Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. General Observations
3.2. 3-D Analysis of the Surface Texture
3.3. Chemical Composition
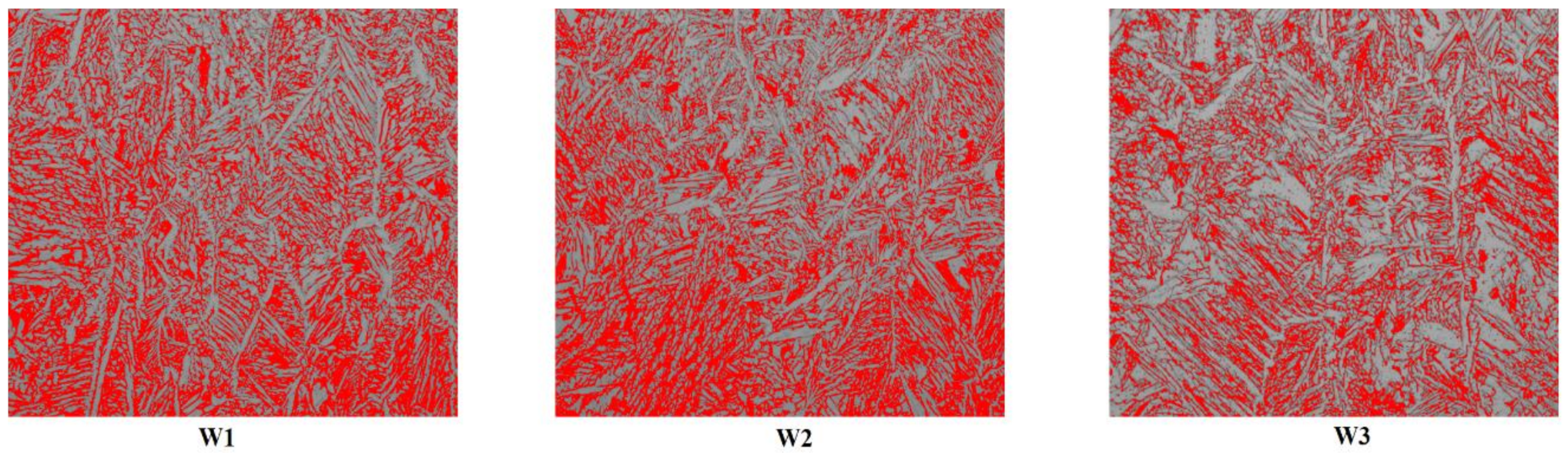
3.4. Ferrite Amount Analysis
3.5. Radiography Testing
3.6. Hardness Testing
4. Conclusions
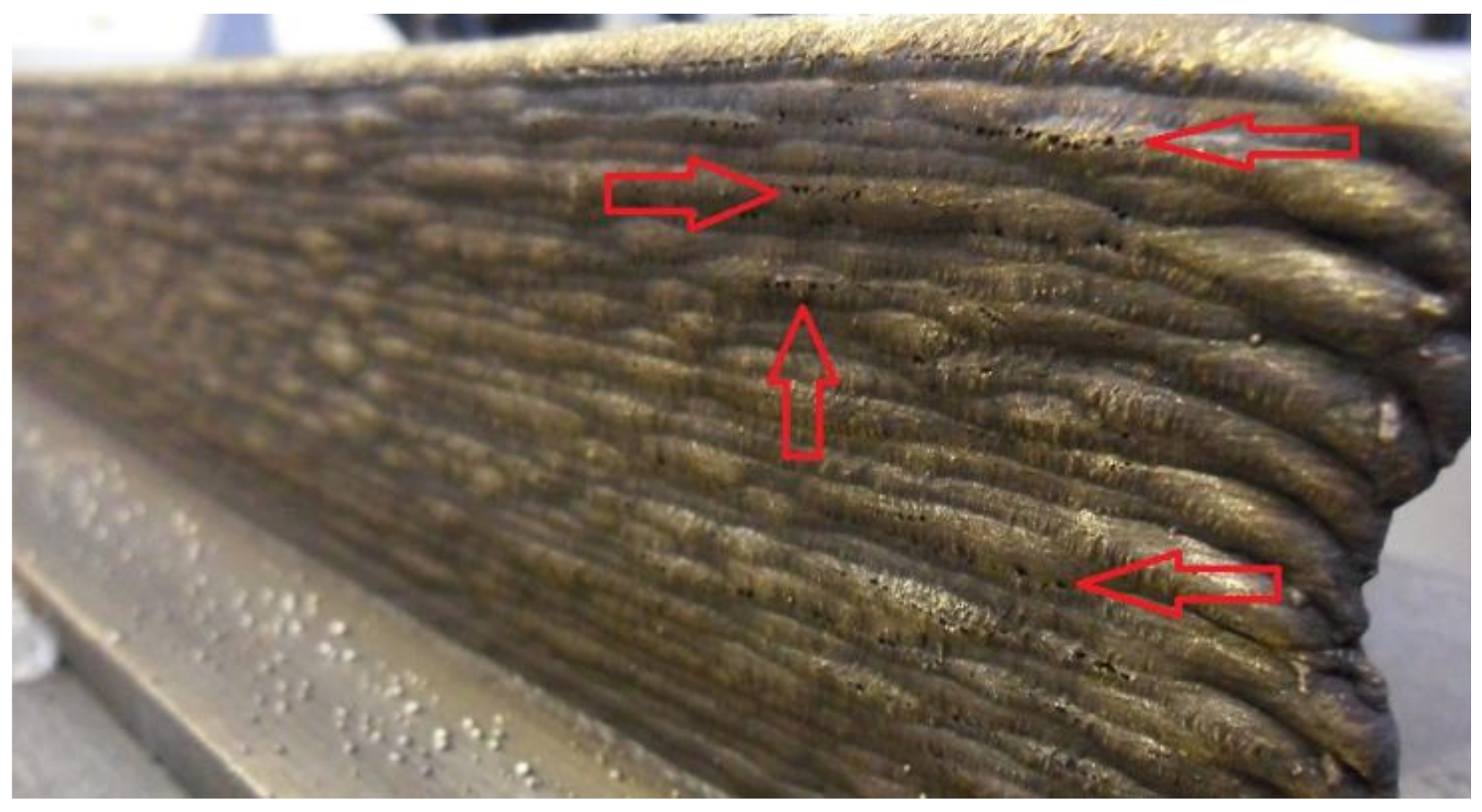
- These parameters are appropriate to build the wall with satisfying geometrical characteristics and without major distortions, but porosity could not