1. Introduction
Globally, efforts are being made to reduce greenhouse gases and zero carbon due to global warming. The increase in global average temperature in response to climate change is maintained within 2 °C compared to pre-industrial times, and in the long run, it is achieving 1.5 °C [
1].
Volatile organic compounds (VOCs) emitted from chemical plants, metal painting plants, and petroleum plants must be urgently addressed due to air pollution as well as toxicity and carcinogenicity to humans [
2,
3]. In order to remove volatile organic compounds, oxyfuel combustion technology using the oxyfuel combustion properties of pulverized coal has been proposed [
4]. The use of gas in constant combustion for gas turbine combustion and ammonia removal has increased CO
2 emissions [
5]. Worldwide, combustion facilities of liquid and gaseous fuels often operate continuously for long periods of time. Most facilities are old and operate and low efficiency, producing significant amounts of pollutants, which negatively affects the environment.
On the other hand, a solution for increasing fuel conversion efficiency by recovering heat in a process of repeated cooling and steam condensation in a combustion process has been proposed [
6]. This solution is evaluated as an algorithm to improve the economic feasibility of a heat source by significantly reducing fuel consumption. A study was also conducted to reduce the emission of nitrogen oxides (NOs) generated in the furnace during the iron smelting process [
7]. However, in the empirical process using a single burner combustion system, the ratio before and after combustion did not decrease.
As an approach to using waste as energy, an eco-friendly way of injecting and discharging superheated steam into combustion zones has also been proposed [
8]. However, methods using recycling increase carbon dioxide, and there is research into how to capture it. Based on the air injection function of RTO [
9], a screening method was studied to evaluate the oil recovery (EOR) storage stability. Through this study, various characteristics such as peak temperature change, oxygen absorption, CO
2 production, oxidation and combustion operation, total combustion carbonized water, and residual combustion were analyzed. In order to apply the RTO experiment to field combustion (ISC) modeling, verification and computational data matching based on numerical simulations of the RTO test must be performed using the 3D digital model of the experimental setup. Therefore, the purpose of this study is to estimate dynamic parameters for customized response models that accurately represent ISC.
Until now, VOC removal and reduction technologies have been studied as anti-diffusion methods, physical methods, chemical methods, biological methods, etc. [
10]. Among the chemical methods, combustion oxidized and decomposed VOCs at high temperatures and developed into direct combustion methods (thermal oxidizing agents), catalytic oxidizing agents, and regenerative thermal oxidizing agents. Among them, energy costs are consumed with a low heat recovery rate of 95% or more, and technologies capable of effectively treating VOC throughput by 95% or more include heat storage combustion systems and heat storage catalyst combustion systems. The porous plate scrubber [
11], which is a dust-collecting cleaning device, has been developed into an aqueous type, a rotary type, and a pressure type.
Meanwhile, the type of heat storage combustion oxidizing agent for the treatment of volatile organic compounds was developed from the first- and second-generation damper methods to the third-generation rotary valve method [
12]. This rotary valve method has a high VOC removal efficiency of 95%, but as a large installation area is required, the development of process automation and optimization algorithms is actively underway, and research on process design and improvement is also underway. To reduce air pollution at VOC production sites, we designed 100 CMM regenerative thermal oxidation (RTO) units and proposed heat transfer system specification design and emission concentration measurement technology for high-temperature waste heat recovery [
13].
Recently, strategies to reflect carbon reduction in corporate environmental, social, and governance (ESG) sustainability are spreading around the world, and as interest from all members of society such as consumers, investors, and government increases, it is emerging as a key element of corporate survival [
14]. In particular, efforts to reduce carbon through LCA (Life Cycle Assignment) evaluation from materials to waste have reached the level of concern for climate air problems and corporate survival.
In this paper, the structural design considering the load of the combustion chamber is improved to reduce the fatigue of the RTo, and a high-heating element-based 100 mm regenerative heat oxidizer (RTO) is implemented for stable combustion function in the combustion chamber. Existing RTOs have limitations in maintaining continuous temperature by thermally expanding to a high temperature of 800 °C or higher, and in the worst case, there is a problem that rotation stops or explodes. To overcome this, we developed an RTO device that is mixed with a burner and a high-heating device, and over 177 h of experiments, we obtained results of more than 95% for VOC gas removal rate, an oxidation efficiency of 97.87%, a 95.78% waste heat recovery rate, a 21.95% energy reduction, and a nitrogen oxide concentration of 3.9 ppm.
