Dilatometric and Microstructural Study of Martensite Tempering in 4% Mn Steel



Abstract
1. Introduction
2. Material and Experiments
2.1. Material
2.2. Experimental Details
3. Results and Discussion
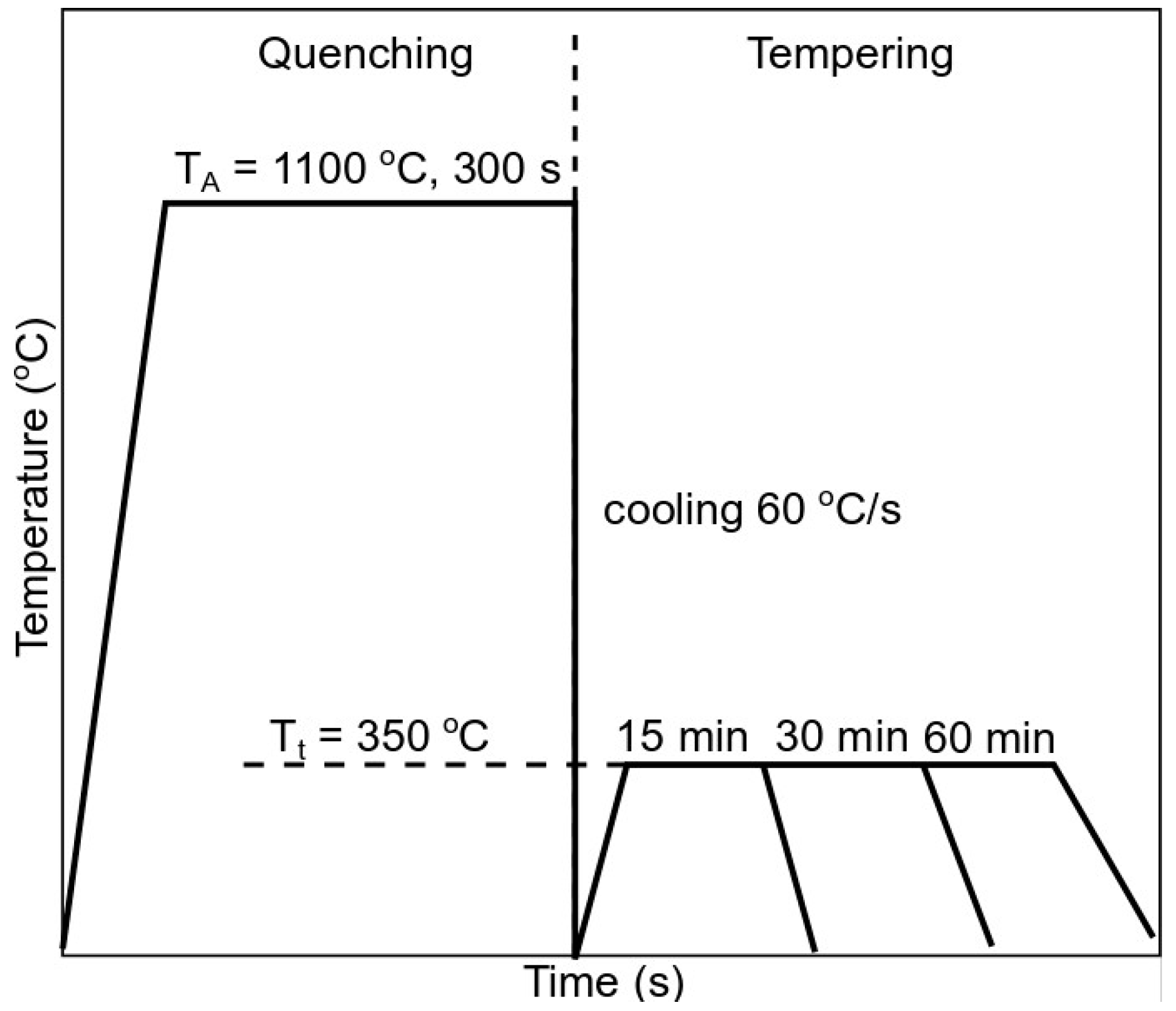
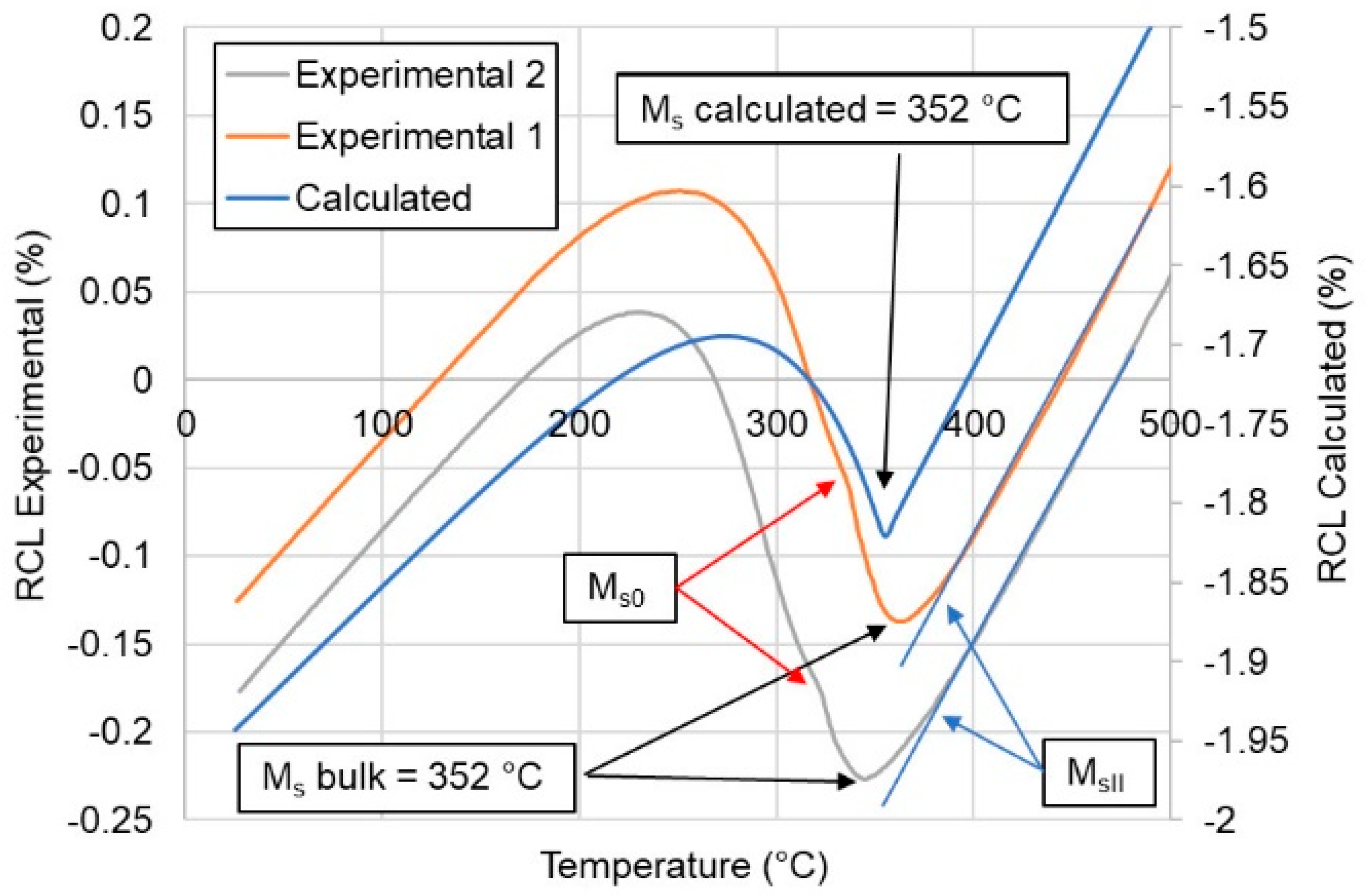
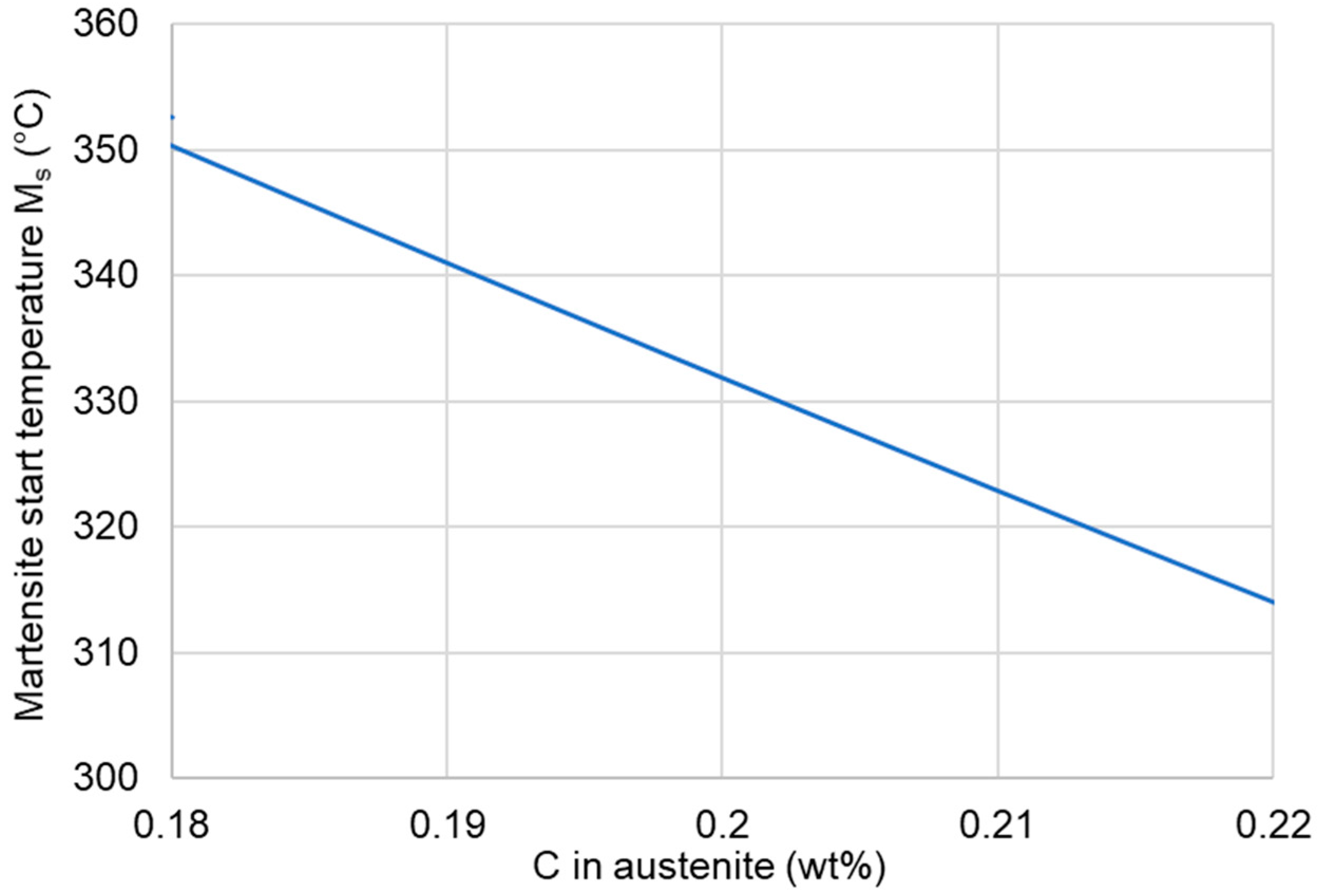
3.1. Quenching Behavior
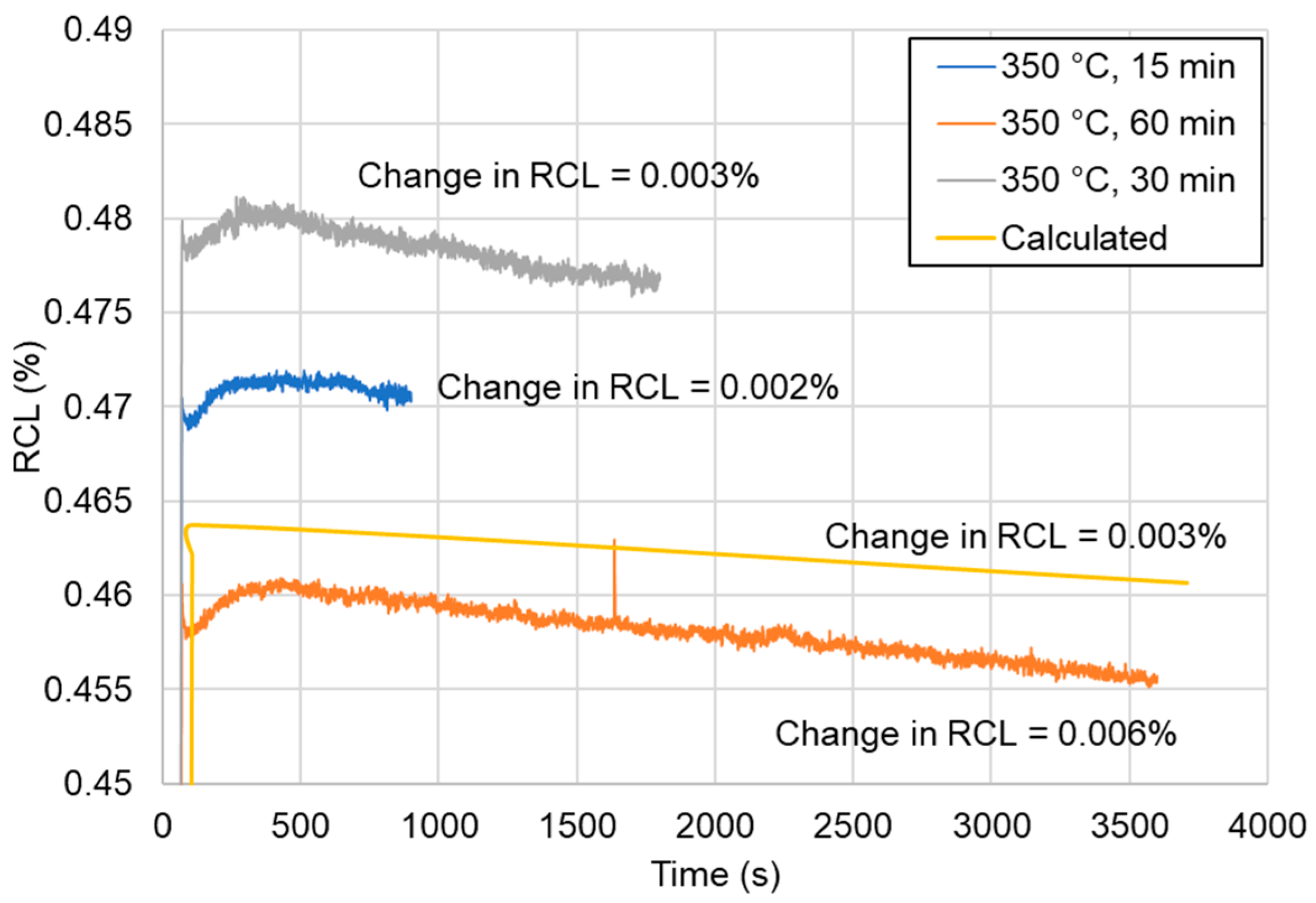
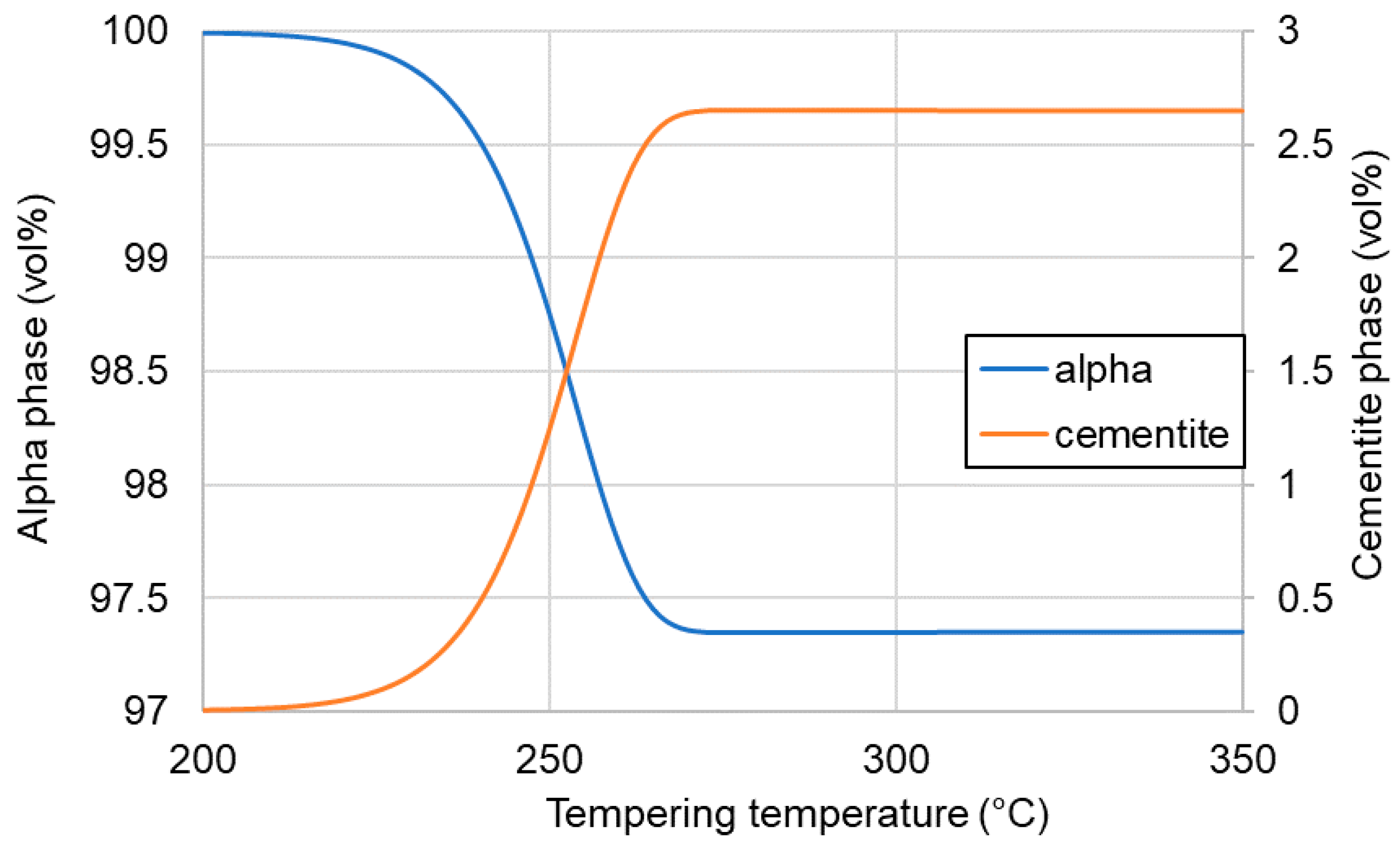
3.2. Tempering Behavior
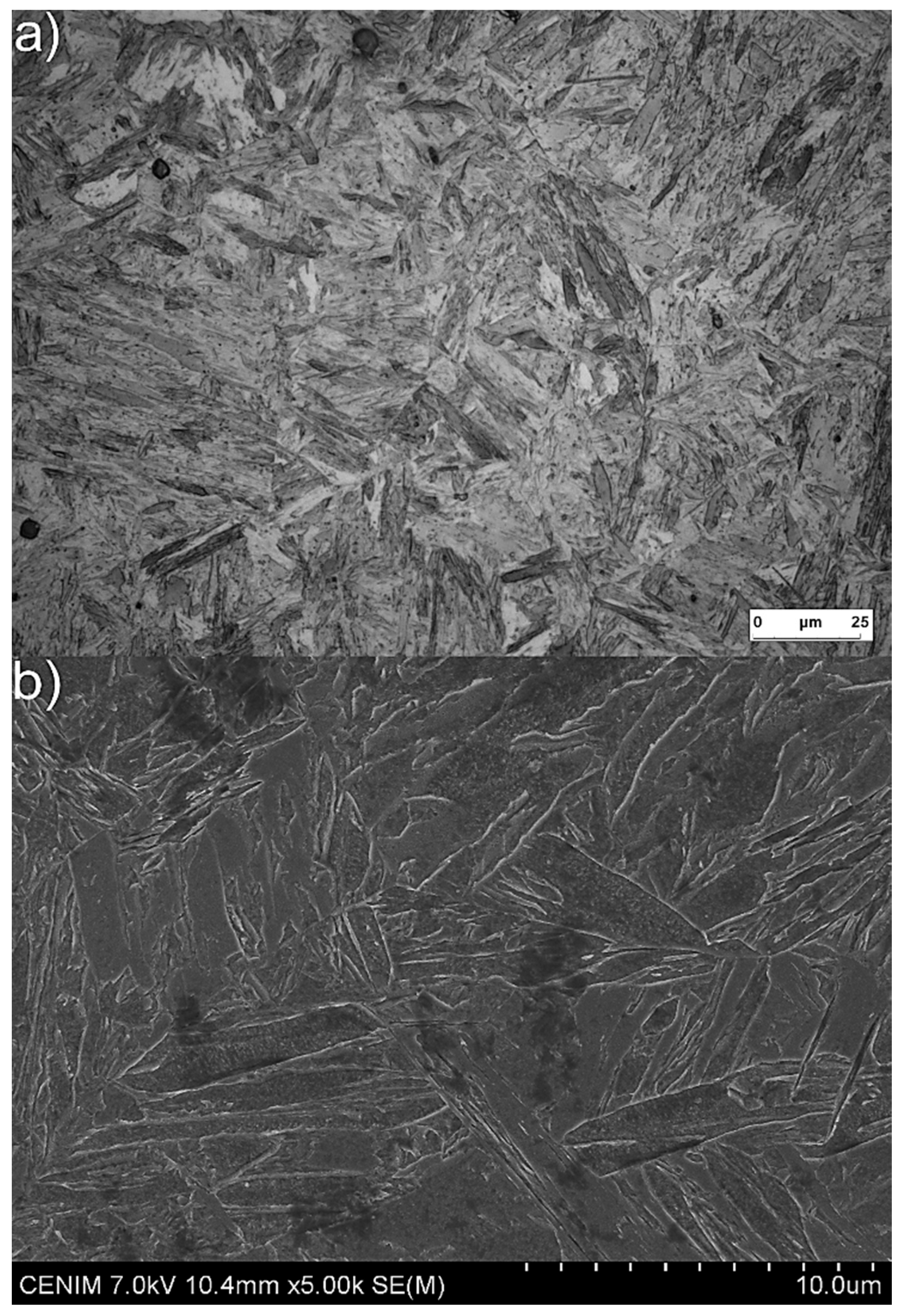
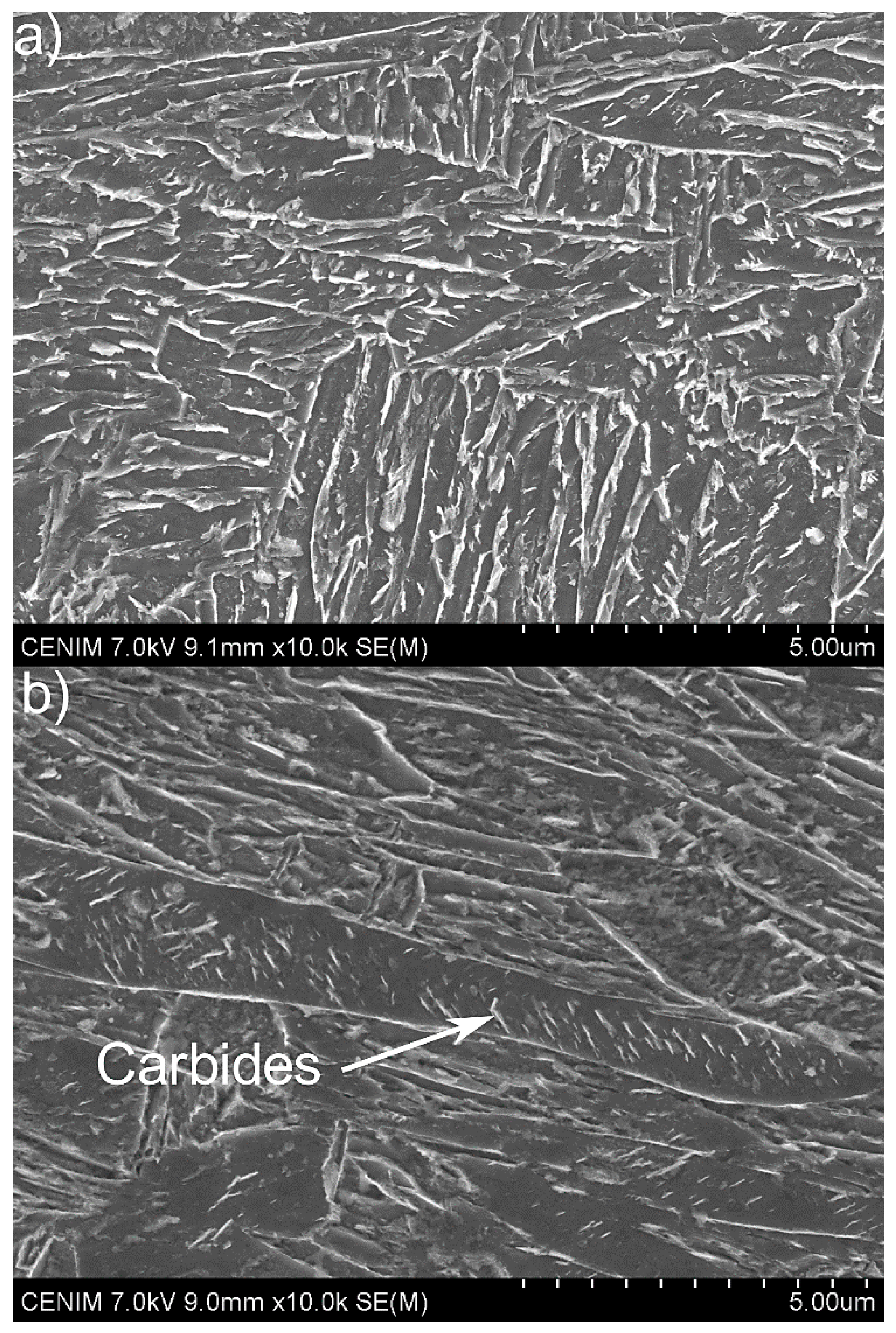
3.3. Microstructure
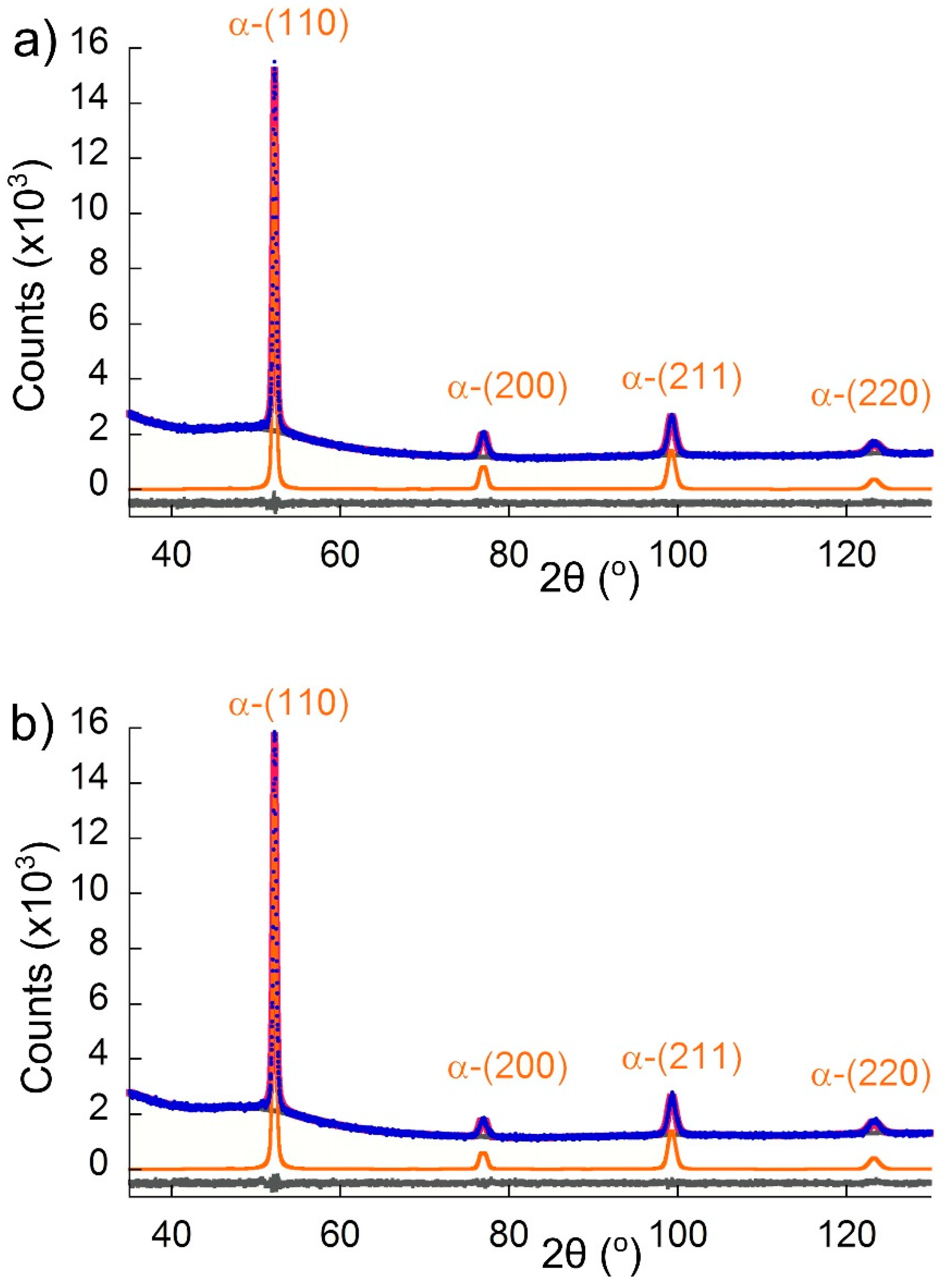
3.4. X-ray Diffraction
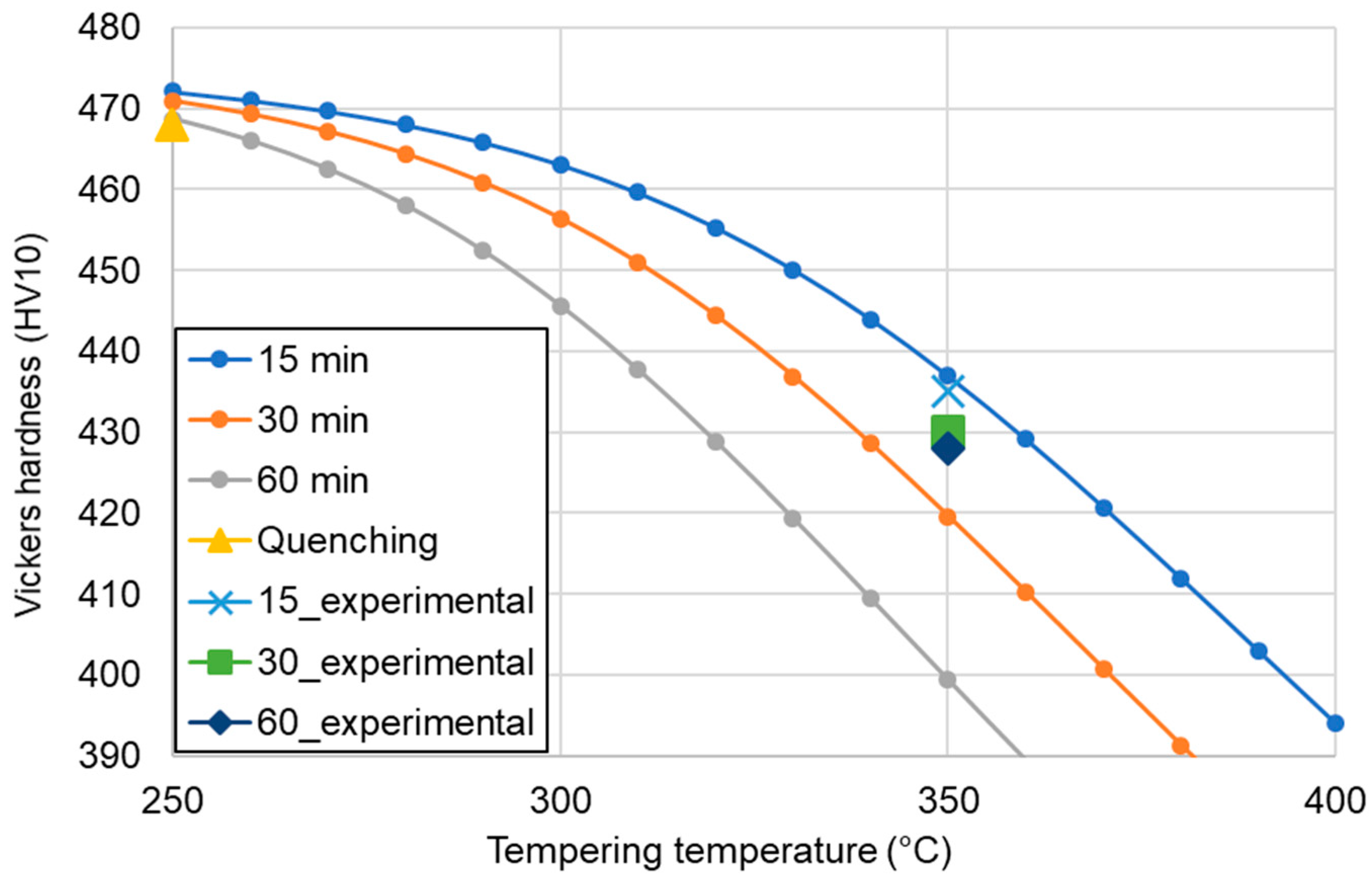
3.5. Hardness
