
Self-Healing Materials for Ecotribology



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
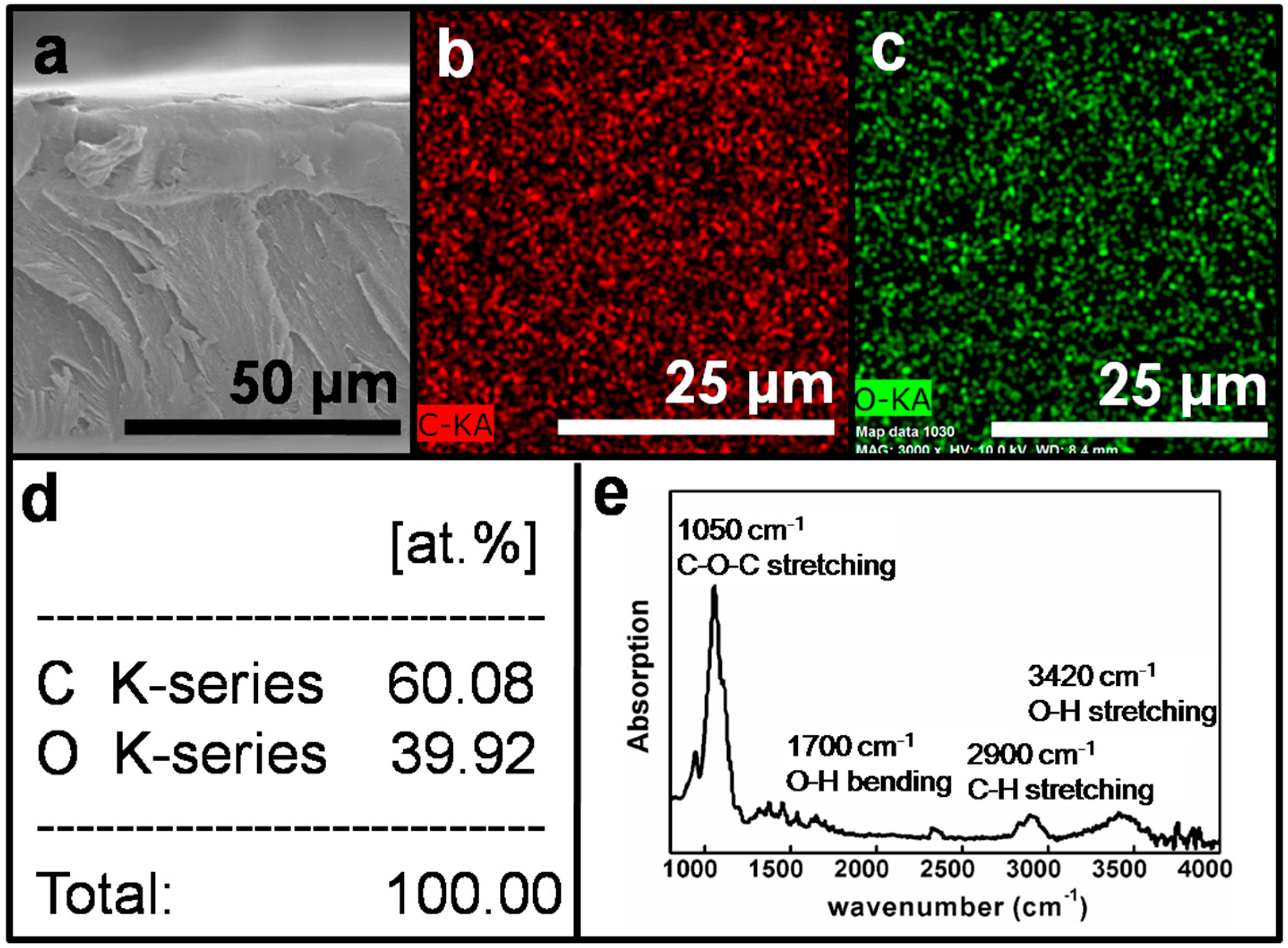
2.1. Film Preparation and Characterization
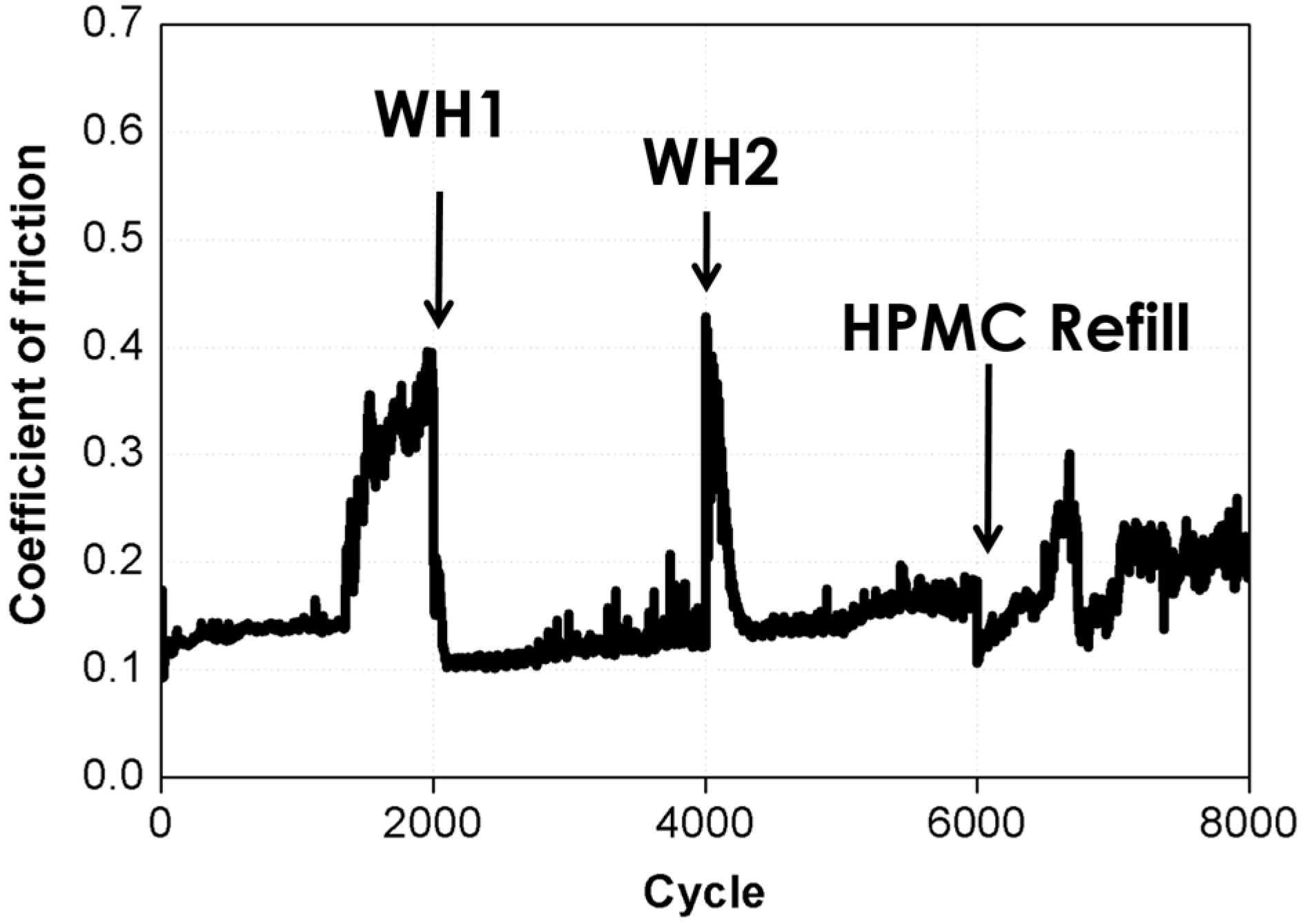
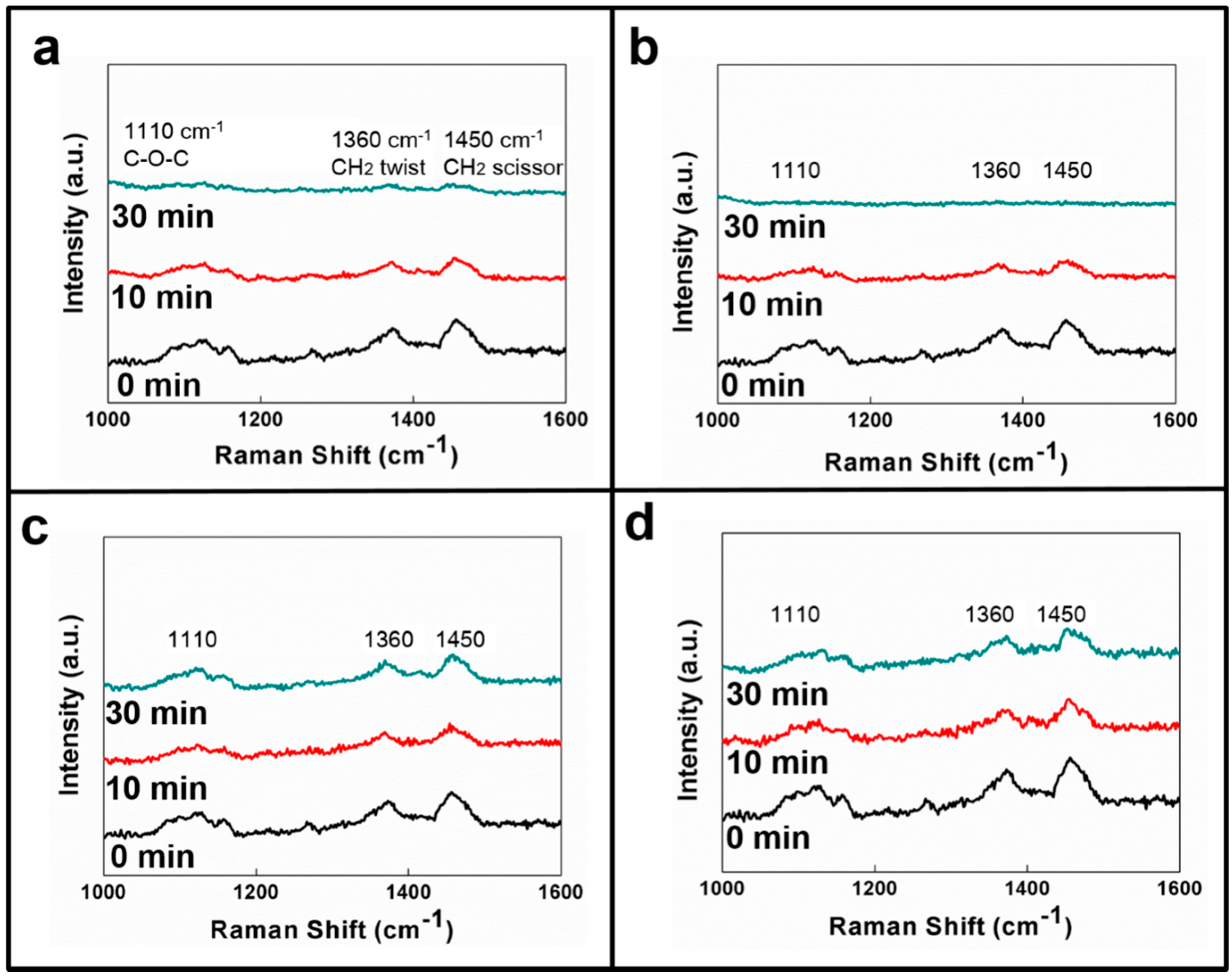
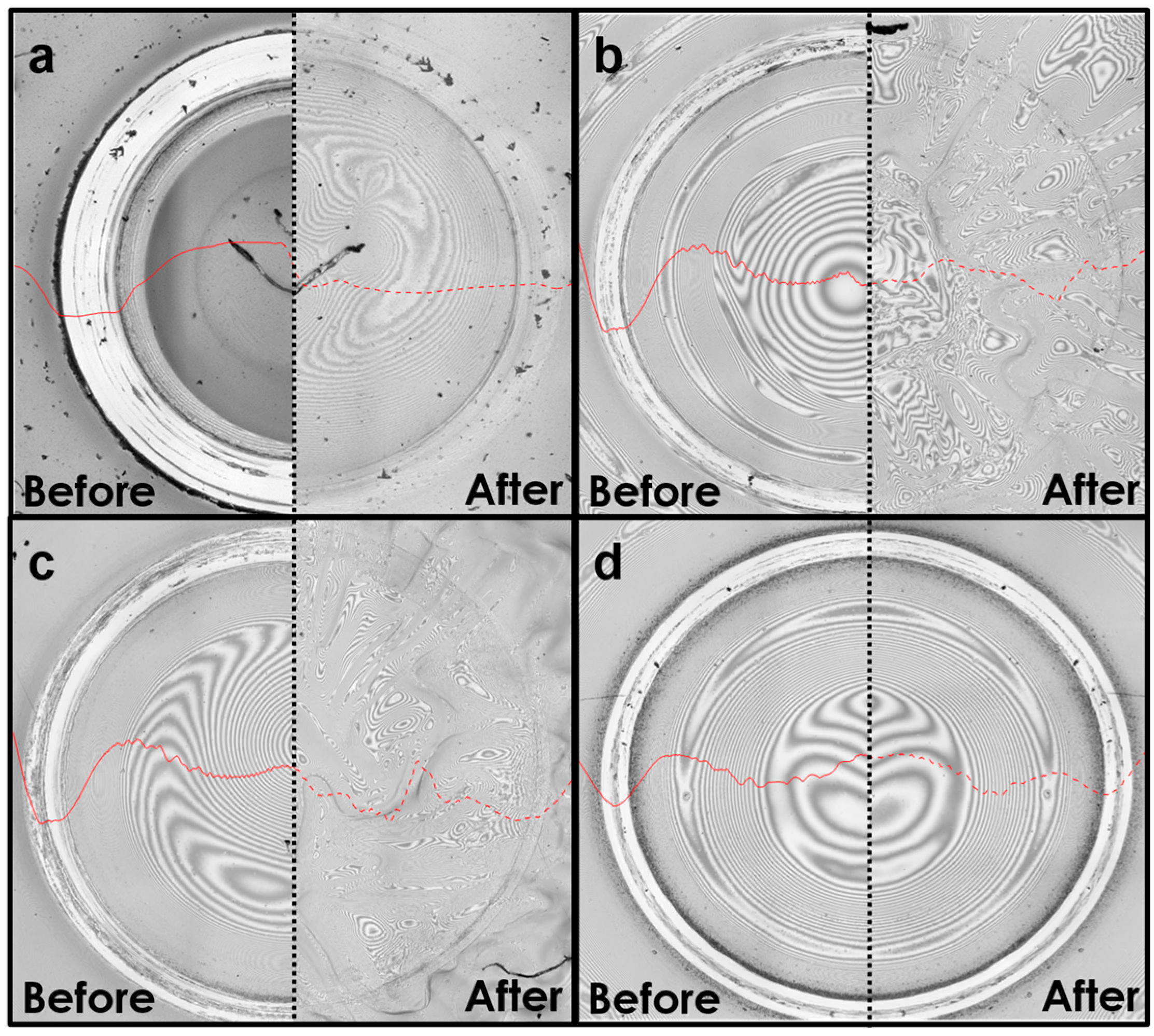
2.2. Tribology Test and Thin-Film Healing Properties
3. Results and Discussion
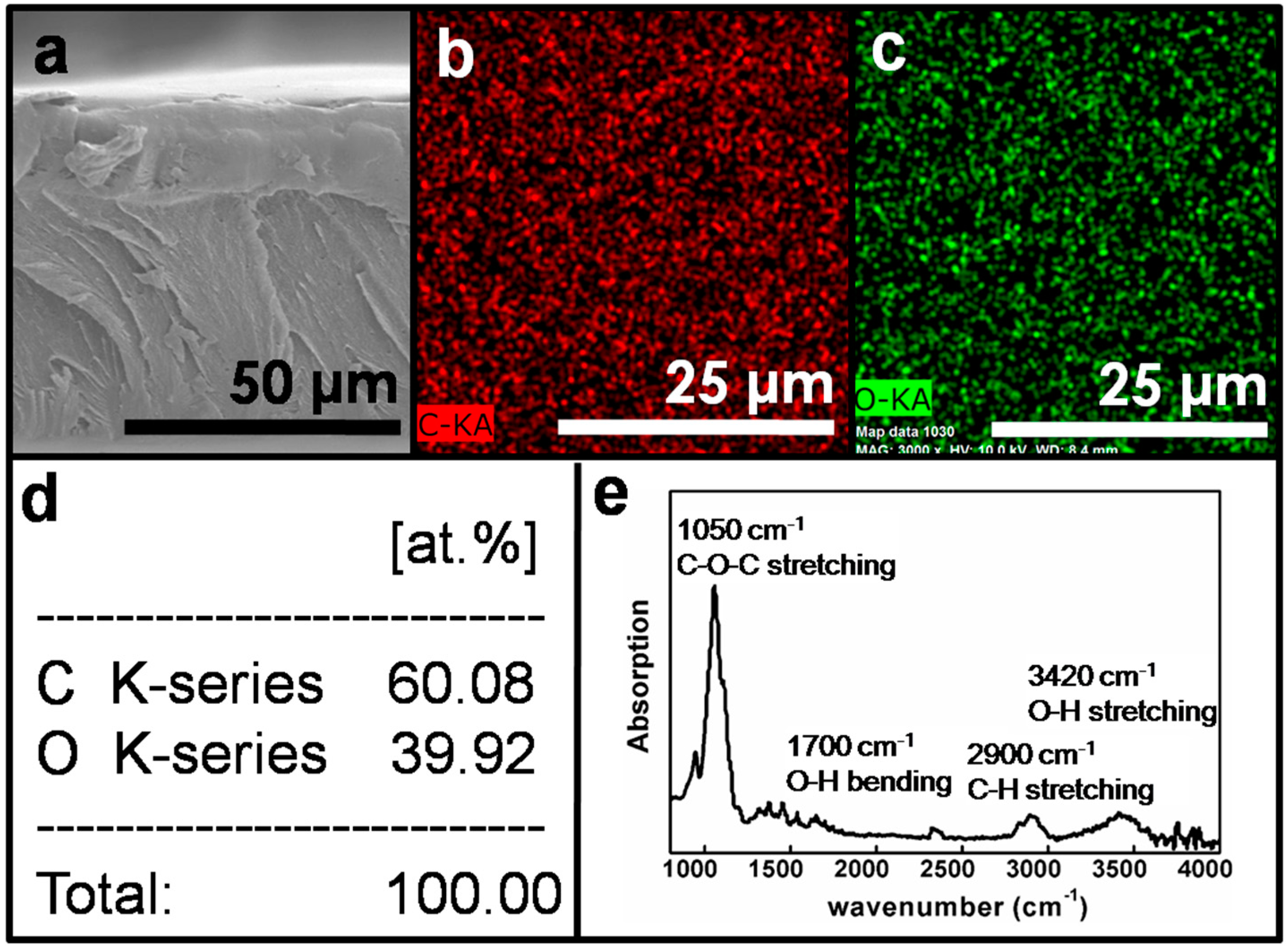
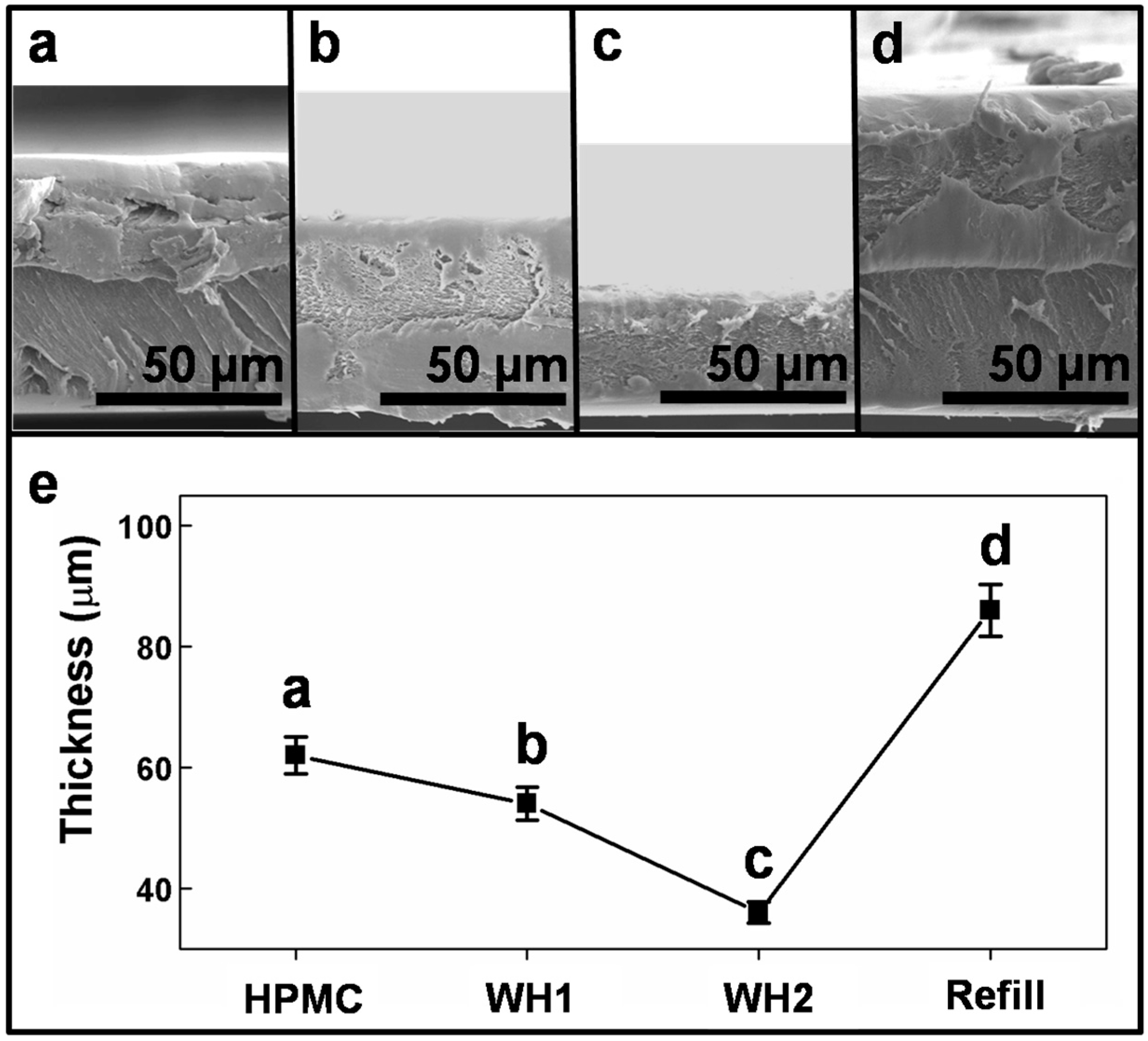
3.1. Film Preparation and Characterization
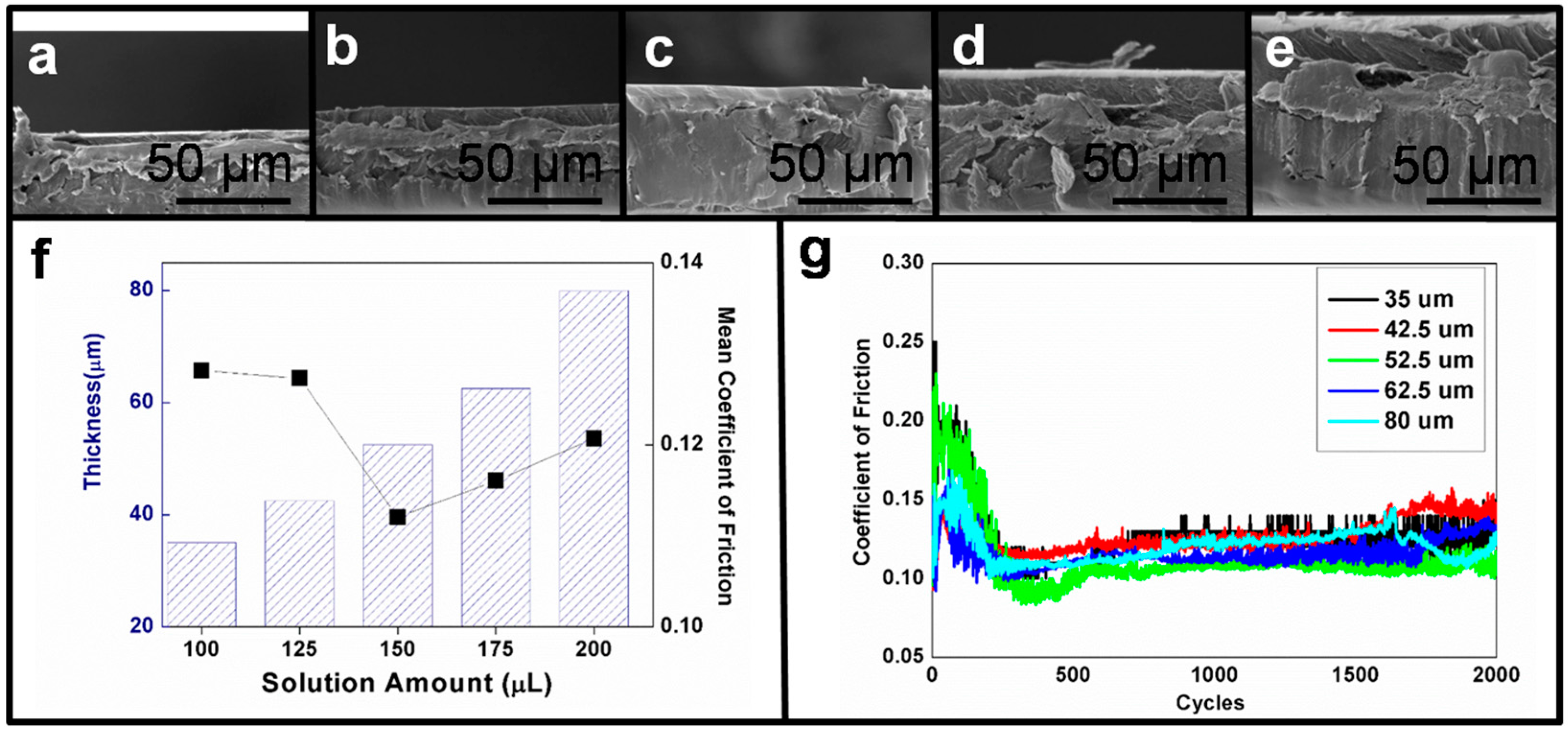
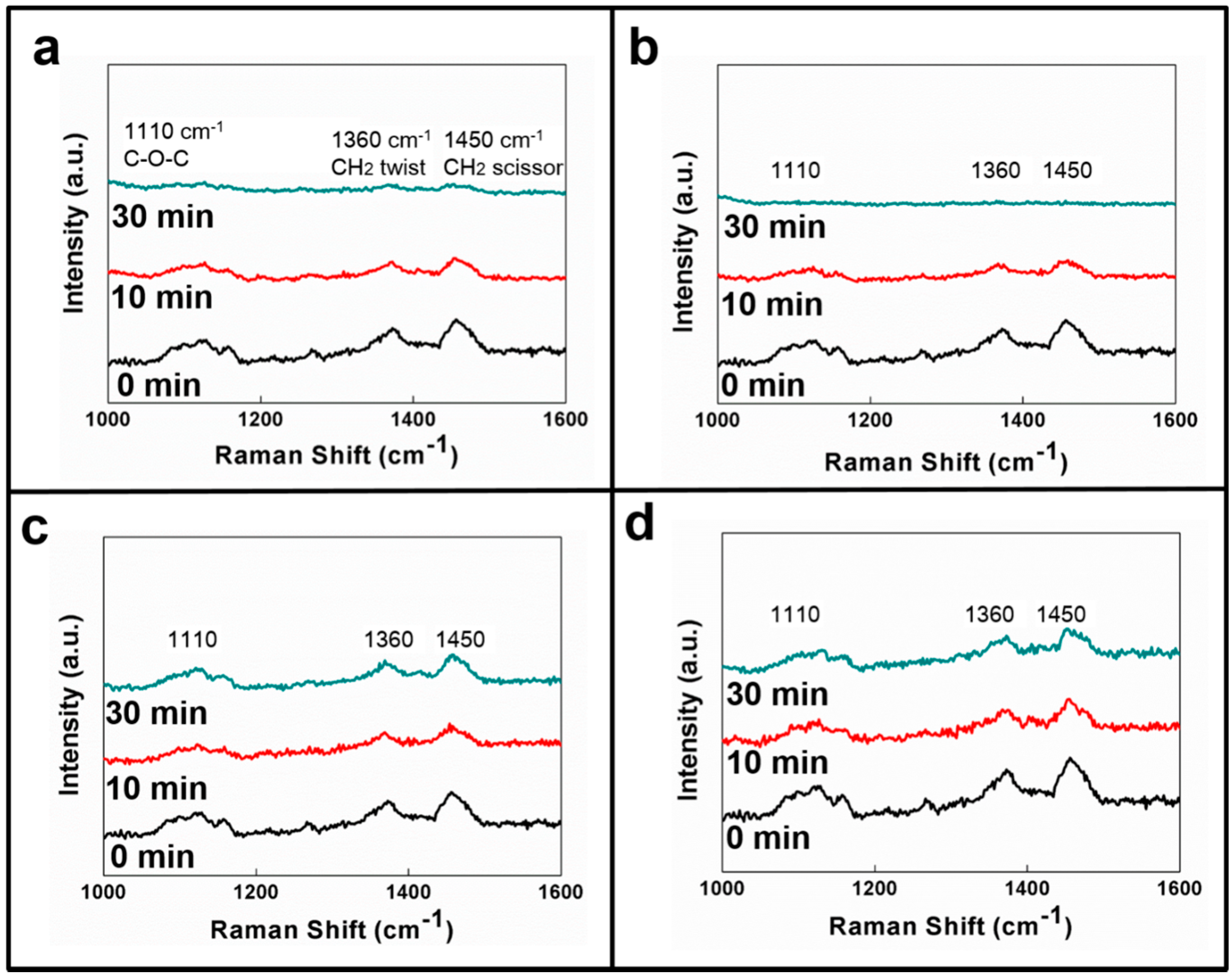
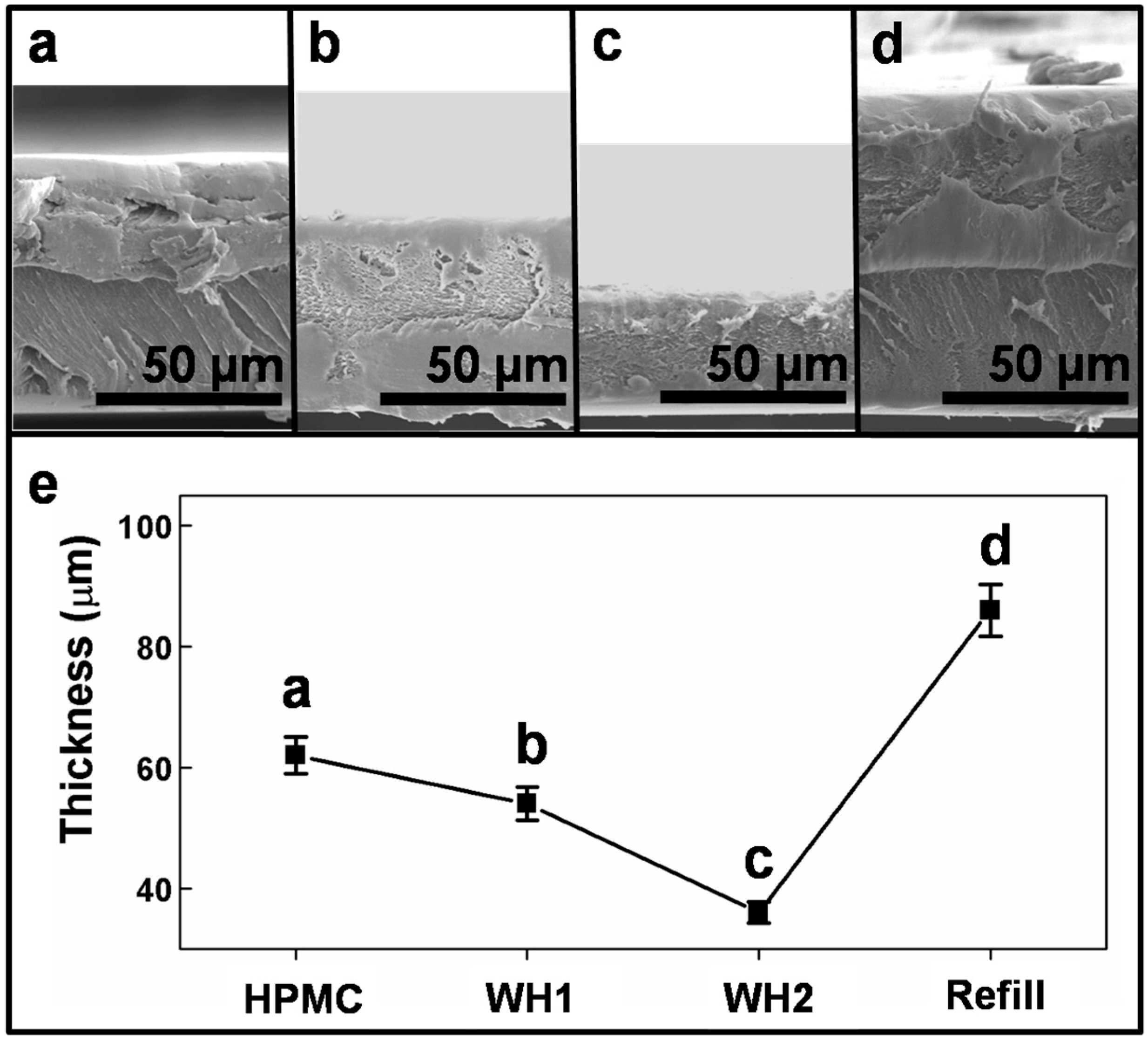
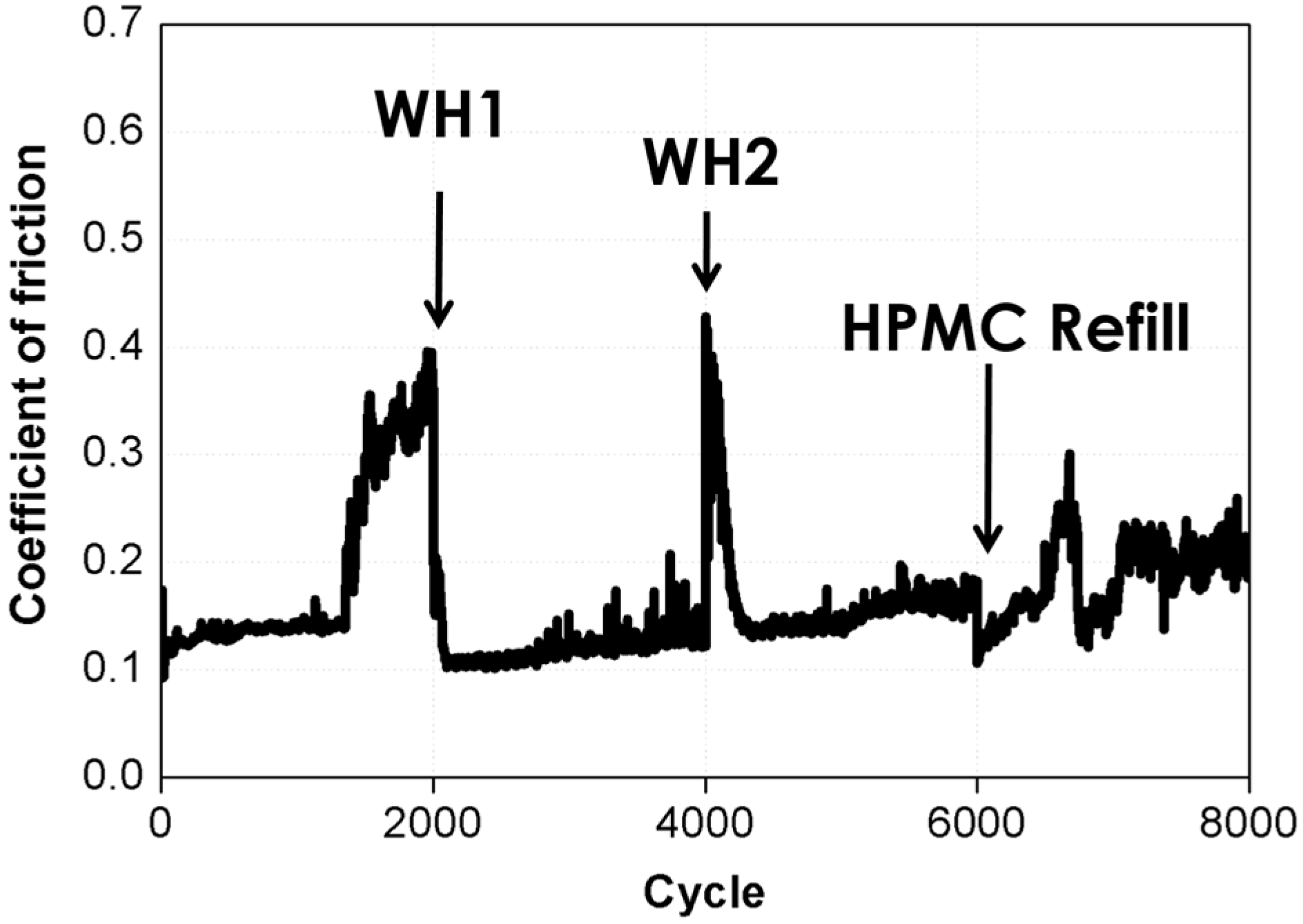
3.2. Tribology Test and Thin-Film Healing Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| NCKU | National Cheng Kung University |
| HPMC | Hydroxypropyl methylcellulose |
| COF | Coefficient of frictions |
| MQL | Minimum quantity lubrication |
| SEM | Scanning electron microscope |
| EDS | Energy dispersive spectroscopy |
| FTIR | Fourier transform infrared spectroscopic |
References