be avoided. Even if it is true that the majority of the external sides are additionally post-processed and machined, some of the porosity still could be inside. Further research is necessary in order to improve the process. Additionally, since the distortions were minor, the focus for the further research should be on the measuring of the residual stresses.
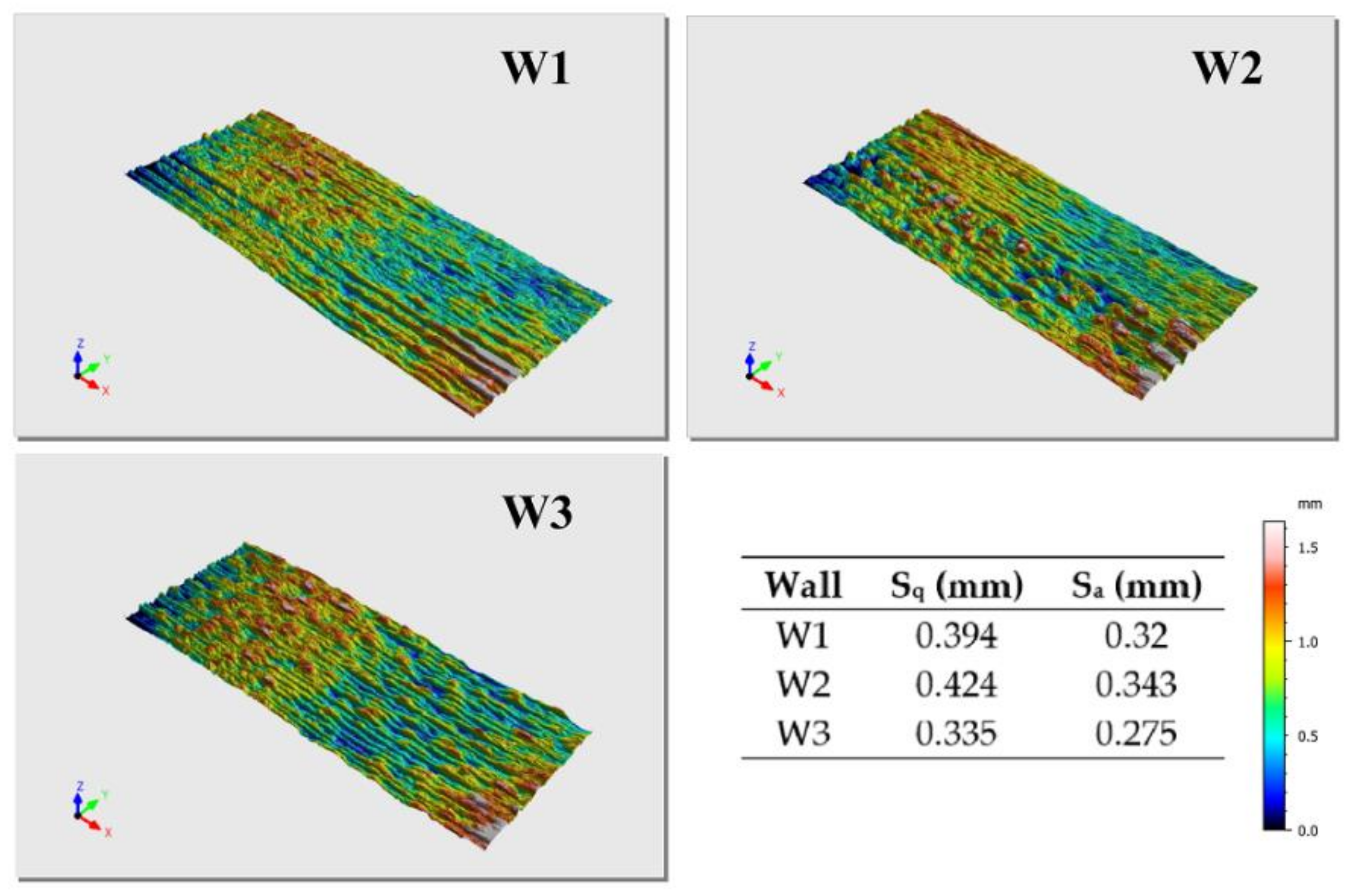
