
Influence of Temperature in the Thermo-Chemical Decomposition of Below-Stoichiometric RDF Char—A Macro TGA Study

 ,
,  ,
,  , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Samples Characterization
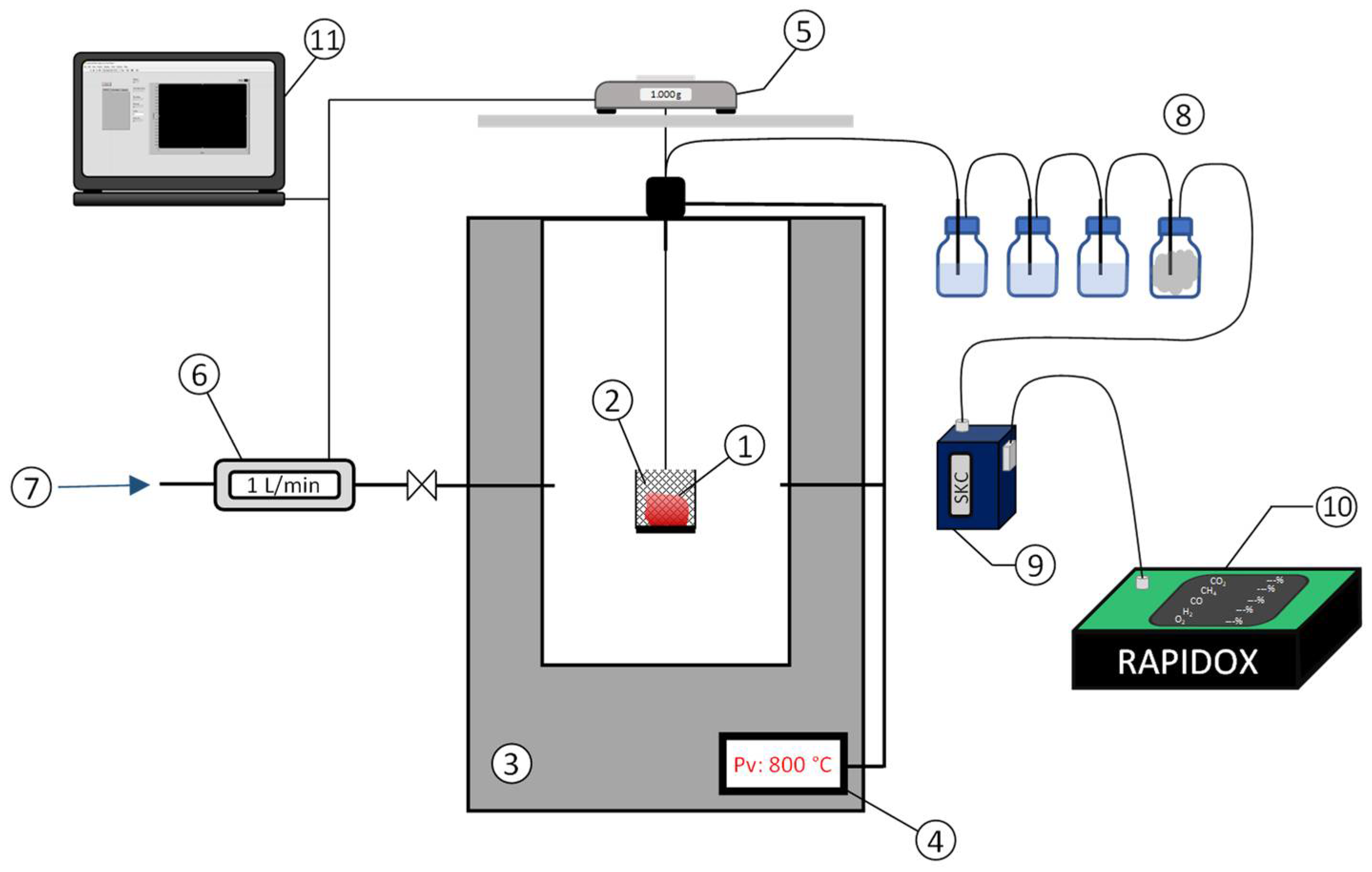
