A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height



Abstract
1. Introduction
2. Experiment
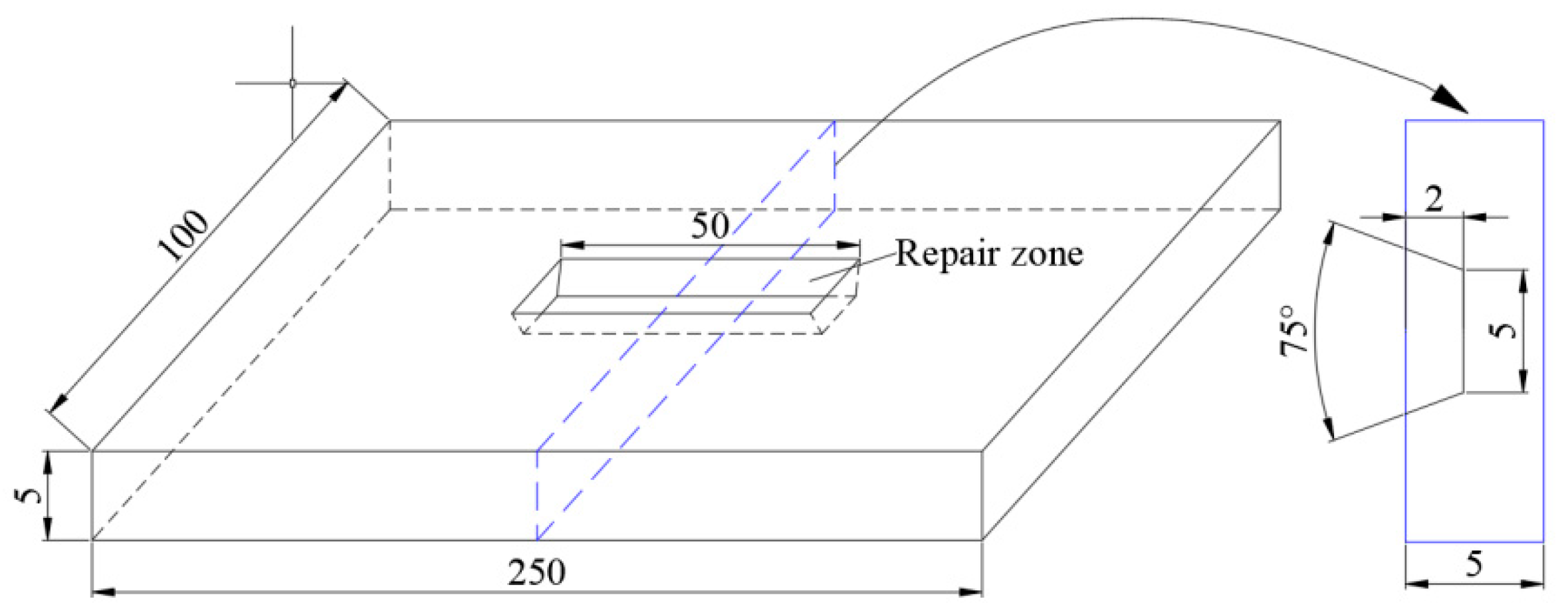
2.1. Specimen Preparation
2.2. Microstructure and Microhardness
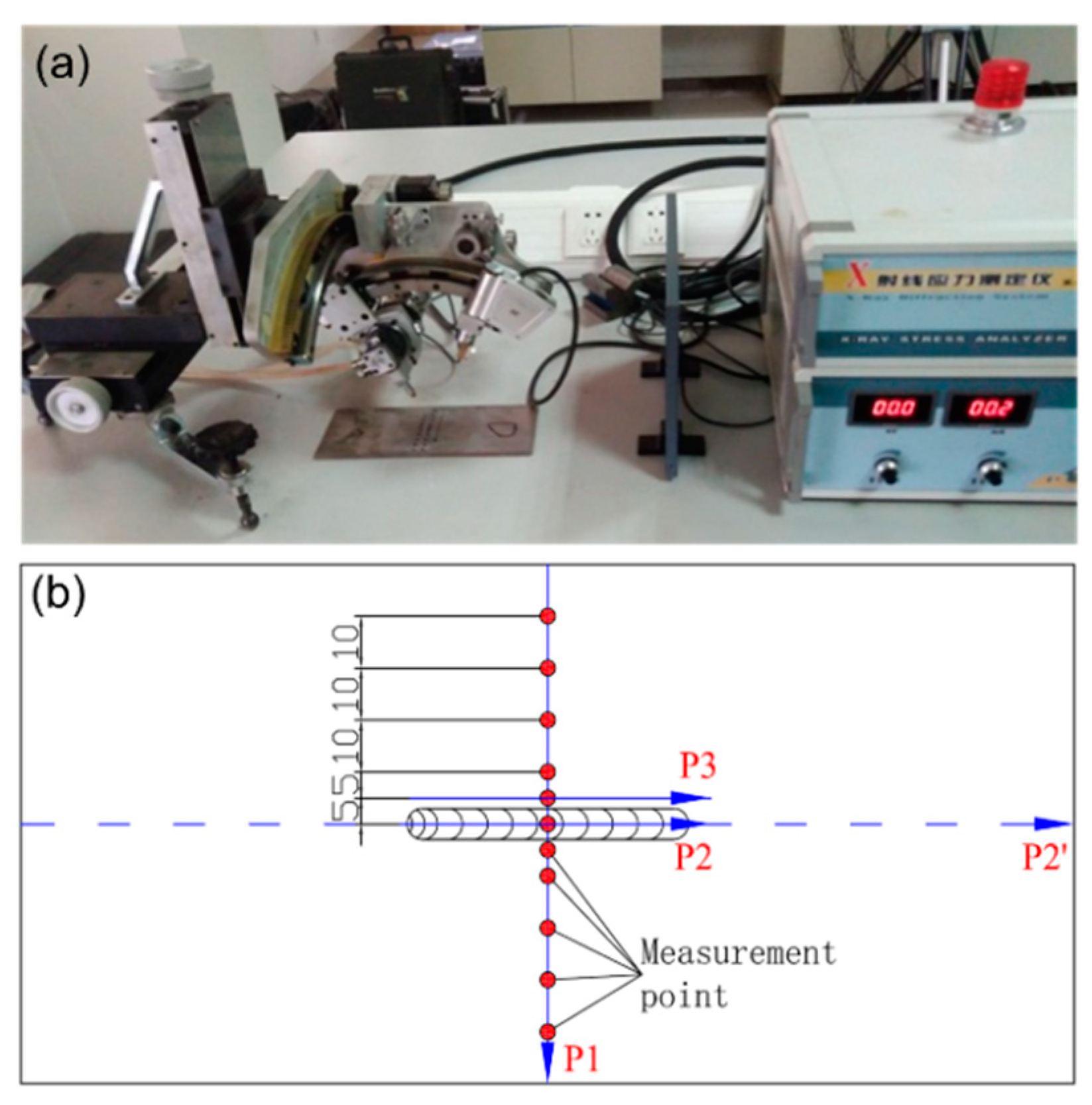
2.3. Residual Stresses Measurement
2.4. Slow Strain Rate Tests (SSRT)
3. Simulation on Residual Stresses
3.1. Finite Element Model
3.2. Welding Temperature Analysis
3.3. Residual Stress Analysis
4. Results and Discussion
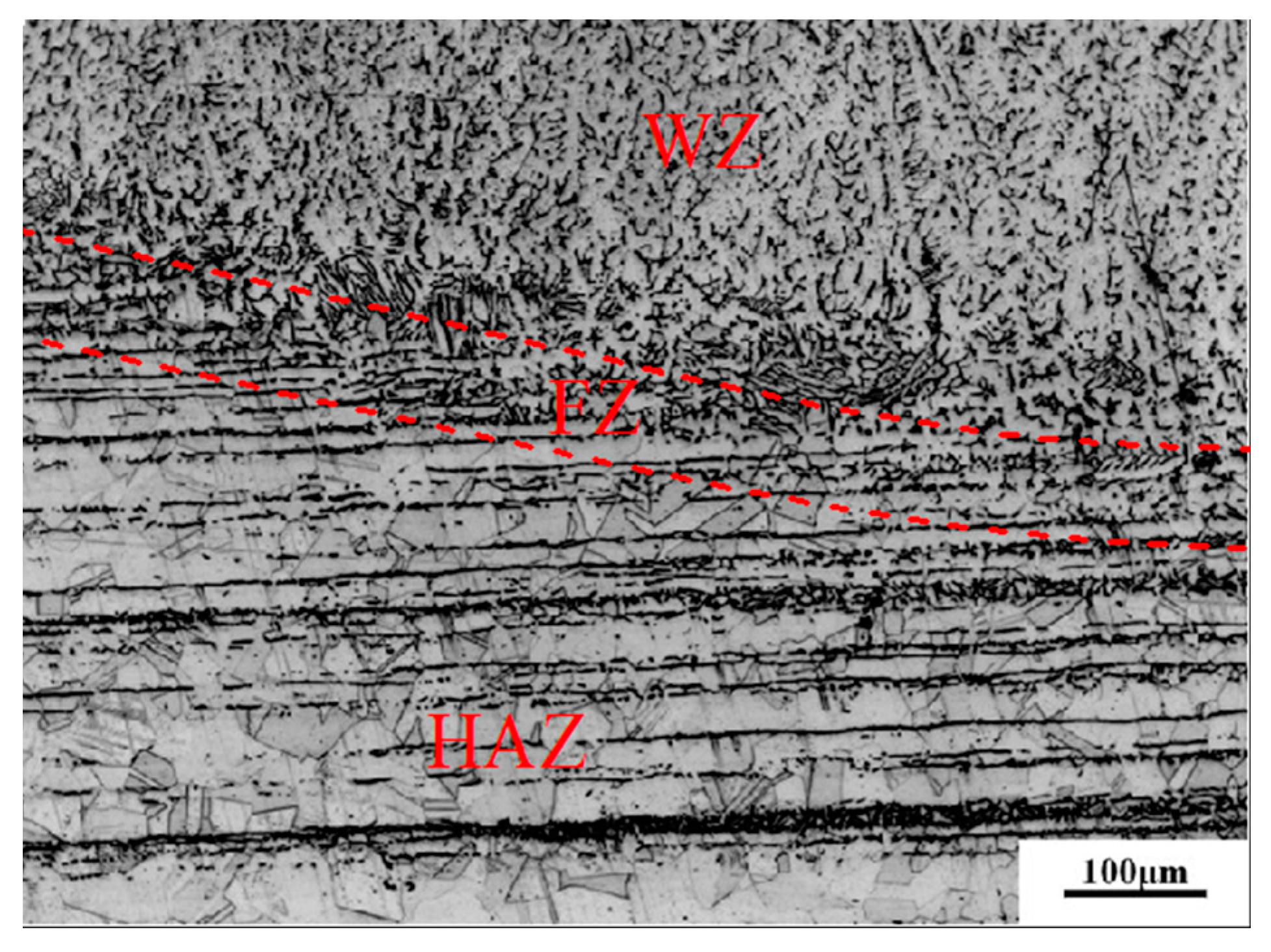
4.1. Macrostructure and Microstructure
4.2. Analysis of Residual Stresses
4.3. Analysis of SCC Sensitivity
4.4. Discussion
5. Conclusions
- The penetration width and fusion width increase with the increases of heat input. With the increases of the repair weld reinforcement height, the δ ferrite content in weld and fusion zone is obviously reduced, and the ferrite shape is gradually changed from the skeleton to the worm shape.
- The microhardness from weakest to strongest is: weld, HAZ, and fusion zone. With the increases of repair welding reinforcement height, the microhardness of weld and heat affected zone decreases. The longitudinal residual stress in the weld is obviously larger than the transverse residual stress. There is an “M” distribution for the transverse residual stress.
- With the increases of repair welding reinforcement height, the transverse and longitudinal residual stresses in the weld decrease, and the area of the transverse and longitudinal tensile stress zone near the weld decreases. The effect of reinforcement height on longitudinal stress is larger than that of transverse stress.
