Plasma-Assisted Biomass Gasification with Focus on Carbon Conversion and Reaction Kinetics Compared to Thermal Gasification


Abstract
1. Introduction
2. State of the Technologies
2.1. Utilization of Plasma Technologies
2.2. Biomass Gasification
3. Materials and Methods
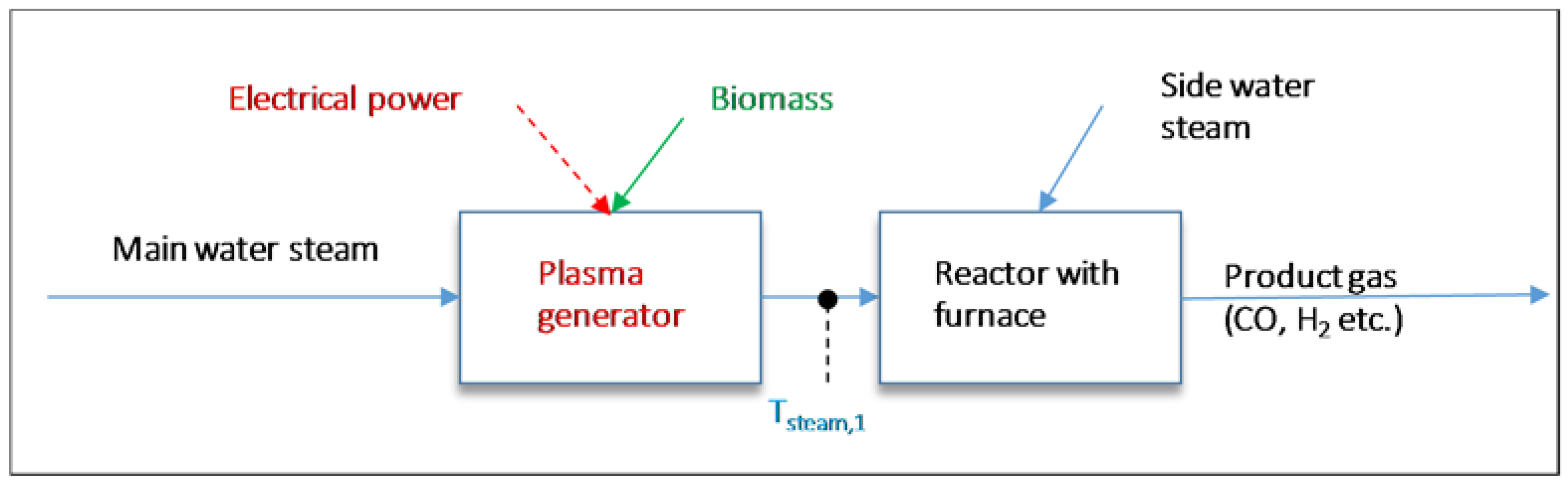
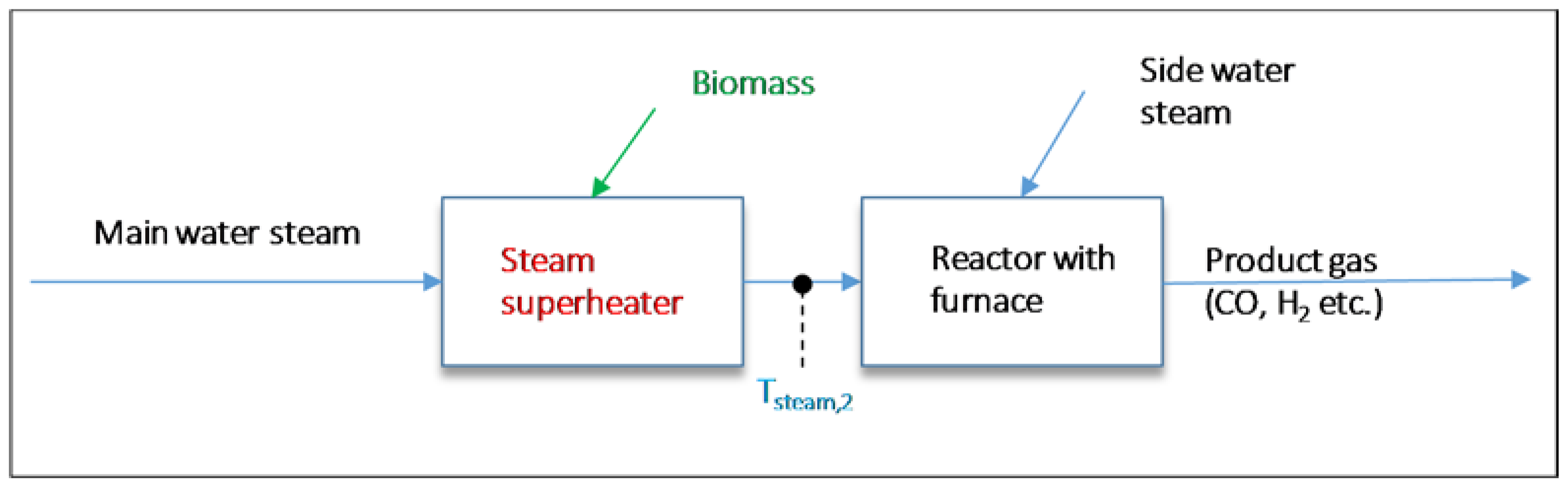
3.1. Experimental Methods
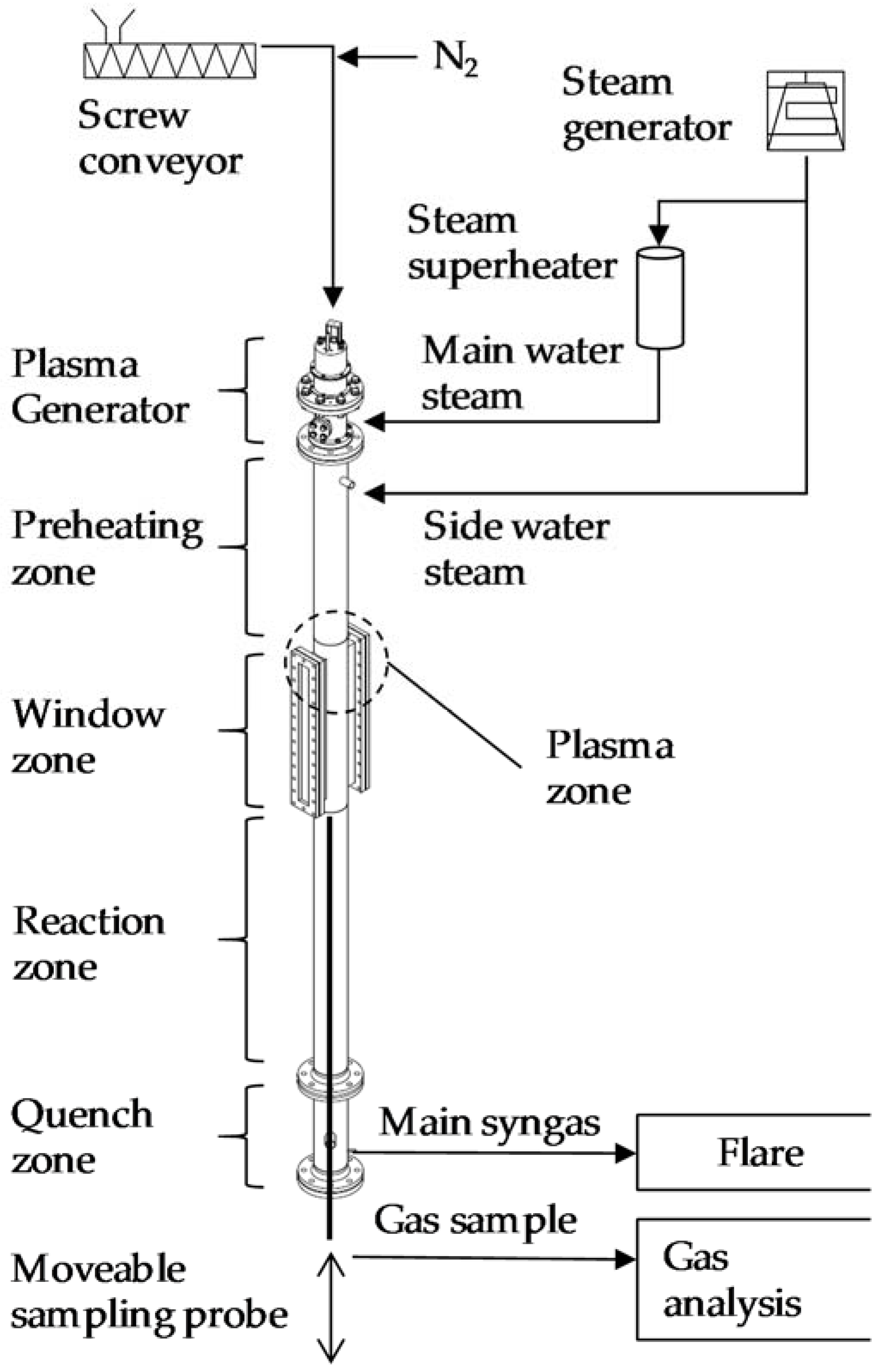
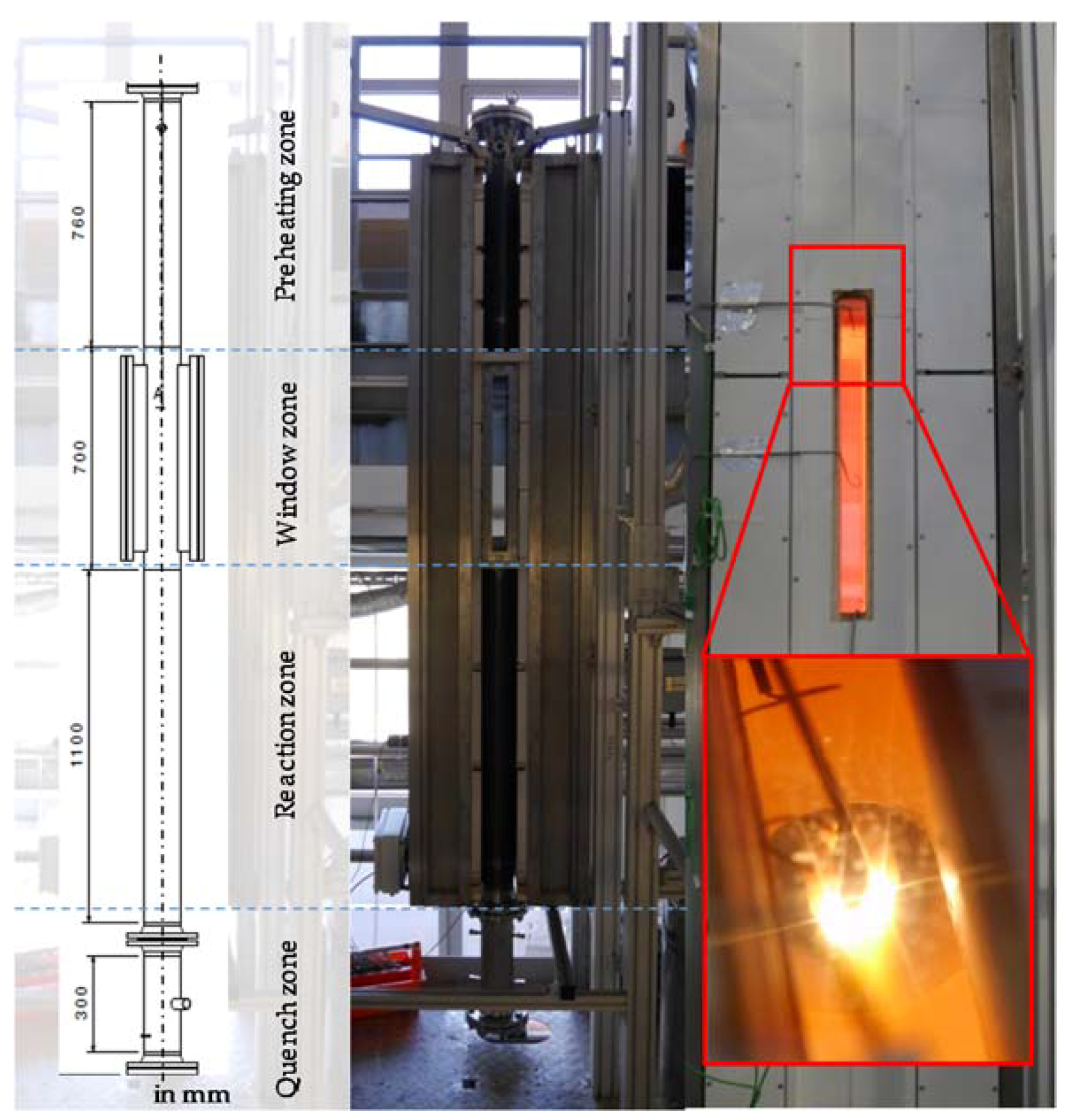
