1. Introduction
Aluminum alloys are super lightweight construction materials used in several engineering applications and in the automotive, shipbuilding, aerospace and railway industries. Some of the most interesting aluminum alloys in aircraft and car manufactures [
1] are the non-heat-treatable aluminum-magnesium (Al-Mg) alloys (5xxx series). The use of traditional welding methods on these alloys causes stresses, splashes, pores, slags, and other defects. The application of the innovative and modern solid-state Friction Stir Welding (FSW) process, if compared with fusion welding processes, offers many advantages referring to the process quality such as no splash, no smoke, no gas and no oxidation shielding.
Friction Stir Welding is a process developed and patented by The Welding Institute (TWI Ltd., Cambridge, UK) in 1991 [
2]. It is a solid-state welding method based on frictional and stirring phenomena. In this process, welding heat is produced by a rotating, non-consumable tool, with a specially designed pin and shoulder. Other advantages with respect to the traditional fusion welding are: no mechanical distortions, minimal Heat Affected Zone (HAZ), and excellent surface finish [
3]. Also, the FSW process creates potential joints with high fatigue strength, low preparation and little post-weld dressing.
The tool geometry, the welding parameters, and the joint designs are the significant parameters affecting the material flow pattern and temperature distribution, by determining the micro-structural evolution [
4].
Different works [
5,
6,
7,
8,
9] show as the transverse and the rotational tool speeds are the FSW process parameters that most affect mechanical properties of the joints. These latter depend mostly on the grain size and the dislocation density due to plastic deformation and recrystallization phenomena that occurring during the welding [
10,
11,
12,
13,
14,
15].
Attallah et al. [
15] studied four alloys: 5251-H34, 5083-H116, 5754-O and 2024-T351 and on these materials, testing different FSW parameters. These analyses have highlighted the relationship between the banding of constituent particles and “onion rings” formation in AA 5754 joints.
In the work of Kulekci et al. [
16], the effects of tool pin diameter and tool rotation speed at a constant weld speed were investigated on fatigue properties of friction stir overlap welded AA 5754. Two other works [
17,
18] provide information on the influence of process parameters, on the tensile and the fatigue behavior of a FSW joints in a tailor-welded blank of AA 5754. However, the welding parameters were not disclosed by the authors.
The process parameters are strictly correlated with the thermal behavior of plates and then with the mechanical properties of joints [
19,
