Effect of Deformation Temperature on the Mechanical Behavior and Stability of Retained Austenite in TRIP-Assisted Medium-C Multiphase Steel


Abstract
1. Introduction
2. Materials and Methods
2.1. Material and Processing Parameters
2.2. Static Tensile Tests
2.3. Microstructural Study and Image Analysis
2.4. X-ray Diffraction
3. Results
3.1. Mechanical Properties
3.2. Microtructural Behavior
3.3. Mechanical Stability of Retained Austenite
- Phase I—homogeneous deformation of ferrite matrix by mobile dislocation slip near austenitic-bainitic regions; the hardening is characterized by a high rate at this stage,
- Phase II—limitation of the fall of work hardening rate with little deformation of ferrite and most intense strain-induced transformation of retained austenite into martensite (mainly the block grains);
- Phase III—deformation of ferrite, bainite and strain-induced martensitic transformation of the smaller retained austenite grains; the deformation of structural constituents is accompanied by dynamic recovery [35].
4. Discussion
5. Conclusions
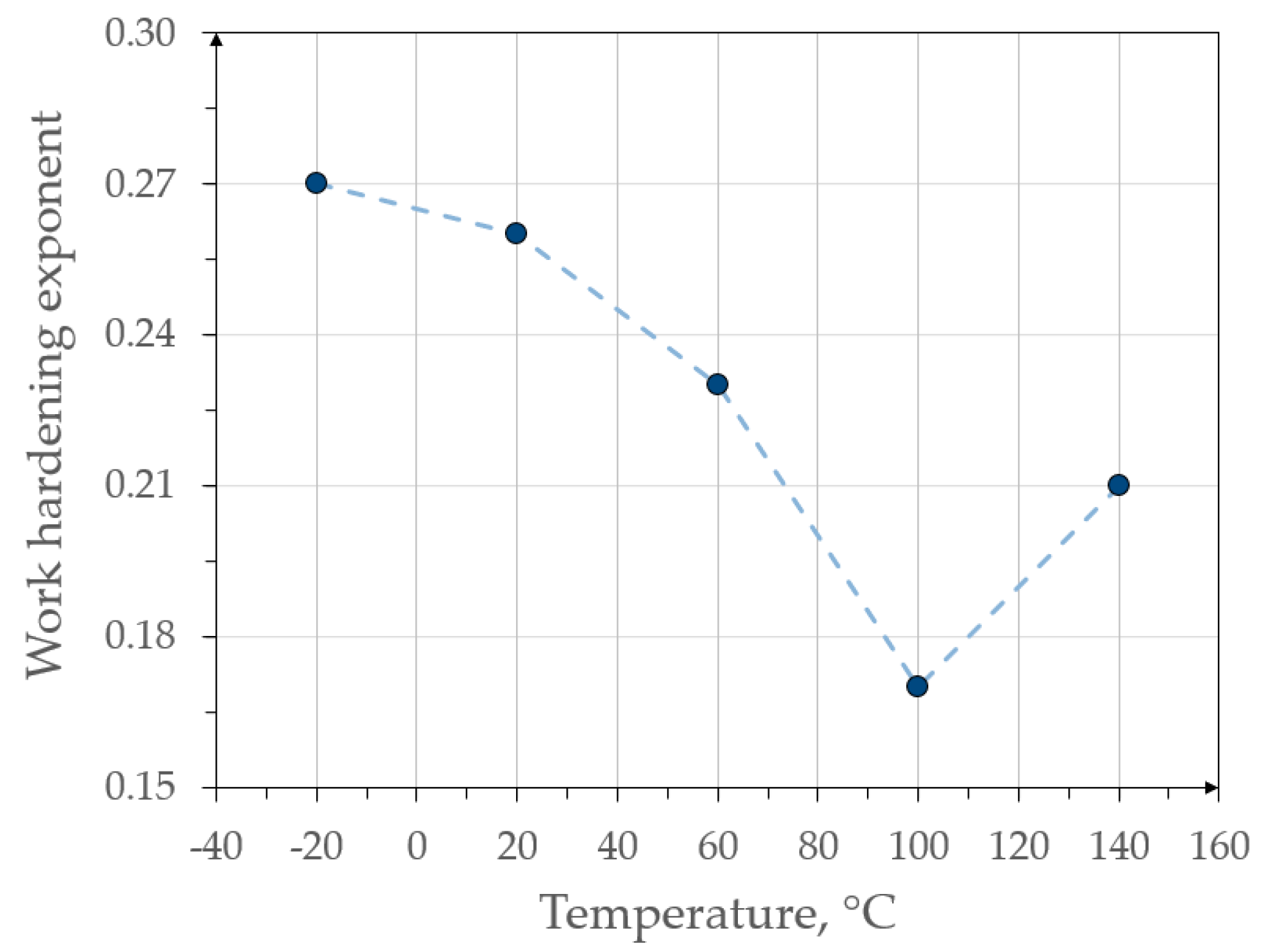
- Samples deformed at 20 and 60 °C showed the best combination of strength (UTS ~ 890 and 818 MPa, respectively) and plastic properties (TEl ~ 18.3% and 19.1%, respectively) at maximum work hardening exponents of 0.26 and 0.23.