- Interlayer temperature does not affect surface roughness at all. Minor differences amongst samples could not be attributed to temperature since there is no regular pattern. All the walls have shown similar behavior during machining, which adds to that.
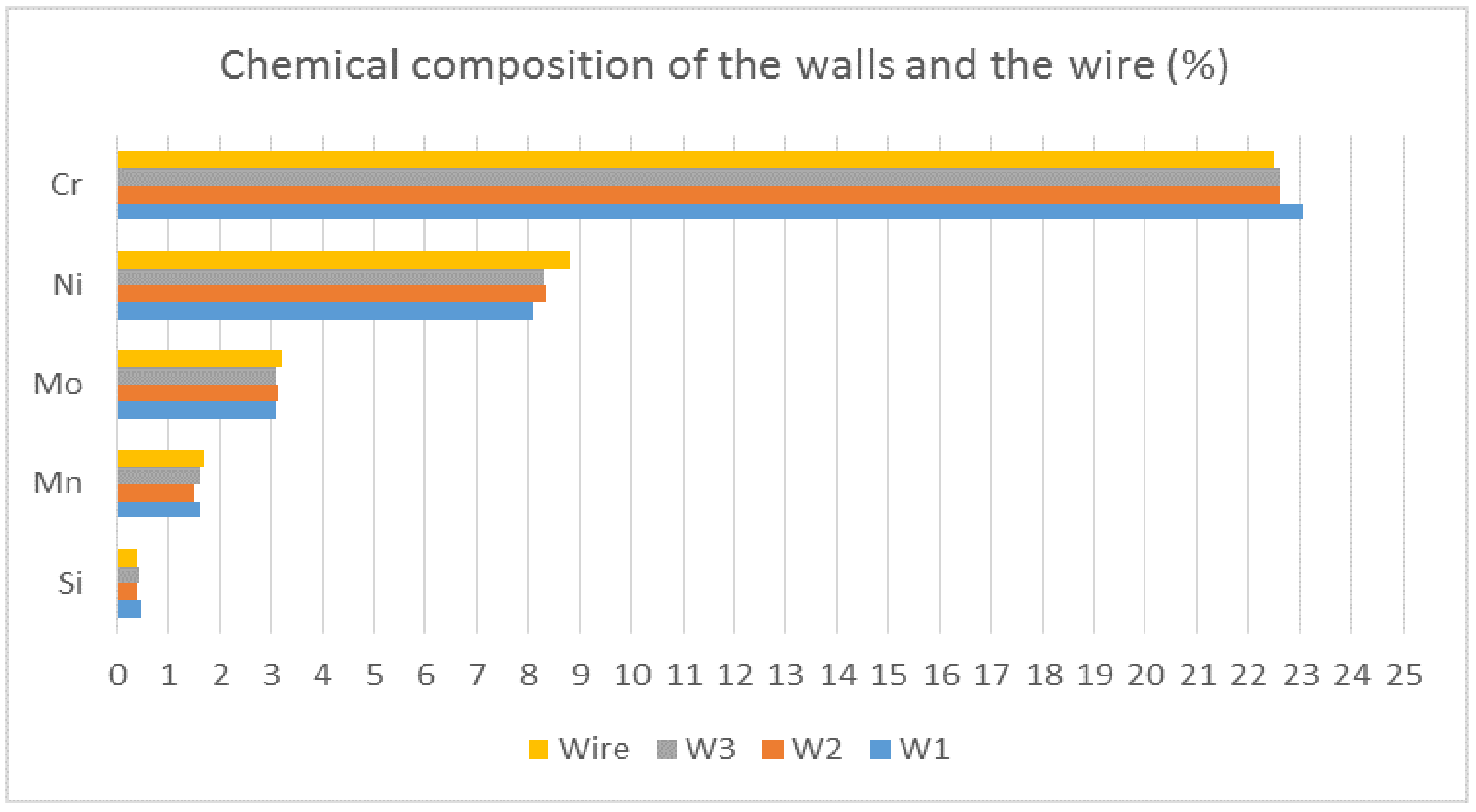
- Chemical composition of the walls was similar amongst all of them, but also similar to the composition of the wire. However, there was a limitation of the impossibility of N2 detection, and further research should aim to improve that.