3.2. Experimental Setup
3.2.1. Drop Tube Reactor
3.2.2. Non-Thermal Plasma Generator
3.2.3. Gas Temperature Measurement
3.3. Experimental Conditions
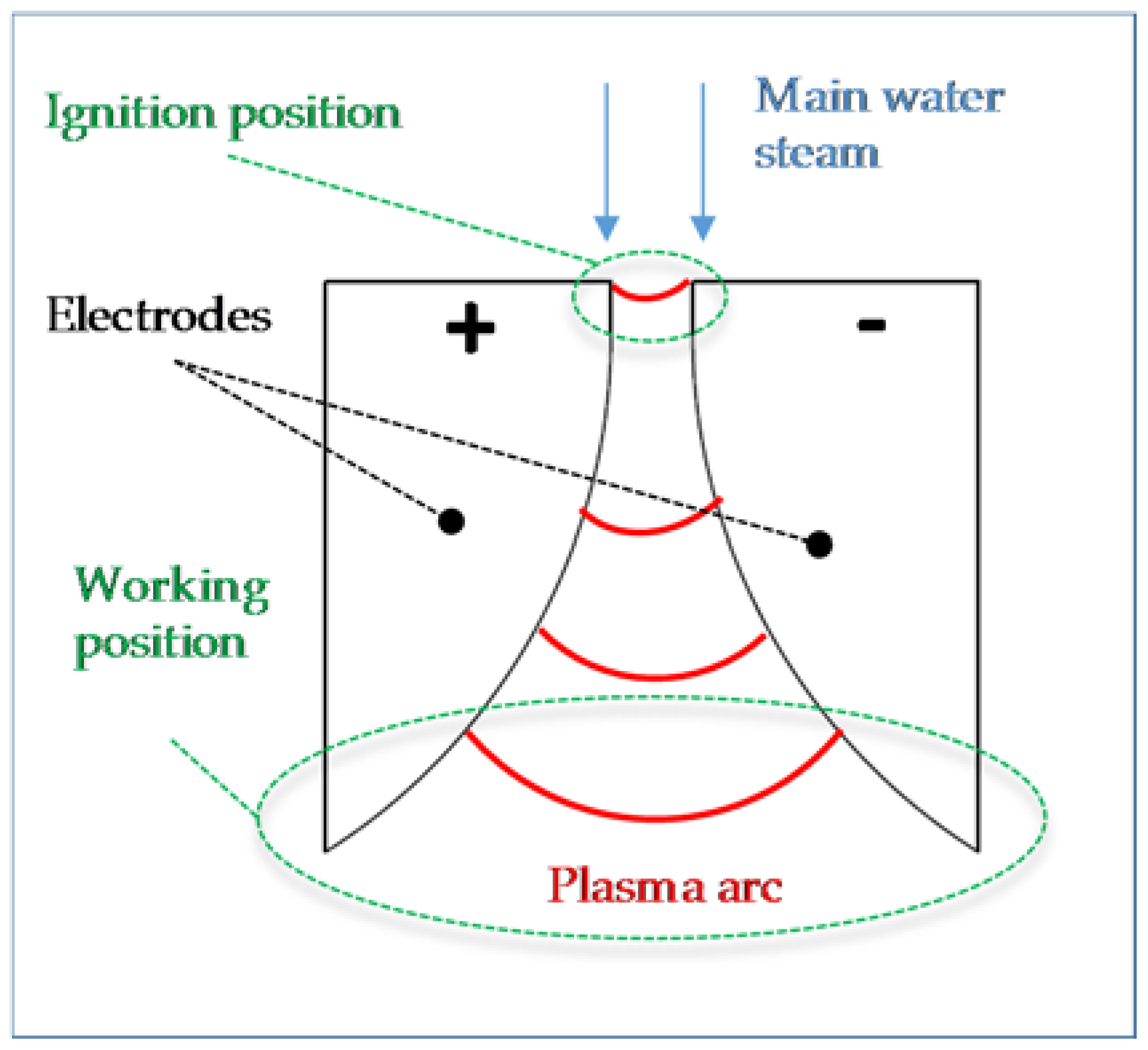
3.4. Plasma Stability
- Increasing the gas velocity to reach larger Reynolds numbers for stabilization or introducing further turbulence structures
- Optimization of the operation parameters of the plasma generator (voltage, frequency, etc.)