- Tai, B.L.; Jessop, A.J.; Stephenson, D.A.; Shih, A.J. Workpiece thermal distortion in minimum quantity lubrication deep hole drilling—Finite element modeling and experimental validation. J. Manuf. Sci. Eng. 2012, 134, 011008. [Google Scholar] [CrossRef]
- Lee, P.-H.; Nam, J.S.; Li, C.; Lee, S.W. An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. 2012, 13, 331–338. [Google Scholar] [CrossRef]
- Shen, B.; Shih, A.J.; Tung, S.C. Application of nanofluids in minimum quantity lubrication grinding. Tribol. Trans. 2008, 51, 730–737. [Google Scholar] [CrossRef]
- Banerji, A.; Bhowmick, S.; Alpas, A. High temperature tribological behavior of W containing diamond-like carbon (DLC) coating against titanium alloys. Surf. Coat. Technol. 2014, 241, 93–104. [Google Scholar] [CrossRef]
- Beckford, S.; Cai, J.; Chen, J.; Zou, M. Use of Au nanoparticle-filled PTFE films to produce low-friction and low-wear surface coatings. Tribol. Lett. 2014, 56, 223–230. [Google Scholar] [CrossRef]
- Wu, Y.; Tsui, W.; Liu, T. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 2007, 262, 819–825. [Google Scholar] [CrossRef]
- Gara, L.; Zou, Q. Friction and wear characteristics of water-based ZnO and Al2O3 nanofluids. Tribol. Trans. 2012, 55, 345–350. [Google Scholar] [CrossRef]