20]. However, in literature, there are only a few studies about the thermal monitoring of the FSW process.
Hwang et al. [
21], carried out an experimental study of temperature distributions within the work piece during FSW of aluminum alloys while Zhu et al. [
20] performed a numerical simulation of transient temperature and residual stresses in the FSW process of 304L stainless steel. Chao et al. [
22], assessed the heat transfer in FSW both experimentally and numerically, while Schmidt et al. [
23], developed an analytical model for heat generation in FSW.
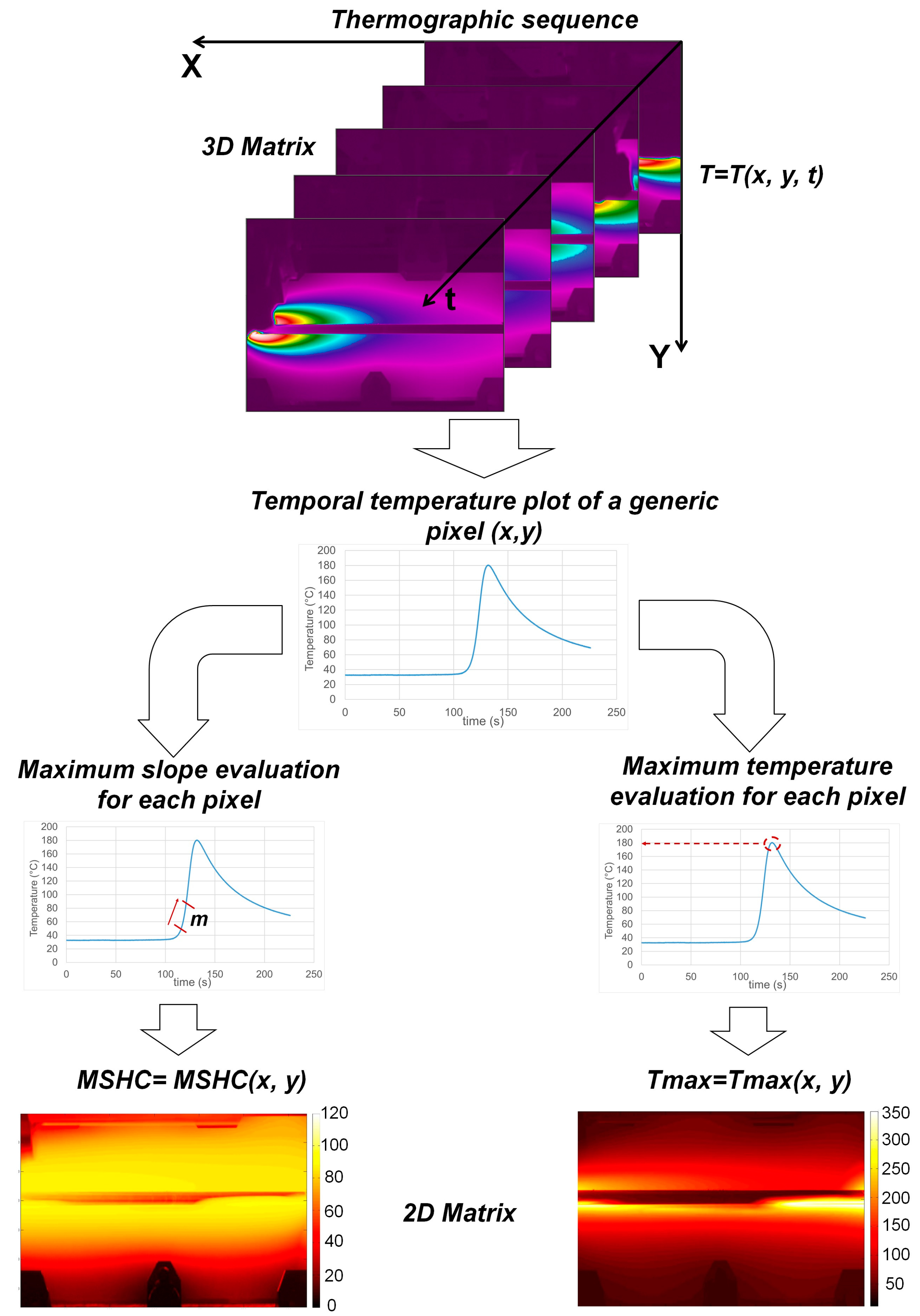
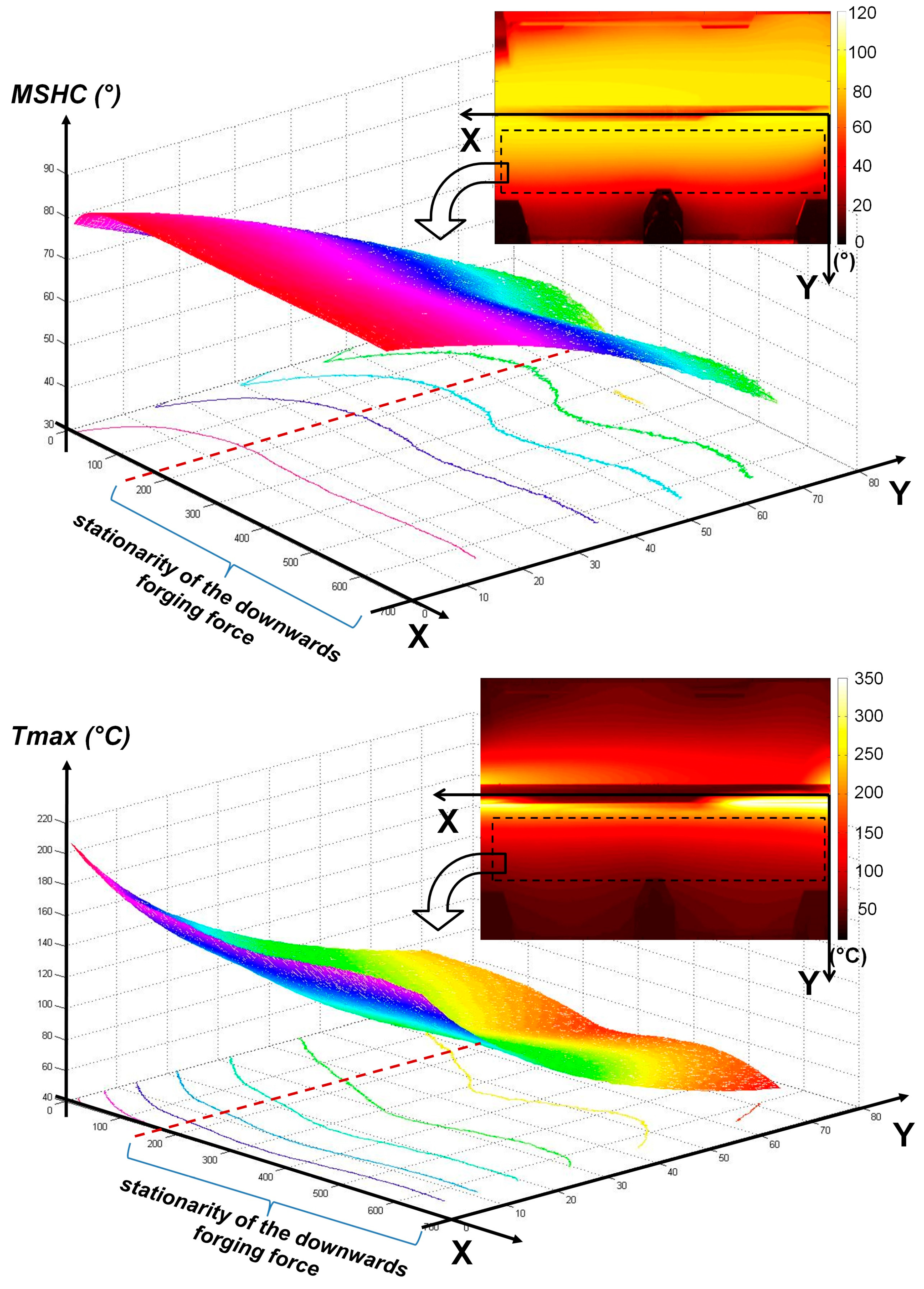
Recently, Serio et al. [
24,
25,
26] demonstrated how the absolute temperature cannot be used for monitoring the FSW process in non-stationary conditions since it is affected by environmental conditions and is influenced by the experimental set-up adopted for the tests. In particular, a more sensitive thermal parameter has been proposed for investigating the thermal behavior of the material, representing the heat generated during the process.
In this work, an experimental approach based on thermographic technique has been used for optimizing the FSW process through thermal indexes related to the frictional power input. This paper starts from a previous work [
26] in which the potential of thermographic techniques for evaluating the stationarity of the FSW process was demonstrated. Other tests were carried out in order to detect the optimal region of process parameters in term of tensile strength. In this regard, the Response Surface Methodology (RSM) including 2
2 full factorial design and the steepest ascent have been used for detecting this region.
Finally, a suitable model previously developed [
26] has been used for predicting UTS values of joints. The model acquires as inputs thermal parameters obtained by the analysis of thermographic data.
2. Experimental Design and Determination of the Optimal Region
The Response Surface Methodology [
27,
28,
29,
30] has been used with the aim of optimizing the process parameters (travel and rotation tool speeds). The RSM focuses on studying of a mathematical relationship between parameters and the response of the studied system. A basic approach of response surface methodology uses a first-degree polynomial model which is easily estimated by factorial experiments (Equation (1)).
where x is a generic variable of the proposed model.
The screening model, used for the first order situation, involves linear effects and a single cross product factor, which represents the linear interaction component. The initial screening has been carried out in previous works [
24,
25,
26] by a 2
2 full factorial experimental plan by considering the combinations of parameters shown in
Figure 1.