- Increasing the gap distance at the ignition position (see Figure 5)
- Increasing the nitrogen content in the gas mixture
- Optimization of electrode geometry for better electrical field distribution
4. Results
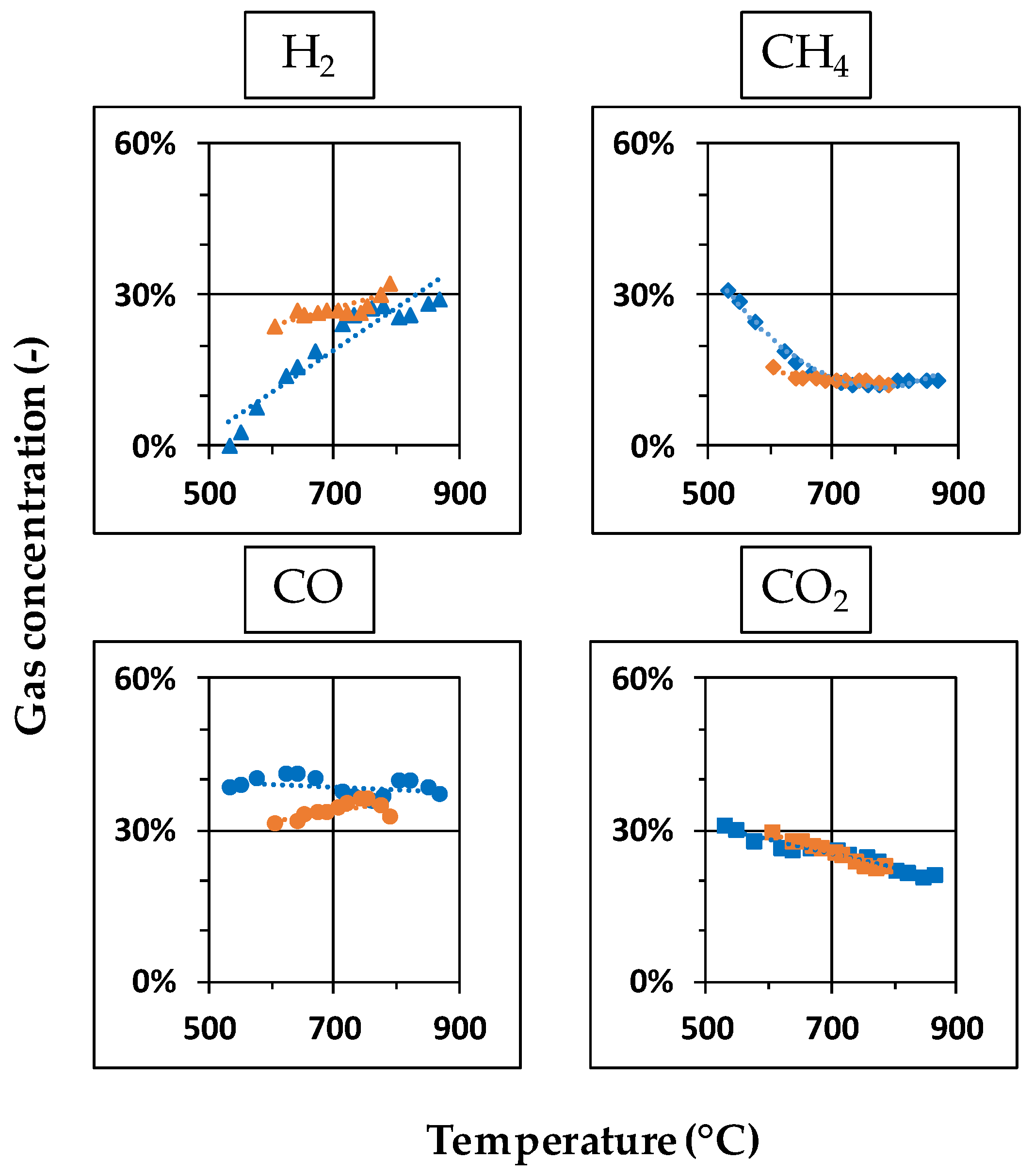
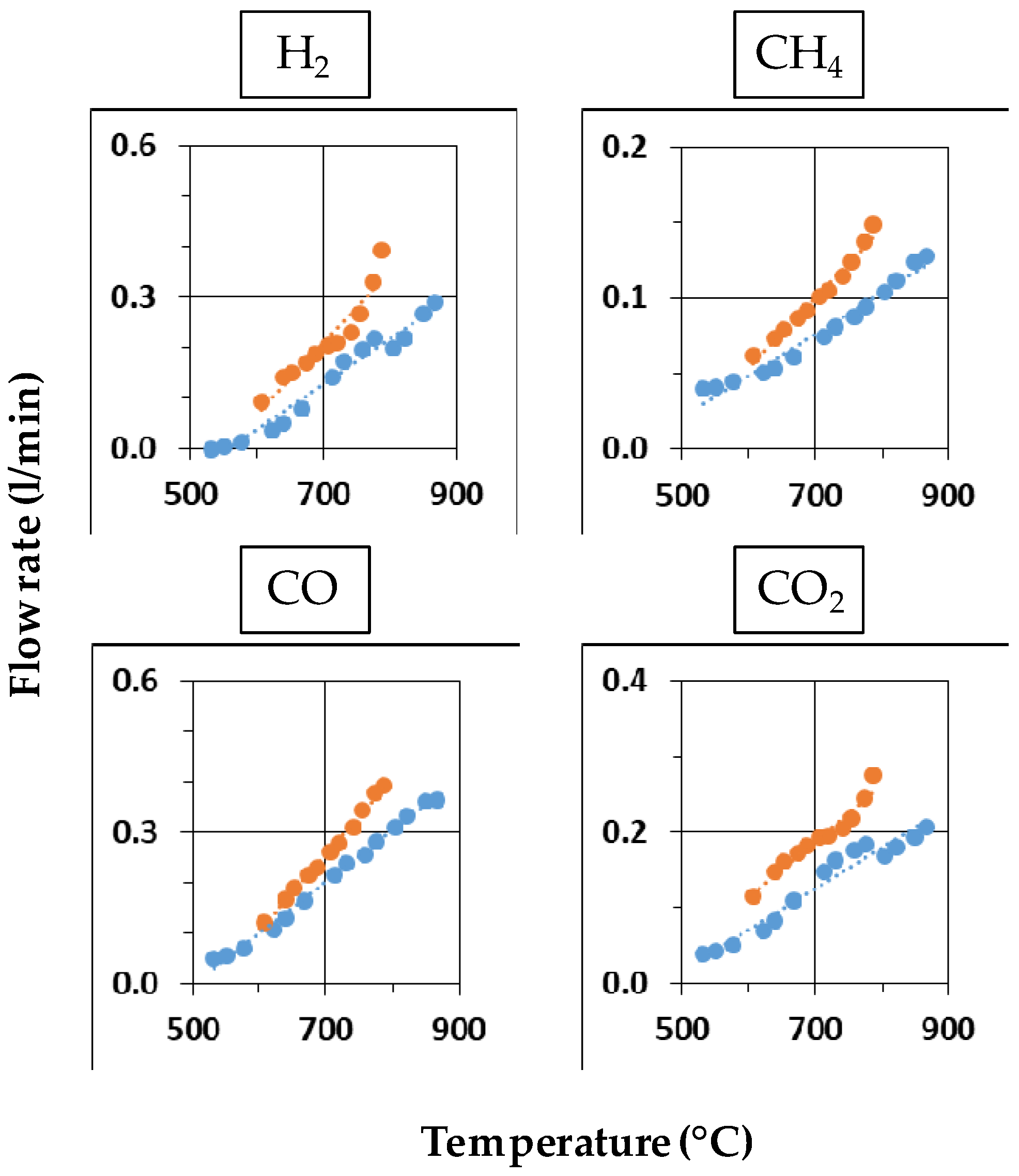
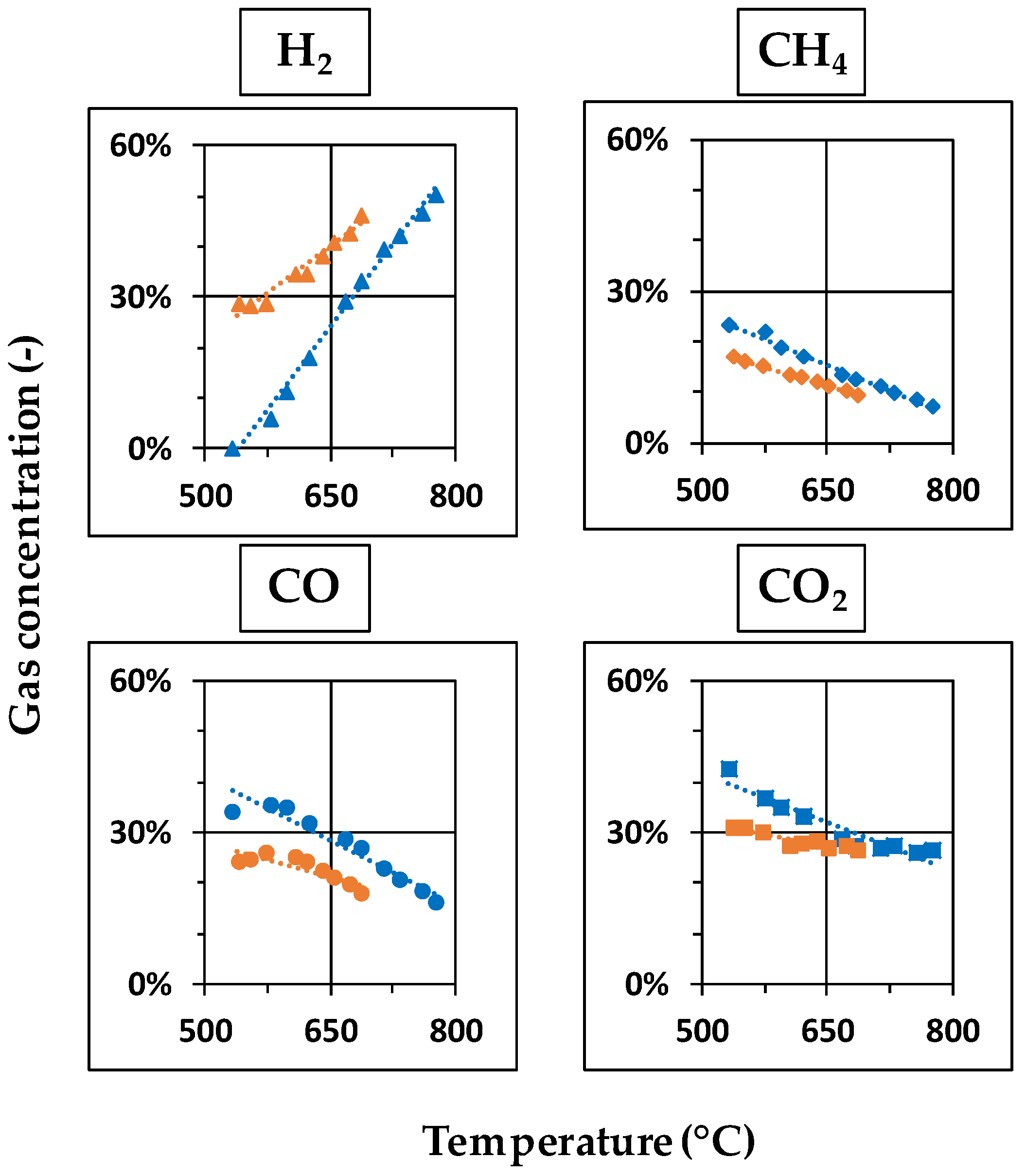
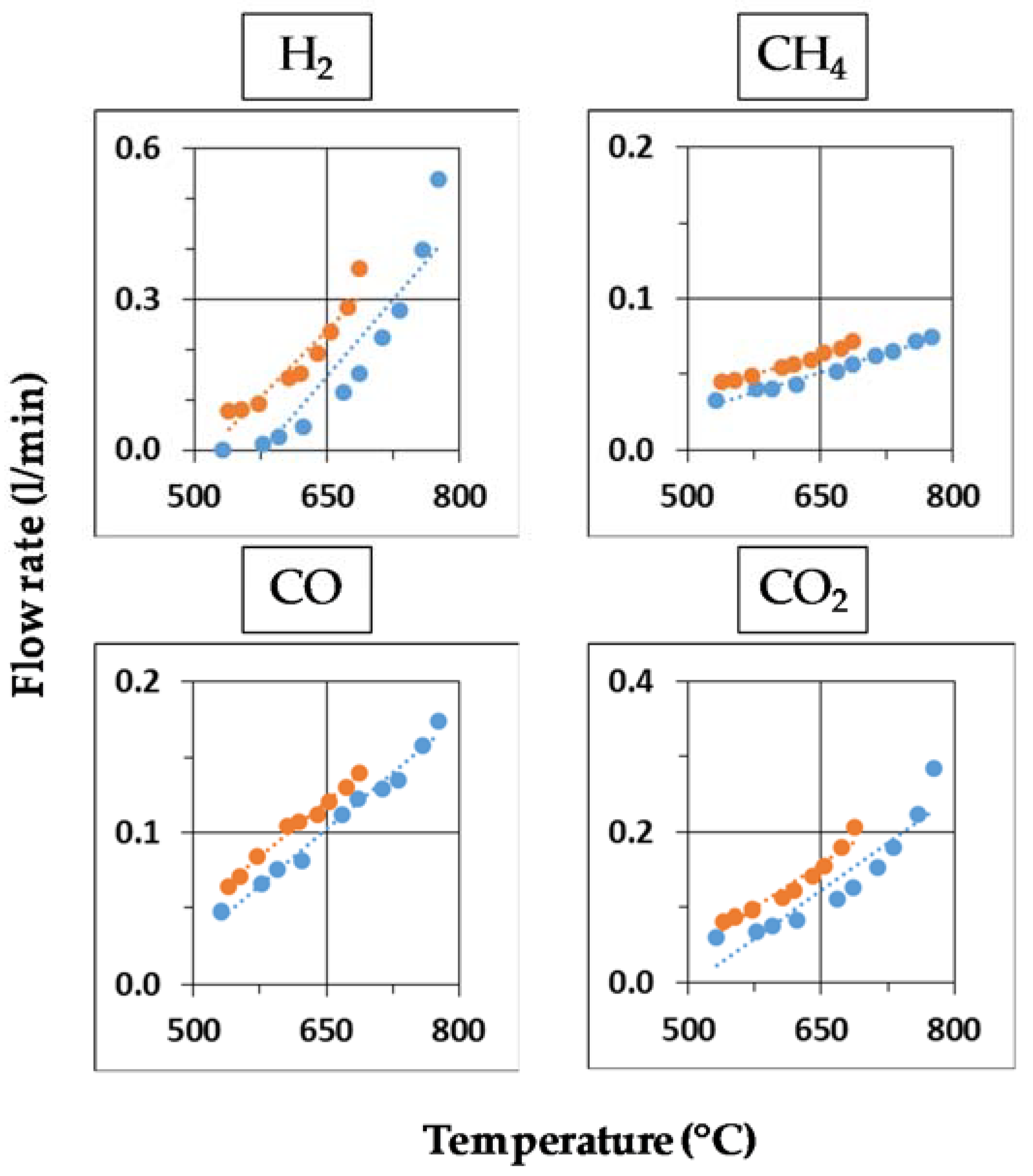
4.1. Syngas Production
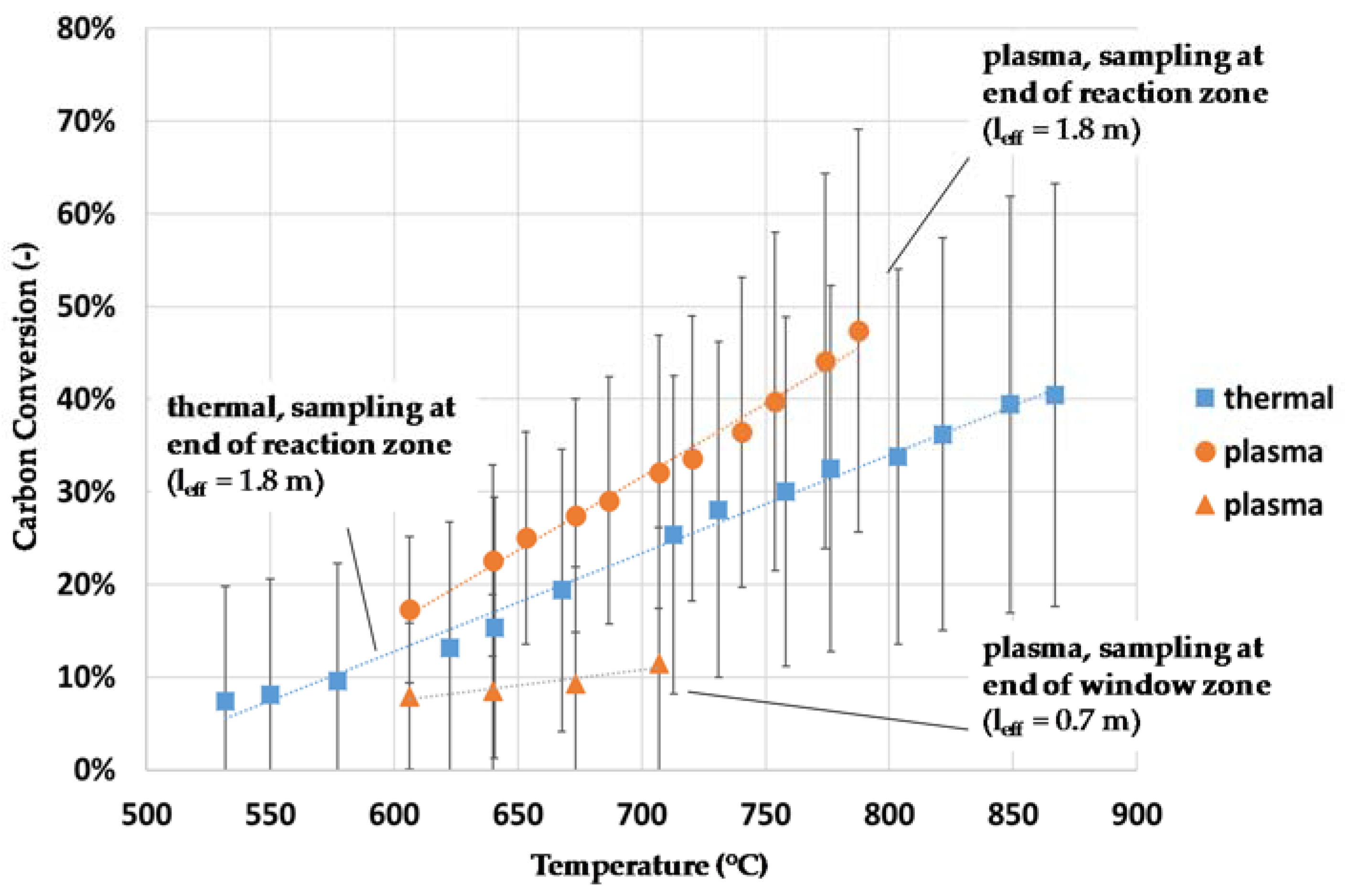
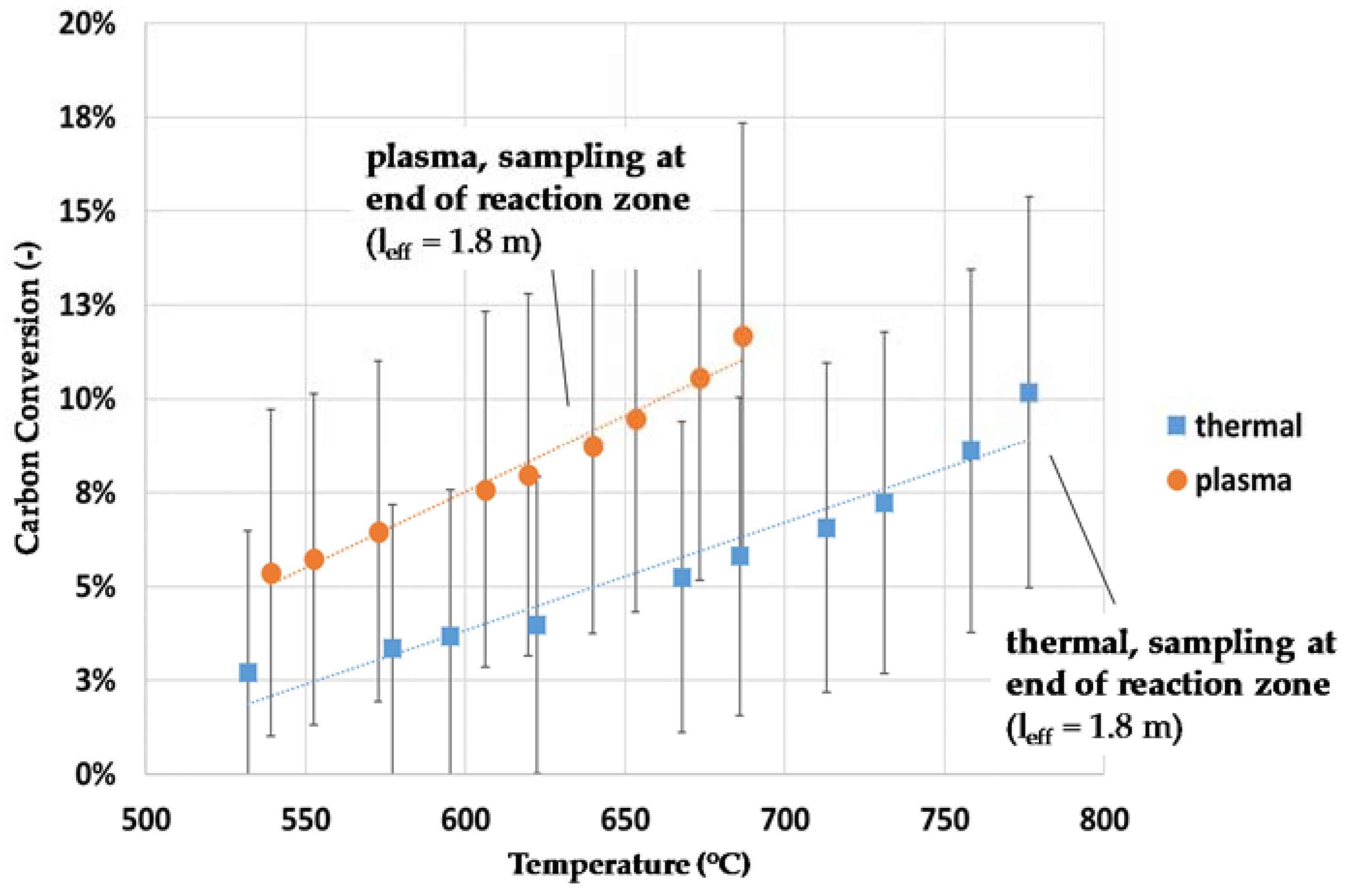
4.2. Carbon Conversion
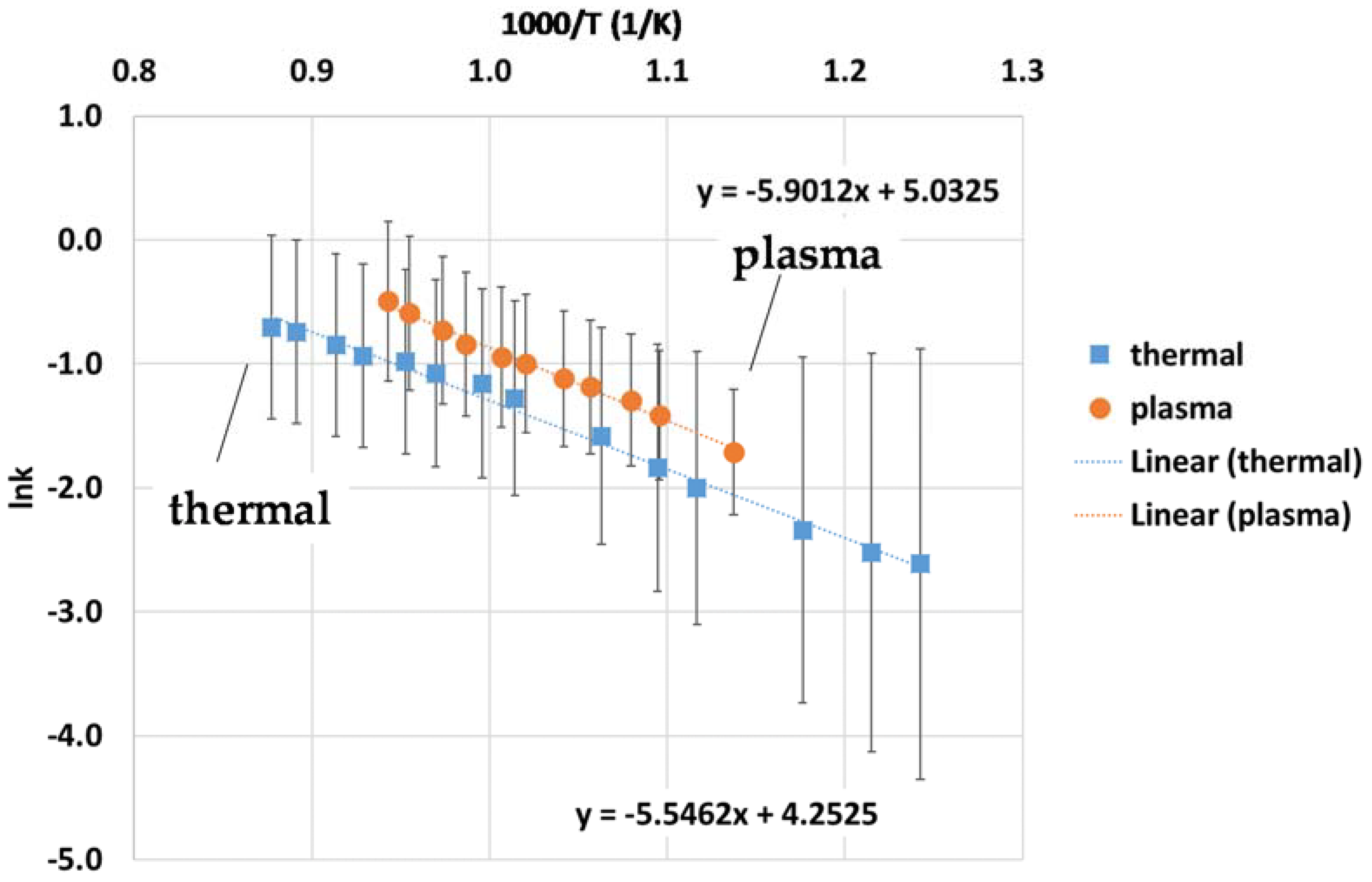
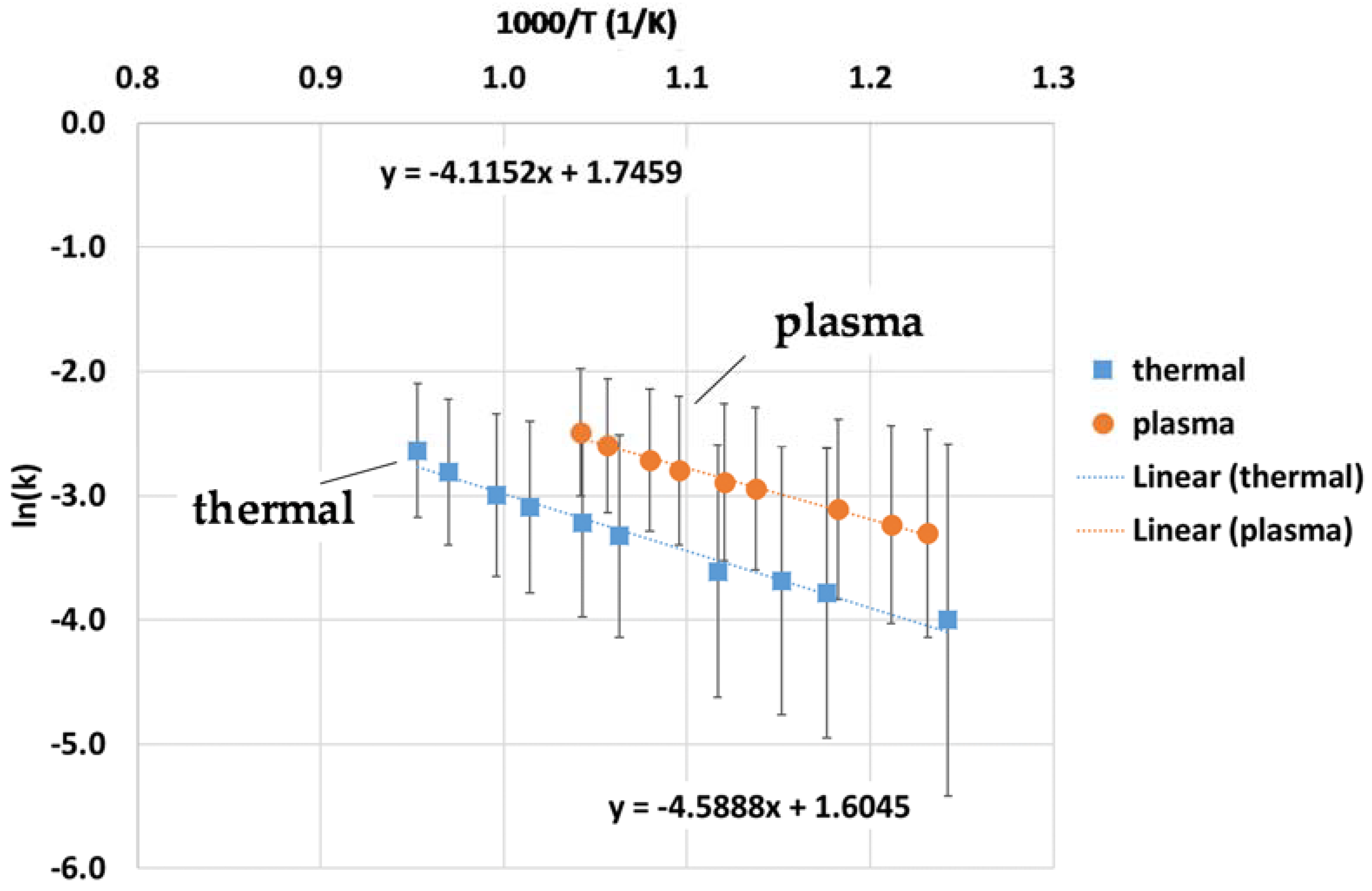
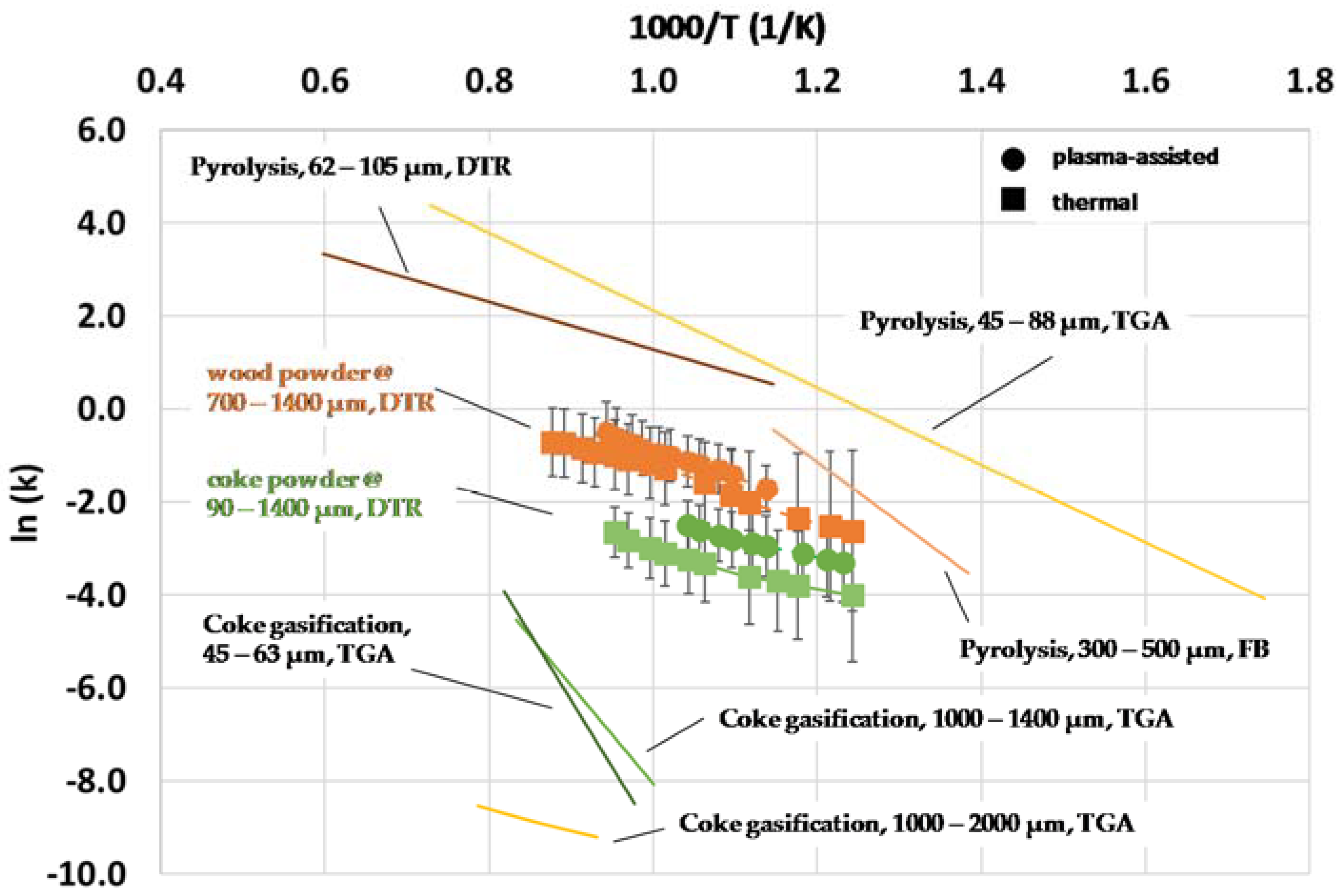
4.3. Reaction Kinetics
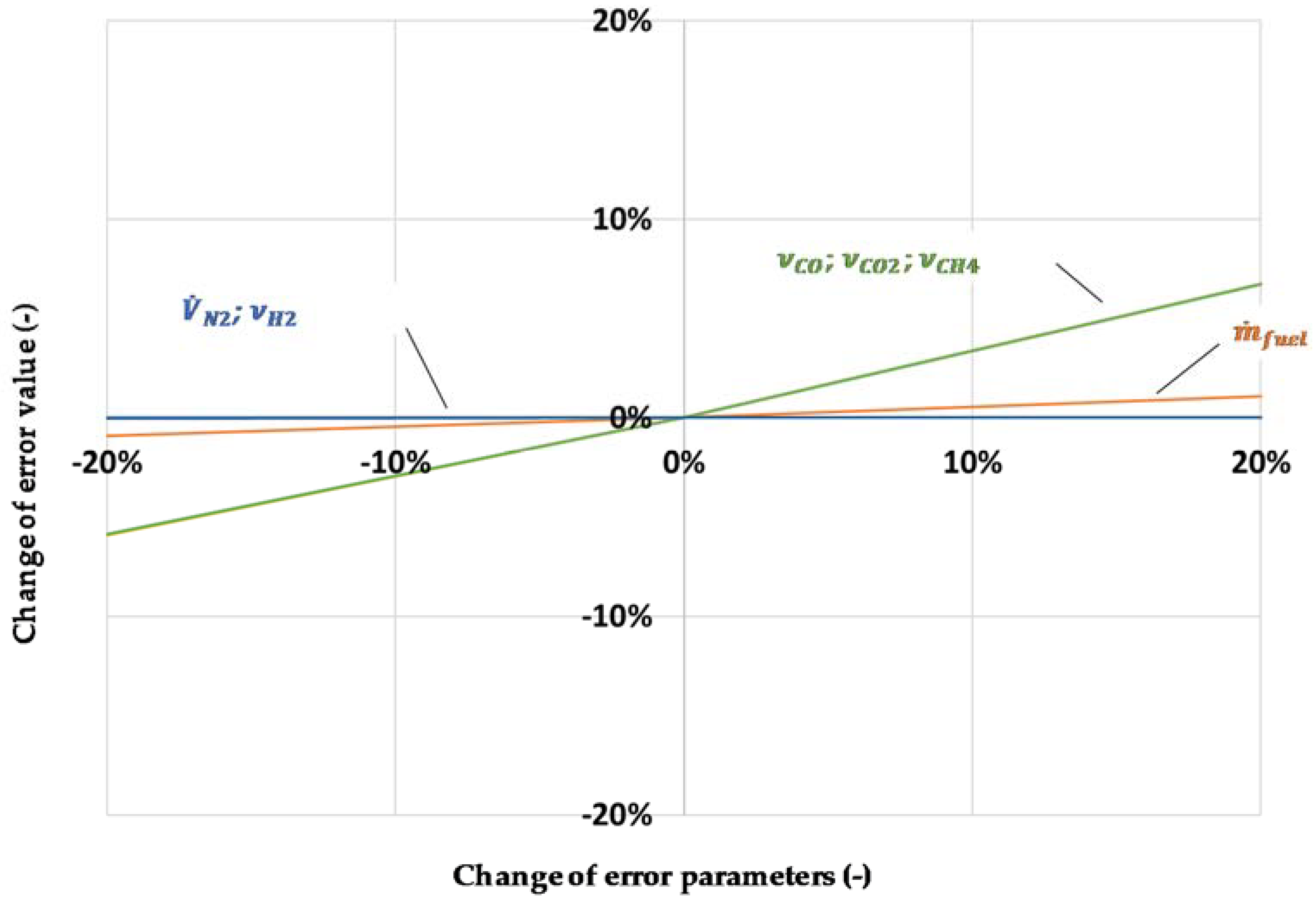
4.4. Error Analysis
5. Summary
Author Contributions
Acknowledgments
Conflicts of Interest
Abbreviations
| FG | Gravitational force |
| ρp | Particle density |
| g | Gravitational constant 9.81 m/s2 |
| dp | Particle diameter |
| FB | Buoyancy force |
| ρg | Density of environmental medium |
| FW | Drag force |
| cW | Drag coefficient |
| ug | Gas velocity |
| up | Particle velocity |
| Re | Reynolds number |
| Mass flow rate of fuel (kg/h) | |
| Carbon content in fuel (%) | |
| Nitrogen flow rate (m³/s) | |
| Density of carbon monoxide (kg/m³) | |