- Gara, L.; Zou, Q. Friction and wear characteristics of oil-based ZnO nanofluids. Tribol. Trans. 2013, 56, 236–244. [Google Scholar] [CrossRef]
- Zhao, J.; He, Y.; Wang, Y.; Wang, W.; Yan, L.; Luo, J. An investigation on the tribological properties of multilayer graphene and MoS2 nanosheets as additives used in hydraulic applications. Tribol. Int. 2016, 97, 14–20. [Google Scholar] [CrossRef]
- Novak, C.; Kingman, D.; Stern, K.; Zou, Q.; Gara, L. Tribological properties of paraffinic oil with nanodiamond particles. Tribol. Trans. 2014, 57, 831–837. [Google Scholar] [CrossRef]
- Hsin, Y.L.; Chu, H.-Y.; Jeng, Y.-R.; Huang, Y.-H.; Wang, M.H.; Chang, C.K. In situ de-agglomeration and surface functionalization of detonation nanodiamond, with the polymer used as an additive in lubricant oil. J. Mater. Chem. 2011, 21, 13213. [Google Scholar] [CrossRef]
- Al Mahmud, K.; Kalam, M.; Masjuki, H.; Abdollah, M. Tribological study of a tetrahedral diamond-like-carbon coating under vegetable oil-based lubricated condition. Tribol. Trans. 2015, 58, 907–913. [Google Scholar] [CrossRef]