- Ferrite amount analysis has shown there is more ferrite in the walls produced with the lower interlayer temperature. It is important finding directly related with our first objective since now it is proved that it is possible to produce the parts with lower ferrite amount by using higher interlayer temperatures, which consequently means shorter idle time and a faster process.
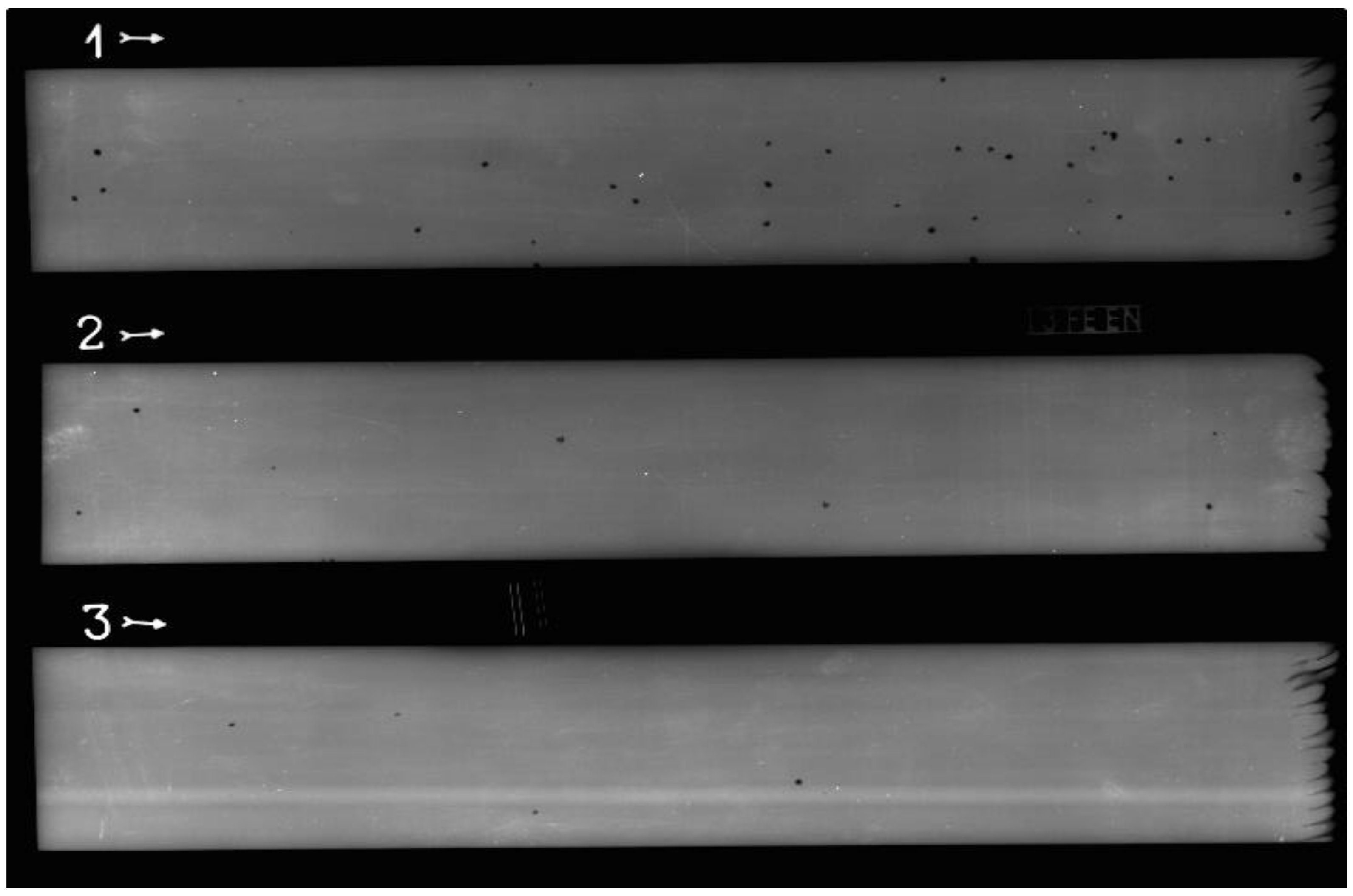
- Radiography testing showed there was some porosity inside the walls. Since there are still no standards, which would be suitable for WAAM products, standards used for assessment were the ones that are the closest by nature of the process—standards for weldments. According to them, all the walls were acceptable even using the acceptance levels for strictest class (B) and it was an important finding related to our second objective. However, solutions that may be found to reduce the external porosity could also be helpful to reduce the internal porosity.