| Volumetric concentration of carbon monoxide in syngas (%) | |
| Carbon content in CO (%) | |
| Density of carbon monoxide (kg/m³) | |
| Volumetric concentration of carbon dioxide in syngas (%) | |
| Carbon content in CO2 (%) | |
| Density of carbon monoxide (kg/m³) | |
| Volumetric concentration of methane in syngas (%) | |
| Carbon content in CH4 (%) | |
| Volumetric concentration of hydrogen in syngas (%) | |
| Residence time of fuel particles (s) |
References
- Tremel, A.; Wasserscheid, P.; Baldauf, M.; Hammer, T. Techno-economic analysis for the synthesis of liquid and gaseous fuels based on hydrogen production via electrolysis. Int. J. Hydrog. Energy 2015, 40, 11457–11464. [Google Scholar] [CrossRef]
- Roth, J.R. Industrial Plasma Engineering: Volume 1: Principles; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Hammer, T. Application of plasma technology in environmental techniques. Contrib. Plasma Phys. 1999, 39, 441–462. [Google Scholar] [CrossRef]
- Huang, H.; Tang, L. Pyrolysis treatment of waste tire powder in a capacitively coupled RF plasma reactor. Energy Convers. Manag. 2009, 50, 611–617. [Google Scholar] [CrossRef]
- Hrabovsky, M. Plasma Aided Gasification of Biomass, Organic Waste and Plastics; ICPIG: Praha, Czech Republic, 2011. [Google Scholar]