- Quinchia, L.; Delgado, M.; Reddyhoff, T.; Gallegos, C.; Spikes, H. Tribological studies of potential vegetable oil-based lubricants containing environmentally friendly viscosity modifiers. Tribol. Int. 2014, 69, 110–117. [Google Scholar] [CrossRef]
- Rani, S.; Joy, M.; Nair, K.P. Evaluation of physiochemical and tribological properties of rice bran oil–biodegradable and potential base stoke for industrial lubricants. Ind. Crops Prod. 2015, 65, 328–333. [Google Scholar] [CrossRef]
- Padgurskas, J.; Rukuiža, R.; Meškinis, A.; Kreivaitis, R.; Spruogis, B. Influence of manufacturing methods on the tribological properties of rapeseed oil lubricants. Transport 2016, 31, 56–62. [Google Scholar] [CrossRef]
- Koshy, C.P.; Rajendrakumar, P.K.; Thottackkad, M.V. Evaluation of the tribological and thermo-physical properties of coconut oil added with MoS2 nanoparticles at elevated temperatures. Wear 2015, 330–331, 288–308. [Google Scholar] [CrossRef]
- Rapoport, L.; Feldman, Y.; Homyonfer, M.; Cohen, H.; Sloan, J.; Hutchison, J.; Tenne, R. Inorganic fullerene-like material as additives to lubricants: Structure–function relationship. Wear 1999, 225, 975–982. [Google Scholar] [CrossRef]