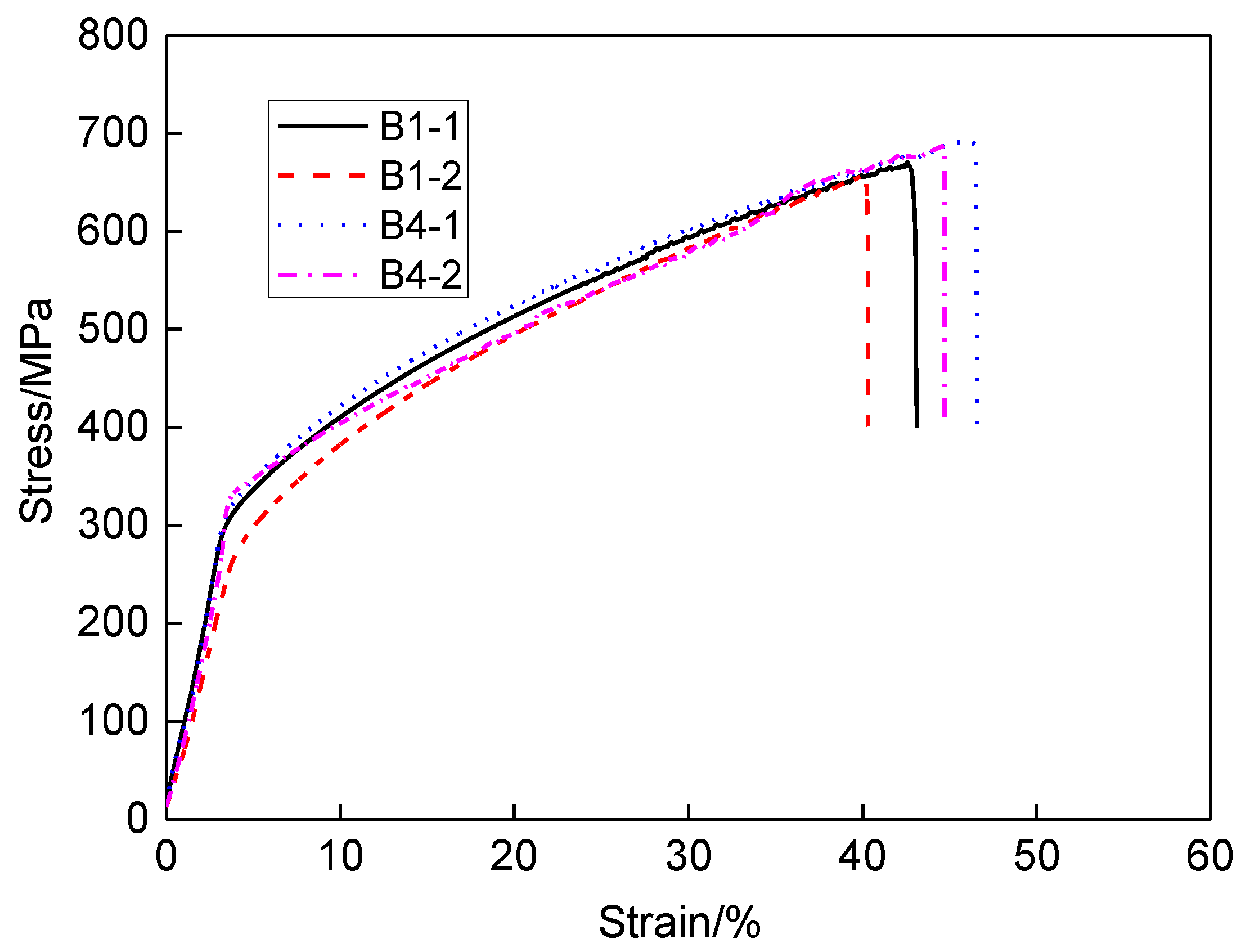
- The tensile strength and elongation for higher repair weld reinforcement height are larger than those with lower repair weld reinforcement height. The higher the repair weld reinforcement height, the lower the SCC sensitivity of the repaired joint. It is ductile fracture mode with typical dimple characteristics in weld and parent material and brittle fracture mode in HAZ with macroscopic tear cracks.
- By combining the research results of Part I and Part II, the optimized repair welding parameters for 304 stainless steel were proposed: the repair welding heat input is recommended to be larger than 5KJ/cm and the reinforcement height is suggested to be controlled within 3.5 mm, based on the considerations of microstructure, hardness, residual stress and SCC sensitivity.
