Enhancement of Fracture Toughness of Epoxy Nanocomposites by Combining Nanotubes and Nanosheets as Fillers

 ,
,
Abstract
:
1. Introduction
2. Results
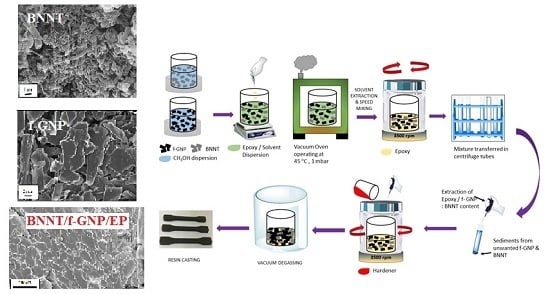
2.1. f-MWCNT/Epoxy Nanocomposite
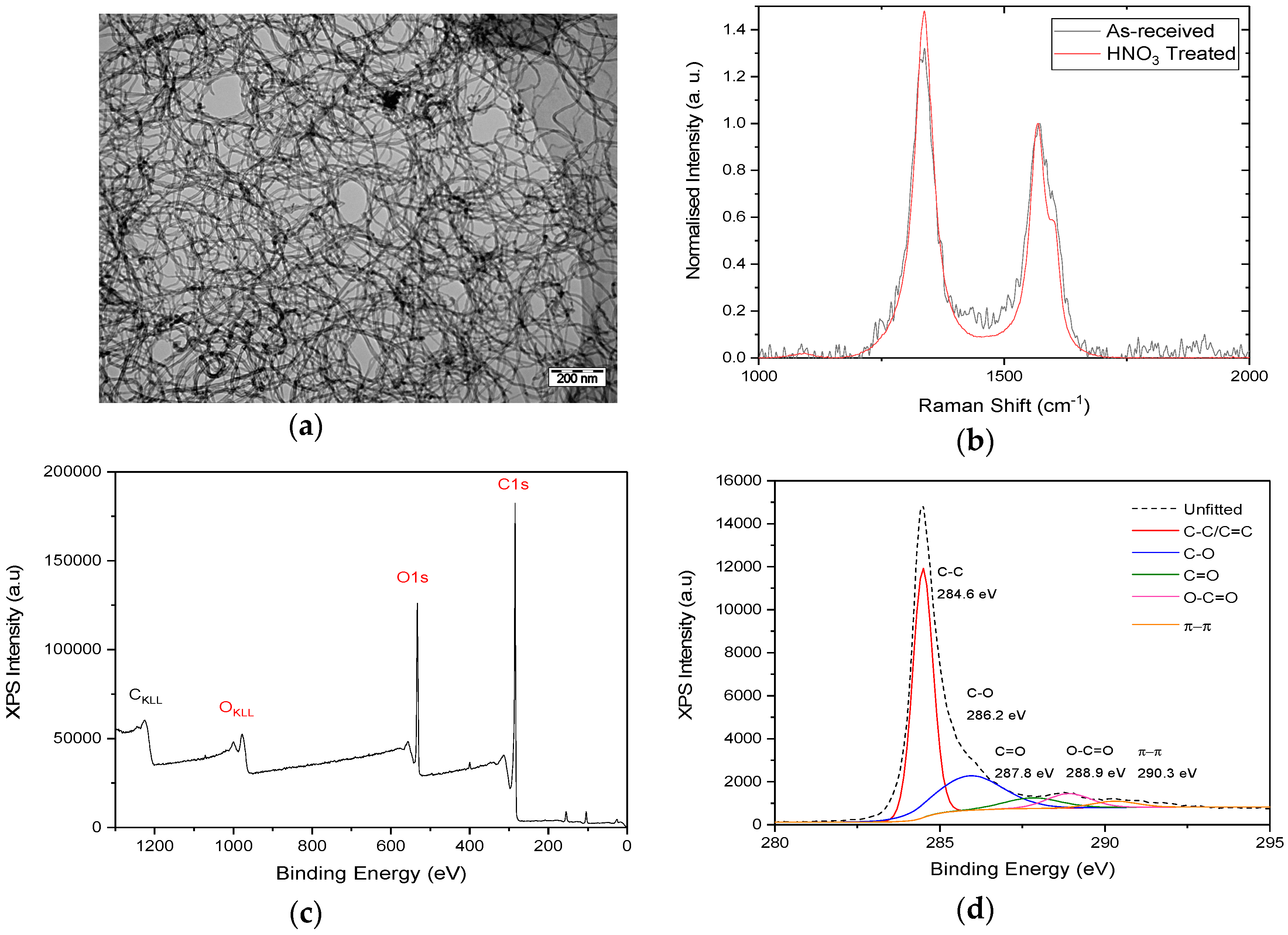
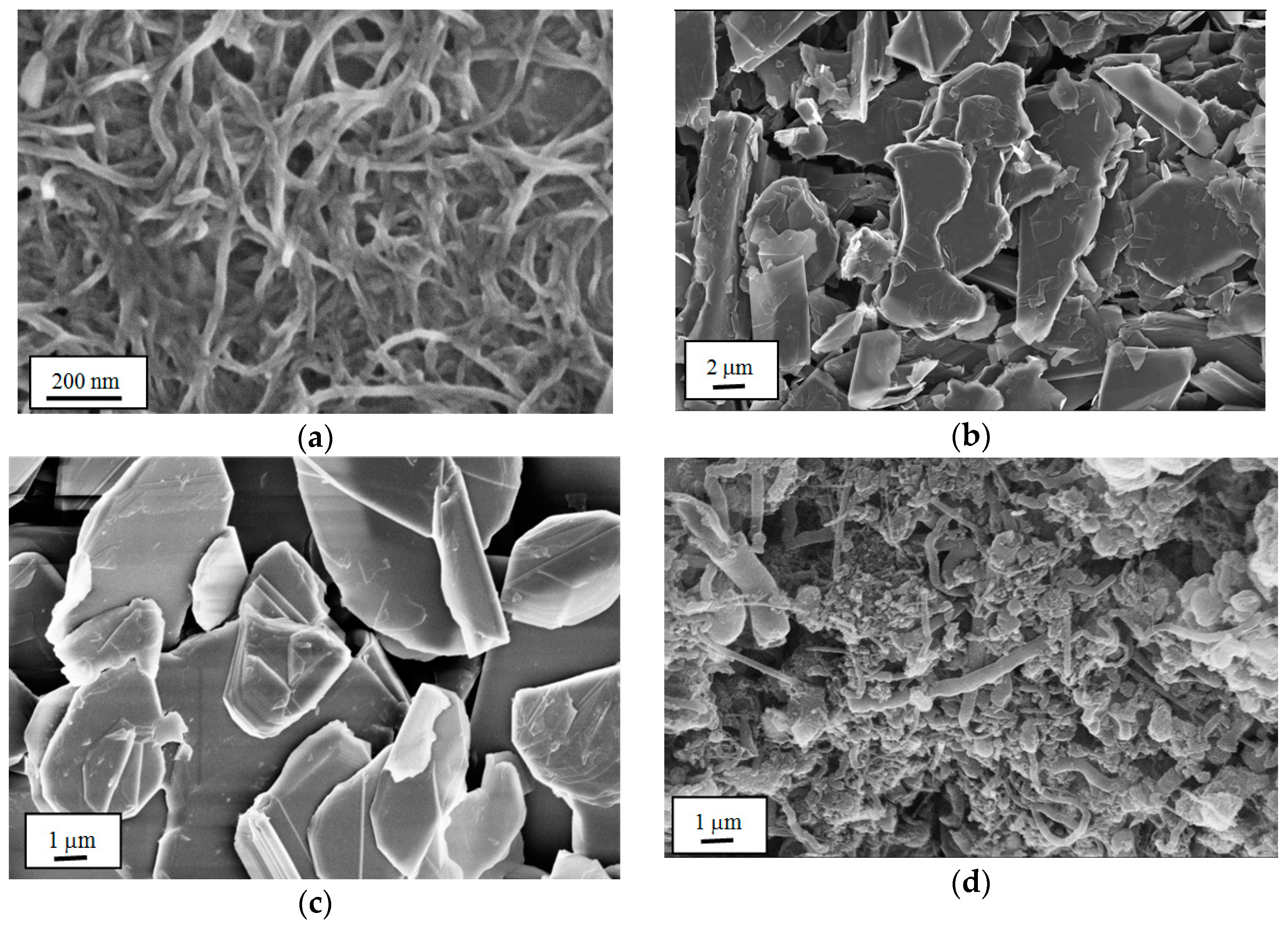
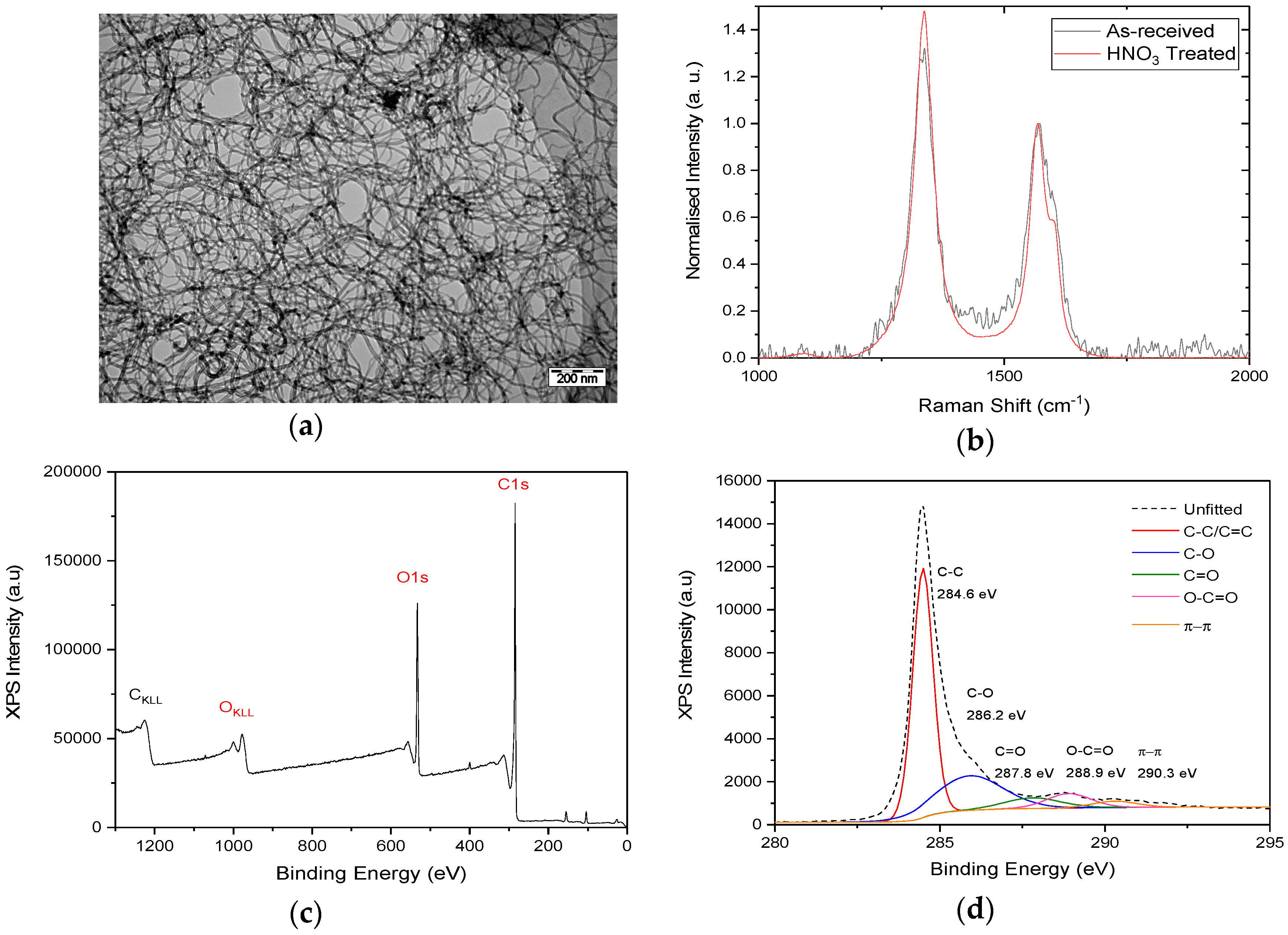
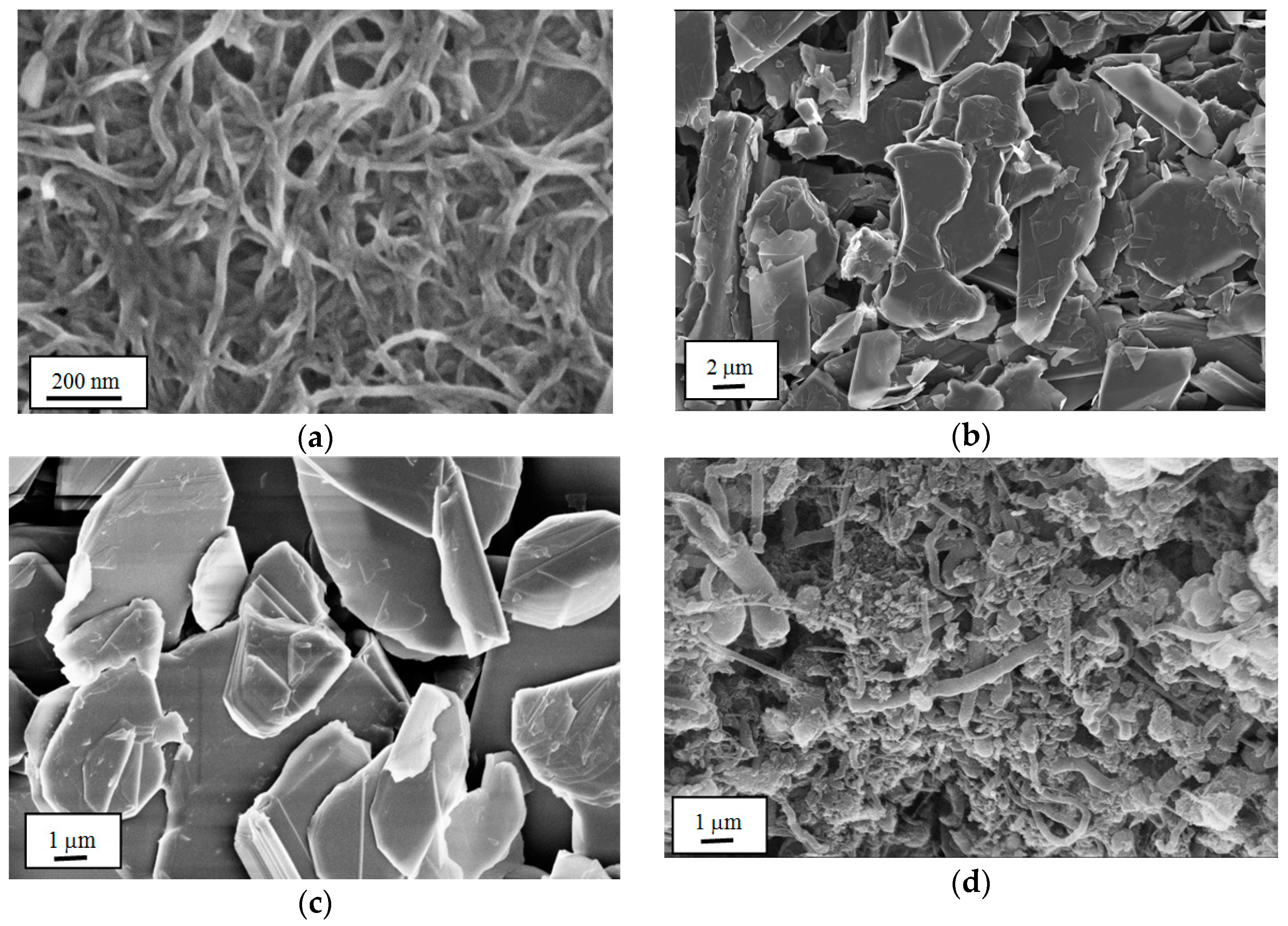
2.1.1. Characterisation of f-MWCNT
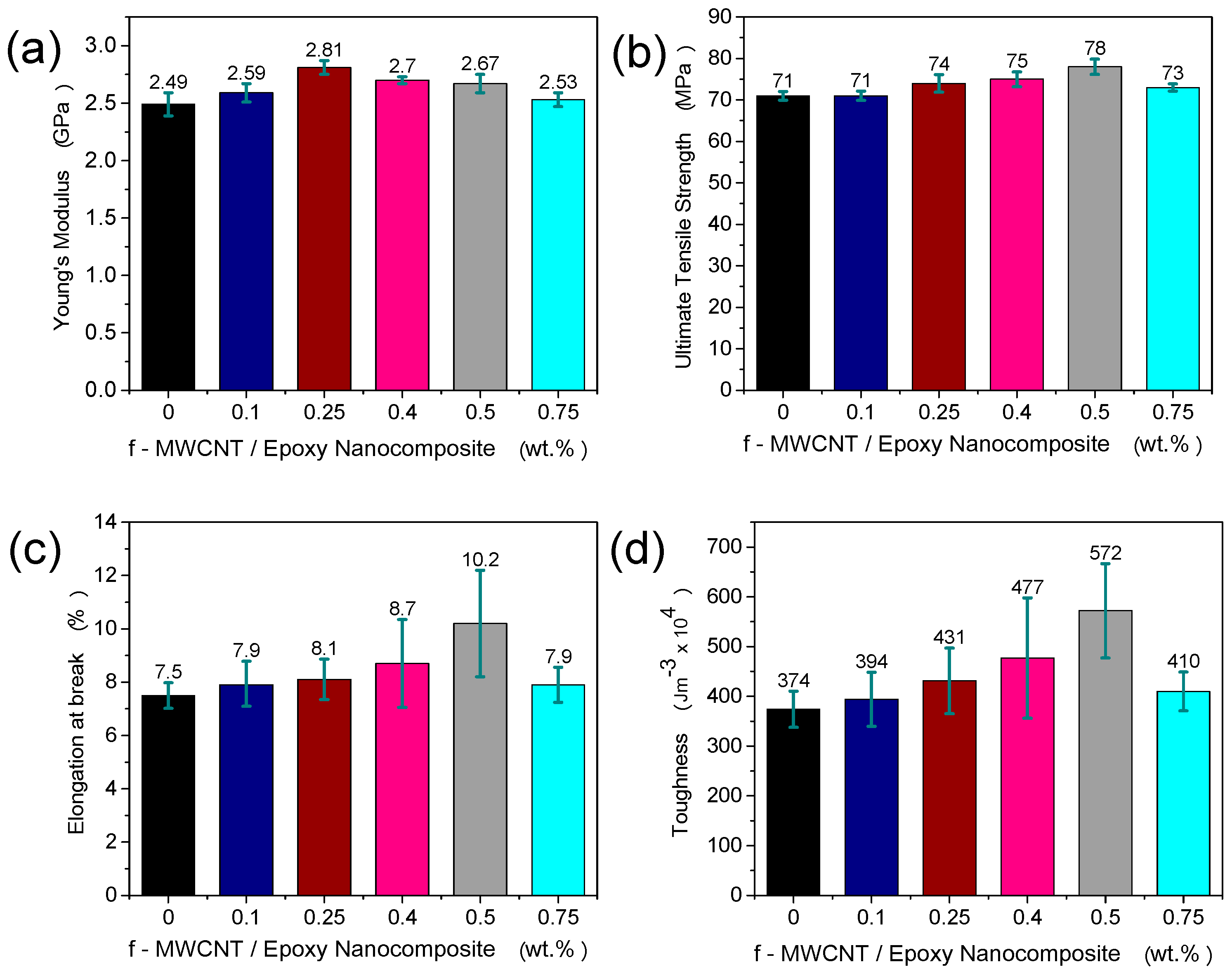
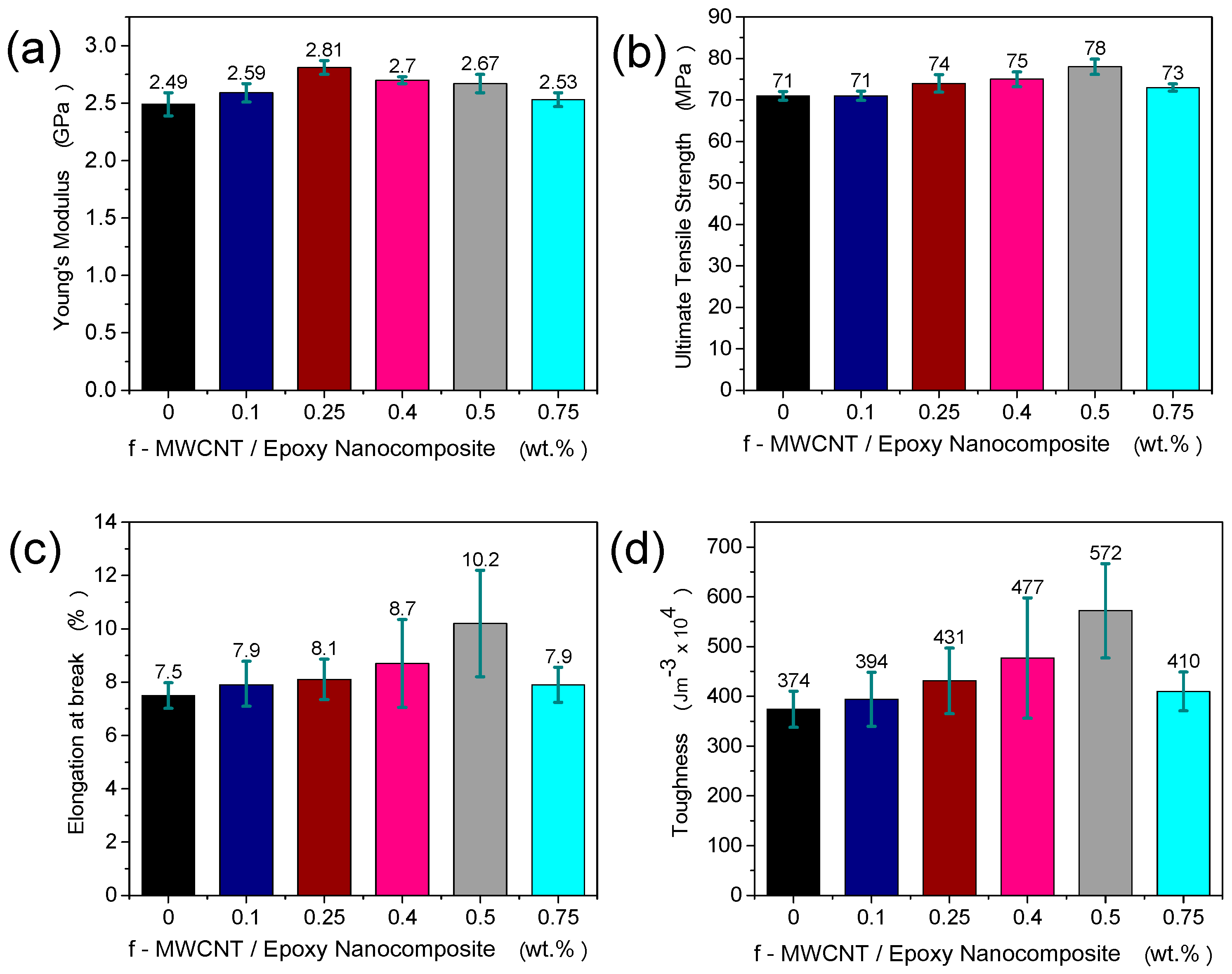
2.1.2. Tensile Properties of f-MWCNT Nanocomposite
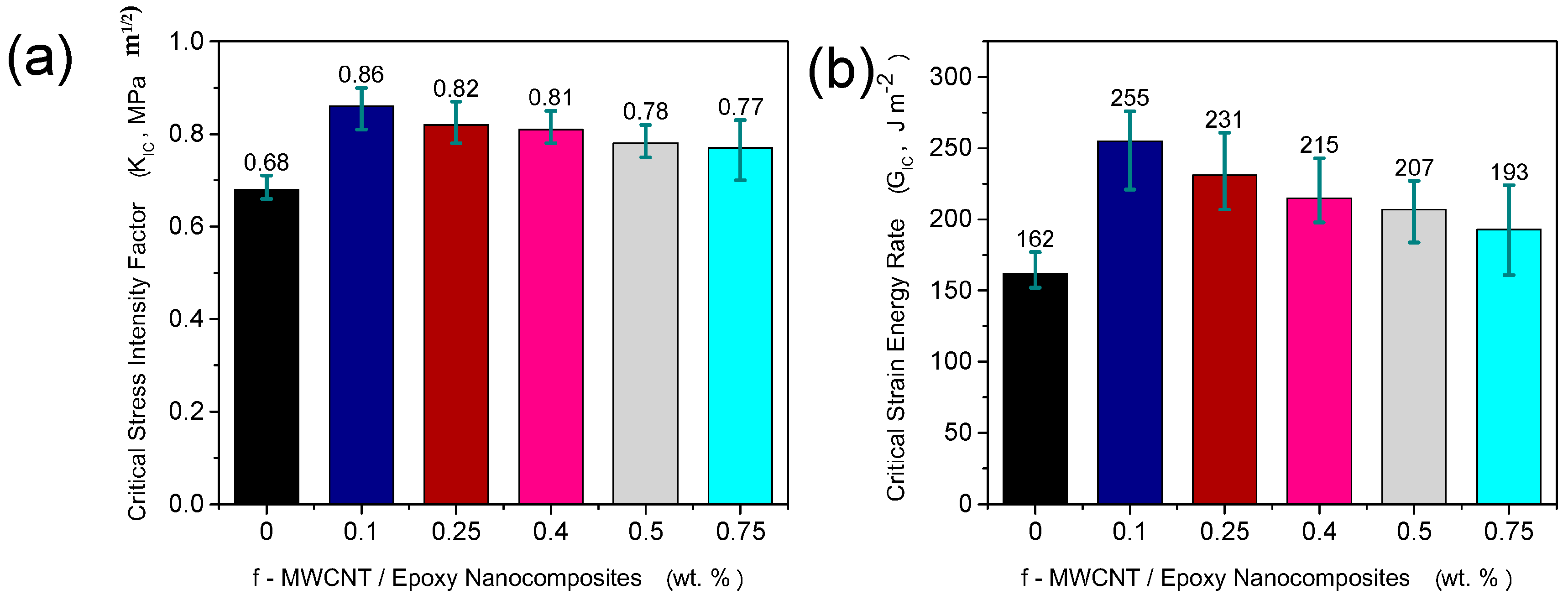
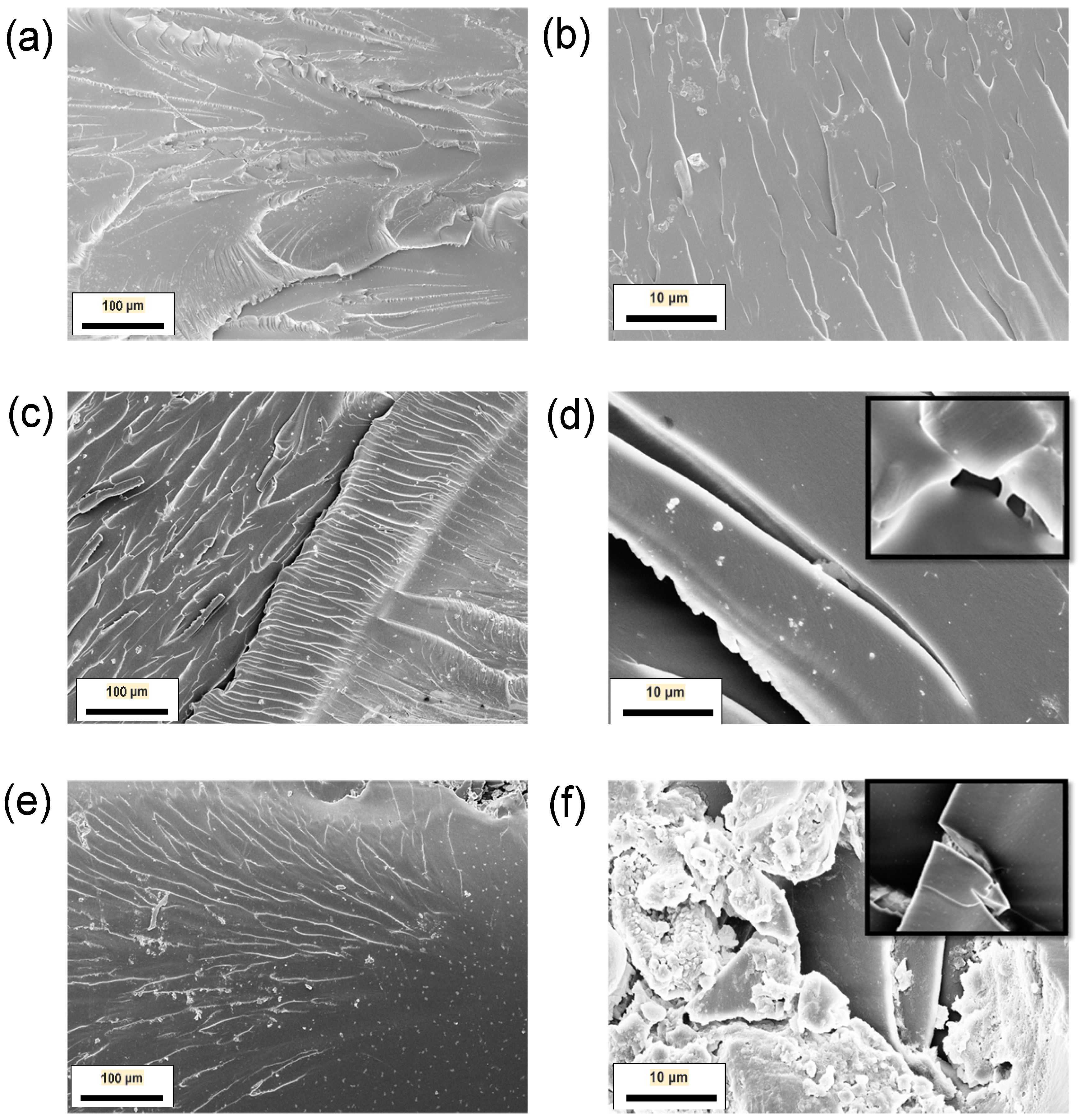
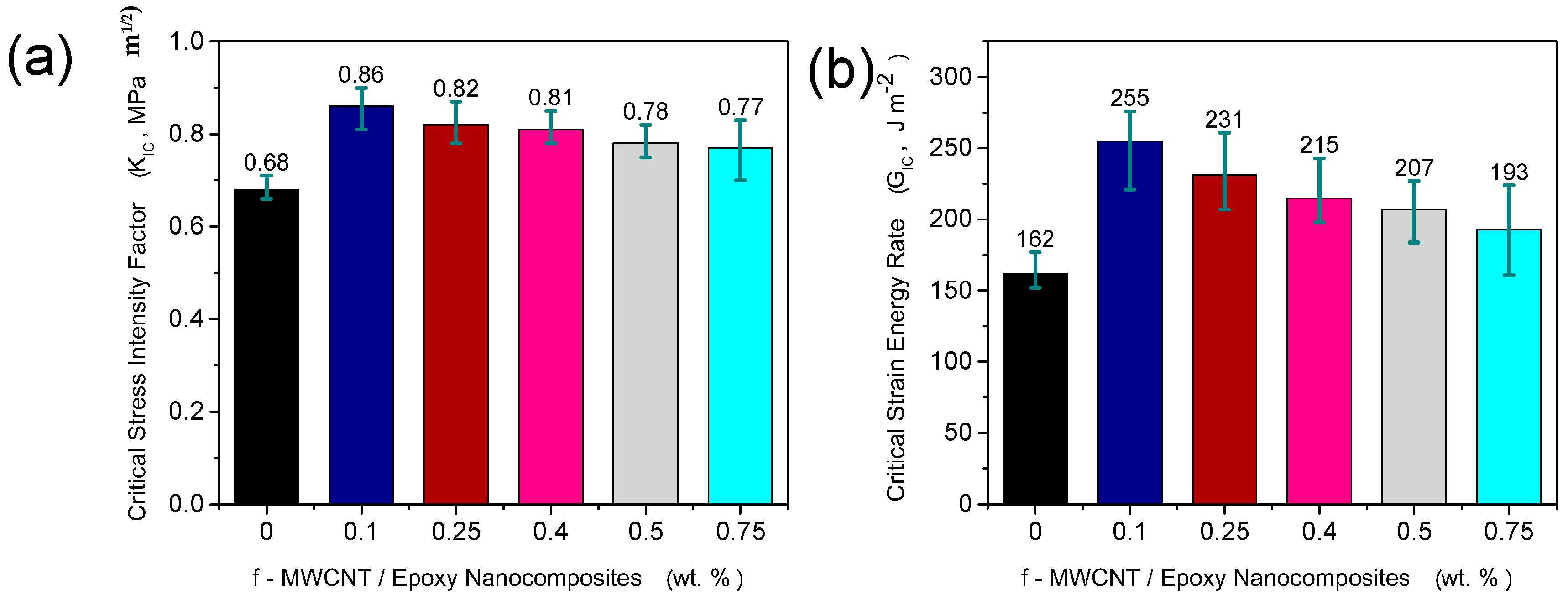
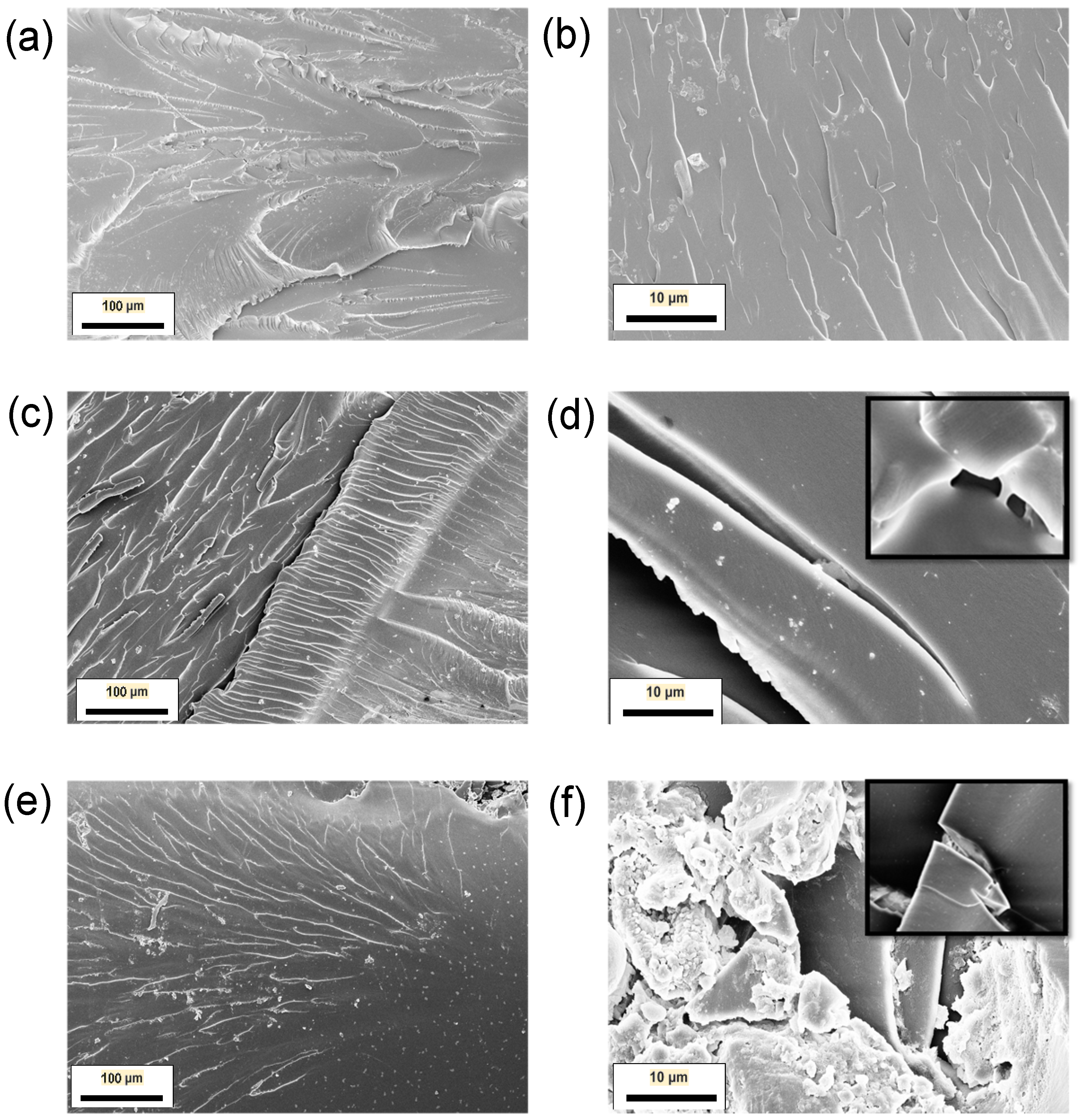
2.1.3. Measuring Fracture Toughness of f-MWCNT Nanocomposite
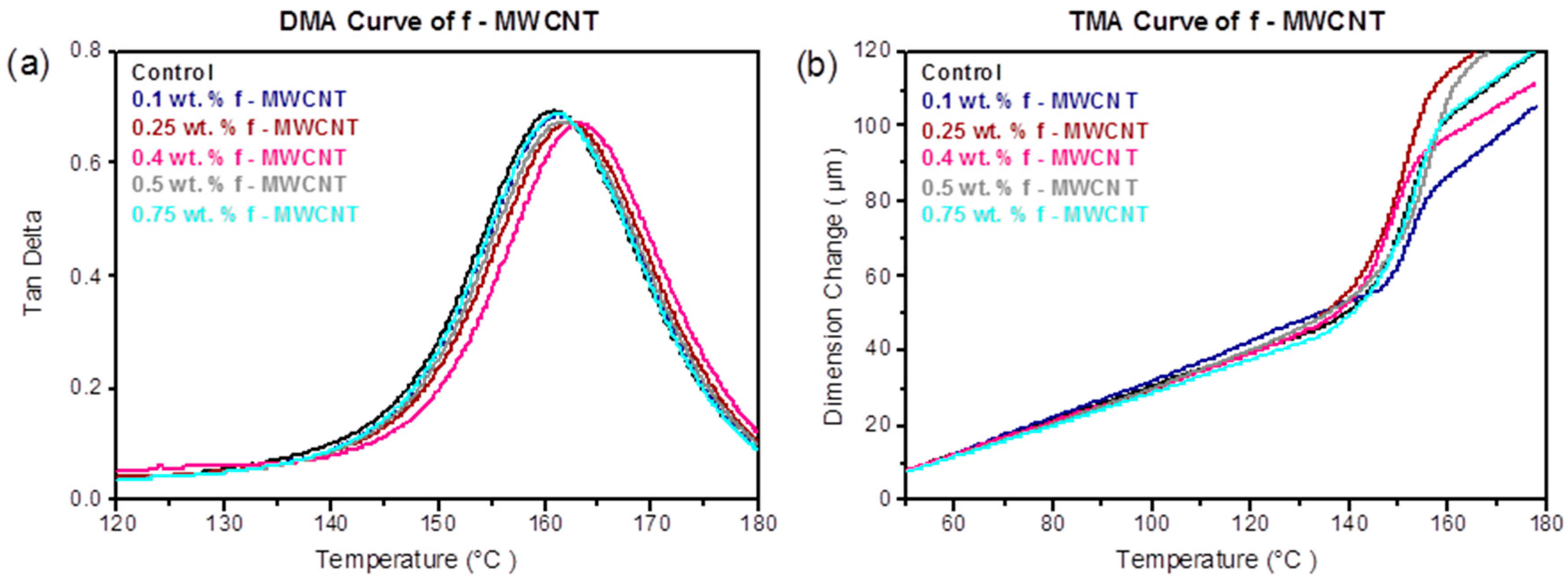
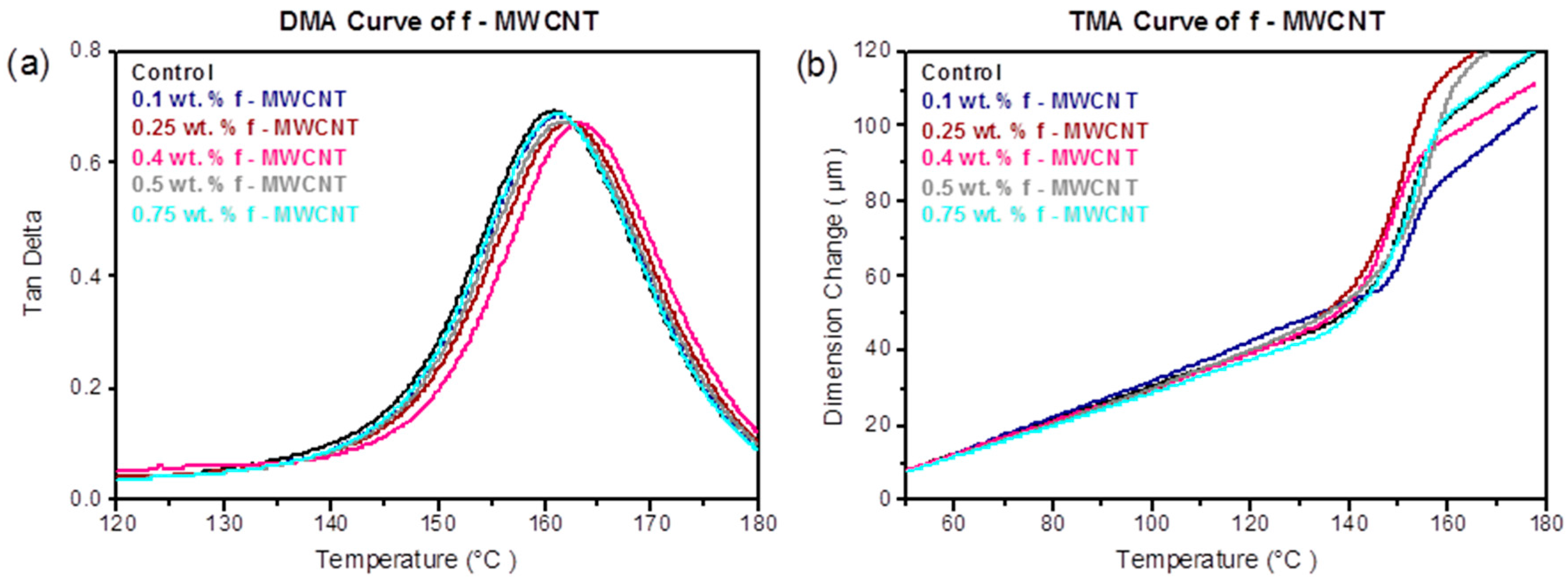
2.1.4. Thermal Properties f-MWCNTs Nanocomposite
2.2. Hybrid Nanofillers
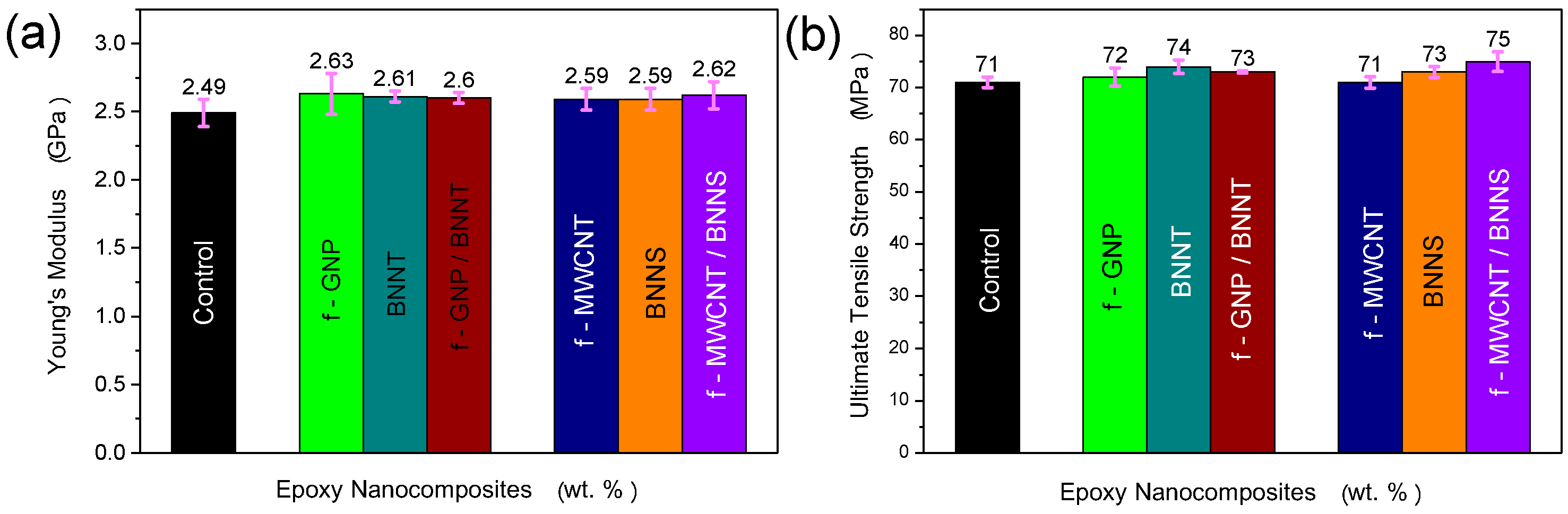
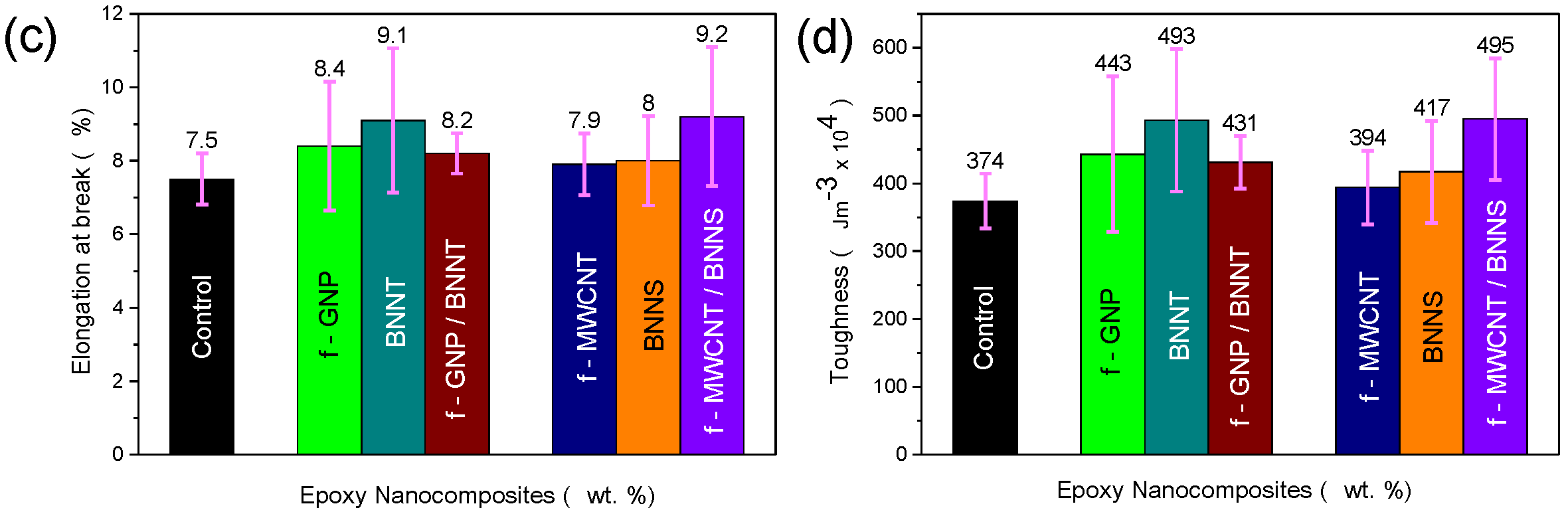
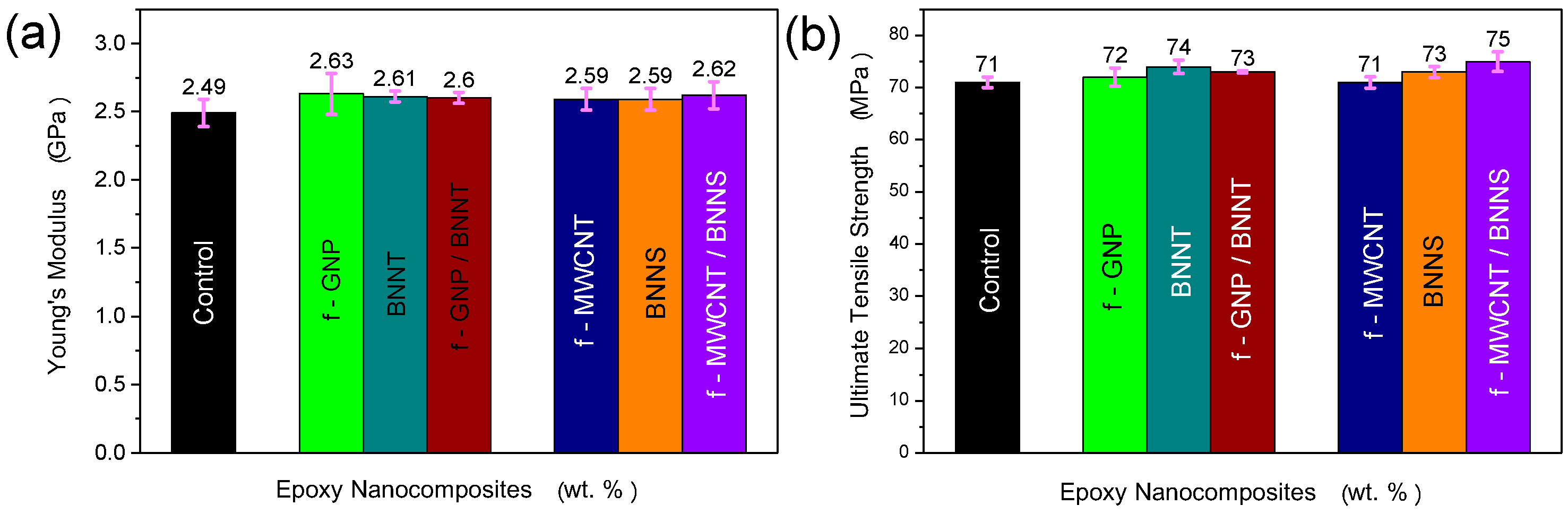
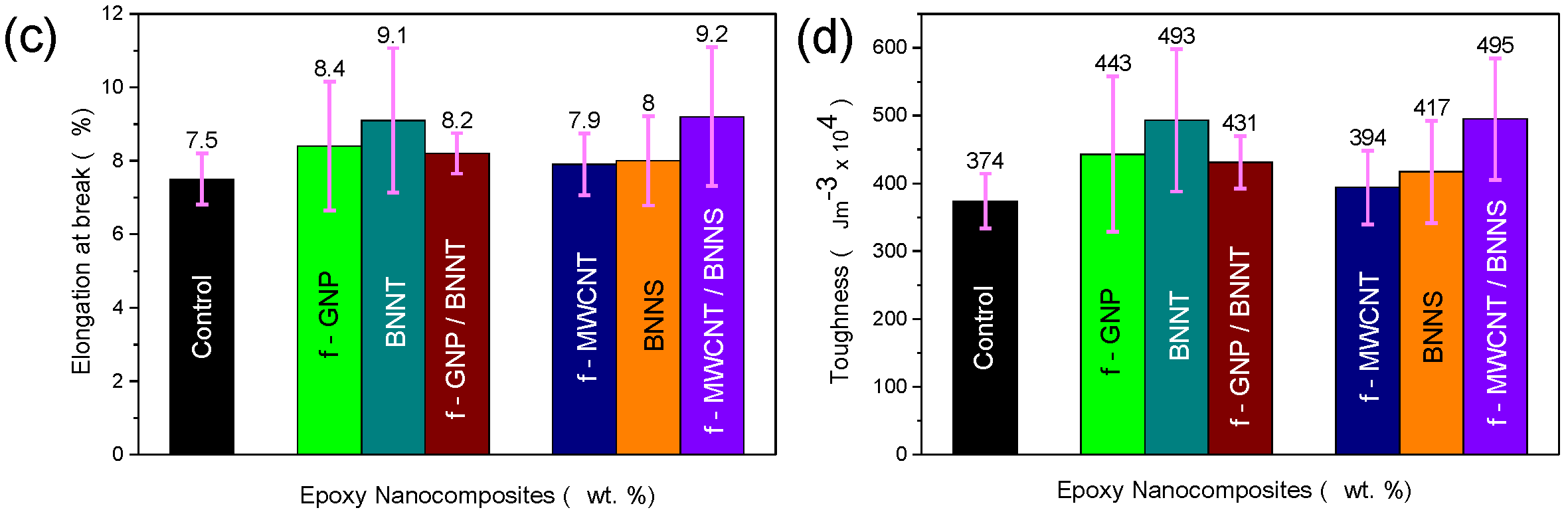
2.2.1. Tensile Properties of Nanocomposites with Hybrid 1D/2D Nanofillers
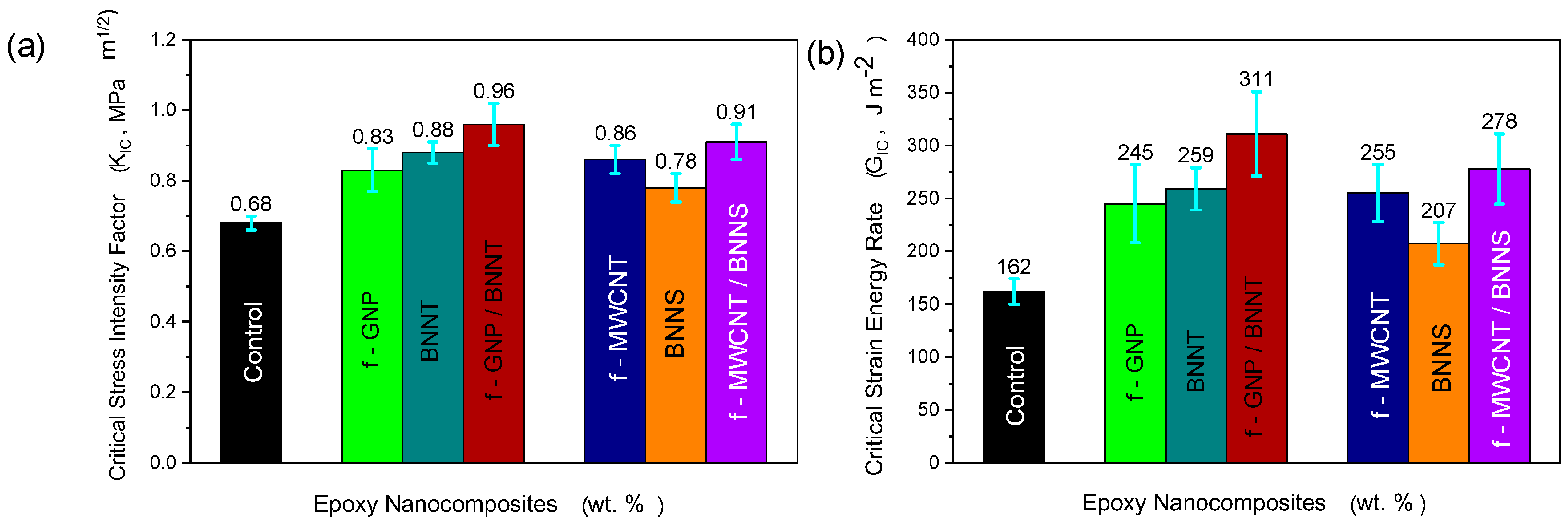
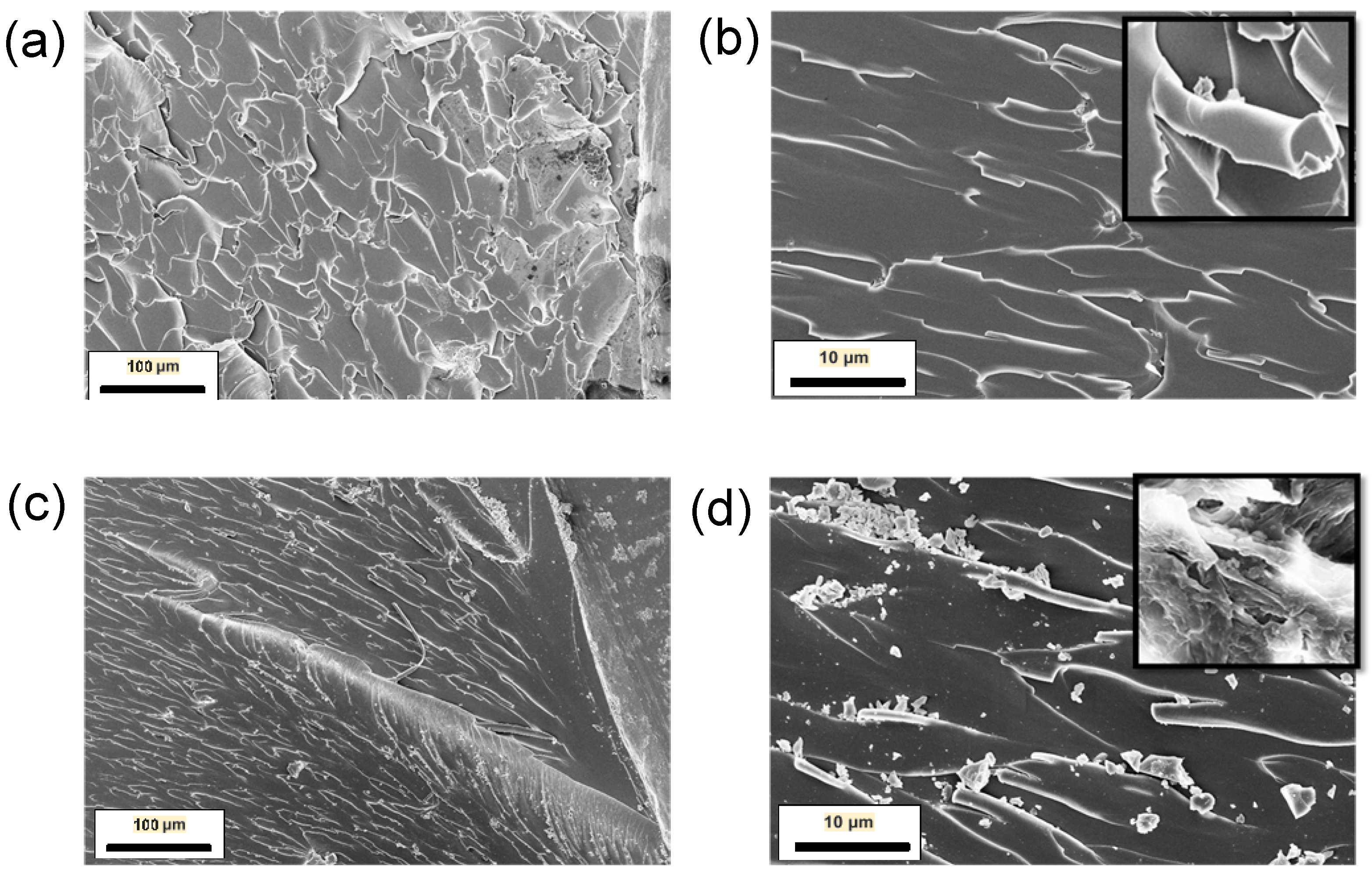
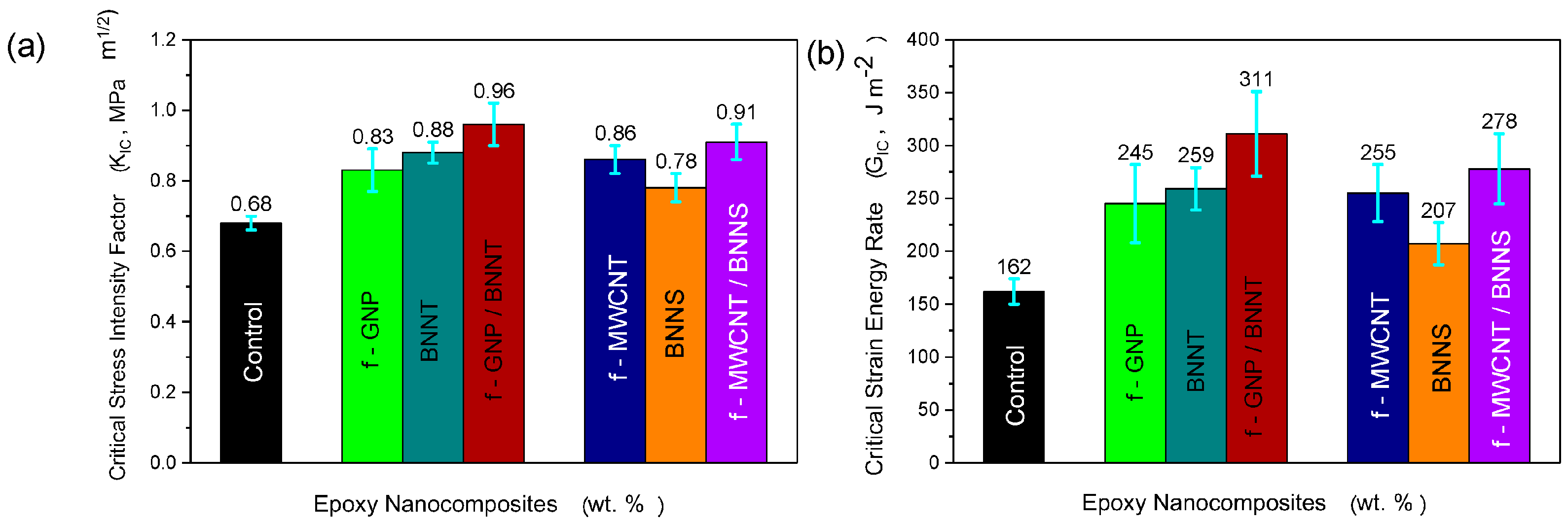
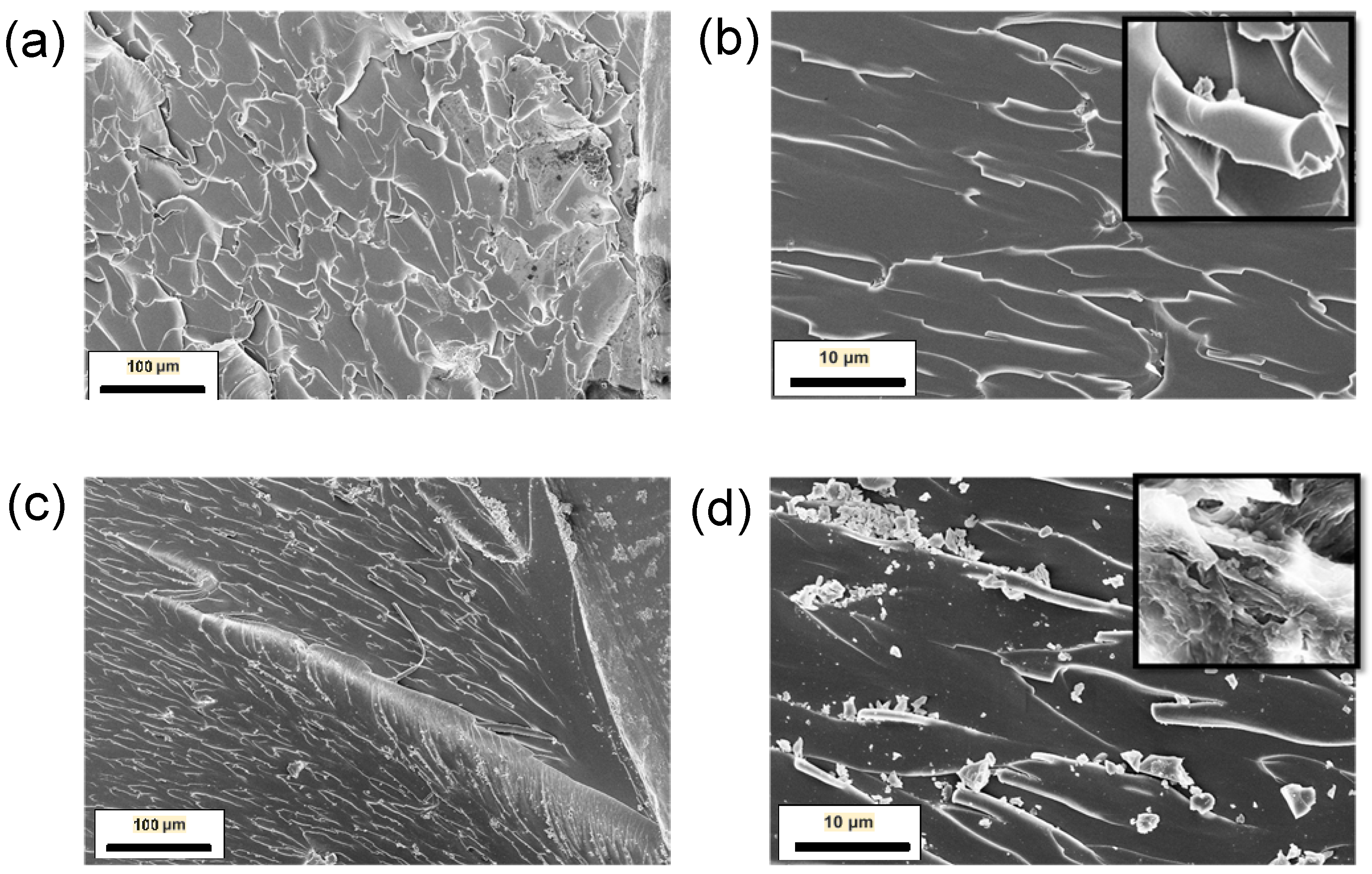
2.2.2. Measuring Fracture Toughness of Nanocomposites with Hybrid 1D/2D Nanofillers
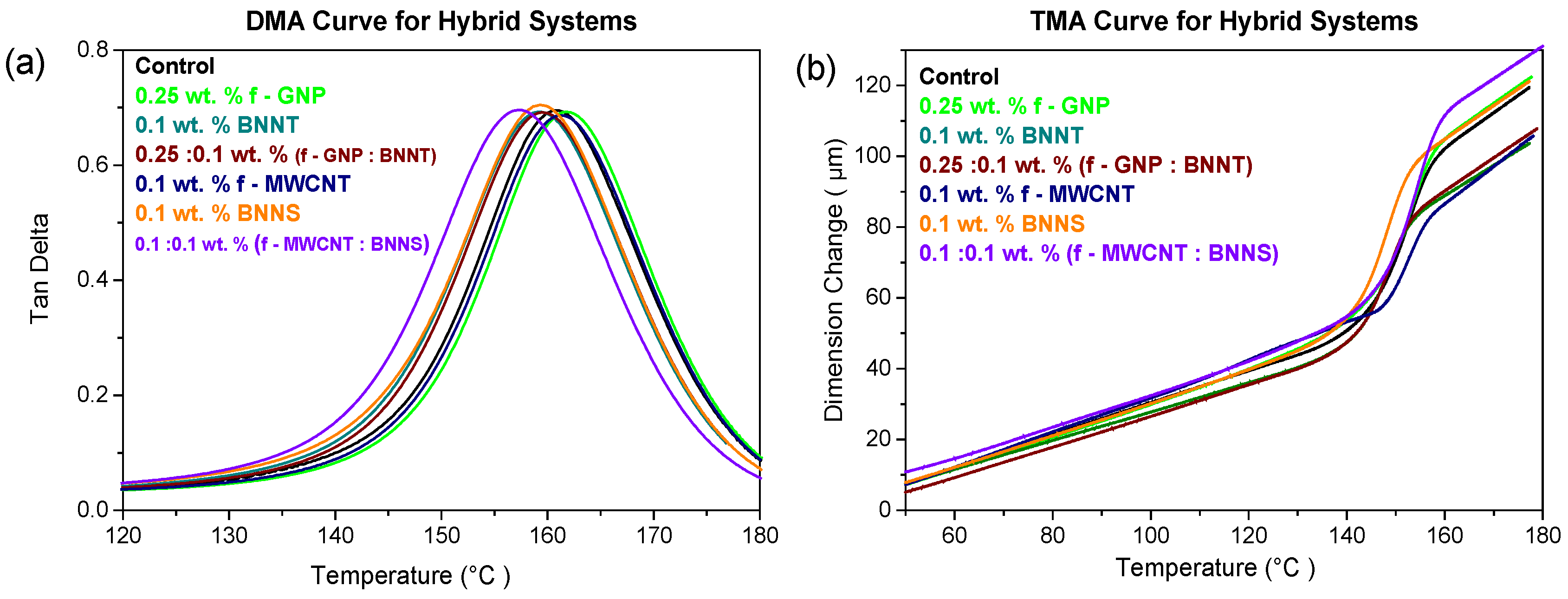
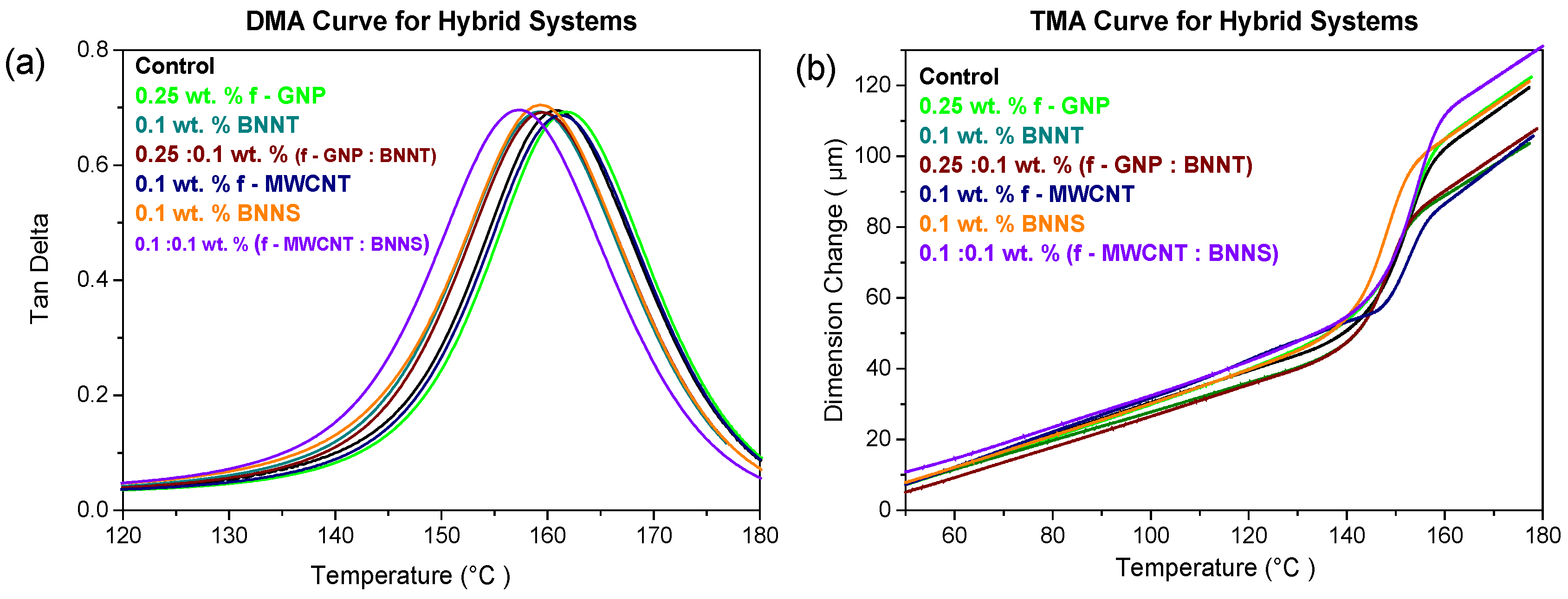
2.2.3. Thermal Properties of Nanocomposites with Hybrid 1D/2D Nanofillers
3. Materials and Methods
3.1. Materials
3.2. Characterization Methods