3. Experimental Results
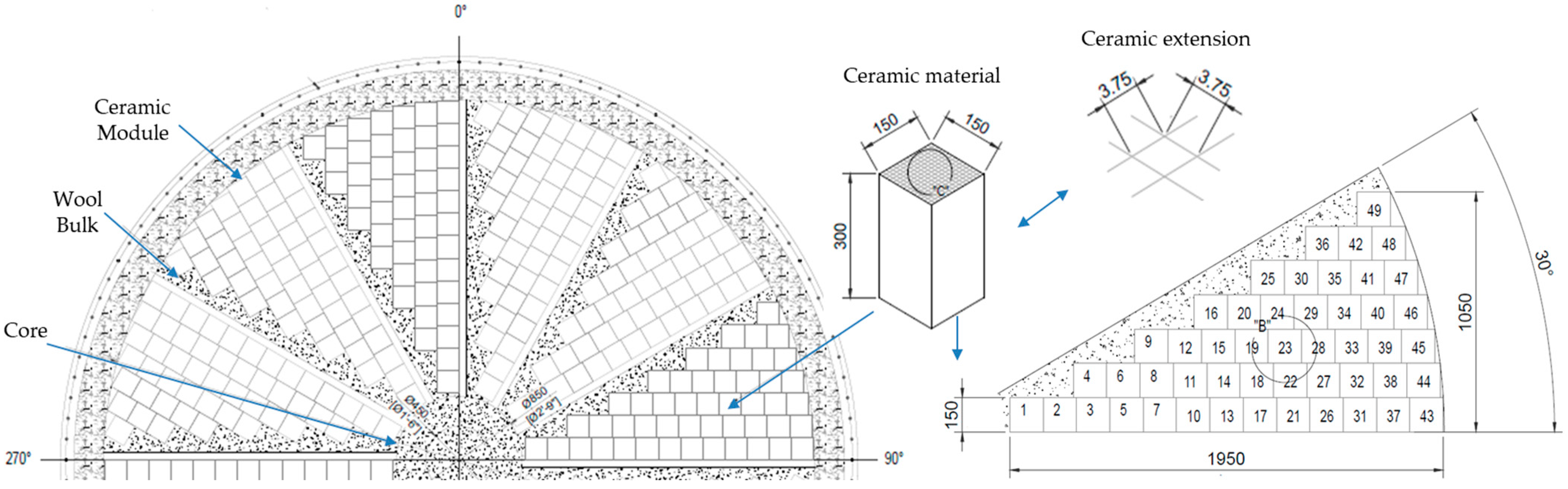
The main contents of the 100 cmm RTO implementation are divided into three parts: rotary distributor design, burner and high-heating element mixture design, and ceramic heat storage material design. To illustrate the theoretical properties, we analyze the heat flow characteristics of the heat and analyze the fuel consumption reduction efficiency, VOC reduction efficiency, and THC measurements through field experiments. Here, the VOC concentration measurement is performed using the total hydrocarbon (THC) analysis method, which is an air pollution process test method. In particular, the VOC reduction rate is calculated by simultaneously measuring the VOC gas inlet and outlet in the RTO.