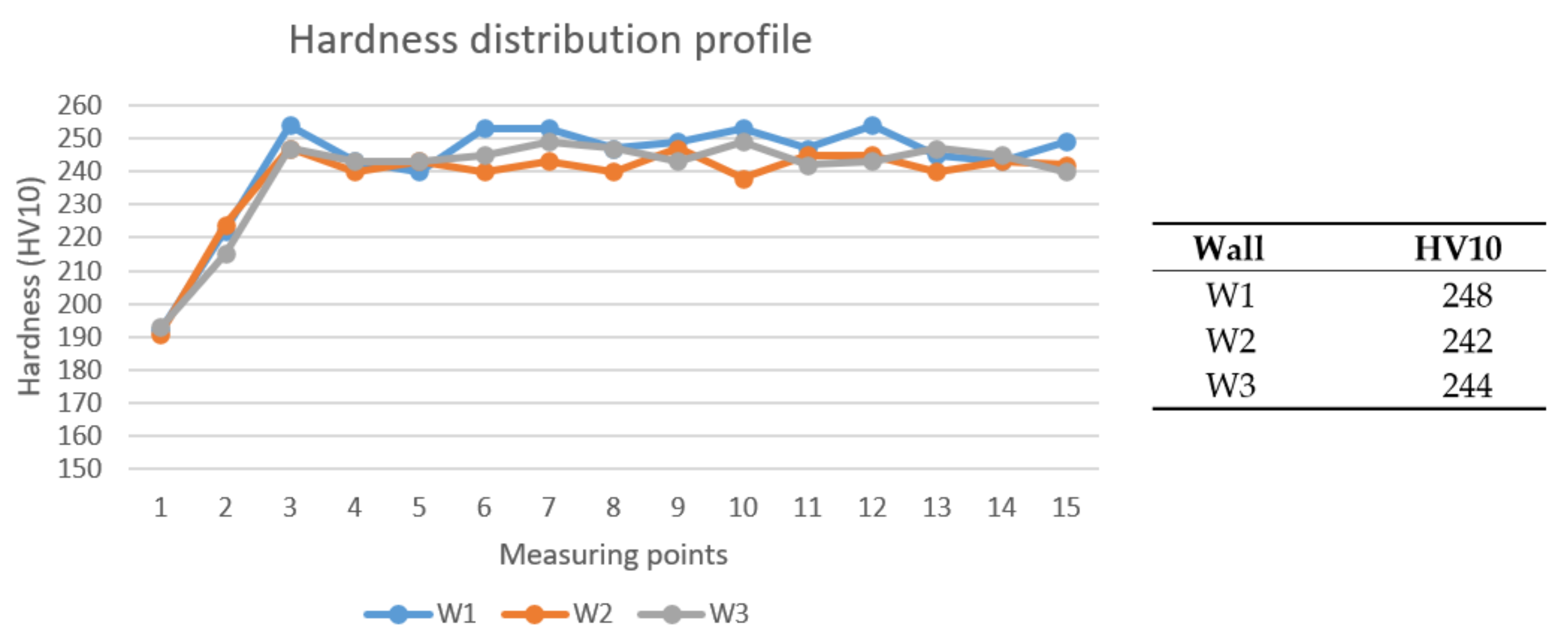
- Hardness values amongst the walls were close and did not have significant differences. An important finding is a fact that these products fulfill the hardness values requirements defined by appropriate standards for duplex stainless steel products. It means we reached our goal and proved it was possible to produce the WAAM parts, which were comparable (in terms of hardness properties) with the products made using conventional methods.
- Considering production time, ferrite amount and porosity, it is strongly suggested to use higher interlayer temperatures to produce parts using this duplex stainless steel grade. Wall produced using the interlayer temperature of 150 °C was made for more than twice less time than the one with 50 °C while having about 5% lower ferrite amount and significantly less porosity.