- Cizaire, L.; Vacher, B.; le Mogne, T.; Martin, J.; Rapoport, L.; Margolin, A.; Tenne, R. Mechanisms of ultra-low friction by hollow inorganic fullerene-like MoS2 nanoparticles. Surf. Coat. Technol. 2002, 160, 282–287. [Google Scholar] [CrossRef]
- Palacio, M.; Bhushan, B. A review of ionic liquids for green molecular lubrication in nanotechnology. Tribol. Lett. 2010, 40, 247–268. [Google Scholar] [CrossRef]
- Shi, S.-C.; Lu, F.-I. Biopolymer green lubricant for sustainable manufacturing. Materials 2016, 9, 338. [Google Scholar] [CrossRef]
- Byun, Y.; Ward, A.; Whiteside, S. Formation and characterization of shellac-hydroxypropyl methylcellulose composite films. Food Hydrocoll. 2012, 27, 364–370. [Google Scholar] [CrossRef]
- Shi, S.-C.; Huang, T.-F.; Wu, J.-Y. Preparation and tribological study of biodegradable lubrication films on si substrate. Materials 2015, 8, 1738–1751. [Google Scholar] [CrossRef]
- Shi, S.-C.; Wu, J.-Y.; Huang, T.-F.; Peng, Y.-Q. Improving the tribological performance of biopolymer coating with MoS2 additive. Surf. Coat. Technol. 2016, 303, 250–255. [Google Scholar] [CrossRef]