2.2. Experimental Setup and Procedure
- CH4—0–100%—TLD sensor with a 0 to 100% range;
- CO—0–100%—IR sensor with a 0.2% to 100% range;
- H2—0–100%—TCD sensor with a 10% to 100% range;
- O2—0–100%—EC O2 sensor;
- CO2—0–50%—IR sensor;
3. Results and Discussion
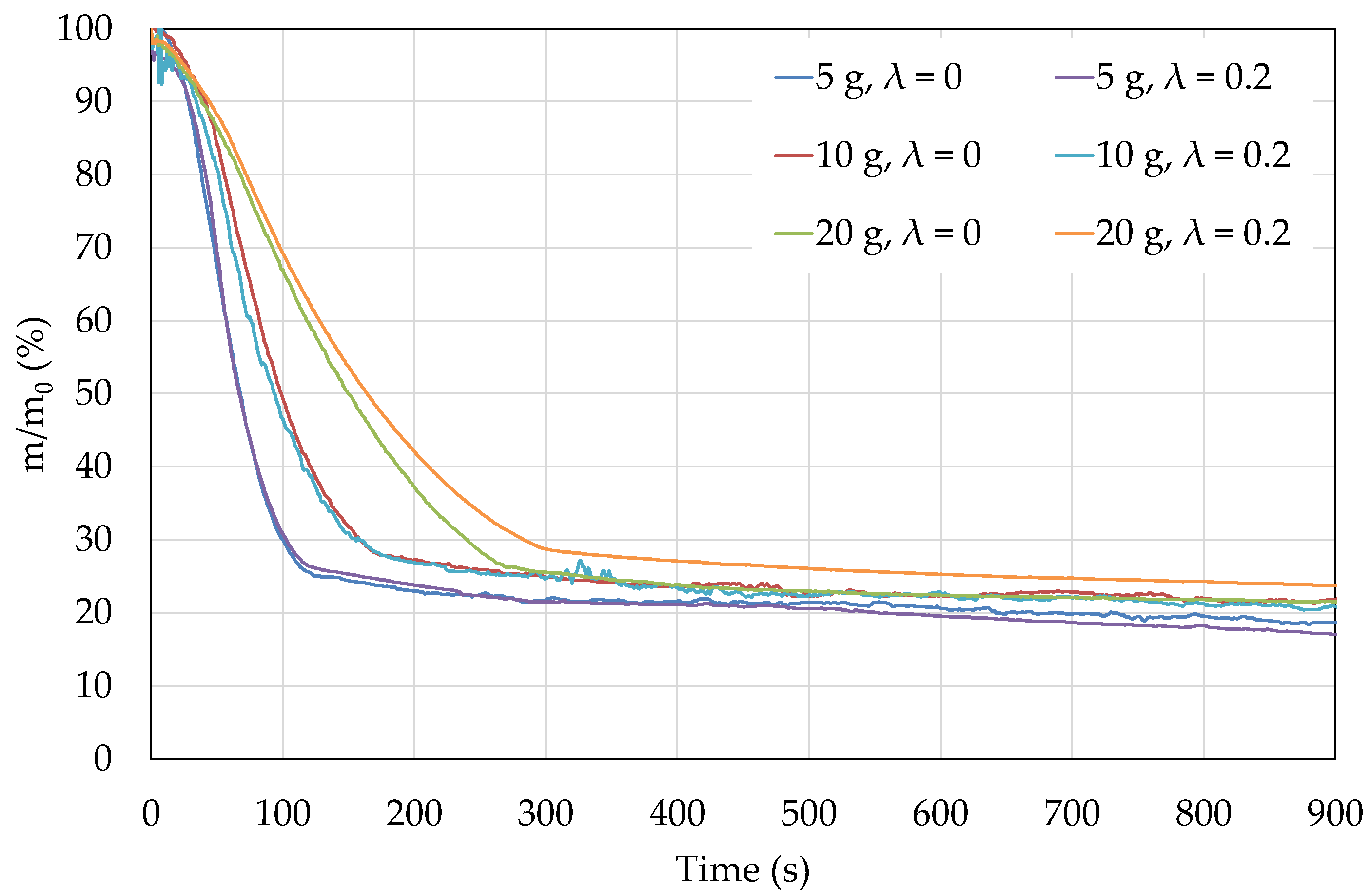
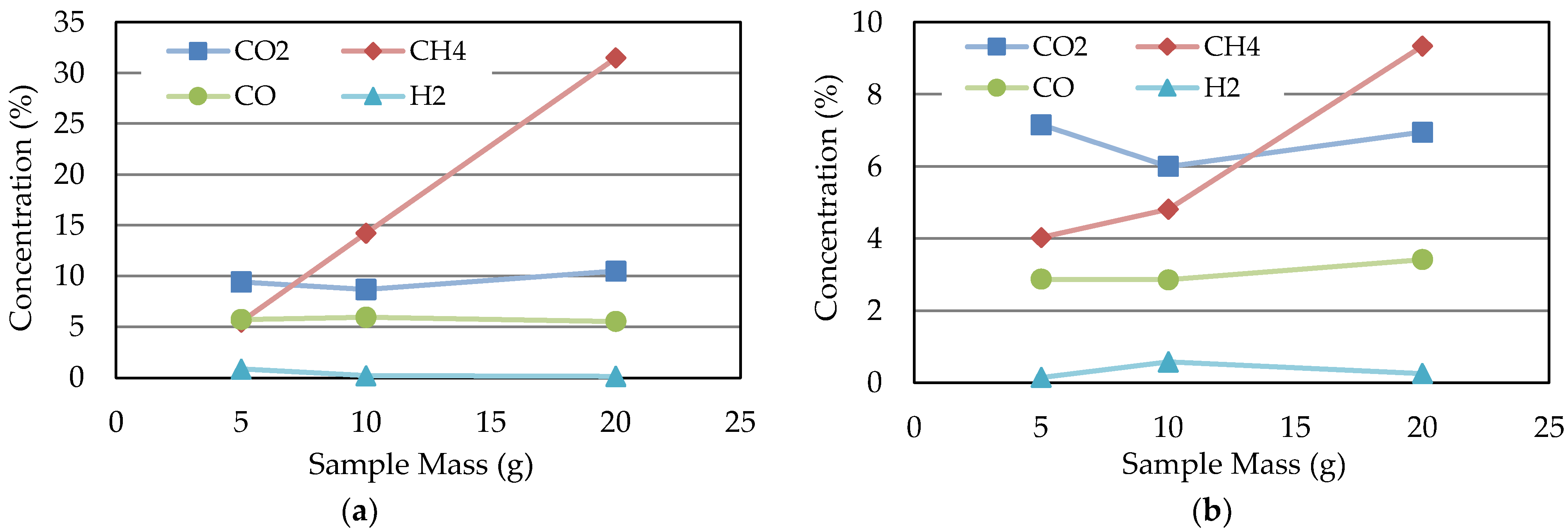
3.1. Influence of the Sample’s Mass and λ
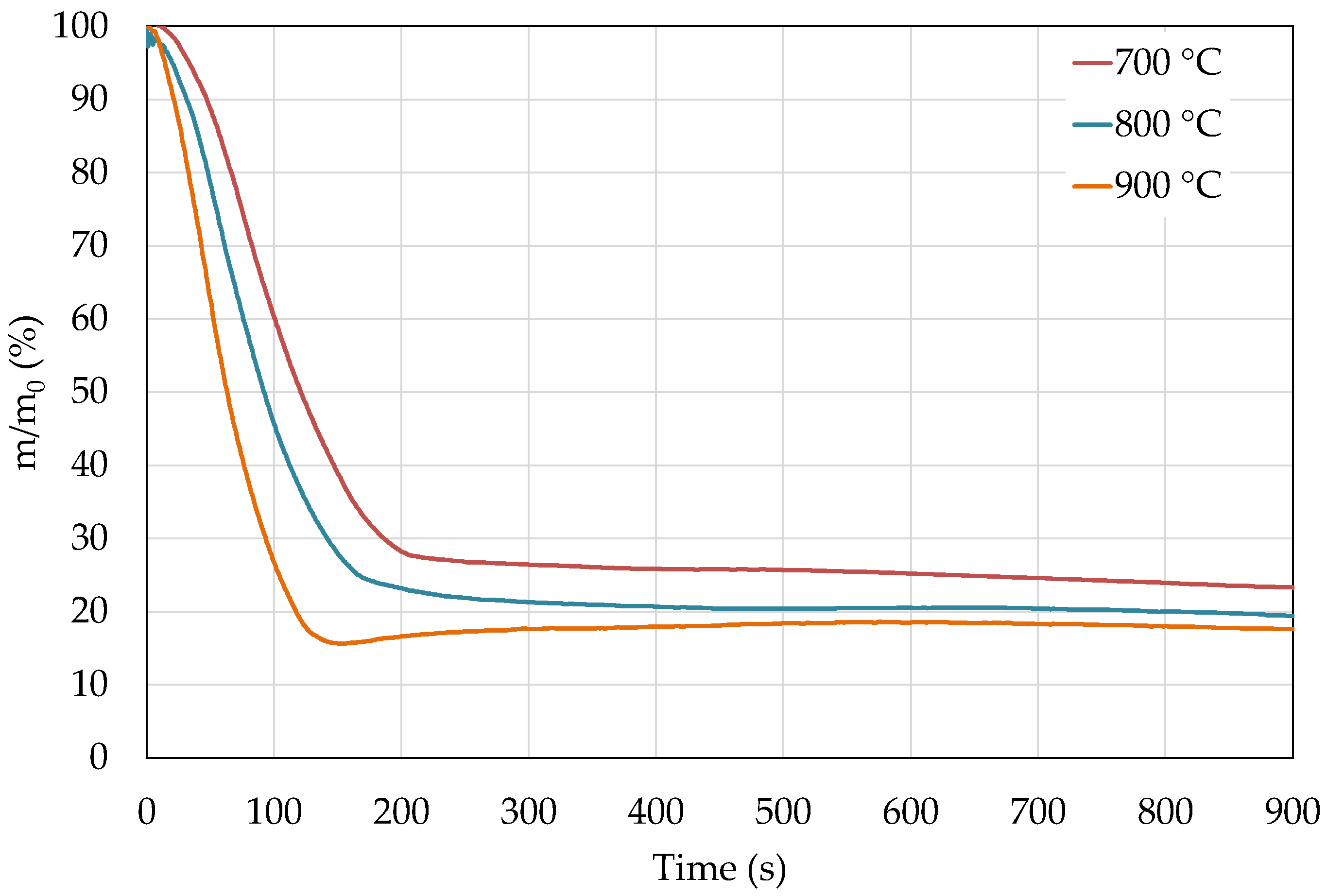
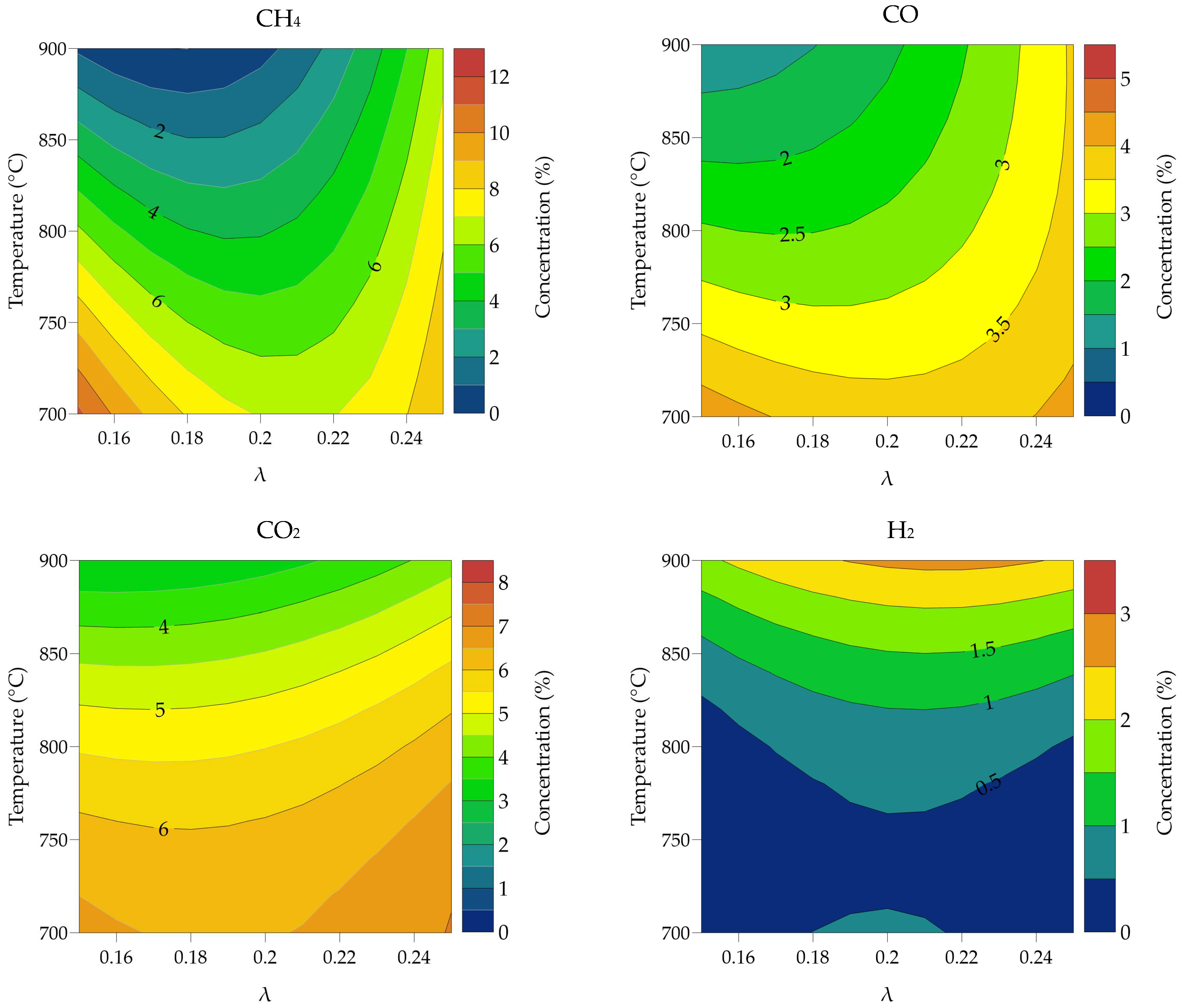
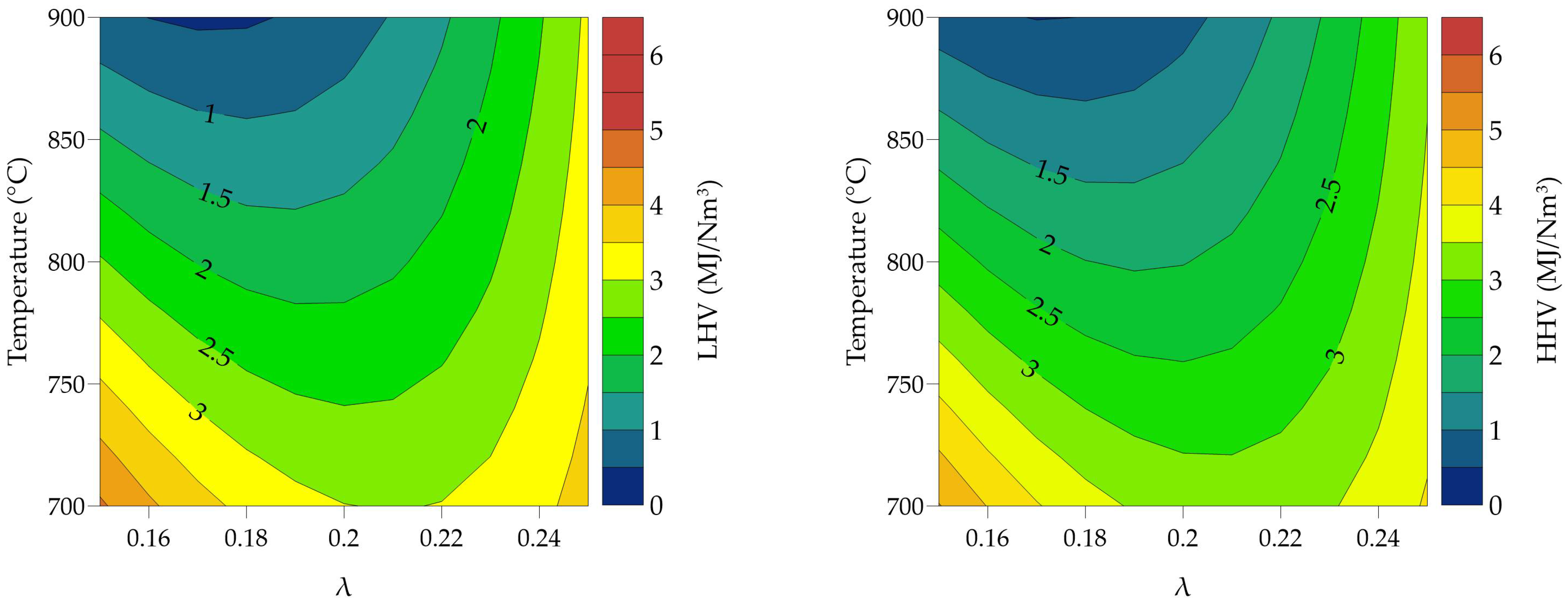
3.2. Influence of the Temperature and λ
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pamungkas, B.; Kurnia, R.; Riani, E. Potential Plastic Waste Input from Citarum River, Indonesia. Aquac. Aquar. Conserv. Legis. 2021, 14, 103–110. Available online: http://www.bioflux.com.ro/aacl (accessed on 26 December 2022).
- Statistics Canada. Human Activity and the Environment-Sectoion 1: Introduction. 2015. Available online: https://www150.statcan.gc.ca/n1/pub/16-201-x/2012000/part-partie1-eng.htm (accessed on 26 December 2022).