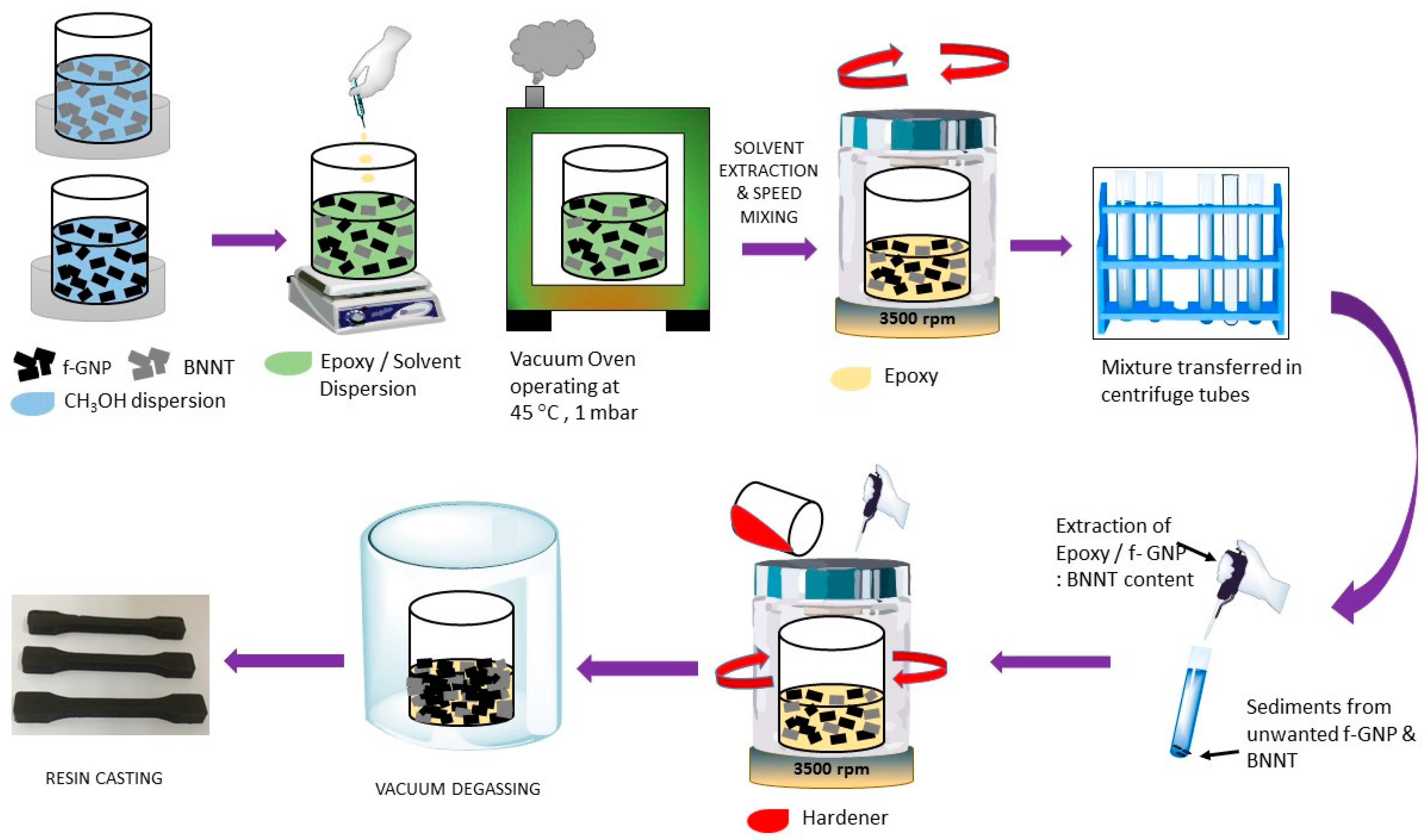
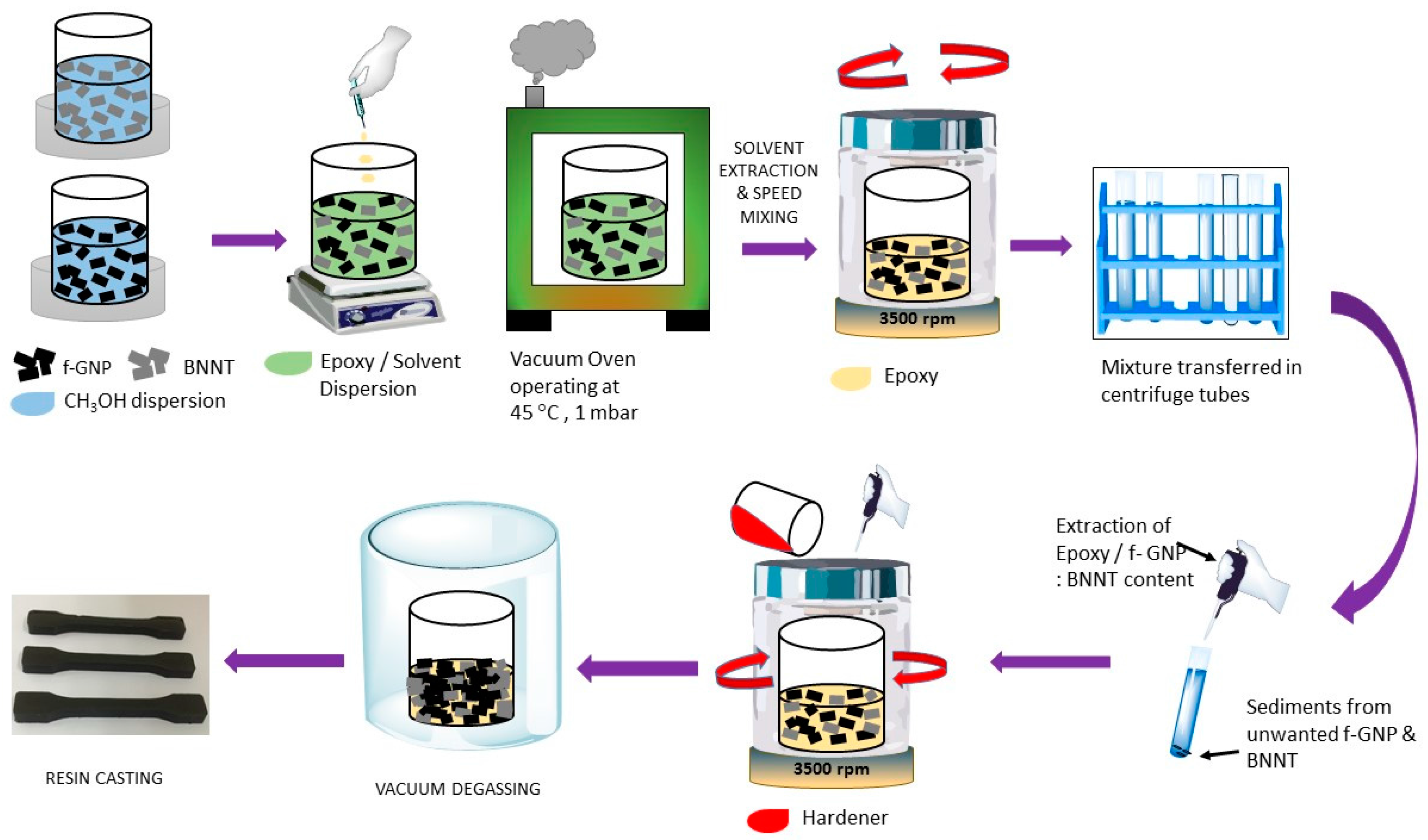
3.3. Compounding of Epoxy Nanocomposites
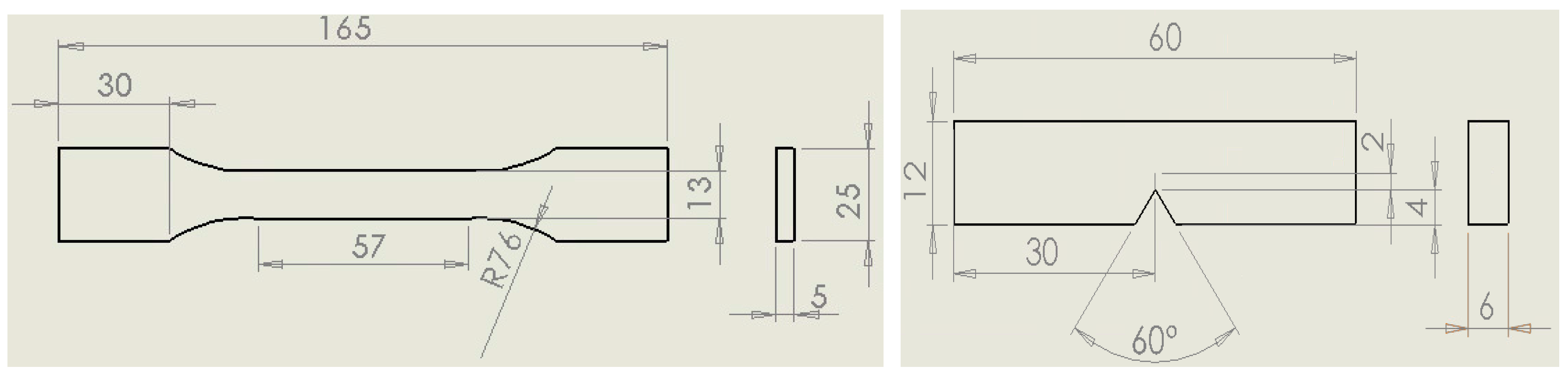
3.4. Testing Procedure
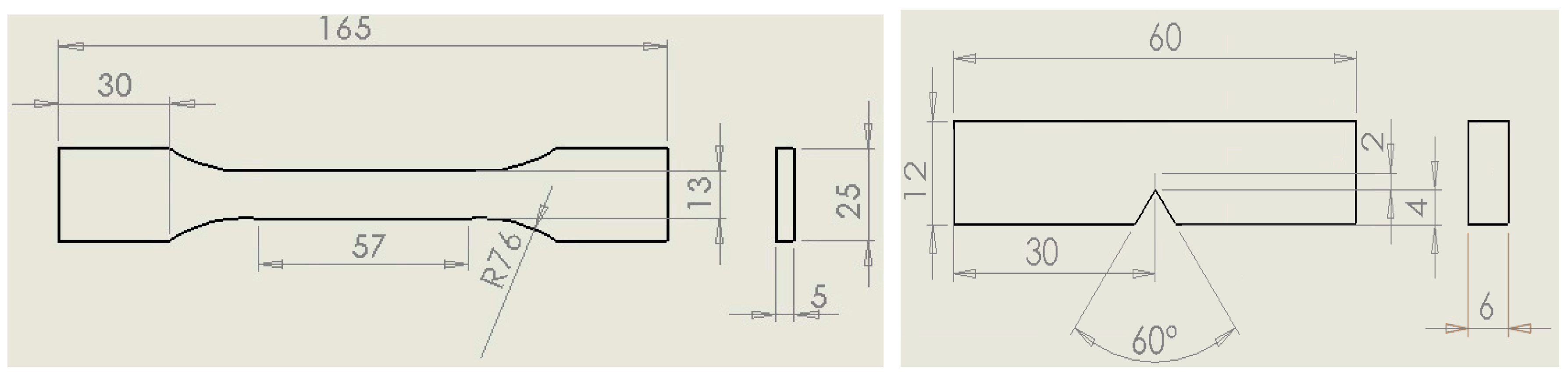
3.4.1. Tensile Testing Procedure
3.4.2. Thermal Testing
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tang, C.S.; Zimmerman, J.D. Managing new product development and supply chain risks: The Boeing 787 case. Int. J. Supply Chain Forum 2009, 10, 74–86. [Google Scholar]
- Cox, K.; Echtermeyer, A. Structural design and analysis of a 10MW wind turbine blade. Energy Proscenia 2012, 24, 194–201. [Google Scholar] [CrossRef]
- Miller, S. Modern tennis rackets, balls, and surfaces. Br. J. Sports Med. 2006, 40, 401–405. [Google Scholar] [CrossRef] [PubMed]
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Light, G.H.; Valid, S. Improving fracture toughness and strength of epoxy using nanomaterials—A review of current status. Nanscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef] [PubMed]
- Kinloch, A.J.; Lee, S.H.; Taylor, A.C. Improving the fracture toughness and the cyclic-fatigue resistance of epoxy-polymer blends. Polymer 2014, 55, 6325–6334. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Kinloch, A.J.; Messenia, K.; Taylor, A.C.; Sprenger, S. The mechanisms and mechanics of the toughening of epoxy polymers modified with silica nanoparticles. Polymer 2010, 51, 6284–6294. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Taylor, A.C. The mechanical properties and fracture behaviour of epoxy-inorganic micro and nano-composites. J. Mater. Sci. 2006, 41, 3271–3297. [Google Scholar] [CrossRef]