- Messerle, V.E.; Ustimenko, A.B.; Lavrichshev, O.A. Plasma Gasification of Solid Fuels. Recent Adv. Energy Environ. Econ. Dev. 2012, pp. 38–43. Available online: http://www.wseas.us/e-library/conferences/2012/Paris/DEEE/DEEE-03.pdf (accessed on 9 October 2017).
- Valmundsson, A.S.; Janajreh, I. Plasma gasification process modeling and energy recovery from solid waste. In Proceedings of the ASME 2011 5th International Conference on Energy Sustainability, Washington, DC, USA, 8 August 2011; pp. 361–368. [Google Scholar]
- Nunnally, T.; Tsangaris, A.; Rabinovich, A.; Nirenberg, G.; Chernets, I.; Fridman, A. Gliding arc plasma oxidative steam reforming of a simulated syngas containing naphthalene and toluene. Int. J. Hydrog. Energy 2014, 39, 11976–11989. [Google Scholar] [CrossRef]
- Nozaki, T.; Aĝiral, A.; Yuzawa, S.; Gardeniers, J.G.E.H.; Okazaki, K. A single step methane conversion into synthetic fuels using microplasma reactor. Chem. Eng. J. 2011, 166, 288–293. [Google Scholar] [CrossRef]
- Shin D, H.; Hong Y, C.; Lee S, J.; Kim Y, J.; Cho C, H.; Ma S, H.; Chun, S.M.; Lee, B.J.; Uhm H, S. A pure steam microwave plasma torch: Gasification of powdered coal in the plasma. Surf. Coat. Technol. 2013, 228, S520–S523. [Google Scholar] [CrossRef]