- European Environmental Agency. Reaching 2030′s Residual Municipal Waste Target—Why Recycling Is not Enough. 2020. Available online: https://www.eea.europa.eu/publications/reaching-2030s-residual-municipal-waste (accessed on 26 December 2022).
- European Parliament. Answer Given by Mr Sinkevičius on Behalf of the European Commission. 2021. Available online: https://www.europarl.europa.eu/doceo/document/E-9-2020-006700-ASW_EN.html#ref1 (accessed on 26 December 2022).
- APA-Agência Portuguesa do Ambiente. Relatório Anual Resíduos Urbanos 2019. 2020. Available online: https://apambiente.pt/sites/default/files/_Residuos/Producao_Gestão_Residuos/DadosRU/RARU2019.pdf (accessed on 22 April 2022).
- Margallo, M.; Aldaco, R.; Bala, A.; Fullana, P.; Irabien, A. Best available techniques in municipal solid waste incineration: State of the art in Spain and Portugal. Chem. Eng. Trans. 2012, 29, 1345–1350. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction-Pratical Design and Theory, 3rd ed.; Academic Press: Cambridge, MA, USA, 2018. [Google Scholar] [CrossRef]
- Chyang, C.-S.; Han, Y.-L.; Wu, L.-W.; Wan, H.-P.; Lee, H.-T.; Chang, Y.-H. An investigation on pollutant emissions from co-firing of RDF and coal. Waste Manag. 2010, 30, 1334–1340. [Google Scholar] [CrossRef] [PubMed]
- Nobre, C.; Alves, O.; Longo, A.; Vilarinho, C.; Gonçalves, M. Torrefaction and carbonization of refuse derived fuel: Char characterization and evaluation of gaseous and liquid emissions. Bioresour. Technol. 2019, 285, 121325. [Google Scholar] [CrossRef] [PubMed]
- Du, S.-W.; Chen, W.-H.; Lucas, J.A. Pretreatment of biomass by torrefaction and carbonization for coal blend used in pulverized coal injection. Bioresour. Technol. 2014, 161, 333–339. [Google Scholar] [CrossRef]
- Nobre, C.; Vilarinho, C.; Alves, O.; Mendes, B.; Gonçalves, M. Upgrading of refuse derived fuel through torrefaction and carbonization: Evaluation of RDF char fuel properties. Energy 2019, 181, 66–76. [Google Scholar] [CrossRef]
- Lombardi, L.; Carnevale, E.; Corti, A. A review of technologies and performances of thermal treatment systems for energy recovery from waste. Waste Manag. 2015, 37, 26–44. [Google Scholar] [CrossRef]
- Kirsanovs, V.; Žandeckis, A.; Blumberga, D.; Veidenbergs, I. The Influence of Process Temperature, Equivalence Ratio and Fuel Moisture Content on Gasification Process: A Review. In Proceedings of the 27th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems (ECOS 2014): Proceedings, Finland, Turku, 15–19 June 2014; pp. 1046–1060, ISBN 978-1-63439-134-4. [Google Scholar]
- Jangsawang, W.; Laohalidanond, K.; Kerdsuwan, S. Optimum Equivalence Ratio of Biomass Gasification Process Based on Thermodynamic Equilibrium Model. Energy Procedia 2015, 79, 520–527. [Google Scholar] [CrossRef]
- Özveren, U.; Kartal, F.; Sezer, S.; Özdoğan, Z.S. Investigation of steam gasification in thermogravimetric analysis by means of evolved gas analysis and machine learning. Energy 2021, 239, 122232. [Google Scholar] [CrossRef]
- Felix, C.B.; Chen, W.H.; Ubando, A.T.; Park, Y.K.; Lin, K.Y.; Pugazhendh, A.; Nguyen, T.B.; Dong, C.D. A comprehensive review of thermogravimetric analysis (TGA) in lignocellulosic and algal biomass gasification. Chem. Eng. J. 2022, 445, 136730. [Google Scholar] [CrossRef]