- Additional mechanical properties testing (especially impact toughness testing);
- Corrosion resistance testing;
- Measuring of residual stresses;
- Process improvement (for example, designing a chamber to create a better protective environment of shielding gas);
- The possible introduction of on-line non-destructive testing to find potential defects as soon as they appear;
- Altering the cooling rate to see how it could be used to manage the microstructure.
Author Contributions
Funding
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Busachi, A.; Erkoyuncu, J.A.; Colegrove, P.; Martina, F.; Ding, J. Designing a WAAM Based Manufacturing System for Defence Applications. Procedia CIRP 2015, 37, 48–53. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Investigation of dynamic elastic deformation of parts processed by fused deposition modeling additive manufacturing. Adv. Prod. Eng. Manag. 2016, 11, 227–238. [Google Scholar] [CrossRef]
- Vesenjak, M.; Gačnik, F.; Krstulović-Opara, L.; Ren, Z. Mechanical Properties of Advanced Pore Morphology Foam Elements. Mech. Adv. Mater. Struct. 2015, 22, 359–366. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P.A. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2015, 32, 641–647. [Google Scholar] [CrossRef]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Watts, C.; Drake, R. A review of Additive Manufacturing technology and Cost Estimation techniques for the defence sector. CIRP J. Manuf. Sci. Technol. 2015, 37, 48–53. [Google Scholar] [CrossRef]
- Mehnen, J.; Ding, J.; Lockett, H.; Kazanas, P. Design study for wire and arc additive manufacture. Int. J. Prod. Dev. 2014, 19, 2–20. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Almeida, P.; Williams, S. Innovative Process Model of Ti–6Al–4V Additive Layer Manufacturing Using Cold Metal Transfer (CMT). In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 9–11 August 2010. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Ding, J.; Martina, F.; Williams, S. Production of Large Metallic Components by Additive Manufacture—Issues and Achievements. In Proceedings of the 1st Metallic Materials and Processes: Industrial Challenges, Deauville, France, 25–27 November 2015. [Google Scholar]
- Donoghue, J.M.; Antonysamy, A.A.; Martina, F.; Colegrove, P.; Williams, S.W.; Prangnell, P. The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of Interpass Rolled Wire + Arc Additive Manufacturing Ti-6Al-4V Components. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 6103–6118. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A practical path planning methodology for wire and arc additive manufacturing of thin-walled structures. Robot. Comput. Integr. Manuf. 2015, 34, 8–19. [Google Scholar] [CrossRef]
- Karlsson, L. Welding duplex stainless steels—A review of current recommendations. Weld. World 2012, 56, 65–76. [Google Scholar] [CrossRef]
- Jebaraj, A.V.; Ajaykumar, L.; Deepak, C.; Aditya, K. Weldability, machinability and surfacing of commercial duplex stainless steel AISI2205 for marine applications—A recent review. J. Adv. Res. 2017, 8, 183–199. [Google Scholar] [CrossRef] [PubMed]
- Gunn, R.N. Intermetallic Formation in Super Duplex Stainless Steel Heat Affected Zones. In Proceedings of the 5th Duplex Stainless Steel World Conference, Maastricht, The Netherlands, 21–23 October 1997. [Google Scholar]
- Olsson, J.; Snis, M. Duplex—A new generation of stainless steels for desalination plants. Desalination 2007, 205, 104–113. [Google Scholar] [CrossRef]
- TMR Stainless. Practical Guidelines for the Fabrication of Duplex Stainless Steels, 3rd ed.; International Molybdenum Association (IMOA): London, UK, 2014; ISBN 978-1-907470-09-7. [Google Scholar]
- Zhang, Z.; Jing, H.; Xu, L.; Han, Y.; Zhao, L. Investigation on microstructure evolution and properties of duplex stainless steel joint multi-pass welded by using different methods. Mater. Des. 2016, 109, 670–685. [Google Scholar] [CrossRef]
- Amigo, V.; Bonache, V.; Teruel, L.; Vicente, A. Mechanical properties of duplex stainless steel laser joints. Weld. Int. 2006, 20, 361–366. [Google Scholar] [CrossRef]
- Hsieh, R.-I.; Liou, H.-Y.; Pan, Y.-T. Effects of Cooling Time and Alloying Elements on the Microstructure of the Gleeble-Simulated Heat-Affected Zone of 22% Cr Duplex Stainless Steels. J. Mater. Eng. Perform. 2001, 10, 526–536. [Google Scholar] [CrossRef]
- Kang, D.H.; Lee, H. Effect of Different Chromium Additions on the Microstructure and Mechanical Properties of Multipass Weld Joint of Duplex Stainless Steel. Metall. Mater. Trans. A 2012, 43, 4678–4687. [Google Scholar] [CrossRef]