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Schneider, R.; Steineder, K.; Krizan, D.; Sommitsch, C. Effect of the heat treatment on the microstructure and mechanical properties of medium-Mn-steels. Mater. Sci. Technol. 2018, 35, 2045–2053. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.-W. Microstructures and Mechanical Properties of 7Mn Steel Manufactured by Different Rolling Processes. Metals 2017, 7, 464. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef]
- Yoozbashi, M.; Yazdani, S.; Wang, T. Design of a new nanostructured, high-Si bainitic steel with lower cost production. Mater. Des. 2011, 32, 3248–3253. [Google Scholar] [CrossRef]
- Shen, Y.; Qiu, L.; Sun, X.; Zuo, L.; Liaw, P.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Sun, X.; Wang, Y.; Zuo, L.; Misra, R. Improved ductility of a transformation-induced-plasticity steel by nanoscale austenite lamellae. Mater. Sci. Eng. A 2013, 583, 1–10. [Google Scholar] [CrossRef]
- Long, X.; Zhang, F.; Kang, J.; Lv, B.; Shi, X. Low-temperature bainite in low-carbon steel. Mater. Sci. Eng. A 2014, 594, 344–351. [Google Scholar] [CrossRef]
- Jing, C.; Ding, X.; Ye, D.; Zhao, J.; Lin, T.; Xu, S. Effect of Different Isothermal Time on Microstructure and Mechanical Property of the Low-Carbon Steel Treated by Dual-Stable C-Mn Partitioning Process. Scanning 2020, 2020, 5931721. [Google Scholar] [CrossRef]
- Ayenampudi, S.; Celada-Casero, S.; Sietsma, J.; Santofimia, M.J. Microstructure evolution during high-temperature partitioning of a medium-Mn quenching and partitioning steel. Materialia 2019, 8, 1–11. [Google Scholar] [CrossRef]