- Puig-Gamero, M.; Sanchez-Silva, L.; Sánchez, P. Olive Waste Valorization Through TGA-MS Gasification: A Diatomaceous Earth Effect. Ind. Eng. Chem. Res. 2021, 60, 7505–7515. [Google Scholar] [CrossRef]
- Fernandez, A.; Soria, J.; Rodriguez, R.; Baeyens, J.; Mazza, G. Macro-TGA steam-assisted gasification of lignocellulosic wastes. J. Environ. Manag. 2018, 233, 626–635. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Li, Z. Experimental and modeling study on centimeter pine char combustion in fast-heating Macro TGA. Proc. Combust. Inst. 2022. [Google Scholar] [CrossRef]
- da Silva, J.C.G.; Alves, J.L.F.; Mumbach, G.D.; Andersen, S.L.F.; Moreira, R.D.F.P.M.; Jose, H.J. Torrefaction of low-value agro-industrial wastes using macro-TGA with GC-TCD/FID analysis: Physicochemical characterization, kinetic investigation, and evolution of non-condensable gases. J. Anal. Appl. Pyrolysis 2022, 166, 105607. [Google Scholar] [CrossRef]
- Meng, A.; Chen, S.; Long, Y.; Zhou, H.; Zhang, Y.; Li, Q. Pyrolysis and gasification of typical components in wastes with macro-TGA. Waste Manag. 2015, 46, 247–256. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Yu, S.; Li, Q.; Mohamed, B.A.; Zhang, Y.; Zhou, H. Insight into the relationship between CO2 gasification characteristics and char structure of biomass. Biomass-Bioenergy 2022, 163, 106537. [Google Scholar] [CrossRef]
- Silva, J.; Castro, C.; Teixeira, S.; Teixeira, J. Evaluation of the Gas Emissions during the Thermochemical Conversion of Eucalyptus Woodchips. Processes 2022, 10, 2413. [Google Scholar] [CrossRef]
- Ge, L.; Zhao, C.; Zuo, M.; Tang, J.; Ye, W.; Wang, X.; Zhang, Y.; Xu, C. Review on the preparation of high value-added carbon materials from biomass. J. Anal. Appl. Pyrolysis 2022, 168, 105747. [Google Scholar] [CrossRef]
- Wortman, K. Polynomials in Two Variables. 2022. Available online: https://www.math.utah.edu/~wortman/1060text-pitv.pdf (accessed on 28 December 2022).
- Daouk, E.; van de Steene, L.; Paviet, F.; Salvador, S. Oxidative pyrolysis of a large wood particle: Effects of oxygen concentration and of particle size. Chem. Eng. Trans. 2014, 37, 73–78. [Google Scholar] [CrossRef]
- Akhtar, A.; Krepl, V.; Ivanova, T. A Combined Overview of Combustion, Pyrolysis, and Gasification of Biomass. Energy Fuels 2018, 32, 7294–7318. [Google Scholar] [CrossRef]
- Yan, B.; Zhang, L.; Jin, Y.; Cheng, Y. Effect of Temperature Field on the Coal Devolatilization in a Millisecond Downer Reactor Recommended Citation. 2013. Available online: http://dc.engconfintl.org/cfb10http://dc.engconfintl.org/cfb10/51 (accessed on 2 January 2023).
- Sudhakar, D.R.; Kolar, A.K. Experimental investigation of the effect of initial fuel particle shape, size and bed temperature on devolatilization of single wood particle in a hot fluidized bed. J. Anal. Appl. Pyrolysis 2011, 92, 239–249. [Google Scholar] [CrossRef]
- Aydar, E.; Gul, S.; Unlu, N.; Akgun, F.; Livatyali, H. Effect of the type of gasifying agent on gas composition in a bubbling fluidized bed reactor. J. Energy Inst. 2014, 87, 35–42. [Google Scholar] [CrossRef]
- Cengel, Y.A.; Boles, M.A.; Kanoğlu, M. Thermodynamics an Engineering Approach, 9th ed.; McGraw-hill: New York, NY, USA, 2019. [Google Scholar]
- Wu, M.-H.; Lin, C.-L.; Chiu, C.-M. Influences of temperature arrangement on hydrogen production during two-stage gasification process. Int. J. Hydrogen Energy 2018, 44, 5212–5219. [Google Scholar] [CrossRef]