- The deformation temperature and grain size had a great impact on the austenite stability. Its mechanical stability increased with increasing temperature from ks of 2.6 at −20 °C to 0.15 at 140 °C and with the reducing size of the retained austenite grains.
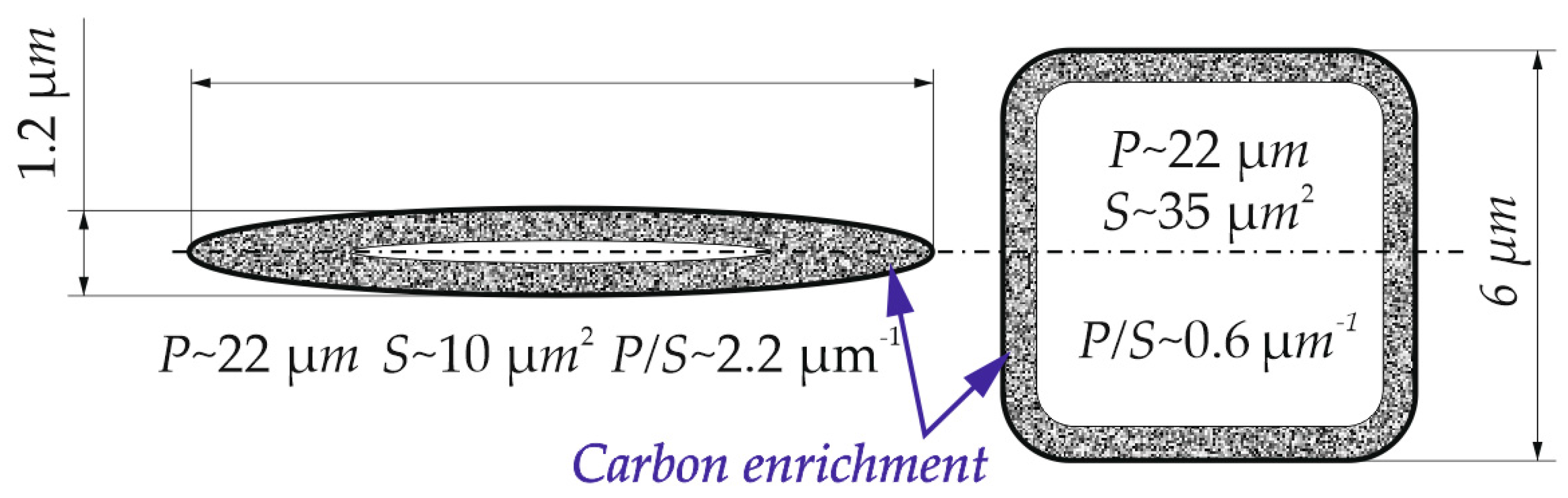
- Blocky grains of retained austenite were more susceptible to the strain-induced martensitic transformation compared to layer-type grains. The martensitic transformation occurred primarily in the central areas of austenite grains resulting in forming numerous austenitic-martensitic constituents. This is due to the lower enrichment of central areas in carbon.