- Bala, P.; Pacyna, J. The kinetics of phase transformations during tempering of the new hot working tool steel designed for a large size forging dies. Steel Res. Int. 2008, 2, 407–413. [Google Scholar]
- Górka, J.; Opiela, M. Structure and Properties of High-Strength Low-Alloy Steel Melted by the Laser Beam. Mater. Perform. Charact. 2019, 8, 1–10. [Google Scholar] [CrossRef]
- Grajcar, A.; Radwanski, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Opiela, M.; Grajcar, A. Elaboration of forging conditions on the basis of the precipitation analysis of MX-type phases in microalloyed steels. Arch. Civ. Mech. Eng. 2012, 12, 427–435. [Google Scholar] [CrossRef]
- ASTM. Standard Practice for Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase Transformations; A1033-04; ASTM International: West Conshohocken, PA, USA, 2004; Available online: https://www.astm.org/ (accessed on 25 March 2020).
- A Collection of Free Downloadable Papers on the Development and Application of JMatPro; Practical Software for Materials Properties. Sente software Ltd., 2005. Available online: http://www.sentesoftware.co.uk/biblio.html (accessed on 1 September 2020).
- Hidalgo, J.; Celada, C.; Santofimia, M.J. Fracture mechanisms and microstructure in a medium Mn quenching and partitioning steel exhibiting macrosegregation. Mater. Sci. Eng. A 2019, 754, 766–777. [Google Scholar] [CrossRef]