- Ni, G.; Zhao, G.; Jiang, Y.; Li, J.; Meng, Y.; Wang, X. Steam plasma jet treatment of phenol in aqueous solution at atmospheric pressure. Plasma Process. Polym. 2013, 10, 353–363. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Tar evolution in a two stage fluid bed-plasma gasification process for waste valorization. Fuel Process. Technol. 2014, 128, 146–157. [Google Scholar] [CrossRef]
- Kempe, V.; Jovicic, V.; Ribeiro, M.A.; Delgado, A. Experimentelle Untersuchungen zur Vergasung von Biomasse mit nicht-thermischem Stickstoff Plasma. In Proceedings of the Fachtagung Lasermethoden in der Strömungsmesstechnik, Munich, Germany, 3–5 September 2013; pp. 1–7. [Google Scholar]
- Ni, G.; Lan, Y.; Cheng, C.; Meng, Y.; Wang, X. Reforming of methane and carbon dioxide by DC water plasma at atmospheric pressure. Int. J. Hydrog. Energy 2011, 36, 12869–12876. [Google Scholar] [CrossRef]
- Yantai Longyuan Power Technology Co., Ltd. Available online: www.lypower.com/en (accessed on 9 October 2017).
- PlasmaAir AG. Available online: http://plasmaair.de/en/company/ (accessed on 9 October 2017).