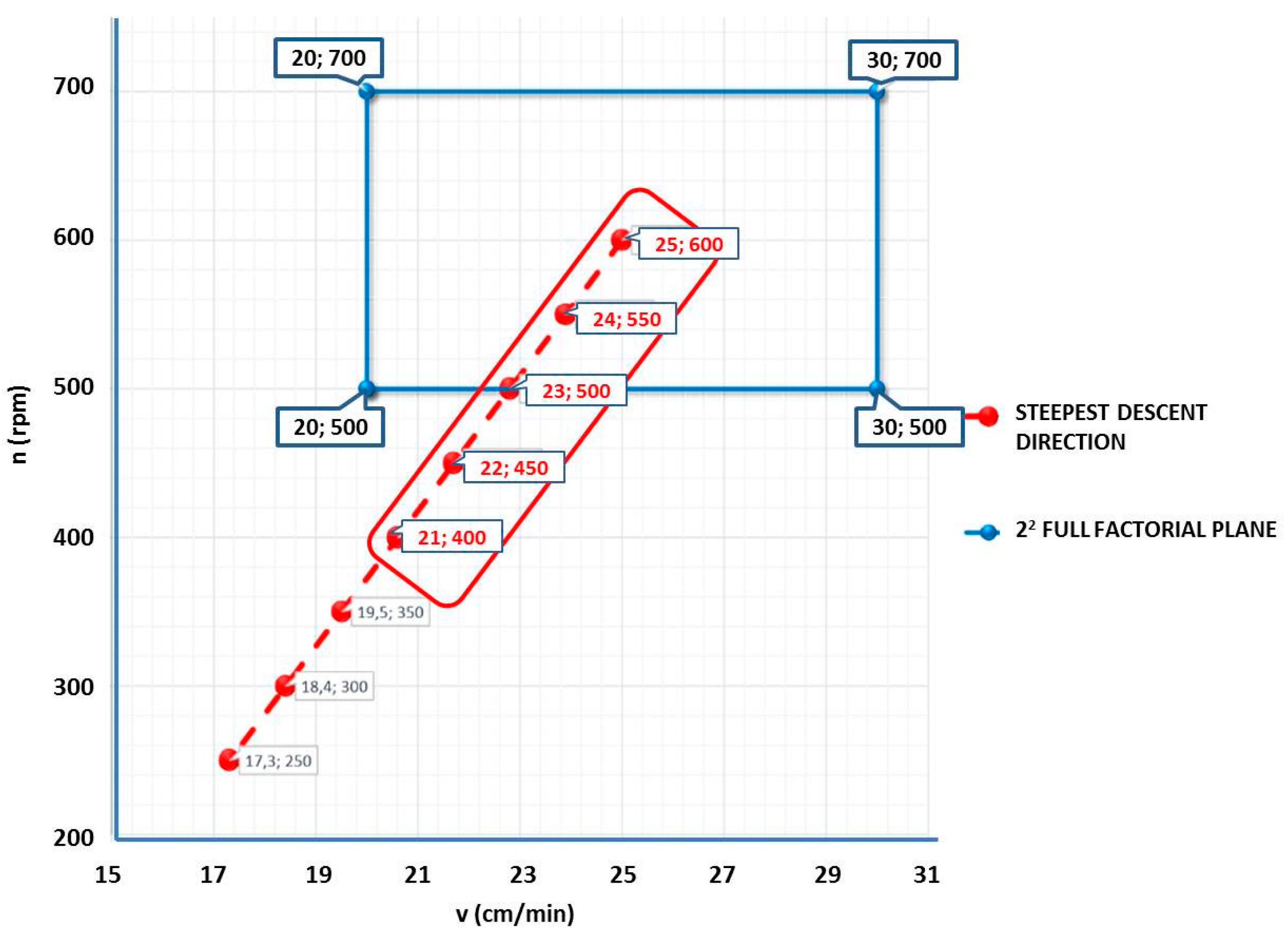
The adopted values of the tool rotation speed and the travel speed were respectively: 500–700 [rpm] and 20–30 [cm/min]. A regression analysis has been obtained and a Screening Response Model has been defined, in which the chosen response variable “Y” is the Ultimate Tensile Strength (Equation (2)) [
26]:
where the UTS is expressed in [MPa], the rotation speed “n” [rpm] and the travel speed “v” in [cm/min]. Based on the fitted first-order model obtained from the 2
2 full factorial screening plan, steepest ascent experiments were constituted. The direction of steepest ascent (descent) is the direction in which response increases (decreases) most rapidly. This direction is parallel to the normal line to the fitted response surface. Generally, the path of steepest ascent (descent) is chosen as the line through the center of the region of interest and normal to the fitted surface. Thus, the steps along the path are proportional to the regression first-order model 2
2 full factorial screening plan (Equation (2)). The algorithm allows to determine the new experimental points, in which 2 factors were considered: x
1 and x
2. The linear model of the Y response becomes the following (Equation (3)):
where α
0 is the known term of the model, and α
1 and α
2 are respectively the coefficients of the independent variables x
1 and x
2. In order to apply the steepest ascent method, it is necessary the normalization of the natural selected independent variables, considering as the origin points, the central point of the screening plan. Therefore, the independent variables correspond to the rotation and travel speeds (x
1 = v; x
2 = n), while the central point is identified by the combination v = 25 [cm/min] and n = 600 [rpm]. By normalizing the independent variables and applying a linear regression to the data expressed in these normalized variables, the following first-order model (Equation (4)) is obtained:
In
Figure 2 and in
Table 1, the test sequence is shown. It has been extrapolated by the direction in which the response decreases most rapidly.
3. Materials and Methods
Single pass butt welds were produced in 6 mm thick plates of AA 5754-H111, with the following dimensions: 150 mm × 700 mm (width × length). This aluminum alloy is characterized by an excellent corrosion resistance in the marine environment and it exhibits high formability. It is widely used as coating of pressure vessels, tankers, chemical plants. All these applications make the alloy particularly useful for the manufacturing of components for automotive and naval fields. The chemical compositions and principal mechanical properties of the AA 5754-H111 are, respectively, presented in
Table 2 and
Table 3.
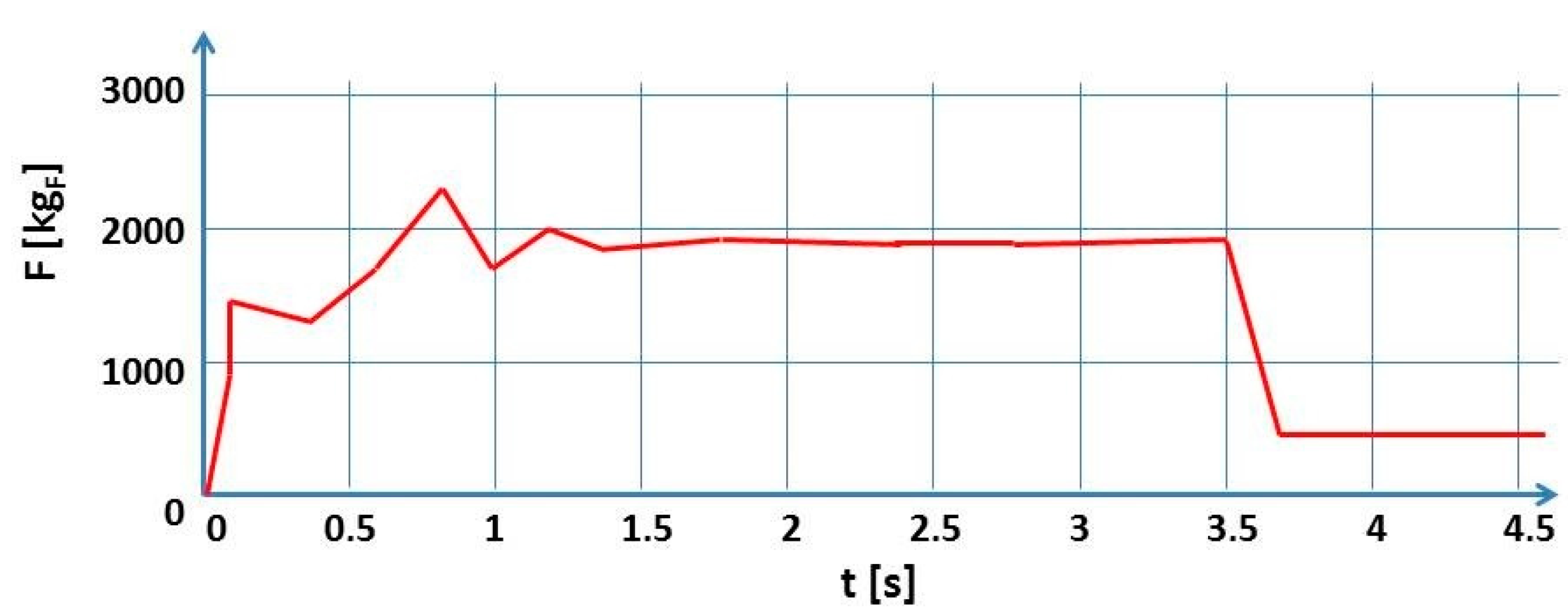
All welds were carried out in “position control” using a FSW machine (LEGIO™ FSW 4UT produced by ESAB, Laxå, Sweden). It is equipped with 4 axes and controlled using the latest of Programmable Logic Controller (PLC) technology.
