, 15, e0232788. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Chevrier, P.; Bernier, R.; Arias, A. Temperature Measurements on ES Steel Sheets Subjected to Perforation by Hemispherical Projectiles. Int. J. Impact Eng. 2010, 37, 828–841. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagórski, I.; Zgórniak, P. Thermographic Study of Chip Temperature in High-Speed Dry Milling Magnesium Alloys. Manag. Prod. Eng. Rev. 2016, 7, 86–92. [Google Scholar] [CrossRef]
- Sutter, G.; Molinari, A.; List, G.; Bi, X. Chip Flow and Scaling Laws in High Speed Metal Cutting. J. Manuf. Sci. Eng. 2012, 134, 021005. [Google Scholar] [CrossRef]
- Guo, Y.; Compton, W.D.; Chandrasekar, S. In Situ Analysis of Flow Dynamics and Deformation Fields in Cutting and Sliding of Metals. Proc. R. Soc. A 2015, 471, 20150194. [Google Scholar] [CrossRef]
- Polishetty, A.; Littlefair, G.; Tumma, S. Materials Machining Study of Titanium Alloy Using a High Speed Camera. Key Eng. Mater. 2016, 723, 171–176. [Google Scholar] [CrossRef]
- Rypina, Ł.; Lipiński, D.; Bałasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and Modeling of the Micro-Cutting Process of Ti-6Al-4V Titanium Alloy with Single Abrasive Grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef] [PubMed]
- Berezvai, S.; Bachrathy, D.; Stepan, G. High-Speed Camera Measurements in the Mechanical Analysis of Machining. Procedia CIRP 2018, 77, 155–158. [Google Scholar] [CrossRef]
- Czyżycki, J.; Twardowski, P. Evaluation of Deflection of Thin-Walled Profile During Milling of Hardened Steel. In Industrial Measurements in Machining; Królczyk, G.M., Niesłony, P., Królczyk, J., Eds.; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020; pp. 22–32. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czyżycki, J.; Twardowski, P.; Znojkiewicz, N. Analysis of the Displacement of Thin-Walled Workpiece Using a High-Speed Camera during Peripheral Milling of Aluminum Alloys. Materials 2021, 14, 4771. https://doi.org/10.3390/ma14164771
Czyżycki J, Twardowski P, Znojkiewicz N. Analysis of the Displacement of Thin-Walled Workpiece Using a High-Speed Camera during Peripheral Milling of Aluminum Alloys. Materials. 2021; 14(16):4771. https://doi.org/10.3390/ma14164771
Chicago/Turabian StyleCzyżycki, Jakub, Paweł Twardowski, and Natalia Znojkiewicz. 2021. "Analysis of the Displacement of Thin-Walled Workpiece Using a High-Speed Camera during Peripheral Milling of Aluminum Alloys" Materials 14, no. 16: 4771. https://doi.org/10.3390/ma14164771
APA StyleCzyżycki, J., Twardowski, P., & Znojkiewicz, N. (2021). Analysis of the Displacement of Thin-Walled Workpiece Using a High-Speed Camera during Peripheral Milling of Aluminum Alloys. Materials, 14(16), 4771. https://doi.org/10.3390/ma14164771