3.1. Simulation of RTO Combustion Chamber
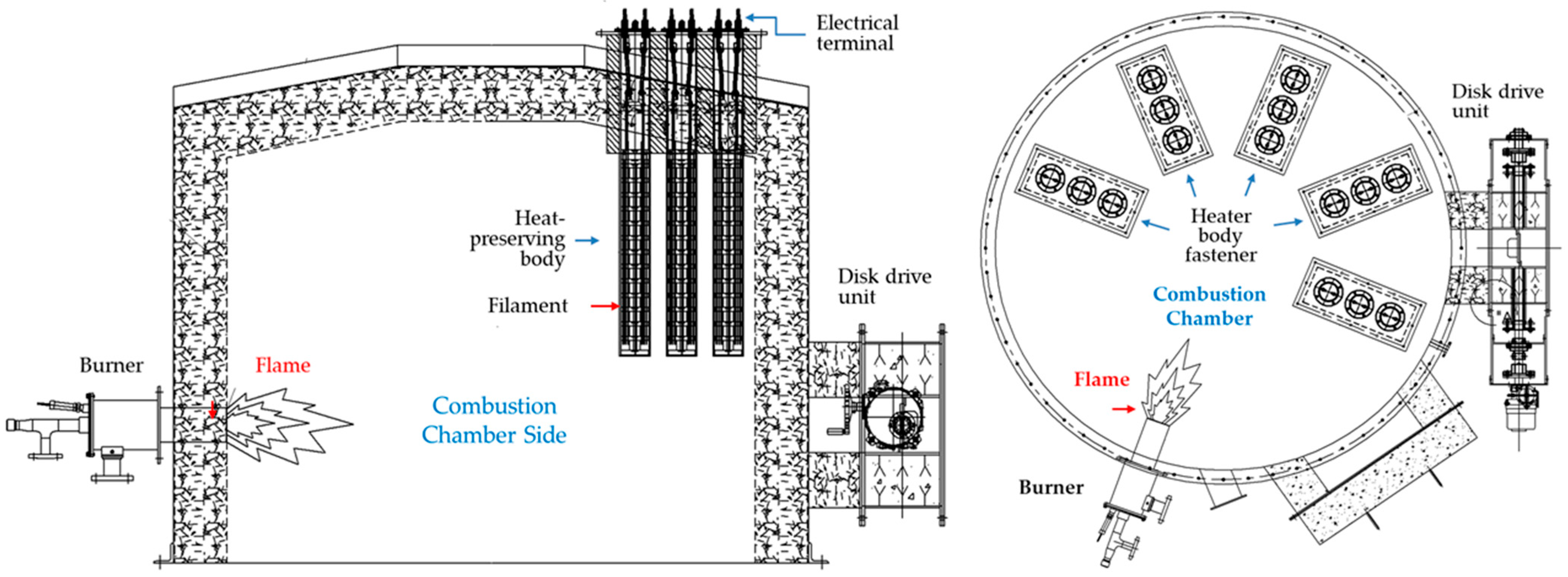
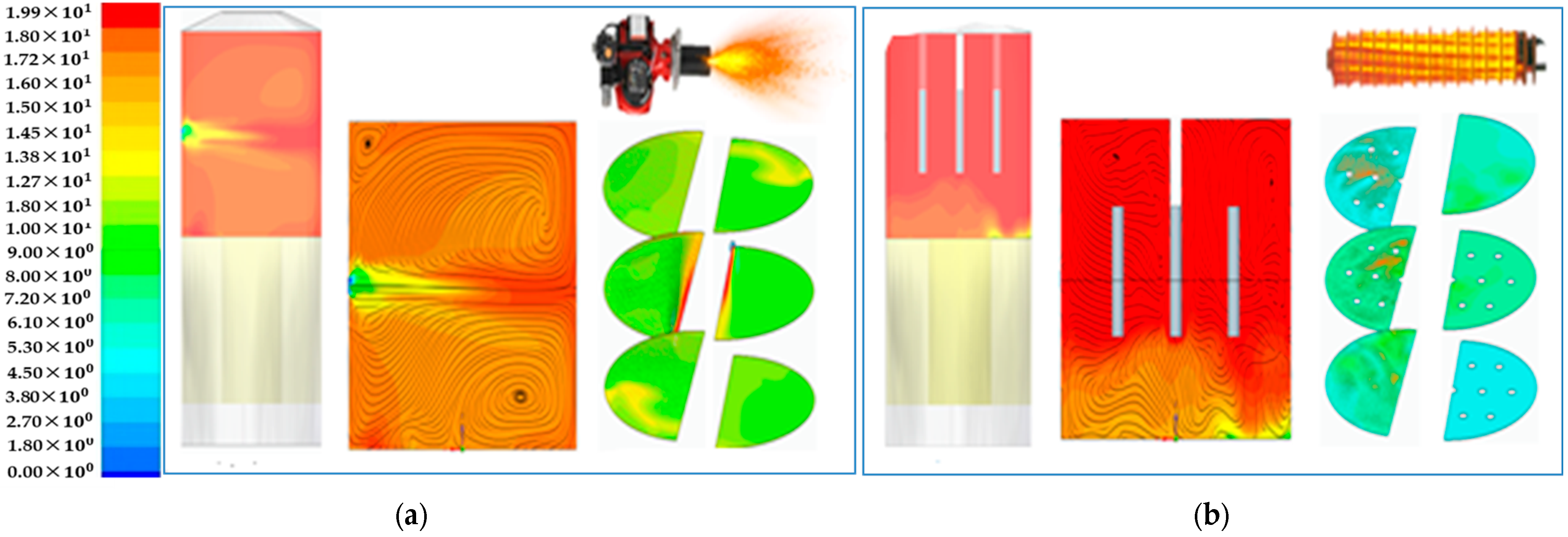
Figure 8 simulates the combustion characteristics according to the temperature characteristics and air flow of the burner and high-heating element at 800 °C.