- The increased carbon concentration in the investigated steel resulted in some overstabilization of the retained austenite. As a result, after deformation even at negative and room temperatures, large fractions of this phase remained in the deformed microstructures.
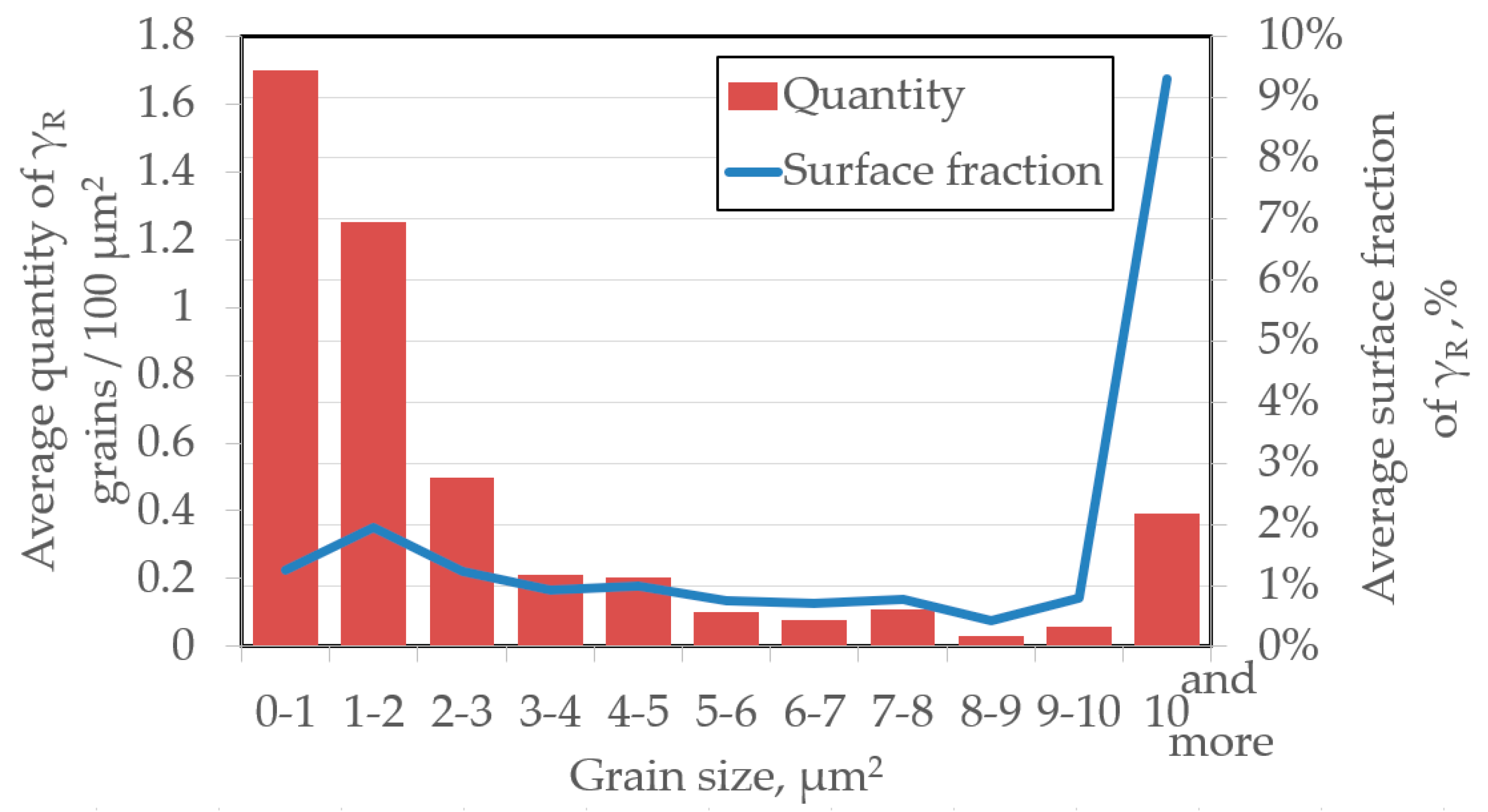
- Plastic deformation and the formation of strain-induced martensite caused the austenite fragmentation. This led to an increase in the number of small retained austenite grains making the microstructure more fine-grained and mechanically stable.