- Rede, V.; Žmak, I. Analysis of microstructure and microstructural changes in duplex steels. In Proceedings of the 12th International Foundrymen Conference, Opatija, Croatia, 24–25 May 2012. [Google Scholar]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Ma, P.; Zhai, Y. The effect of inter-layer cold working and post-deposition heat treatment on porosity in additively manufactured aluminum alloys. J. Mater. Process. Technol. 2016, 230, 26–34. [Google Scholar] [CrossRef]
- Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, -I.M.; Jüttner, S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals 2019, 9, 564. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Högström, M.; Hurtig, K.; Valiente Bermejo, M.A.; Stridh, L.-E.; Karlsson, L. Wire-arc additive manufacturing of a duplex stainless steel: Thermal cycle analysis and microstructure characterization. Weld. World 2019, 63, 975–987. [Google Scholar] [CrossRef]
- Eriksson, M.; Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Aune, R.; Ren, X.; Akselsen, O.M. Additive manufacture of superduplex stainless steel using WAAM. MATEC Web Conf. 2018, 188, 03014. [Google Scholar] [CrossRef]
- Adebayo, A.; Mehnen, J.; Tonnellier, X. Limiting Travel Speed in Additive Layer Manufacturing. In Proceedings of the 9th International Trends in Welding Research Conference, Chicago, IL, USA, 4–8 June 2012. [Google Scholar]
- Xiong, J.; Yin, Z.; Zhang, W. Closed-loop control of variable layer width for thin-walled parts in wire and arc additive manufacturing. J. Mater. Process. Technol. 2016, 233, 100–106. [Google Scholar] [CrossRef]
- Xiong, J.; Lei, Y.; Chen, H.; Zhang, G. Fabrication of inclined thin-walled parts in multi-layer single-pass GMAW-based additive manufacturing with flat position deposition. J. Mater. Process. Technol. 2017, 240, 397–403. [Google Scholar] [CrossRef]
- Kazanas, P.; Deherkar, P.; Almeida, P.L.; Lockett, H.; Williams, S. Fabrication of geometrical features using wire and arc additive manufacture. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Almeida, P.M.S. Process Control and Development in Wire and Arc Additive Manufacturing. Ph.D. Thesis, Cranfield University, Cranfield, UK, April 2012. [Google Scholar]
- Alvarez, T.R.; Pavarino, M.R.C.; De Souza, G.C.; Pardal, J.M.; Tavares, S.S.M.; Ferreira, M.L.R.; Filho, I.C. Influence of interpass temperature on the properties of duplex stainless steel during welding by submerged arc welding process. Weld. Int. 2016, 30, 348–358. [Google Scholar] [CrossRef]
- Posch, G.; Chladil, K.; Chladil, H. Material properties of CMT—metal additive manufactured duplex stainless steel blade-like geometries. Weld. World 2017, 61, 873–882. [Google Scholar] [CrossRef]
- Hoefer, K.; Haelsig, A.; Mayr, P. Arc-based additive manufacturing of steel components—Comparison of wire- and powder-based variants. Weld. World 2017, 62, 243–247. [Google Scholar] [CrossRef]
- Derekar, K.; Lawrence, J.; Melton, G.; Addison, A.; Zhang, X.; Xu, L. Influence of Interpass Temperature on Wire Arc Additive Manufacturing (WAAM) of Aluminium Alloy Components. MATEC Web Conf. 2019, 269, 05001. [Google Scholar] [CrossRef]
- Pan, Z.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Cong, B.; Qi, Z.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. A Comparative Study of Additively Manufactured Thin Wall and Block Structure with Al-6.3%Cu Alloy Using Cold Metal Transfer Process. Appl. Sci. 2017, 7, 275. [Google Scholar] [CrossRef]
- Ryan, E.; Sabin, T.; Watts, J.; Whiting, M. The influence of build parameters and wire batch on porosity of wire and arc additive manufactured aluminium alloy 2319. J. Mater. Process. Technol. 2018, 262, 577–584. [Google Scholar] [CrossRef]
- Melfi, T. New code requirements for calculating heat input. Weld. J. 2010, 89, 61–65. [Google Scholar]
- Do Nascimento, A.S.; Batista, M.A.; do Nascimento, V.C.; Scotti, A. Assessment of electrical power calculation methods in arc welding and the consequences on the joint geometric, thermal and metallurgical predictions. Soldag. Insp. 2007, 12, 97–106. [Google Scholar]
- Joseph, A.; Harwig, D.; Farson, D.F.; Richardson, R. Measurement and calculation of arc power and heat transfer efficiency in pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2003, 8, 400–406. [Google Scholar] [CrossRef]