Figure 8a shows the temperature distribution and air flow characteristics of the combustion chamber where only the burner is applied, a curved jet stream is formed according to the burner flame, and gas combustion characteristics according to the temperature distribution are analyzed. At this time, the green color in the center of the jet stream indicates the incomplete combustion of the VOC gas. In
Figure 8b, the flowability phenomenon of the jet stream is as shown in
Figure 8a, and it can be seen that the combustion process of the VOC gas in the combustion chamber proceeds evenly. The rod shape in the center of the figure is a structure in which three high-heating elements are arranged. Gas flows in from the lower left and gas is discharged to the lower right. At this time, a slight unburned characteristic appears green at the bottom, but this can be seen as a phenomenon corresponding to the emission part of the VOC gas in the combustion chamber.
When the temperature of the combustion chamber falls below 800 °C and the combustion function decreases, a lot of energy is required and economic loss occurs in order to maintain the continuous temperature. Therefore, when operating a combustion chamber that combines a burner and a high-heating element, it may be expected that VOC gas emission may be minimized by improving the combustion function.
3.2. Flowability Analysis of Rotary Distributor
Based on
Figure 6 and
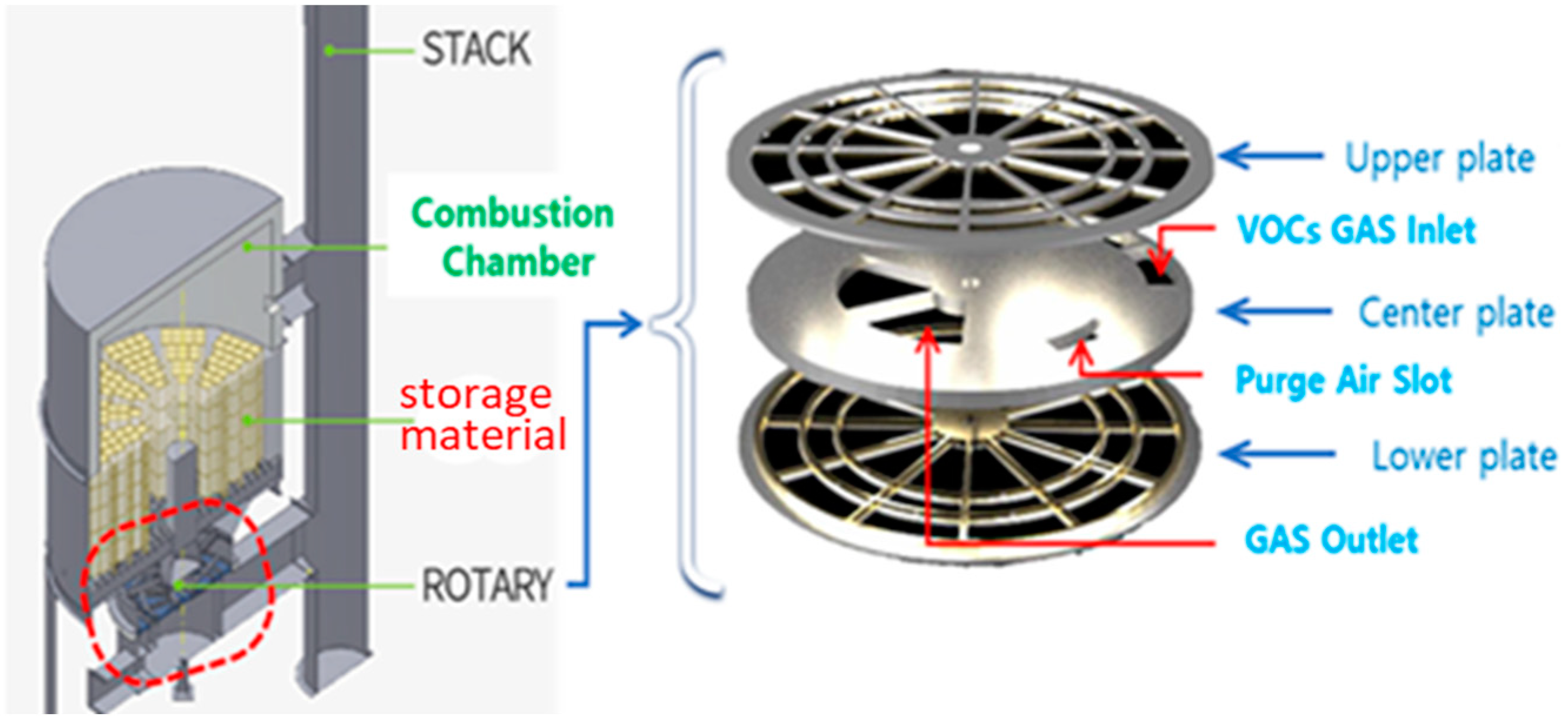
Figure 7, a 100 cmm RTO combustion chamber is designed and composed of the rotary distributor in
Figure 5 under the combustion chamber.
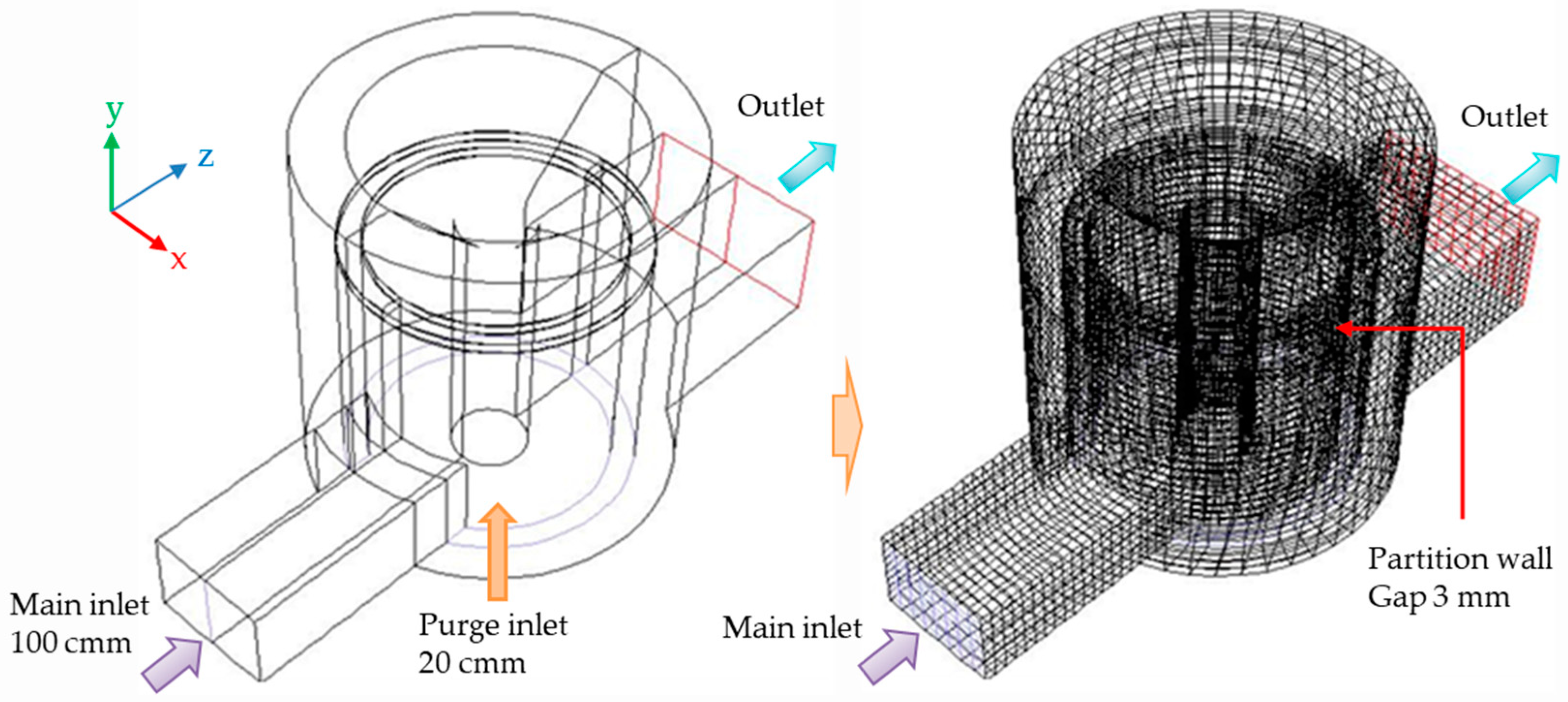