- Kim, H.; Choi, J.; Lim, H.; Song, J. Combustion characteristics of liquid carbon dioxide-dried coal at different pressures of CO2–O2 mixture. Energy 2023, 266, 126431. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analysis | RDF | RDF Char |
|---|---|---|
| Proximate (%) | ||
| Moisture | 5.9 | 3.0 |
| Volatile matter * | 85.0 | 65.1 |
| Ash * | 10.4 | 17.2 |
| Fixed carbon * | 4.6 | 17.7 |
| Ultimate (dry basis %) | ||
| Carbon (C) | 45.8 | 59.9 |
| Hydrogen (H) | 5.9 | 5.3 |
| Nitrogen (N) | 1.0 | 1.5 |
| Sulfur (S) | 0.1 | 0.2 |
| Oxygen (O) | 36.9 | 16.0 |
| λ | Sample (g) | Devolatilization | Residual Carbon | |||
|---|---|---|---|---|---|---|
| Time (s) | Mass (%) | Rate (mg/s) | Final Mass (%) | Rate (mg/s) | ||
| 0 | 5 | 114 | 26.2 | 33.7 | 18.6 | 0.5 |
| 10 | 168 | 28.5 | 42.7 | 20.9 | 1.1 | |
| 20 | 264 | 26.8 | 56.6 | 21.4 | 2.4 | |
| 0.2 | 5 | 113 | 27.4 | 33.8 | 17.0 | 0.6 |
| 10 | 171 | 28.3 | 42.0 | 20.4 | 1.1 | |
| 20 | 298 | 28.8 | 48.7 | 23.6 | 2.5 | |
| Temp (°C) | λ | Devolatilization | Residual Carbon | |||
|---|---|---|---|---|---|---|
| Time (s) | Mass (%) | Rate (mg/s) | Final Mass (%) | Rate (mg/s) | ||
| 700 | 0.15 | 172 | 28.3 | 43.1 | 20.4 | 1.1 |
| 0.20 | 183 | 30.5 | 38.2 | 23.0 | 1.1 | |
| 0.25 | 181 | 30.0 | 39.1 | 22.3 | 1.1 | |
| 800 | 0.15 | 145 | 26.2 | 52.1 | 18.1 | 1.1 |
| 0.20 | 153 | 27.3 | 48.5 | 19.4 | 1.1 | |
| 0.25 | 146 | 25.4 | 51.6 | 17.3 | 1.1 | |
| 900 | 0.15 | 117 | 25.6 | 64.2 | 17.7 | 1.0 |
| 0.20 | 103 | 25.4 | 72.9 | 17.4 | 1.0 | |
| 0.25 | 103 | 23.4 | 85.0 | 14.9 | 1.2 | |
| Parameter | R2 |
|---|---|
| CH4 | 0.9126 |
| CO2 | 0.8393 |
| CO | 0.8421 |
| H2 | 0.9331 |
| LHV | 0.9034 |
| HHV | 0.9027 |
| Temp (°C) | λ | CH4 (L/kg) | CO2 (L/kg) | CO (L/kg) | H2 (L/kg) |
|---|---|---|---|---|---|
| 700 | 0.15 | 78.7 | 45.6 | 30.3 | 1.7 |
| 0.20 | 51.2 | 50.2 | 28.3 | 1.9 | |
| 0.25 | 53.8 | 42.2 | 25.3 | 2.1 | |
| 800 | 0.15 | 19.7 | 34.0 | 11.9 | 5.4 |
| 0.20 | 31.7 | 38.8 | 19.5 | 8.6 | |
| 0.25 | 68.3 | 51.6 | 30.2 | 1.3 | |
| 900 | 0.15 | 10.2 | 26.4 | 11.4 | 13.2 |
| 0.20 | 13.7 | 24.7 | 14.0 | 20.4 | |
| 0.25 | 16.2 | 26.9 | 20.0 | 20.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castro, C.; Gonçalves, M.; Longo, A.; Vilarinho, C.; Ferreira, M.; Ribeiro, A.; Pacheco, N.; Teixeira, J.C. Influence of Temperature in the Thermo-Chemical Decomposition of Below-Stoichiometric RDF Char—A Macro TGA Study. Energies 2023, 16, 3064. https://doi.org/10.3390/en16073064
Castro C, Gonçalves M, Longo A, Vilarinho C, Ferreira M, Ribeiro A, Pacheco N, Teixeira JC. Influence of Temperature in the Thermo-Chemical Decomposition of Below-Stoichiometric RDF Char—A Macro TGA Study. Energies. 2023; 16(7):3064. https://doi.org/10.3390/en16073064
Chicago/Turabian StyleCastro, Carlos, Margarida Gonçalves, Andrei Longo, Cândida Vilarinho, Manuel Ferreira, André Ribeiro, Nuno Pacheco, and José C. Teixeira. 2023. "Influence of Temperature in the Thermo-Chemical Decomposition of Below-Stoichiometric RDF Char—A Macro TGA Study" Energies 16, no. 7: 3064. https://doi.org/10.3390/en16073064
APA StyleCastro, C., Gonçalves, M., Longo, A., Vilarinho, C., Ferreira, M., Ribeiro, A., Pacheco, N., & Teixeira, J. C. (2023). Influence of Temperature in the Thermo-Chemical Decomposition of Below-Stoichiometric RDF Char—A Macro TGA Study. Energies, 16(7), 3064. https://doi.org/10.3390/en16073064