- Jaoul–Crussard analysis showed a decrease in the contribution of the strain-induced martensitic transformation at temperatures above 60 °C to the entire strengthening. There was a lack of clear second phase of the strengthening at elevated temperatures.
- Knowledge on retained austenite stability at various temperatures allows optimization of the chemical composition and heat treatment parameters in terms of the operating conditions of finished components. The increasing stability can also be used to obtain ready-made elements with increased content of this phase. This allows the energy absorption of this material to increase resulting in improved vehicle passenger safety.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Roumen, H.; Juri, S.; Leo, A. Advanced high-strength steels: Microstructure and texture evolution. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: New York, NY, USA, 2016; ISBN 978-1-4665-1104-0. [Google Scholar]
- Opiela, M.; Grajcar, A. Elaboration of forging conditions on the basis of the precipitation analysis of MX-type phases in microalloyed steels. Arch. Civ. Mech. Eng. 2012, 12, 427–435. [Google Scholar] [CrossRef]
- Grajcar, A.; Lesz, S. Influence of Nb microaddition on a microstructure of low-alloyed steels with increased manganese content. Mater. Sci. Forum 2012, 706–709, 2124–2129. [Google Scholar] [CrossRef]
- Sugimoto, K.; Sakaguchi, J.; Iida, T.; Kashima, T. Stretch-flangeability of a high-strength TRIP type bainitic sheet steel. ISIJ Int. 2000, 40, 920–926. [Google Scholar] [CrossRef]
- Grajcar, A.; Radwański, K. Microstructural comparison of the thermomechanically treated and colddeformed nb-microalloyed TRIP steel. Mater. Technol. 2014, 48, 679–683. [Google Scholar]
- Grajcar, A.; Kwaśny, W.; Zalecki, W. Microstructure–property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- Kokosza, A.; Pacyna, J. Influence of austenitising temperature on kinetics of phase transformations in medium carbon TRIP steel. Mater. Sci. Technol. 2015, 31, 803–807. [Google Scholar] [CrossRef]
- Górka, J.; Stano, S. Microstructure and properties of hybrid laser arc welded joints (laser beam-mag) in thermo-mechanical control processed S700MC steel. Metals 2018, 8, 132. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Lisiecki, A. Weld metal toughness of autogenous laser-welded joints of high-strength steel Domex 960. Mater. Perf. Charact. 2019, 8, 20190071. [Google Scholar] [CrossRef]
- Hojny, M.; Głowacki, M.; Bała, P.; Bednarczyk, W.; Zalecki, W. Multiscale model of heating-remelting-cooling in the Gleeble 3800 thermo-mechanical simulator system. Arch. Metall. Mater. 2019, 64, 401–412. [Google Scholar] [CrossRef]
- Farahani, H. Solid State Phase Transformations in Medium Manganese Steels. Available online: https://pure.tudelft.nl/portal/files/47721889/Thesis_draft_Hussein_Farahani_november2018.pdf (accessed on 10 May 2020).