Figure 9 simulates gas flow according to gas input and discharge information in this rotary distributor. In the figure, the wired curve represents the air flow, increasing toward the top of the red and decreasing toward the bottom of the blue with intensity. At this time, the size according to the pressure, air speed, and VOC gas concentration is expressed in colors.
In
Figure 10, the VOC gas flowing into the RTO device for testing approaches the combustion temperature as it passes through the preheated ceramic heat storage material layer. The VOC gas passing through this layer is burned in the combustion chamber to generate heat at the same time and is oxidized and decomposed at 700 to 800 °C by the amount of heat generated. As shown in
Figure 9, the exhaust gas discharged to the rotary outlet stores high-temperature waste heat in the ceramic while passing through the heat storage material on the outlet side, and heat storage and heat dissipation intersect at regular intervals according to the cycle. At this time, the VOC removal efficiency is 95% or more, the energy efficiency is 98%, and it is oxidized and decomposed into a harmless and odorless clean gas of 60 °C and discharged.
Table 3 shows the simulation results of the rotary inlet and outlet in 98% or more of heat recovery efficiency and energy treatment efficiency. When simulating the concentration according to various pressures and speeds, a slight leakage occurred at a constant pressure and speed standard. This is a problem of the configuration process and is solved through design correction.
3.3. Experimental Results of 100 cmm System
The final designed and manufactured RTO device experiment tests the performance of removing the concentration of VOCs discharged from the VOC gas outlet generated in the coating film production system. For the validity of the experiment, it was conducted with the Korea Testing Laboratory (KTL) [