- Tang, L.C.; Zhang, H.; Sprenger, S.; Ye, L.; Zhang, Z. Fracture mechanisms of epoxy-based ternary composites filled with rigid-soft particles. Compos. Sci. Technol. 2012, 72, 558–565. [Google Scholar] [CrossRef]
- Wang, X.; Li, Q.; Xie, J.; Jin, Z.; Wang, J.; Li, Y.; Jiang, K.; Fan, S. Fabrication of ultralong and electrically uniform single-walled carbon nanotubes on clean substrates. Nano Lett. 2009, 9, 3137–3141. [Google Scholar] [CrossRef] [PubMed]
- Rafiee, M.A.; Rafiee, J.; Wang, Z.; Song, H.; Yu, Z.-Z.; Koratkar, N. Enhanced mechanical properties of nanocomposites at low graphene content. ACS Nano 2009, 3, 3884–3890. [Google Scholar] [CrossRef] [PubMed]
- Ulus, H.; Üstün, T.; Eskizeybek, V.; Şahin, Ö.S.; Avcı, A.; Ekrem, M. Boron nitride-MWCNT/epoxy hybrid nanocomposites: Preparation and mechanical properties. Appl. Surf. Sci. 2014, 318, 37–42. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Ghoreishi, S.M.; Esmkhani, M.; Zhao, Z. Effects of graphene nanoplatelets and graphene nanosheets on fracture toughness of epoxy nanocomposites. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 1116–1123. [Google Scholar] [CrossRef]
- Lee, D.; Song, S.H.; Hwang, J.; Jin, S.H.; Park, K.H.; Kim, B.H.; Hong, S.H.; Jeon, S. Enhanced mechanical properties of epoxy nanocomposites by mixing noncovalently functionalized boron nitride nanoflakes. Small 2013, 9, 2602–2610. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.-Y.; Lin, W.-N.; Huang, Y.-L.; Tien, H.-W.; Wang, J.-Y.; Ma, C.-C.; Li, S.-M.; Wang, Y.-S. Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites. Carbon 2011, 49, 793–803. [Google Scholar] [CrossRef]