- Rafflenbeul Anlagen GmbH. Available online: http://www.envisolve.com (accessed on 9 October 2017).
- Alexakis, T.; Tsantrizos, P.G.; Manoliadis, P.; Beverly, D.; Pelletier, S. A Plasma-Arc-Assisted Thermal Treatment System for Shipboard Waste. In Proceedings of the 21st Conference on Incineration and Thermal Treatment Technologies, New Orleans, LA, USA, 13–17 May 2002. [Google Scholar]
- Pyrogenesis Canada Inc. Available online: http://www.pyrogenesis.com (accessed on 9 October 2017).
- Plasma Arc Technologies, Inc. Available online: http://www.plasmaarctech.com/ (accessed on 9 October 2017).
- Westinghouse Electric Corporation. Available online: http://westinghouse.com/ (accessed on 9 October 2017).
- Karl, J. Dezentrale Energiesysteme, Neue Technologien im Liberalisierten Energiemarkt; Walter de Gruyter: Berlin, Germany; Boston, MA, USA, 2012. [Google Scholar]
- Higman, C. Gasification. In Combustion Engineering Issues for Solid Fuel Systems; Elsevier: New York, NY, USA, 2008; pp. 423–468. [Google Scholar]
- Hofbauer, H.; Rauch, R.; Fürnsinn, S.; Aichernig, C. Energiezentrale Güssing. Energiesysteme der Zukunft-Endbericht. 2005. Available online: https://nachhaltigwirtschaften.at/resources/edz_pdf/0679_energiezentrale_guessing.pdf (accessed on 9 October 2017).