- Kral, L.; Million, B.; Čermák, J. Diffusion of Carbon and Manganese in Fe-C-Mn. Defect Diffus. Forum 2007, 263, 153–158. [Google Scholar] [CrossRef]
- Garcia de Andres, C.; Caballero, F.G.; Capdevila, C.; Alvarez, L.F. Application of dilatometric analysis to the study of solid-solid phase transformation in steels. Mater. Charact. 2002, 48, 101–111. [Google Scholar] [CrossRef]
- Liang, J.-H.; Zhao, Z.; Tang, D.; Ye, N.; Yang, S.; Liu, W. Improved microstructural homogeneity and mechanical property of medium manganese steel with Mn segregation banding by alternating lath matrix. Mater. Sci. Eng. A 2018, 711, 175–181. [Google Scholar] [CrossRef]
- Kalsar, R.; Sanamar, S.; Schell, N.; Brokmeier, H.-G.; Saha, R.; Ghosh, P.; Bhagat, A.; Suwas, S. Elemental partitioning in medium Mn steel during short-time annealing: An in-situ study using synchrotron X-rays. Materialia 2020, 9, 100594. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. On the Effect of Manganese on Grain Size Stability and Hardenability in Ultrafine-Grained Ferrite/Martensite Dual-Phase Steels. Met. Mater. Trans. A 2011, 43, 37–46. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Christian, J.W. Bainite in steels. Met. Mater. Trans. A 1990, 21, 767–797. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Al | Mo | Nb |
|---|---|---|---|---|---|
| 0.18 | 3.6 | 0.23 | 1.7 | 0.2 | 0.04 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grajcar, A.; Morawiec, M.; Jimenez, J.A.; Garcia-Mateo, C. Dilatometric and Microstructural Study of Martensite Tempering in 4% Mn Steel. Materials 2020, 13, 4442. https://doi.org/10.3390/ma13194442
Grajcar A, Morawiec M, Jimenez JA, Garcia-Mateo C. Dilatometric and Microstructural Study of Martensite Tempering in 4% Mn Steel. Materials. 2020; 13(19):4442. https://doi.org/10.3390/ma13194442
Chicago/Turabian StyleGrajcar, Adam, Mateusz Morawiec, Jose Antonio Jimenez, and Carlos Garcia-Mateo. 2020. "Dilatometric and Microstructural Study of Martensite Tempering in 4% Mn Steel" Materials 13, no. 19: 4442. https://doi.org/10.3390/ma13194442
APA StyleGrajcar, A., Morawiec, M., Jimenez, J. A., & Garcia-Mateo, C. (2020). Dilatometric and Microstructural Study of Martensite Tempering in 4% Mn Steel. Materials, 13(19), 4442. https://doi.org/10.3390/ma13194442