- Chatterjee, S.; Nafezarefi, F.; Tai, N.H.; Schlagenhauf, L.; Nüesch, F.A.; Chu, B.T.T. Size and synergy effects of nanofiller hybrids including graphene nanoplatelets and carbon nanotubes in mechanical properties of epoxy composites. Carbon 2012, 50, 5380–5386. [Google Scholar] [CrossRef]
- Li, W.; Dichiara, A.; Bai, J. Carbon nanotube–graphene nanoplatelet hybrids as high-performance multifunctional reinforcements in epoxy composites. Compos. Sci. Technol. 2013, 74, 221–227. [Google Scholar] [CrossRef]
- Qi, X.-Y.; Yan, D.; Jiang, Z.; Cao, Y.K.; Yu, Z.-Z.; Yavari, F.; Koratkar, N. Enhanced electrical conductivity in polystyrene nanocomposites at ultra-low graphene content. ACS Appl. Mater. Interfaces 2011, 3, 3130. [Google Scholar] [CrossRef] [PubMed]
- Wei, T.; Song, L.; Zheng, C.; Wang, K.; Yan, J.; Shao, B.; Fan, Z.-J. The synergy of a three filler combination in the conductivity of epoxy composites. Mater. Lett. 2010, 64, 2376–2379. [Google Scholar] [CrossRef]
- Domun, N.; Hadavinia, H.; Zhang, T.; Liaghat, G.H.; Vahid, S.; Paton, K.R.; Spacie, C.; Sainsbury, T. Improving the fracture toughness properties of epoxy using graphene nanoplatelets at low filler content. Nanocomposites 2017, 1–12. [Google Scholar] [CrossRef]
- Ferrari, A.; Robertson, J. Raman signature of bonding and disorder in carbons. In Proceedings of the MRS Symposium on Amorphous and Nanostructured Carbon, Boston, MA, USA, 29 November 1999; Materials Research Society: Warrendale, PA, USA, 2000; Volume 593, pp. 299–305. [Google Scholar]