Author Contributions
Funding
Conflicts of Interest
References
- Harati, E.; Karlsson, L.; Svensson, L.-E.; Dalaei, K. The relative effects of residual stresses and weld toe geometry on fatigue life of weldments. Int. J. Fatigue 2015, 77, 160–165. [Google Scholar] [CrossRef]
- Nascimento, M.P.; Voorwald, H.J.C. Considerations on corrosion and weld repair effects on the fatigue strength of a steel structure critical to the flight-safety. Int. J. Fatigue 2010, 32, 1200–1209. [Google Scholar] [CrossRef]
- Shen, L.; Gong, J.; Yu, Z.; Tu, S. Residual stress analysis of repair welding at different zone of Q345R welded joint based on finite element simulation. Trans. China Weld. Inst. 2009, 30, 57–60. [Google Scholar]
- Xu, S.; Wei, Y.; Guo, D.; Zhang, L.; Wang, W. Numerical investigation of thermo-mechanical stress in U-tube including forming effect for the SCC failure analysis. Eng. Fail. Anal. 2017, 77, 126–137. [Google Scholar] [CrossRef]
- Zhou, N.; Pettersson, R.; Peng, R.L.; Schönning, M. Effect of surface grinding on chloride induced SCC of 304L. Mater. Sci. Eng. A 2016, 658, 50–59. [Google Scholar] [CrossRef]
- Zeinoddini, M.; Arnavaz, S.; Zandi, A.P.; Vaghasloo, Y.A. Repair welding influence on offshore pipelines residual stress fields: An experimental study. J. Constr. Steel Res. 2013, 86, 31–41. [Google Scholar] [CrossRef]
- Lin, C.M.; Tsai, H.L.; Cheng, C.D.; Yang, C. Effect of repeated weld-repairs on microstructure, texture, impact properties and corrosion properties of AISI 304L stainless steel. Eng. Fail. Anal. 2012, 21, 9–20. [Google Scholar] [CrossRef]
- Aghaali, I.; Farzam, M.; Golozar, M.A.; Danaee, I. The effect of repeated repair welding on mechanical and corrosion properties of stainless steel 316L. Mater. Des. 2014, 54, 331–341. [Google Scholar] [CrossRef]
- Jiang, W.; Woo, W.; Wang, B.; Tu, S. A study of residual stress in the repair weld of stainless steel clad plate by neutron diffraction measurement and finite element method. Acta Metal. Sinica 2012, 48, 1525–1529. [Google Scholar] [CrossRef]
- Jiang, W.; Liu, Z.; Gong, J.M.; Tu, S.T. Numerical simulation to study the effect of repair width on residual stresses of a stainless steel clad plate. Int. J. Pres. Ves. Pip. 2010, 87, 457–463. [Google Scholar] [CrossRef]
- Jiang, W.; Xu, X.P.; Gong, J.M.; Tu, S.T. Influence of repair length on residual stress in the repair weld of a clad plate. Nucl. Eng. Des. 2012, 246, 211–219. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Zhang, G.; Woo, W.; Tu, S.T. Experimental to study the effect of multiple weld-repairs on microstructure, hardness and residual stress for a stainless steel clad plate. Mater. Des. 2013, 51, 1052–1059. [Google Scholar] [CrossRef]
- Dong, P.; Zhang, J.; Bouchard, P.J. Effects of repair weld length on residual stress distribution. Trans. ASME J. Press. Vessel. Technol. 2002, 124, 74–80. [Google Scholar] [CrossRef]
- Dong, P.; Hong, J.K.; Bouchard, P.J. Analysis of residual stresses at weld repairs. Int. J. Pres. Ves. Pip. 2005, 82, 258–269. [Google Scholar] [CrossRef]
- Soanes, T.P.T.; Bell, W.; Vibert, A.J. Optimising residual stresses at a repair in a steam header to tubeplate weld. Int. J. Pres. Ves. Pip. 2005, 82, 311–318. [Google Scholar] [CrossRef]
- Nam, J.Y.; Seo, D.H.; Lee, S.Y.; Hwang, W.-K.; Lee, B.Y. The effect of residual stress on the SCC using ANSYS. Pro. Eng. 2011, 10, 2615–2620. [Google Scholar] [CrossRef]
- Xu, L.; Jing, H.; Cao, J.; Li, C.; Sun, Y. H2S stress corrosion invertigation of pipeline steel welded joints. Trans. China Weld. Inst. 2010, 31, 12–16. [Google Scholar]
- Silva, C.C.; Miranda, H.C.D.; Sant’Ana, H.B.D.; Farias, J.P. Microstructure, hardness and petroleum corrosion evaluation of 316L/AWS E309MoL-16 weld metal. Mater. Charact. 2009, 60, 346–352. [Google Scholar] [CrossRef]