- Karl, J. Biomass heat pipe reformer—Design and performance of an indirectly heated steam gasifier. Biomass Convers. Biorefinery 2014, 4, 1–14. [Google Scholar] [CrossRef]
- Kim, S.C.; Lim, M.S.; Chun, Y.N. Hydrogen-rich gas production from a biomass pyrolysis gas by using a plasmatron. Int. J. Hydrog. Energy 2013, 38, 14458–14466. [Google Scholar] [CrossRef]
- Baumhakl, C. Substitute Natural Gas Production with Direct Conversion of Higher Hydrocarbons. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany, 2014. [Google Scholar]
- Zhang, L.; Xu, C.C.; Champagne, P. Overview of recent advances in thermo-chemical conversion of biomass. Energy Convers. Manag. 2010, 51, 969–982. [Google Scholar] [CrossRef]
- González-Vázquez, P.M.; García, R.; Pevida, C.; Rubiera, F. Optimization of a Bubbling Fluidized Bed Plant for Low-Temperature Gasification of Biomass. Energies 2017, 10, 306. [Google Scholar] [CrossRef]
- Guizani, C.; Jeguirim, M.; Valin, S.; Limousy, L.; Salvador, S. Biomass Chars: The Effects of Pyrolysis Conditions on Their Morphology, Structure, Chemical Properties and Reactivity. Energies 2017, 10, 796. [Google Scholar] [CrossRef]
- James, R.A.M.; Yuan, W.; Boyette, D.M. The Effect of Biomass Physical Properties on Top-Lit Updraft Gasification of Woodchips. Energies 2016, 9, 283. [Google Scholar] [CrossRef]
- Jayathilake, R.; Rudra, S. Numerical and Experimental Investigation of Equivalence Ratio (ER) and Feedstock Particle Size on Birchwood Gasification. Energies 2017, 10, 1232. [Google Scholar] [CrossRef]
- Liu, X.; Wei, J.; Huo, W.; Yu, G. Gasification under CO2–Steam Mixture: Kinetic Model Study Based on Shared Active Sites. Energies 2017, 10, 1890. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Chouchène, A.; Valatkevičius, P.; Gimžauskaitė, D.; Aikas, M.; Uscila, R.; Ghorbel, M.; Jeguirim, M. The Potential of Thermal Plasma Gasification of Olive Pomace Charcoal. Energies 2017, 10, 710. [Google Scholar] [CrossRef]
- Ombrello, T.; Qin, X.; Ju, Y.; Gutsol, A.; Fridman, A.; Carter, C. Combustion Enhancement via Stabilized Piecewise Nonequilibrium Gliding Arc Plasma Discharge. AIAA J. 2006, 44, 142–150. [Google Scholar] [CrossRef]
- Itikawa, Y.; Mason, N. Cross Sections for Electron Collisions with Water Molecules. J. Phys. Chem. Ref. Data 2005, 34, 1–22. [Google Scholar] [CrossRef]
- Hagelaar, G.J.M.; Pitchford, L.C. Solving the Boltzmann equation to obtain electron transport coefficients and rate coefficients for fluid models. Plasma Sources Sci. Technol. 2005, 14, 722. [Google Scholar] [CrossRef]
- Avila, G.; Fernandez, J.M.; Mate, B.; Tejeda, G.; Montero, S. Ro-vibrational Raman cross sections of water vapor in the OH stretching region. J. Mol. Spectrosc. 1999, 196, 77–92. [Google Scholar] [CrossRef] [PubMed]
- Seeger, T. Moderne Aspekte der Linearen und Nichtlinearen Raman-Streuung zur Bestimmung Thermodynamischer Zustandsgrößen in der Gasphase; ESYTEC Energie- und Systemtechnik GmbH: Erlangen, Germany, 2006. [Google Scholar]
- Matveev, I.B.; Serbin, S.I. Modeling of the Coal Gasification Processes in a Hybrid Plasma Torch. Plasma Sci. IEEE Trans. 2007, 35, 1639–1647. [Google Scholar] [CrossRef]
- Hrabovsky, M.; Hlina, M.; Konrad, M.; Kopecky, V.; Kavka, T.; Chumak, O.; Maslani, A. Thermal Plasma Gasification of Biomass for Fuel Gas Production. High Temp. Mater. Process. 2009, 13, 299–313. [Google Scholar] [CrossRef]
- Uhm, H.S.; Hong, Y.C.; Shin, D.H. A microwave plasma torch and its applications. Plasma Sources Sci. Technol. 2006, 15, S26. [Google Scholar] [CrossRef]
- Li, J.; Bonvicini, G.; Tognotti, L.; Yang, W.; Blasiak, W. High-temperature rapid devolatilization of biomasses with varying degrees of torrefaction. Fuel 2014, 122, 261–269. [Google Scholar] [CrossRef]
- Nunn, T.R.; Howard, J.B.; Longwell, J.P.; Peters, W.A. Product compositions and kinetics in the rapid pyrolysis of sweet gum hardwood. Ind. Eng. Chem. Process Des. Dev. 1985, 24, 836–844. [Google Scholar] [CrossRef]
- Font, R.; Gomis, A.; Verdu, E.; Devesa, J. Kinetics of the Pyrolysis of Almond Shell and Almond Shell Impregnated with CoCl2 in a Fluidized Bed Reactor and in a Pyroprobe. Ind. Eng. Chem. Res. 1990, 29. [Google Scholar] [CrossRef]
- Nandi, S.P.; Onischak, M. Gasification of Chars Obtained from Maple and Jack Pine Woods. In Fundamentals of Thermochemical Biomass Conversion; Overend, R.P., Milne, T.A., Mudge, L.K., Eds.; Springer: Dordrecht, The Netherlands, 1985; pp. 567–587. [Google Scholar]
- Hawley, M.C.; Boyd, M.; Anderson, C.; DeVera, A. Gasification of wood char and effects of intraparticle transport. Fuel 1983, 62, 213–216. [Google Scholar] [CrossRef]
- Barrio, M.; Gøbel, B.; Rimes, H.; Henriksen, U.; Hustad, J.E.; Sørensen, L.H. Steam Gasification of Wood Char and the Effect of Hydrogen Inhibition on the Chemical Kinetics. In Progress in Thermochemical Biomass Conversion; Blackwell Science Ltd.: Hoboken, NJ, USA, 2001; pp. 32–46. [Google Scholar]
- Schwister, K.; Leven, V. Verfahrenstechnik fuer Ingenieure: Ein Lehr-und Uebungsbuch; Carl-Hanser-Verlag: Munich, Germany, 2012. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel Type | Wood Powder [27] | Charcoal Powder*own analysis |
|---|---|---|
| Water content | 6.9% | 2.8% |
| Proximate analysis (wt. %, dry) | ||
| Volatile matter | 85.0 | 21.2 |
| Solid carbon | 14.5 | 76.5 |
| Ash content | 0.5 | 2.3 |
| Ultimate analysis (wt. %, dry) | ||
| Carbon | 50.9 | 84.5 |
| Hydrogen | 6.2 | 3.1 |
| Oxygen | 42.9 | 9.2 |
| Wood Powder | Charcoal Powder | |
|---|---|---|
| Furnace temperature (°C) | 600–950 | 600–900 |
| Pressure | atm. | atm. |
| Main water steam (kg/h) | 6 | 6 |
| Side water steam (kg/h) | 2 | 2 |
| Nitrogen flow rate (slm) | 10 | 10 |
| Inlet temperature of main water steam (°C) | 270 (plasma case) 650–730 (thermal case) | 270 (plasma case) 650 (thermal case) |
| Mean fuel particle diameter (µm) | 700–1400 | 90–1400 |
| Mass flow of fuel (kg/h) | 0.11 | 0.16 |
| Electrical plasma power (W) | 900 (plasma case) | 900 (plasma case) |
| Residence Time by Sampling at … (s) | ||
|---|---|---|
| Diameter (µm) | End of Window Zone | End of Reaction Zone |
| 90 | 1.1 | 1.7 |
| 300 | 0.9 | 1.5 |
| 700 | 0.4 | 0.7 |
| 1000 | 0.3 | 0.5 |
| 1400 | 0.2 | 0.3 |
| Type of Reaction | Fuel with Diameter | T (°C) | EA (kJ/mol K) | A (s−1) |
|---|---|---|---|---|
| Thermal gasification | Wood powder 700–1400 µm | 530–880 | 46.1 | 147.6 |
| Plasma-assisted gasification | Wood powder 700–1400 µm | 600–800 | 49.1 | 153.3 |
| Thermal gasification | Charcoal powder 90–1400 µm | 530–730 | 38.2 | 5.0 |
| Plasma-assisted gasification | Charcoal powder 90–1400 µm | 530–680 | 34.2 | 5.7 |
| Type of Reaction | Fuel with Diameter | T (°C) | Reactor Type | EA (kJ/mol K) | A (s−1) | Sources |
|---|---|---|---|---|---|---|
| Pyrolysis | Palm kernel shell 62–105 µm | 600–1400 | DTR | 42.5 | 602 | [42,43] |
| Pyrolysis | Wood dust 45–88 µm | 300–1100 | TGA | 69 | 3.39 × 104 | [43,44] |
| Pyrolysis | Almond shells 300–500 µm | 460–605 | FB | 108 | 1.86 × 106 | [44,45] |
| Coke gasification | Wood 1000–1400 µm | 730–930 | TGA | 177 | 5.55 × 105 | [45,46] |
| Coke gasification | Wood dust 1000–2000 µm | 800–1000 | TGA | 156 | 6570 | [46,47] |
| Coke gasification | Birch and beech 45–63 µm | 750–900 | TGA | 237 | 2.62 × 108 | [47,48] |
| Error Parameters | Confidence Range |
|---|---|
| 5% | |
| 5% | |
| , , , | 1% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, Y.; Bahr, L.; Fendt, P.; Zigan, L.; Will, S.; Hammer, T.; Baldauf, M.; Fleck, R.; Müller, D.; Karl, J. Plasma-Assisted Biomass Gasification with Focus on Carbon Conversion and Reaction Kinetics Compared to Thermal Gasification. Energies 2018, 11, 1302. https://doi.org/10.3390/en11051302
Pang Y, Bahr L, Fendt P, Zigan L, Will S, Hammer T, Baldauf M, Fleck R, Müller D, Karl J. Plasma-Assisted Biomass Gasification with Focus on Carbon Conversion and Reaction Kinetics Compared to Thermal Gasification. Energies. 2018; 11(5):1302. https://doi.org/10.3390/en11051302
Chicago/Turabian StylePang, Yin, Leo Bahr, Peter Fendt, Lars Zigan, Stefan Will, Thomas Hammer, Manfred Baldauf, Robert Fleck, Dominik Müller, and Jürgen Karl. 2018. "Plasma-Assisted Biomass Gasification with Focus on Carbon Conversion and Reaction Kinetics Compared to Thermal Gasification" Energies 11, no. 5: 1302. https://doi.org/10.3390/en11051302
APA StylePang, Y., Bahr, L., Fendt, P., Zigan, L., Will, S., Hammer, T., Baldauf, M., Fleck, R., Müller, D., & Karl, J. (2018). Plasma-Assisted Biomass Gasification with Focus on Carbon Conversion and Reaction Kinetics Compared to Thermal Gasification. Energies, 11(5), 1302. https://doi.org/10.3390/en11051302