- Reich, S.; Thomsen, C. Raman spectroscopy of graphite. Philos. Trans. R. Soc. Lond. Ser. A 2004, 362, 2271–2288. [Google Scholar] [CrossRef] [PubMed]
- Ayatollahi, M.R.; Shadlou, S.; Shokrieh, M.M. Fracture toughness of epoxy/multi-walled carbon nanotube nano-composites under bending and shear loading conditions. Mater. Des. 2011, 32, 2115–2124. [Google Scholar] [CrossRef]
- Cha, J.; Jun, G.H.; Park, J.K.; Kim, J.C.; Ryu, H.J.; Hong, S.H. Improvement of modulus, strength and fracture toughness of CNT/Epoxy nanocomposites through the functionalization of carbon nanotubes. Compos. Part B Eng. 2017, 129, 169–179. [Google Scholar] [CrossRef]
- Saboori, B.; Ayatollahi, M.R. Experimental fracture study of MWCNT/epoxy nanocomposites under the combined out-of-plane shear and tensile loading. Polym. Test. 2017, 59, 193–202. [Google Scholar] [CrossRef]
- Moloney, A.C.; Kausch, H.H.; Kaiser, T.; Beer, H.R. Parameters determining the strength and toughness of particulate filled epoxy resins. J. Mater. Sci. 1987, 22, 381–393. [Google Scholar] [CrossRef]
- Bandyopadhyay, S. Review of the microscopic and macroscopic aspects of fracture of unmodified and modified epoxy resins. Mater. Sci. Eng. A 1990, 125, 157–184. [Google Scholar] [CrossRef]
- Johnsen, B.B.; Kinloch, A.J.; Mohammed, R.D.; Taylor, A.C.; Sprenger, S. Toughening mechanisms of nanoparticle-modified epoxy polymers. Polymer 2007, 48, 530–541. [Google Scholar] [CrossRef]
- Mushtaq, A.; Mukhtar, H.; Shariff, M. Effect of glass transition temperature in enhance polymeric blend membranes. Procedia Eng. 2016, 148, 11–17. [Google Scholar] [CrossRef]