- Shi, S.-C. Tribological performance of green lubricant enhanced by sulfidation IF-MoS2. Materials 2016, 9, 856. [Google Scholar] [CrossRef]
- Lu, H.; Yao, Y.; Huang, W.M.; Hui, D. Noncovalently functionalized carbon fiber by grafted self-assembled graphene oxide and the synergistic effect on polymeric shape memory nanocomposites. Compos. B Eng. 2014, 67, 290–295. [Google Scholar] [CrossRef]
- Fouquey, C.; Lehn, J.M.; Levelut, A.M. Molecular recognition directed self-assembly of supramolecular liquid crystalline polymers from complementary chiral components. Adv. Mater. 1990, 2, 254–257. [Google Scholar] [CrossRef]
- Niu, W.; O’Sullivan, C.; Rambo, B.M.; Smith, M.D.; Lavigne, J.J. Self-repairing polymers: Poly(dioxaborolane)s containing trigonal planar boron. Chem. Commun. 2005, 4342–4344. [Google Scholar] [CrossRef] [PubMed]
- Wu, G.; An, J.; Tang, X.Z.; Xiang, Y.; Yang, J. A versatile approach towards multifunctional robust microcapsules with tunable, restorable, and solvent-proof superhydrophobicity for self-healing and self-cleaning coatings. Adv. Funct. Mater. 2014, 24, 6751–6761. [Google Scholar] [CrossRef]