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Grajcar, A.; Kamińska, M.; Opiela, M.; Skrzypczyk, P.; Grzegorczyk, B.; Kalinowska-Ozgowicz, E. Segregation of alloying elements in thermomechanically rolled medium-Mn multiphase steels. J. Achiev. Mater. Manuf. Eng. 2012, 55, 256–264. [Google Scholar]
- Muránsky, O.; Horňak, P.; Zrník, J.; Šittner, P. Investigation of retained austenite stability in Mn-Si TRIP steel in tensile deformation condition. J. Achiev. Mater. Manuf. Eng. 2006, 14, 26–30. [Google Scholar]
- Yang, H.; Bhadeshia, H. Austenite grain size and the martensite-start temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- De Knijf, D.; Föjer, C.; Kestens, L.A.I.; Petrov, R. Factors influencing the austenite stability during tensile testing of Quenching and Partitioning steel determined via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar] [CrossRef]
- Jacques, P.J.; Delannay, F.; Ladrière, J. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- De Knijf, D.; Petrov, R.; Föjer, C.; Kestens, L.A.I. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater. Sci. Eng. A 2014, 615, 107–115. [Google Scholar] [CrossRef]
- Zhang, S.; Findley, K.O. Quantitative assessment of the effects of microstructure on the stability of retained austenite in TRIP steels. Acta Mater. 2013, 61, 1895–1903. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ Int. 2013, 53, 1224–1230. [Google Scholar] [CrossRef]
- Caballero, F.G.; GarcíA-Mateo, C.; Chao, J.; Santofimia, M.J.; Capdevila, C.; de Andrés, C.G. Effects of morphology and stability of retained austenite on the ductility of TRIP-aided bainitic steels. ISIJ Int. 2008, 48, 1256–1262. [Google Scholar] [CrossRef]
- Kim, K.-W.; Kim, K.L.; Lee, C.-H.; Kang, J.-Y.; Lee, T.-H.; Cho, K.-M.; Oh, K.H. Control of retained austenite morphology through double bainitic transformation. Mater. Sci. Eng. A 2016, 673, 557–561. [Google Scholar] [CrossRef]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Asoo, K.; Tomota, Y.; Harjo, S.; Okitsu, Y. Tensile behavior of a TRIP-aided ultra-fine grained steel studied by neutron diffraction. ISIJ Int. 2011, 51, 145–150. [Google Scholar] [CrossRef]
- Cong, Z.H.; Jia, N.; Sun, X.; Ren, Y.; Almer, J.; Wang, Y.D. Stress and strain partitioning of ferrite and martensite during deformation. Metall. Mater. Trans. A 2009, 40, 1383–1387. [Google Scholar] [CrossRef]
- Fathi, H.; Emadoddin, E.; Mohammadian Semnani, H.R. Simulation and experimental investigation of strain rate impact on martensitic transformation in 304L steel through dome test. J. Mater. Res. 2016, 31, 2136–2146. [Google Scholar] [CrossRef]
- Zhao, L.; Qian, L.; Zhou, Q.; Li, D.; Wang, T.; Jia, Z.; Zhang, F.; Meng, J. The combining effects of ausforming and below-Ms or above-Ms austempering on the transformation kinetics, microstructure and mechanical properties of low-carbon bainitic steel. Mater. Des. 2019, 183, 108123. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater. Des. 2009, 30, 35–48. [Google Scholar] [CrossRef]
- Min, J.; Hector, L.G., Jr.; Zhang, L.; Sun, L.; Carsley, J.E.; Lin, J. Plastic instability at elevated temperatures in a TRIP-assisted steel. Mater. Des. 2016, 95, 370–386. [Google Scholar] [CrossRef]
- Tian, R.; Li, L.; De Cooman, B.C.; Wei, X.; Sun, P. Effect of temperature and strain rate on dynamic properties of low silicon TRIP steel. J. Iron Steel Res. Int. 2006, 13, 51–56. [Google Scholar] [CrossRef]
- Kim, H.; Lee, J.; Barlat, F.; Kim, D.; Lee, M.-G. Experiment and modeling to investigate the effect of stress state, strain and temperature on martensitic phase transformation in TRIP-assisted steel. Acta Mater. 2015, 97, 435–444. [Google Scholar] [CrossRef]