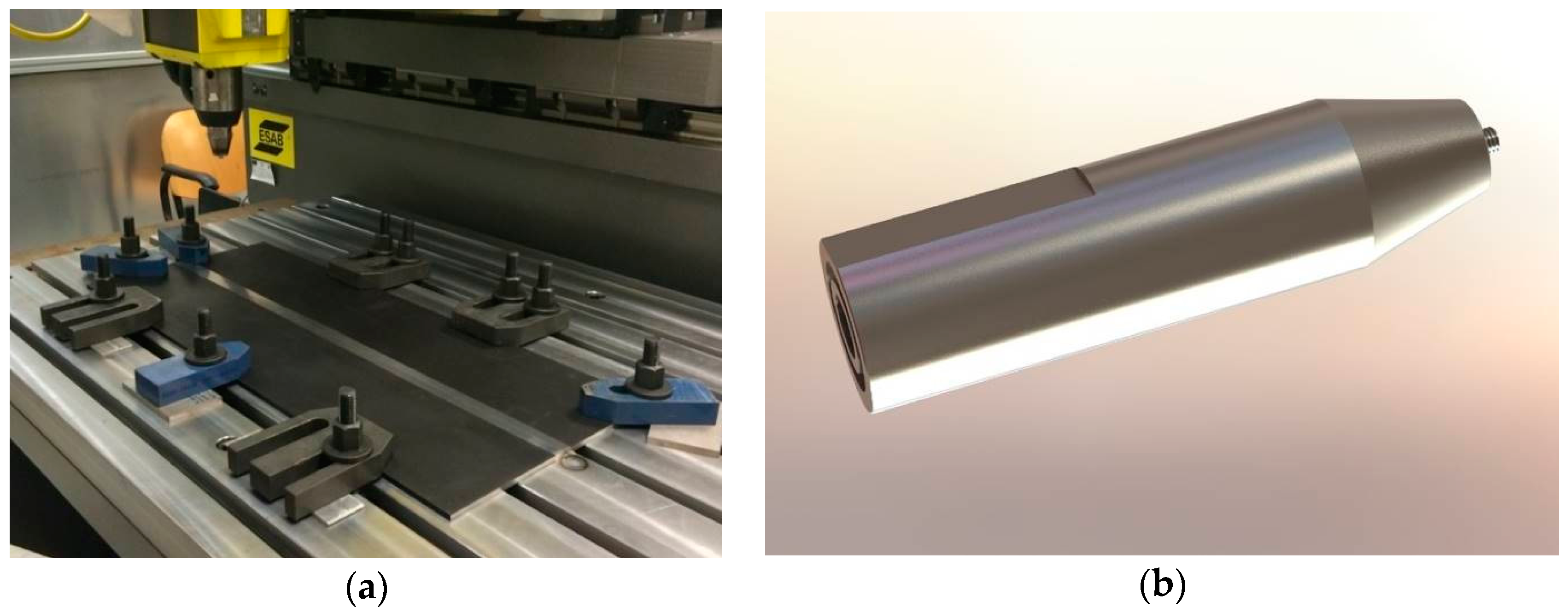
The work pieces were fixed on a rigid backing-plate and clamped along the welding direction to avoid transversal movements during welding (
Figure 3).
The FSW dwell time was always kept at 15 s, later the tool moves with constant welding speed according to the parameters combination shown in
Table 1. During the penetration phase, the rotating tool pin penetrates into the work piece until the tool shoulder makes contact. The penetration speed is about 0.5 cm/min. The tool has a shoulder diameter of 22 mm, a height of the pin of 5.8 mm and a tilt angle of 1.2° to facilitate the mixing of the material (
Figure 3).