- Kumar, S.; Sun, L.L.; Caceres, S.; Li, B.; Wood, W.; Perugini, A.; Maguire, R.G.; Zhong, W.H. Dynamic synergy of graphitic nanoplatelets and multi-walled carbon nanotubes in polyetherimide nanocomposites. Nanotechnology 2010, 21, 105702. [Google Scholar] [CrossRef] [PubMed]
- Bertolino, V.; Cavallaro, G.; Lazzara, G.; Merli, M.; Milioto, S.; Parisi, F.; Sciascia, L. Effect of the biopolymer charge and the nanoclay morphology on nanocomposite materials. Ind. Eng. Chem. Res. 2016, 55, 7373–7380. [Google Scholar] [CrossRef]
- Leopold, C.; Augustin, T.; Schwebler, T.; Lehmann, J.; Liebig, W.V.; Fiedler, B. Influence of carbon nanoparticle modification on the mechanical and electrical properties of epoxy in small volumes. J. Colloid Interface Sci. 2017, 506, 620–632. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; Huang, X.; Wu, C.; Wu, X.; Wang, G.; Jiang, P. Interfacial modification of boron nitride nanoplatelets for epoxy composites with improved thermal composites. Polymer 2012, 53, 471–480. [Google Scholar] [CrossRef]
- Rosca, I.D.; Watari, F.; Uo, M.; Akasaka, T. Oxidation of multiwalled carbon nanotubes by nitric acid. Carbon 2005, 43, 3124–3131. [Google Scholar] [CrossRef]
- ASTM D638, Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D5054, Standard Test Methods for Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials; ASTM International: West Conshohocken, PA, USA, 2014.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNT Loading wt% | E (GPa) | Increase (%) | UTS (MPa) | Increase (%) | EL (%) | Increase (%) | T | Increase (%) |
|---|---|---|---|---|---|---|---|---|
| Control | 2.49 | N/A | 71 | N/A | 7.5 | N/A | 374 | N/A |
| 0.1 | 2.59 | +4 | 71 | 0 | 7.9 | +5 | 394 | +5 |