- Bag, A.; Ray, K.K.; Dwarakadasa, E.S. Influence of martensite content and morphology on tensile and impact properties of high-martensite dual-phase steels. Metall. Mater. Trans. A 1999, 30, 1193–1202. [Google Scholar] [CrossRef]
- Samuel, F.H. Tensile stress-strain analysis of dual-phase structures in an Mn-Cr-Si steel. Mater. Sci. Eng. A 1987, 92, L1–L4. [Google Scholar] [CrossRef]
- Ludwik, P. Elemente der Technologischen Mechanic; Springer: Berlin, Germany, 1909. [Google Scholar]
- Swift, H.W. Plastic instability under plane stress. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Hertelé, S.; De Waele, W.; Denys, R. A generic stress–strain model for metallic materials with two-stage strain hardening behaviour. Int. J. Non Linear Mech. 2011, 46, 519–531. [Google Scholar] [CrossRef]
- Grajcar, A.; Kozłowska, A.; Radwański, K.; Skowronek, A. Quantitative analysis of microstructure evolution in hot-rolled multiphase steel subjected to interrupted tensile test. Metals 2019, 9, 1304. [Google Scholar] [CrossRef]
- Sugimoto, K.; Nakano, K.; Song, S.-M.; Kashima, T. Retained austenite characteristics and stretch-flangeability of high-strength low-alloy TRIP type bainitic sheet steels. ISIJ Int. 2002, 42, 450–455. [Google Scholar] [CrossRef]
- Ding, R.; Tang, D.; Zhao, A.; Dong, R.; Cheng, J.; Meng, X. Effect of intercritical temperature on quenching and partitioning steels originated from martensitic pre-microstructure. J. Mater. Res. 2014, 29, 2525–2533. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C. Analysis of the strain-induced martensitic transformation of retained austenite in cold rolled micro-alloyed TRIP steel. Steel Res. Int. 2008, 79, 513–522. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Krüger, L.; Jahn, A. Investigations on martensite formation in CrMnNi-TRIP steels. In Proceedings of the ESOMAT 2009—8th European Symposium on Martensitic Transformations; EDP Sciences: Prague, Czech Republic, 2009; pp. 5–22. [Google Scholar]
- Kučerová, L.; Opatová, K.; Káňa, J.; Jirková, H. High versatility of niobium alloyed AHSS. Rch. Metall. Mater. 2017, 62, 1485–1491. [Google Scholar] [CrossRef]
- Cai, Z.H.; Li, H.Y.; Jing, S.Y.; Li, Z.C.; Ding, H.; Tang, Z.Y.; Misra, R.D.K. Influence of annealing temperature on microstructure and tensile property of cold-rolled Fe-0.2C-11Mn-6Al steel. Mater. Charact. 2018, 137, 256–262. [Google Scholar] [CrossRef]
- Grajcar, A.; Kilarski, A.; Kozłowska, A.; Radwański, K. Microstructure evolution and mechanical stability of retained austenite in thermomechanically processed medium-Mn steel. Materials 2019, 12, 501. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, W.-T.; Yan, S.; Chen, L.-Q. Effect of microstructure on tensile behavior and mechanical stability of retained austenite in a cold-rolled Al-containing TRIP steel. Acta Metall. Sin. Engl. Lett. 2019, 32, 1237–1243. [Google Scholar] [CrossRef]
- Zhang, M.; Li, L.; Ding, J.; Wu, Q.; Wang, Y.-D.; Almer, J.; Guo, F.; Ren, Y. Temperature-dependent micromechanical behavior of medium-Mn transformation-induced-plasticity steel studied by in situ synchrotron X-ray diffraction. Acta Mater. 2017, 141, 294–303. [Google Scholar] [CrossRef]
- Kozłowska, A.; Janik, A.; Radwański, K.; Grajcar, A. Microstructure evolution and mechanical stability of retained austenite in medium-Mn steel deformed at different temperatures. Materials 2019, 12, 3042. [Google Scholar] [CrossRef]
- Asghari, A.; Zarei-Hanzaki, A.; Eskandari, M. Temperature dependence of plastic deformation mechanisms in a modified transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2013, 579, 150–156. [Google Scholar] [CrossRef]