15].
Figure 10 shows the process of establishing an RTO experiment pilot based on high-heating elements and consists of a chamber body, burner, a heat storage agent filling part, a rotary air distribution part (main fan, purge fan), PLC configuration, and RTO monitoring.
Figure 11 shows the concentration of VOC gas emitted from (a) the drying part and (b) the printing part of the coating film production system. The concentration of the drying part changed between a maximum of 3979 ppm and a minimum of 593 ppm, and the average THC was 2567 ppm. The concentration generated by the printing part changed between a maximum of 2170 ppm and a minimum of 686 ppm, and the average THC was 1260 ppm. The concentration of VOCs discharged during production was irregular, and it was confirmed that the concentration of VOCs discharged during facility inspection such as printing replacement and ink replacement decreased to 200 ppm.
In the air pollution process test method, the facility inlet gas and exhaust gas concentration are simultaneously measured using a total hydrocarbon (THC) analysis method to calculate the VOC reduction rate as shown in the following Equation (4).
Table 4 shows the average value of total hydrocarbons measured at the front and rear ends by injecting nitrogen oxide at a standard oxygen concentration for 30 min, and at this time, the VOC reduction rate is measured.
Table 5 shows the amount of fuel reduction when the RTO device reaches the normal standard by comparing the existing amount of fuel used (3.487
= 56.413 kWh) with a high-heating element (the amount of power applied to the heating element filament and the amount of fuel used = 44.032 kWh). The fuel reduction rate is calculated in Equation (5).