| 0.25 | 2.81 | +12 | 74 | +4 | 8.1 | +8 | 431 | +15 |
| 0.4 | 2.70 | +8 | 75 | +5 | 8.7 | +16 | 477 | +27 |
| 0.5 | 2.67 | +7 | 78 | +9 | 10.2 | +36 | 572 | +52 |
| 0.75 | 2.53 | +1 | 73 | +2 | 7.9 | +5 | 410 | +9 |
| CNT Loading wt% | Increase (%) | (J ) | Increase (%) | |
|---|---|---|---|---|
| Control | 0.68 | N/A | 162 | N/A |
| 0.1 | 0.86 | +26.4 | 255 | +57.4 |
| 0.25 | 0.82 | +20.6 | 231 | +42.6 |
| 0.4 | 0.81 | +19.1 | 215 | +32.7 |
| 0.5 | 0.78 | +14.7 | 207 | +27.0 |
| 0.75 | 0.77 | +13.2 | 193 | +19.1 |
| Loading of MWCNT (wt%) | Tg by DMA (°C) | CTE by TMA (×10−6 K−1) |
|---|---|---|
| Control | 161 ± 0.3 | 85 ± 0.3 |
| 0.1 | 160 ± 0.1 | 89 ± 0.9 |
| 0.25 | 162 ± 0.3 | 90 ± 1.2 |
| 0.4 | 163 ± 0.4 | 87 ± 1.4 |
| 0.5 | 163 ± 2.2 | 88 ± 0.9 |
| 0.75 | 161 ± 0.9 | 87 ± 0.3 |
| Nanofiller Loading (wt%) | E (GPa) | Increase (%) | UTS (MPa) | Increase (%) | EL (%) | Increase (%) | T | Increase (%) |
|---|---|---|---|---|---|---|---|---|
| Control | 2.49 | N/A | 71 | N/A | 7.5 | N/A | 374 | N/A |
| f-GNP (0.25) | 2.63 | +5.6 | 72 | +1.4 | 8.4 | +12.0 | 443 | +18.4 |
| BNNT (0.1) | 2.61 | +4.8 | 74 | +4.2 | 9.1 | +21.3 | 493 | +31.8 |
| f-GNP:BNNT (0.25:0.1) | 2.6 | +4.4 | 73 | +2.8 | 8.2 | +9.3 | 431 | +15.2 |
| f-MWCNT (0.1) | 2.59 | +4.0 | 71 | 0 | 7.9 | +5.3 | 394 | + 5.3 |
| BNNS (0.1) | 2.59 | +4.0 | 73 | +2.8 | 8 | +6.0 | 417 | +11.5 |
| f-MWCNT:BNNS (0.1:0.1) | 2.62 | +5.2 | 75 | +5.6 | 9.2 | +22.6 | 495 | +32.4 |
| Nanofiller (wt%) | Increase (%) | (J ) | Increase (%) | |
|---|---|---|---|---|
| Control | 0.68 | N/A | 162 | N/A |
| f-GNP (0.25 wt%) | 0.83 | +22.1 | 245 | +51.2 |