- Bai, N.; Li, Q.; Dong, H.; Tan, C.; Cai, P.; Xu, L. A versatile approach for preparing self-recovering superhydrophobic coatings. Chem. Eng. J. 2016, 293, 75–81. [Google Scholar] [CrossRef]
- Dou, Y.; Zhou, A.; Pan, T.; Han, J.; Wei, M.; Evans, D.G.; Duan, X. Humidity-triggered self-healing films with excellent oxygen barrier performance. Chem. Commun. 2014, 50, 7136–7138. [Google Scholar] [CrossRef] [PubMed]
- Heo, Y.; Sodano, H.A. Self-healing polyurethanes with shape recovery. Adv. Funct. Mater. 2014, 24, 5261–5268. [Google Scholar] [CrossRef]
- Proniewicz, L.M.; Paluszkiewicz, C.; Wesełucha-Birczyńska, A.; Majcherczyk, H.; Barański, A.; Konieczna, A. FT-IR and FT-raman study of hydrothermally degradated cellulose. J. Mol. Struct. 2001, 596, 163–169. [Google Scholar] [CrossRef]
- Holmberg, K. A concept for friction mechanisms of coated surfaces. Surf. Coat. Technol. 1992, 56, 1–10. [Google Scholar] [CrossRef]
- Sorrentino, A.; Altavilla, C.; Merola, M.; Senatore, A.; Ciambelli, P.; Iannace, S. Nanosheets of MoS2-oleylamine as hybrid filler for self-lubricating polymer composites: Thermal, tribological, and mechanical properties. Polym. Compos. 2015, 36, 1124–1134. [Google Scholar] [CrossRef]
- De Veij, M.; Vandenabeele, P.; de Beer, T.; Remon, J.P.; Moens, L. Reference database of raman spectra of pharmaceutical excipients. J. Raman Spectrosc. 2009, 40, 297–307. [Google Scholar] [CrossRef]
- Shi, S.-C.; Wu, J.-Y.; Huang, T.-F. Raman, FTIR, and XRD study of MoS2 enhanced hydroxypropyl methylcellulose green lubricant. Opt. Quantum Electron. 2016, 48, 474. [Google Scholar] [CrossRef]


© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, S.-C.; Huang, T.-F. Self-Healing Materials for Ecotribology. Materials 2017, 10, 91. https://doi.org/10.3390/ma10010091
Shi S-C, Huang T-F. Self-Healing Materials for Ecotribology. Materials. 2017; 10(1):91. https://doi.org/10.3390/ma10010091
Chicago/Turabian StyleShi, Shih-Chen, and Teng-Feng Huang. 2017. "Self-Healing Materials for Ecotribology" Materials 10, no. 1: 91. https://doi.org/10.3390/ma10010091
APA StyleShi, S.-C., & Huang, T.-F. (2017). Self-Healing Materials for Ecotribology. Materials, 10(1), 91. https://doi.org/10.3390/ma10010091