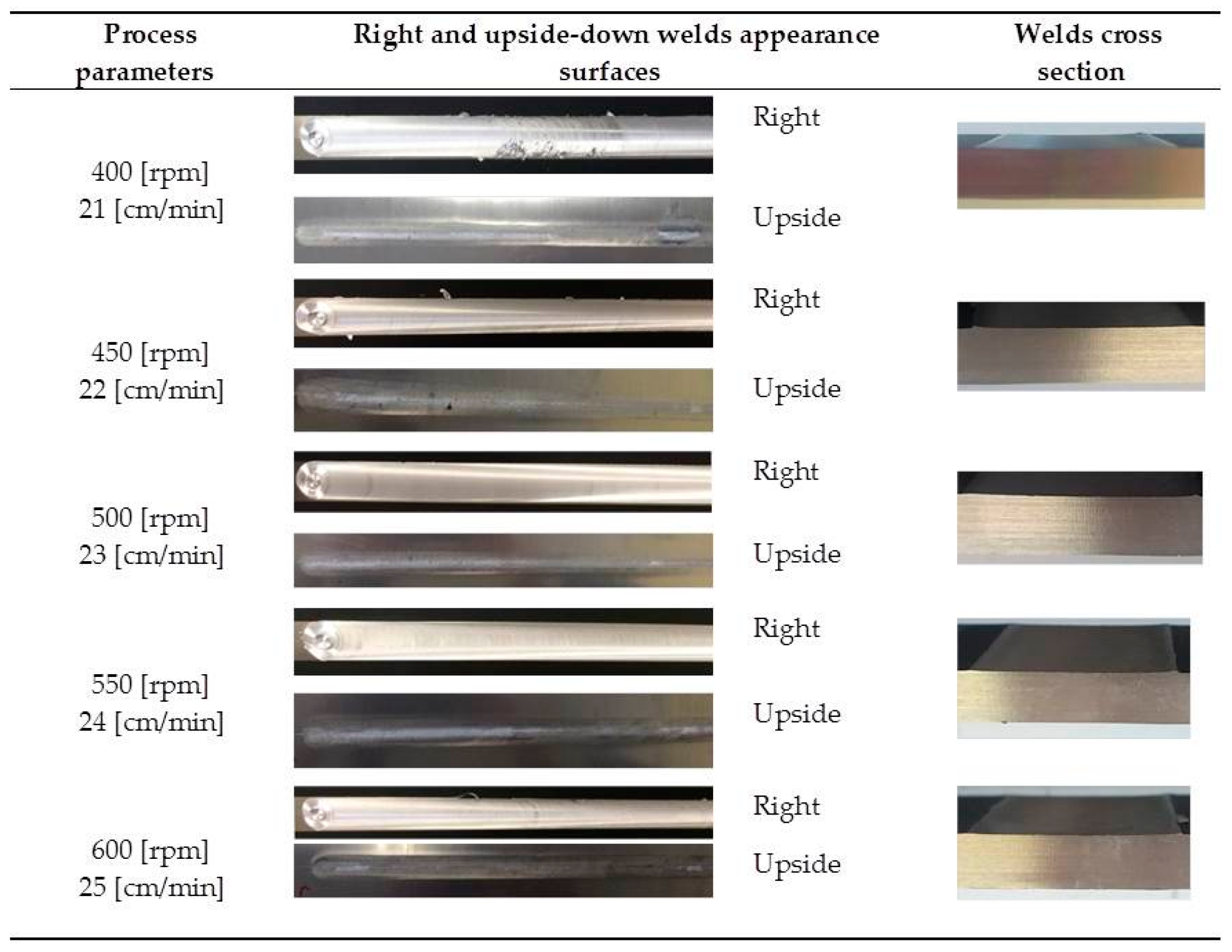
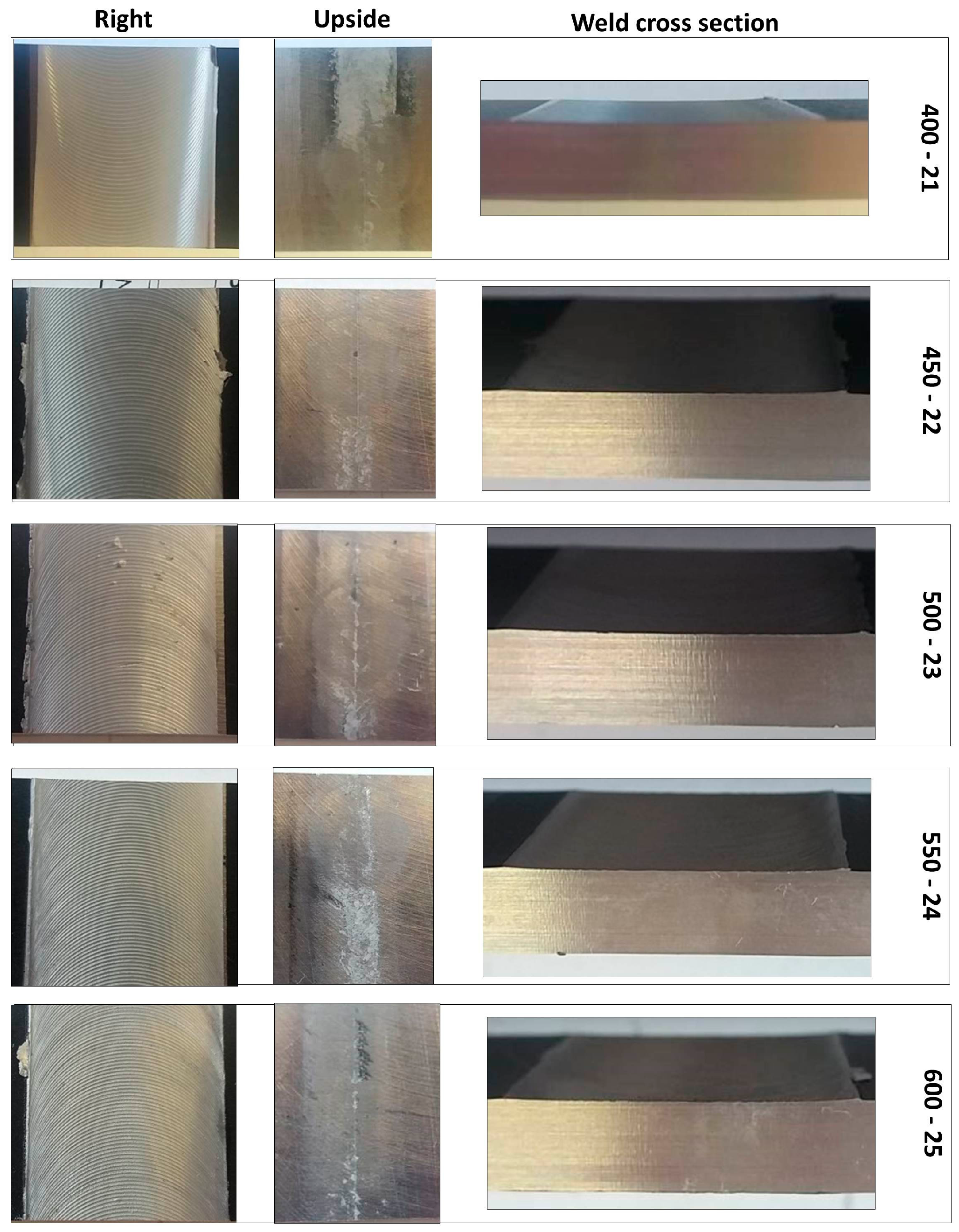
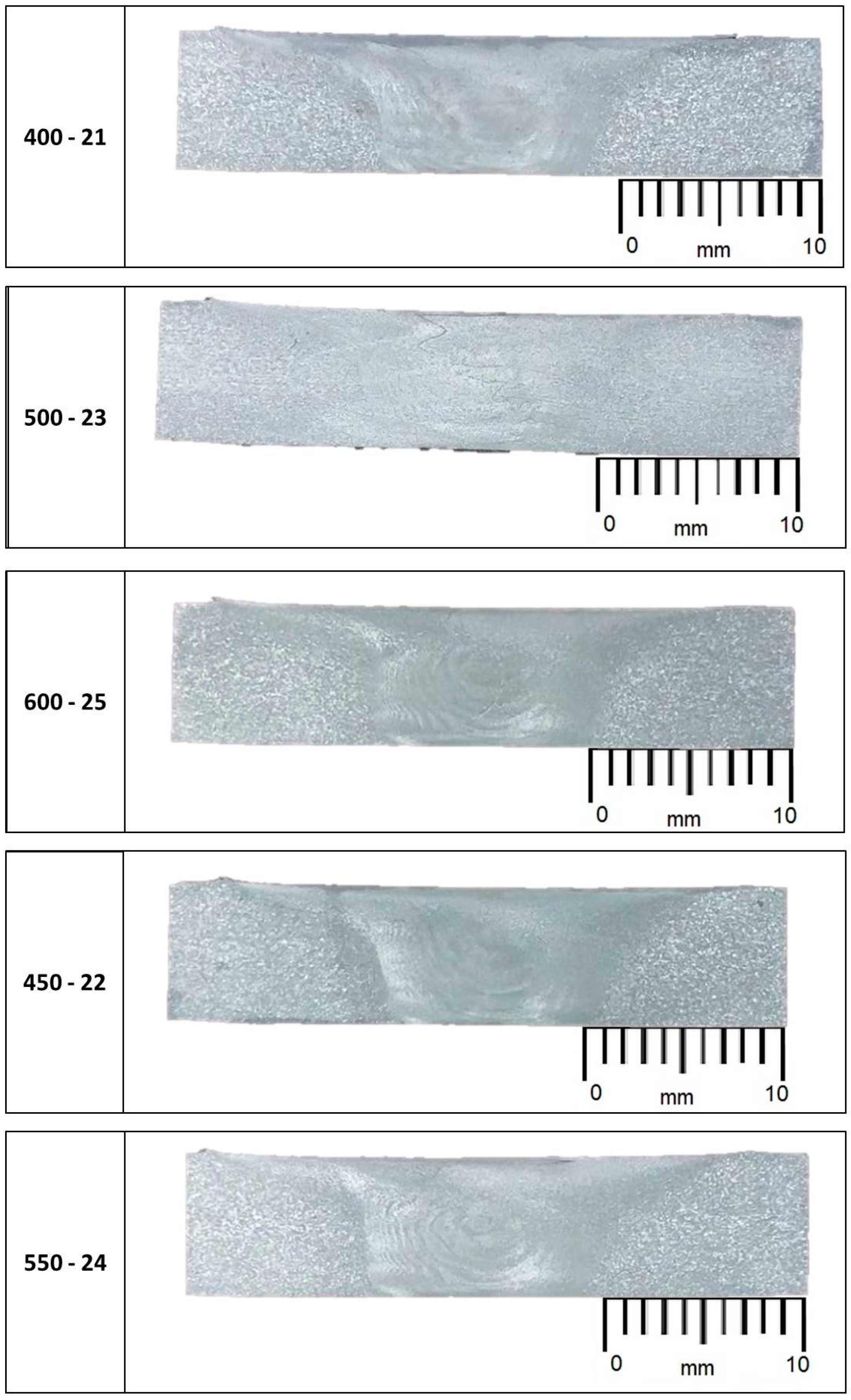
3.1. Non-Destructive Tests
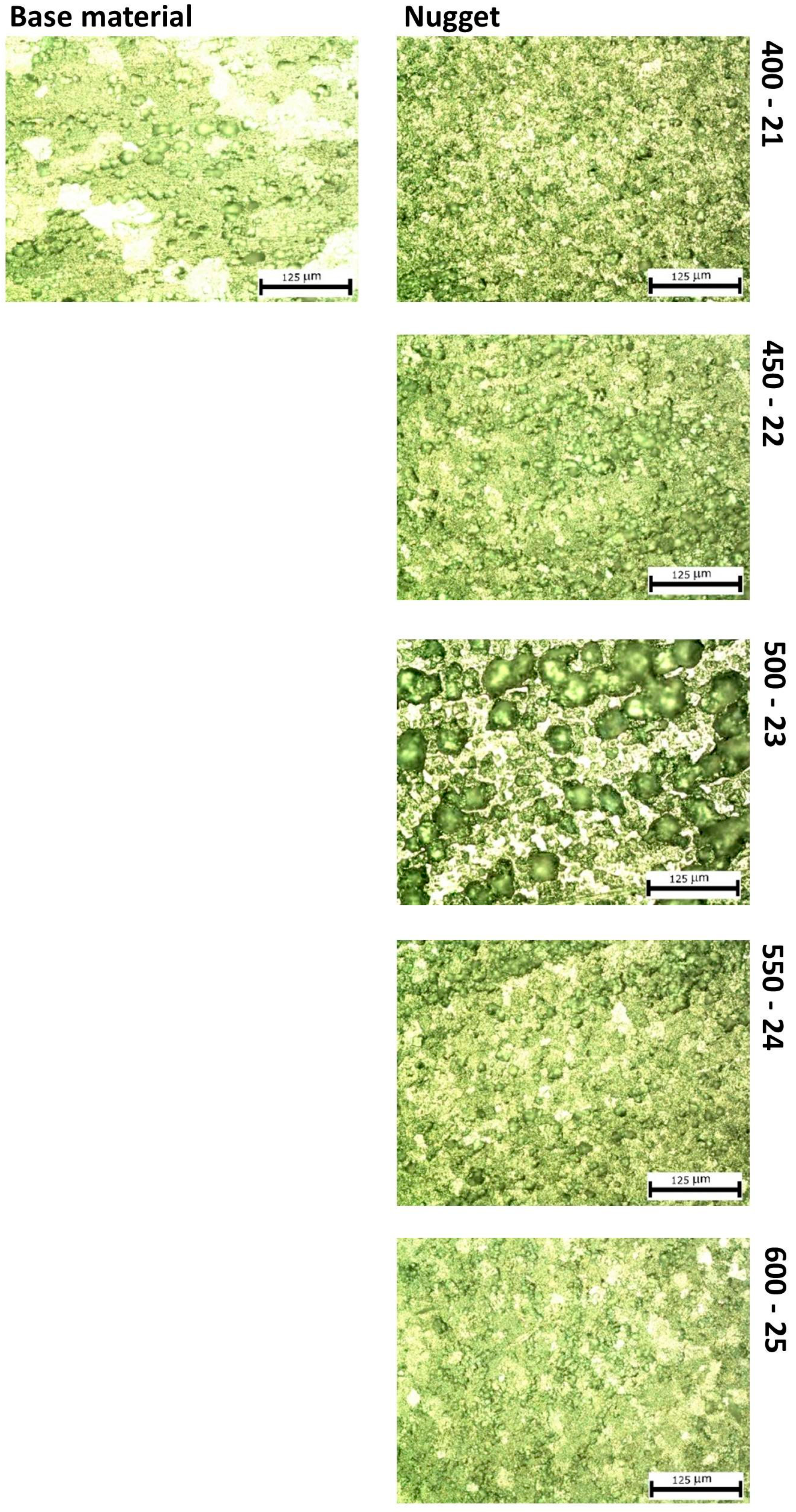
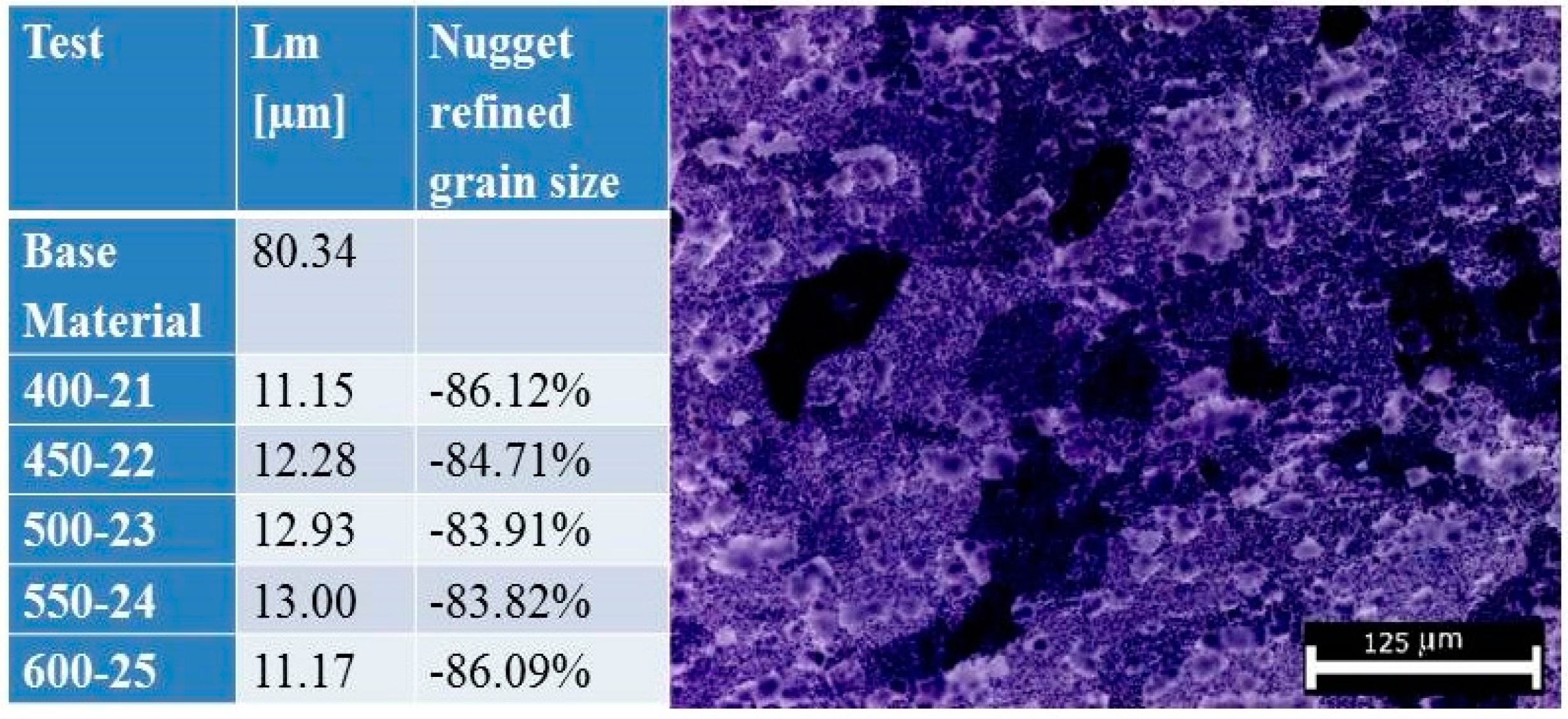
Visual inspections, macrographic and micrographic tests have been carried out preparing the cross-sectional samples taken from all welded joints. Specimens were prepared using standard metallographic methods for macroscopic