Figure 12 shows the temperature characteristics according to the combustion chamber operation of the RTO to which the burner is applied. After reaching 800 °C, the combustion chamber operating temperature was cooled to 750 °C by operating the on-site exhaust gas transfer blower at 50 Hz, and then the temperature was raised again. After that, when the burner is operated, the combustion chamber temperature deviation is 799–804 °C, showing a deviation of about 5 °C.
Economic VOCs can be removed only when the temperature of the combustion chamber is maintained at 800~850 °C, and some countries require 910 °C to increase the efficiency of the combustion chamber. The stability of a certain temperature according to the operating hours in
Figure 12 must be maintained. Therefore, the VOC gas emitted from the factory is irregular every season or quarter, and when the temperature drops below 750 °C, the RTO using only the burner uses LPG to increase the temperature, which increases energy consumption. To identify this, temperature drops and stability experiments below should be considered during the test process.
Figure 13 shows the temperature operation results of the combustion chamber in which a burner and a high-heating element are combined at the same time. In the combustion chamber, the temperature deviation is 10 °C in some sections, and the temperature deviation is 3 °C in the overall stable temperature maintenance section. Compared to the left figure using only the burner, the temperature characteristics are maintained. At this time, the ratio of power supplied to the high-heating element under normal operating conditions was about 20 to 35%, but rather, energy saving was achieved by intermittently supplying power to maintain a stable temperature.
Comparing
Figure 12 and
Figure 13, it can be seen that the temperature characteristics of the combustion chamber using high-heating elements are evenly displayed, resulting in an improvement in the VOC reduction rate and fuel-saving efficiency. Even temperature characteristics mean that fuel consumption can be reduced, a stable combustion chamber can be maintained, and the meaning of the burner and high-heating element fusion can be strengthened.
Table 6 shows the RTO test results according to the design conditions of
Table 2.
At this time, the combustion energy was 117,578 kcal/hr, hot bypass leak was 11,758 kcal/hr, and the fuel consumption was 80,450 kcal/hr, which generated surplus heat. The passing temperature of the heat storage material was 735 °C, which was a relatively stable temperature, and the recovery heat was 1,911,341 kcal/hr. The pressure loss occurred from 250 to 253 mmAq due to the expansion and reduction in the heat storage material, stack, and rotary, as well as other expansions. Therefore, if the VOC reduction rate of the RTO system is calculated according to Equation (1), the VOC removal rate of the burner-type RTO system was 95%, but the RTO system based on the high-heating element was 97.87%.
4. Conclusions
A 100 cmm regenerative thermal oxidation device with a high-heating element was implemented for low-emission combustion at VOC-generating workplaces. The thermal energy accumulated in the heat storage material and the improved RTO distributor were redesigned to achieve the safety of disk operation in the combustion chamber. Through this, the gap between the upper and lower plates in the lower part of the combustion chamber was maintained with a repulsive force to prevent sagging and reduce wear on parts to extend the life.
CO2 can be released into the atmosphere by maintaining the RTO combustion chamber temperature at 800 degrees using only the burner with LPG gas. Accordingly, the RTO including a high-heating element heater suppresses CO2 generation by stopping the use of LPG gas in a non-fuel state of 850 °C or higher in the process of combusting the VOC gas.
By safely operating the combustion chamber in which the high-heating element and the burner are installed at the same time, fine dust reduction, VOC gas emission concentration reduction, and waste heat recovery rate were improved. The heat storage material’s passing temperature was 735 °C, which was a relatively stable temperature, and the recovery heat was 1,911,341 kcal/hr. Pressure losses of 250 to 253 mmAq occurred due to the reduction in heat storage materials, stacks, and the rotary, as well as other expansions. Therefore, the VOC removal rate of the burner-type RTO system was 95%, but the RTO system based on the high-heating element was 97.87%. The waste heat recovery rate using the heat storage element was 95.78%, and the re-reduction rate of fuel consumption was 21.95%.
Future studies will need to be followed by studies on maintenance and safety enhancement through digital twin-based long-distance monitoring through the development of high-concentration sensors.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}