- Zou, D.Q.; Li, S.H.; He, J. Temperature and strain rate dependent deformation induced martensitic transformation and flow behavior of quenching and partitioning steels. Mater. Sci. Eng. A 2017, 680, 54–63. [Google Scholar] [CrossRef]
- Poddar, D.; Ghosh, C.; Bhattacharya, B.; Singh, V.K. Development of high ductile ultra high strength structural steel through stabilization of retained austenite and stacking fault. Mater. Sci. Eng. A 2019, 762, 138079. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Choi, C. Driving force for γ→ε martensitic transformation and stacking fault energy of γ in Fe-Mn binary system. Metall. Mater. Trans. A 2000, 31, 355–360. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Low temperature bainite. J. Phys. IV Fr. 2003, 112, 285–288. [Google Scholar] [CrossRef]
- De Moor, E.; Lacroix, S.; Clarke, A.J.; Penning, J.; Speer, J.G. Effect of retained austenite stabilized via quench and partitioning on the strain hardening of martensitic steels. Metall. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Addressing retained austenite stability in advanced high strength steels. Mater. Sci. Forum 2013, 738–739, 212–216. [Google Scholar] [CrossRef]
- Singh, S.B.; Bhadeshia, H.K.D.H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- García-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical properties of low-temperature bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar] [CrossRef]
- Sugimoto, K.; Yu, B.; Mukai, Y.; Ikeda, S. Microstructure and Formability of Aluminum Bearing TRIP-Aided Steels with Annealed Martensite Matrix. ISIJ Int. 2005, 45, 1194–1200. [Google Scholar] [CrossRef]
- Sugimoto, K.; Kikuchi, R.; Hashimoto, S. Development of high strength low alloy TRIP-aided steels with annealed martensite matrix. Steel Res. 2002, 73, 253–258. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Al | Nb | Ti | P | S | N | O |
|---|---|---|---|---|---|---|---|---|---|---|
| wt % | 0.43 | 1.45 | 0.98 | 1.00 | 0.033 | 0.01 | 0.01 | 0.004 | 0.0028 | 0.0009 |
| Deformation Temperature, °C | YS0.2, MPa | UTS, MPa | TEl, % |
|---|---|---|---|
| −20 | 536 | 853 | 15.8 |
| 20 | 540 | 889 | 18.3 |
| 60 | 502 | 818 | 19.1 |
| 100 | 490 | 719 | 17.1 |
| 140 | 475 | 702 | 17.3 |
| Amount of Retained Austenite at Initial Microstructure = 19.1% 1 | ||||
|---|---|---|---|---|
| Deformation Temperature, °C | SγR, % 1 | VγR, % 2 | Percentage of γR that Remained Stable Compared to the Initial Microstructure, % | The Smallest γR Grain Transformed into Martensite during Deformation, μm 2 |
| −20 | 8.6 ± 2.1 | 6 | 45 | <1 |
| 20 | 10.5 ± 1.8 | 8 | 55 | <1 |
| 60 | 13.9 ± 1.9 | 12 | 73 | <1 |
| 100 | 15.7 ± 1.5 | 14 | 82 | 1–2 |
| 140 | 19.0 ± 1.3 | 17 | 99 | 3–4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skowronek, A.; Grajcar, A. Effect of Deformation Temperature on the Mechanical Behavior and Stability of Retained Austenite in TRIP-Assisted Medium-C Multiphase Steel. Materials 2020, 13, 2433. https://doi.org/10.3390/ma13112433
Skowronek A, Grajcar A. Effect of Deformation Temperature on the Mechanical Behavior and Stability of Retained Austenite in TRIP-Assisted Medium-C Multiphase Steel. Materials. 2020; 13(11):2433. https://doi.org/10.3390/ma13112433
Chicago/Turabian StyleSkowronek, Adam, and Adam Grajcar. 2020. "Effect of Deformation Temperature on the Mechanical Behavior and Stability of Retained Austenite in TRIP-Assisted Medium-C Multiphase Steel" Materials 13, no. 11: 2433. https://doi.org/10.3390/ma13112433
APA StyleSkowronek, A., & Grajcar, A. (2020). Effect of Deformation Temperature on the Mechanical Behavior and Stability of Retained Austenite in TRIP-Assisted Medium-C Multiphase Steel. Materials, 13(11), 2433. https://doi.org/10.3390/ma13112433