examinations of the weld zones. The face examination of the welds was carried out according to the criterion fixed by the Standard UNI EN ISO 25239-5:2012 [
31]. Cross sections of the welds were cold mounted, polished and etched with a Keller solution. The joints surface was examined with 50× and 200× magnification.
3.2. Thermographic Technique
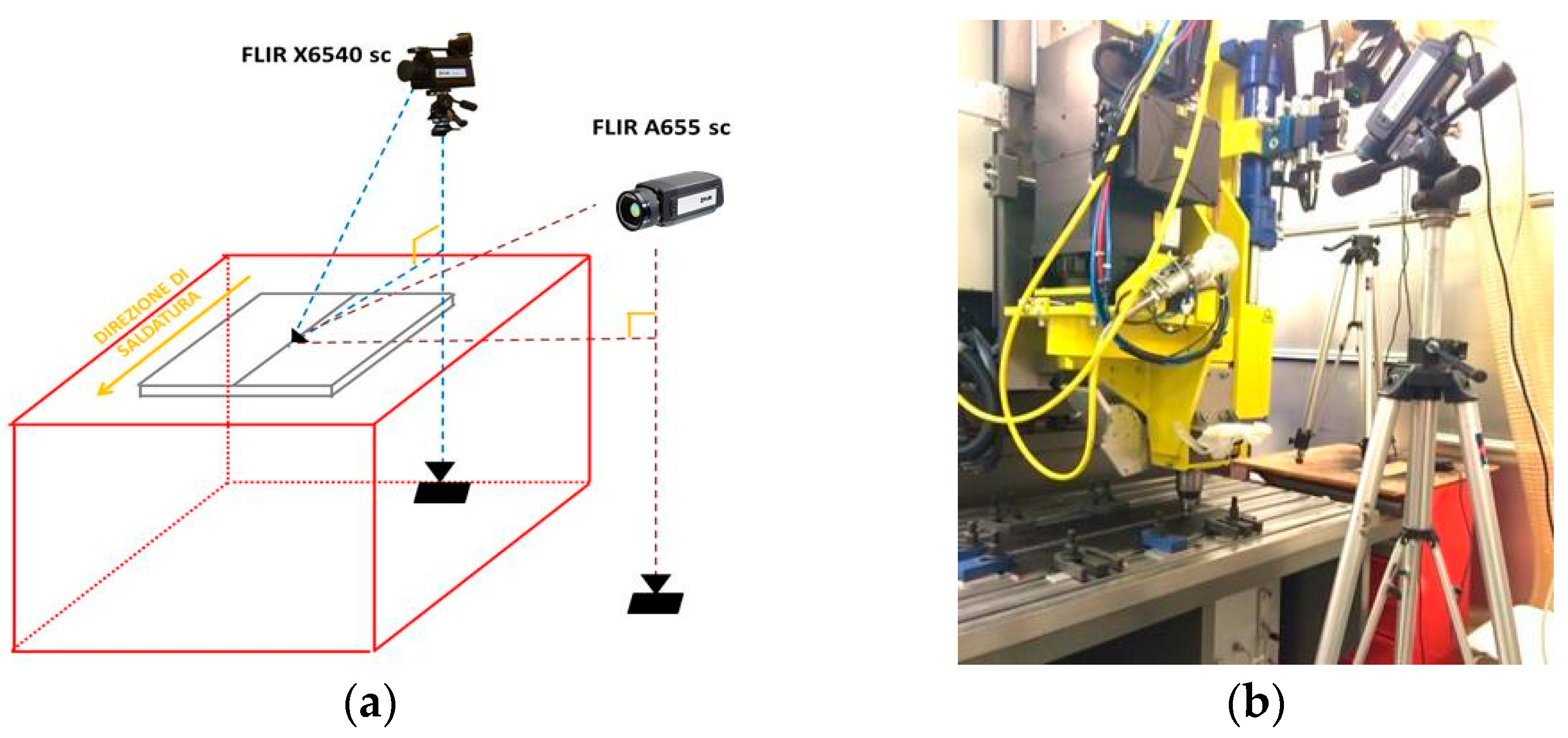
The surface thermal acquisitions were performed using two IR-cameras. In particular, in order to acquire thermal data along the weld tool direction, the cooled FLIR X6540 SC IR camera has been used. This latter has thermal sensitivity (NETD) <20 mK and is based on a InSb cooled detector with 640 × 512 pixels. The uncooled-microbolometric FLIR A655 SC IR camera has been placed in a perpendicular direction with respect to the first thermocamera (thermal sensitivity (NETD) <30 mK, 640 × 480 pixels) (
Figure 4).