- Chehuan, T.; Dreilich, V.; Assis, K.S.D.; Laurindo, C.A.H.; Maranho, O.; Torres, R.D. Influence of multipass pulsed gas metal arc welding on corrosion behaviour of a duplex stainless steel. Corr. Sci. 2014, 86, 268–274. [Google Scholar] [CrossRef]
- Jiang, W.; Yu, Y.; Zhang, W.; Xiao, C.; Woo, W. Residual stress and stress fields change around fatigue crack tip: Neutron diffraction measurement and finite element modeling. Int. J. Pres. Ves. Pip. 2020, 179, 104024. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.T.; Zhang, X.C.; Em, V. Effects of low-temperature transformation and transformation-induced plasticity on weld residual stresses: Numerical study and neutron diffraction measurement. Mater. Des. 2018, 147, 65–79. [Google Scholar] [CrossRef]
- Jiang, W.; Woo, W.; Wan, Y.; Luo, Y.; Xie, X.; Tu, S.T. Evaluation of Through-Thickness Residual Stresses by Neutron Diffraction and Finite-Element Method in Thick Weld Plates. Trans. ASME J. Press. Vessel. Technol. 2017, 139, 031401. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Luo, Y. Using X-ray diffraction and FEM to analyze residual stress of tube to tubesheet welded joints in a shell and tube heat exchanger. ASME J. Press. Vessel. Technol. 2017, 139, 051405. [Google Scholar] [CrossRef]
- Strzelecki, P.; Mazurkiewicz, A.; Musiał, J.; Tomaszewski, T.; Słomion, M. Fatigue Life for Dierent Stress Concentration Factors for Stainless Steel 1.4301. Materirals 2019, 12, 3677. [Google Scholar] [CrossRef] [PubMed]
- Gartner, N.; Kosec, T.; Legat, A. Monitoring the Corrosion of Steel in Concrete Exposed to a Marine Environment. Materials 2020, 13, 407. [Google Scholar] [CrossRef]
- Böhm, M.; Kowalski, M.; Niesłony, A. Influence of the Elastoplastic Strain on Fatigue Durability Determined with the Use of the Spectral Method. Materials 2020, 13, 423. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Wan, Y.; Woo, W.; Tu, S.-T. Effect of helix angle on residual stress in the spiral welded oil pipelines: Experimental and finite element modeling. Int. J. Pres. Ves. Pip. 2018, 168, 233–245. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Chen, D.; Wimpory, R.C.; Li, M.; Liu, X. Determination of Repair Weld Residual Stress in a Tube to Tube-Sheet Joint by Neutron Diffraction and the Finite Element Method. Trans. ASME J. Press. Vessel. Technol. 2018, 140, 021404. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Zhang, Q.; Wan, Y.; Zhang, W.Y.; Wang, Y.J. Experimental and numerical study on the reduction of residual stress in the fillet weld by overlay welding and cutting method. Trans. ASME J. Press. Vessel. Technol. 2016, 138, 061405. [Google Scholar] [CrossRef]
- Jiang, W.; Yang, B.; Gong, J.M.; Tu, S.T. Effects of clad and base metal thickness on residual stress in the repair weld of a stainless steel clad plate. Trans. ASME J. Press. Vessel. Technol. 2011, 133, 061401. [Google Scholar] [CrossRef]
- Jiang, W.C.; Wang, B.Y.; Gong, J.M.; Tu, S.T. Finite element analysis of the effect of welding heat input and layer number on residual stress in repair welds for a stainless steel clad plate. Mater. Des. 2011, 32, 2851–2857. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Li, J.H.; Woo, W. Residual Stress Distribution in a Dissimilar Weld Joint by Experimental and Simulation Study. Trans. ASME J. Press. Vessel. Technol. 2016, 139, 011402. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.; Woo, W.; Tu, S.T. Neutron diffraction measurement and numerical simulation to study the effect of repair depth on residual stress in 316L stainless steel repair weld. Trans. ASME J. Press. Vessel. Technol. 2015, 137, 041406. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, H.; Wang, B.Y. Effect of impact pressure on reducing the weld residual stress by high pressure water jetting for 304 stainless steel clad plate. Trans. ASME J. Press. Vessel. Technol. 2015, 137, 031401. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.Y.; Tu, S.T.; Gong, J.M. Residual stress reduction in the penetration nozzle weld joint by overlay welding. Mater. Des. 2014, 60, 443–450. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Song, M.; Huang, Y.; Li, J.; Sun, G.; Shi, Y.; Zhai, X.; Zhao, X.; Ren, L. Distribution and formation mechanism of residual stress in duplex stainless steel weld joint by neutron diffraction and electron backscatter diffraction. Mater. Des. 2019, 1815, 108086. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Li, J.; Sun, G.; Kim, D.-K.; Woo, W.; Tu, S.-T. Weld residual stresses in a thick plate considering back chipping: Neutron diffraction, contour method and finite element simulation study. Mater. Sci. Eng. A 2017, 69924, 62–70. [Google Scholar] [CrossRef]
- Gou, R.; Zhang, Y.; Xu, X.; Sun, L.; Yang, Y. Residual Stress Measurement of New and In-Service X70 Pipelines by X-Ray Diffraction Method. Ndt. E Int. 2011, 44, 387–393. [Google Scholar] [CrossRef]
- Goldak, J.A.; Akhlaghi, M. Computational Welding Mechanics; Springer: Berlin, Germany, 2005. [Google Scholar]
- Shi, X.; Zhang, Y.L.; Zhao, J.P.; Gou, R.B. Evaluation of Welding Residual Stress Based on Temper Bead Welding Technique. Adv. Mater. Res. 2011, 418–420, 1208–1212. [Google Scholar] [CrossRef]
- Luppo, M.; Hazarabedian, A.; Ovejero-García, J. Effects of delta ferrite on hydrogen embrittlement of austenitic stainless steel welds. Corros. Sci. 1999, 41, 87–103. [Google Scholar] [CrossRef]
- Nascimento, M.P.; Voorwald, H.J.C.; Filho, J.D.C.P. Fatigue strength of tungsten inert gas-repaired weld joints in airplane critical structures. J. Mater. Proces. Technol. 2011, 211, 1126–1135. [Google Scholar] [CrossRef][Green Version]
- GB150-2011: Pressure Vssels; Standardization administration of China: Beijing, China, 2011.
- Dong, P. On repair weld residual stresses and significance to structural integrity. Weld. World 2018, 62, 351–362. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|
| Parent | 0.048 | 0.419 | 1.228 | 0.031 | 0.0018 | 18.08 | 0.011 | 8.113 | 0.0096 |
| Weld | 0.053 | 0.5 | 1.78 | 0.028 | 0.003 | 18.96 | 0.26 | 10.21 | 0.41 |
| Specimen No. | Repair Length | Repair Height | Welding Layer | Voltage | Current | Welding Speed |
|---|---|---|---|---|---|---|
| L/mm | k/mm | n | U/V | I/A | v/(mm/s) | |
| B1 | 40 | 0.5 | 1 | 20 | 110 | 3 |
| B2 | 40 | 1.0 | 1 | 20 | 110 | 2.5 |
| B3 | 40 | 2.5 | 2 | 20 | 90 | 3 |
| B4 | 40 | 3.5 | 2 | 20 | 90 | 2.5 |
| Specimen No. | Tensile Strength Rm/MPa | Fracture Time t/h | Elongation δ/% | SCC Sensitivity Index Iδ/% |
|---|---|---|---|---|
| B1-1 | 670.28 | 170.98 | 43.06 | 6.34 |
| B1-2 | 656.76 | 161.20 | 40.33 | |
| B4-1 | 691.80 | 184.78 | 46.51 | 3.91 |
| B4-2 | 687.80 | 176.82 | 44.69 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, X.; Jiang, H.-Y.; Luo, Y.; Jin, Q.; Peng, W.; Yi, C.-M. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height. Materials 2020, 13, 2434. https://doi.org/10.3390/ma13112434
Hu X, Jiang H-Y, Luo Y, Jin Q, Peng W, Yi C-M. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height. Materials. 2020; 13(11):2434. https://doi.org/10.3390/ma13112434
Chicago/Turabian StyleHu, Xiaodong, Hao-Yong Jiang, Yun Luo, Qiang Jin, Wei Peng, and Chun-Mei Yi. 2020. "A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height" Materials 13, no. 11: 2434. https://doi.org/10.3390/ma13112434
APA StyleHu, X., Jiang, H.-Y., Luo, Y., Jin, Q., Peng, W., & Yi, C.-M. (2020). A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height. Materials, 13(11), 2434. https://doi.org/10.3390/ma13112434