| BNNT (0.1 wt%) | 0.88 | +29.4 | 259 | +59.8 |
| f-GNP:BNNT (0.25 wt%:0.1 wt%) | 0.96 | +41.2 | 311 | +91.9 |
| f-MWCNT (0.1 wt%) | 0.86 | +26.5 | 255 | +57.4 |
| BNNS (0.1 wt%) | 0.78 | +14.7 | 207 | +27.0 |
| f-MWCNT:BNNS (0.1 wt%:0.1 wt%) | 0.91 | +33.8 | 278 | +71.6 |
| Loading (wt%) | Tg by DMA (°C) | CTE by TMA (×10−6 K−1) |
|---|---|---|
| Control | 161 ± 0.3 | 85 ± 0.3 |
| BNNT (0.1) | 160 ± 0.3 | 110 ± 1.1 |
| f-GNP:BNNT (0.25:0.1) | 159 ± 0.9 | 104 ± 0.4 |
| BNNS (0.1) | 159 ± 0.5 | 93 ± 1.4 |
| f-MWCNT:BNNS (0.1:0.1) | 157 ± 0.5 | 92 ± 2.3 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Domun, N.; Paton, K.R.; Hadavinia, H.; Sainsbury, T.; Zhang, T.; Mohamud, H. Enhancement of Fracture Toughness of Epoxy Nanocomposites by Combining Nanotubes and Nanosheets as Fillers. Materials 2017, 10, 1179. https://doi.org/10.3390/ma10101179
Domun N, Paton KR, Hadavinia H, Sainsbury T, Zhang T, Mohamud H. Enhancement of Fracture Toughness of Epoxy Nanocomposites by Combining Nanotubes and Nanosheets as Fillers. Materials. 2017; 10(10):1179. https://doi.org/10.3390/ma10101179
Chicago/Turabian StyleDomun, Nadiim, Keith R. Paton, Homayoun Hadavinia, Toby Sainsbury, Tao Zhang, and Hibaaq Mohamud. 2017. "Enhancement of Fracture Toughness of Epoxy Nanocomposites by Combining Nanotubes and Nanosheets as Fillers" Materials 10, no. 10: 1179. https://doi.org/10.3390/ma10101179
APA StyleDomun, N., Paton, K. R., Hadavinia, H., Sainsbury, T., Zhang, T., & Mohamud, H. (2017). Enhancement of Fracture Toughness of Epoxy Nanocomposites by Combining Nanotubes and Nanosheets as Fillers. Materials, 10(10), 1179. https://doi.org/10.3390/ma10101179