The infrared sequences were recorded during each test at frequency of 15 Hz. Both thermal cameras recorded the maps of surface temperature across the weld, for each FSW process parameter combination. Before the tests, all specimens were painted with matt black coating (see
Figure 4) in order to make uniform the surface emissivity (0.95) and to avoid reflections caused by any heat sources close to the specimens during the tests. In the
Section 4.5, the results of analysis carried out on thermal sequences obtained with the A655sc IR camera are shown.
3.3. Tensile Tests
Ultimate Tensile Strength was used to evaluate the mechanical properties of welded joints. All tests have been performed on a INSTRON Series IX 3360 (INSTRON, Norwood, MA, USA) under displacement control with a constant crosshead speed displacement rate of 5 mm/min according to Standard ISO 6892-1:2016 [
32].
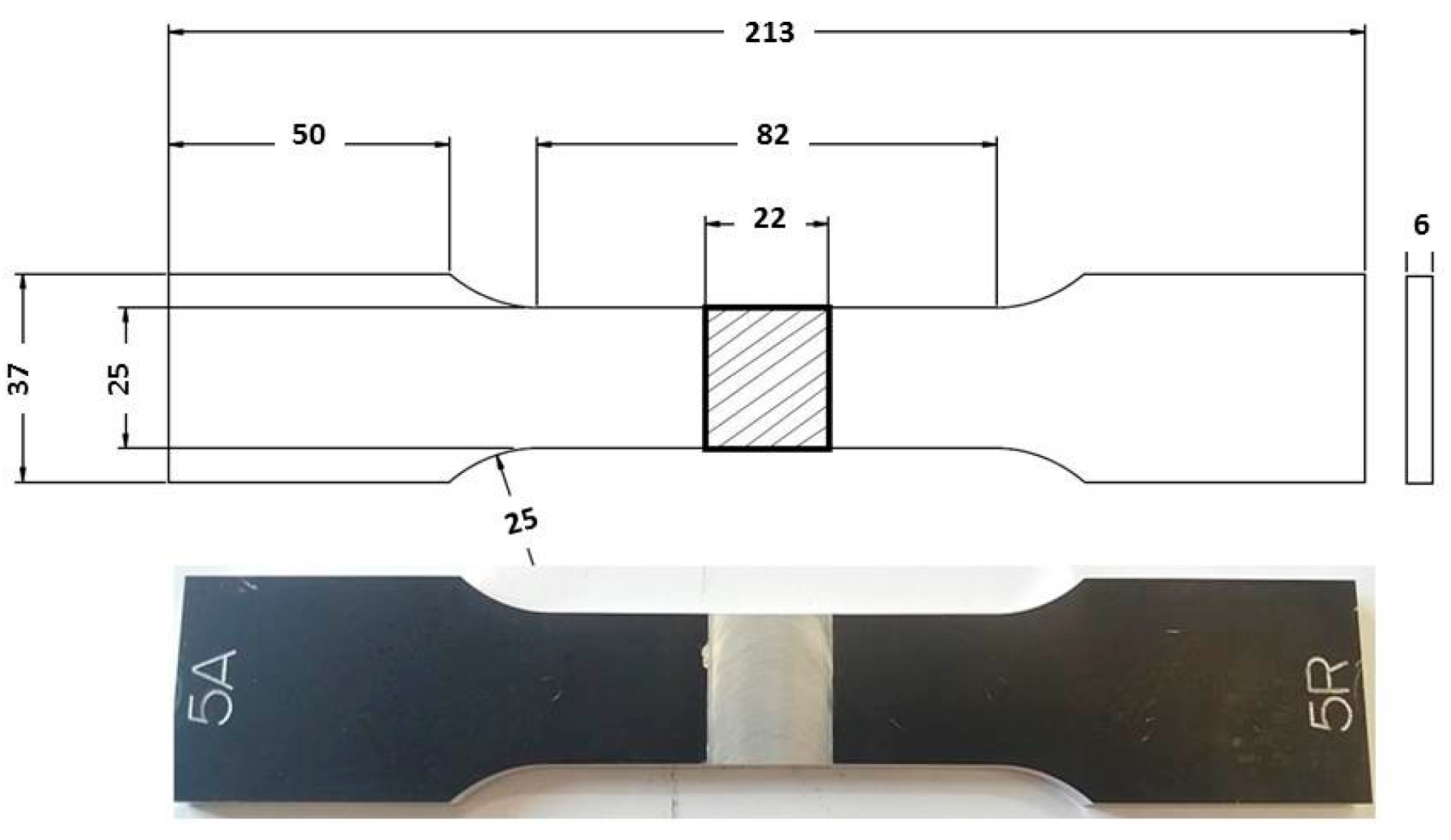
Tensile tests were performed both on FSW joints and AA 5754-H111 base material, on total number of five samples. The specimens were designed in accordance with UNI EN ISO 4136:2012 standard [
33]. The specimen geometry is shown in
Figure 5.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