- Cho, M.H.; Farson, D.F. Understanding bead hump formation in gas metal arc welding using a numerical simulation. Met. Mater. Trans. A 2007, 38, 305–319. [Google Scholar] [CrossRef]
- ISO 25178-2:2012. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Aver’Yanova, I.O.; Bogomolov, D.Y.; Poroshin, V.V. ISO 25178 standard for three-dimensional parametric assessment of surface texture. Russ. Eng. Res. 2017, 37, 513–516. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Hurtig, K.; Eyzop, D.; Östberg, A.; Janiak, P.; Karlsson, L. Ferrite content measurement in super duplex stainless steel welds. Weld. World 2019, 63, 551–563. [Google Scholar] [CrossRef]
- Putz, A.; Althuber, M.; Zelić, A.; Westin, E.M.; Willidal, T.; Enzinger, N. Methods for the measurement of ferrite content in multipass duplex stainless steel welds. Weld. World 2019, 63, 1075–1086. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Martina, F.; Williams, S.M.; Wiktorowicz, R.; Palt, M. Development of a laminar flow local shielding device for wire + arc additive manufacture. J. Mater. Process. Technol. 2015, 226, 99–105. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Li, H.; Pan, Z.; Shen, C. The effect of postproduction heat treatment on γ-TiAl alloys produced by the GTAW-based additive manufacturing process. Mater. Sci. Eng. A 2016, 657, 86–95. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Lee, B.H.; Lee, H.W.; Shin, Y.T. Intergranular Corrosion Characteristics of Super Duplex Stainless Steel at Various Interpass Temperatures. Int. J. Electrochem. Sci. 2015, 10, 7535–7547. [Google Scholar]
- ISO 6520-1:2007. Welding and Allied Processes—Classification of Geometric Imperfections in Metallic Materials—Part 1: Fusion Welding; ISO: Geneva, Switzerland, 2007. [Google Scholar]
- ISO 5817:2014. Welding—Fusion-Welded Joints in STEEL, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections; ISO: Geneva, Switzerland, 2014. [Google Scholar]
- Jiang, Z.; Li, H.-B.; Chen, Z.; Huang, Z.; Zou, D.; Liang, L. The Nitrogen Solubility in Molten Stainless Steel. Steel Res. Int. 2016, 76, 740–745. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 76, 869–879. [Google Scholar] [CrossRef]
- Stiles, D.J. Effect of porosity on thermal response, hardness, hardenability and microstructure of powder metallurgy steels. Surf. Eng. 2005, 21, 12–16. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloy. Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- EN 10088-3:2014. Stainless Steels—Part 3: Technical Delivery Conditions for Semi-Finished Products, Bars, Rods, Wire, Sections and Bright Products of Corrosion Resisting Steels for General Purposes; British Standards Institution: London, UK, 2014. [Google Scholar]
- EN 10088-5:2009. Stainless Steels—Part 5: Technical Delivery Conditions for Bars, Rods, Wire, Sections and Bright Products of Corrosion Resisting Steels for Construction Purposes; British Standards Institution: London, UK, 2009. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameters | Values |
|---|---|
| Welding current, I | 132–136 A |
| Voltage, V | 17 V |
| Wire-feed speed | 386 cm/min |
| Welding speed (1st layer) | 25 cm/min |
| Welding speed (2nd layer) | 26 cm/min |
| Welding speed (3rd–30th layer) | 27 cm/min |
| Shielding gas | 98% Ar + 2% N2 |
| Shielding gas flow | 17 L/min |
| Additional material (wire) | Avesta 2205 |
| Wire diameter, Ø | 1.2 mm |
| Contact tip-to-work distance, l | 10 mm |
| Travel angle | 90° |
| Metal transfer mode | Short-circuit |
| Wall | Manufacturing Time |
|---|---|
| W1 | 132 min |
| W2 | 69 min |
| W3 | 48 min |
| Wall | Ferrite Amount (%) | Standard Deviation (σ) |
|---|---|---|
| W1 | 38.5 | 0.67 |
| W2 | 35.8 | 0.46 |
| W3 | 33.9 | 0.70 |
| Wall | Number of Pores |
|---|---|
| W1 | 33 |
| W2 | 8 |
| W3 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knezović, N.; Garašić, I.; Jurić, I. Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials 2020, 13, 5795. https://doi.org/10.3390/ma13245795
Knezović N, Garašić I, Jurić I. Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials. 2020; 13(24):5795. https://doi.org/10.3390/ma13245795
Chicago/Turabian StyleKnezović, Nikola, Ivica Garašić, and Ivan Jurić. 2020. "Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product" Materials 13, no. 24: 5795. https://doi.org/10.3390/ma13245795
APA StyleKnezović, N., Garašić, I., & Jurić, I. (2020). Influence of the Interlayer Temperature on Structure and Properties of Wire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials, 13(24), 5795. https://doi.org/10.3390/ma13245795