Mass Sensors Based on Capacitive and Piezoelectric Micromachined Ultrasonic Transducers—CMUT and PMUT

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Capacitive Micromachined Ultrasonic Transducer-Based Gas Sensor
2.1. Introduction
2.2. CMUT Sensor Structure and Mechanism of Operation
2.3. CMUT Sensor Microfabrication Techniques
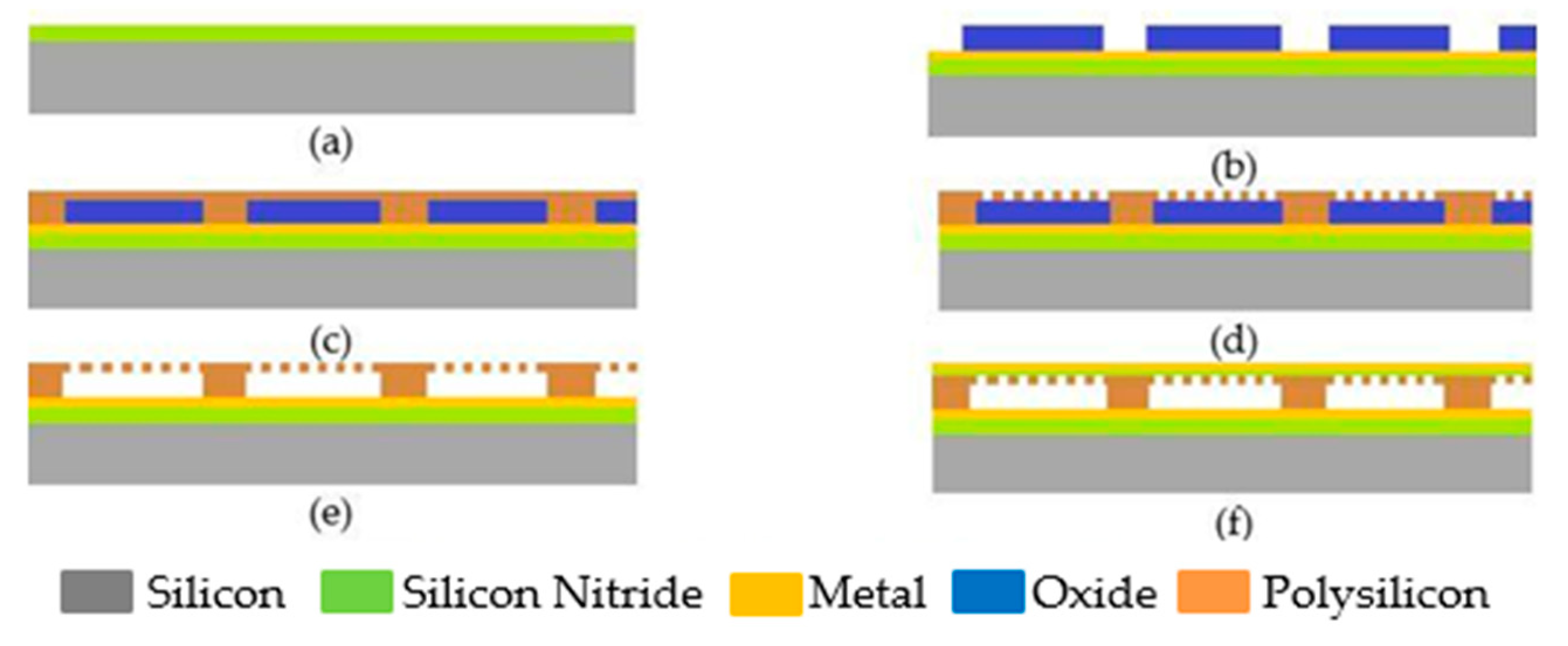
2.3.1. Sacrificial Technique
2.3.2. Wafer Bonding Techniques
2.3.3. Flexible CMUT Structures
2.3.4. CMUT Functionalization with Sensing Material and Device Sensitivity
3. Piezoelectric Micromachined Ultrasonic Transducers-Based Gas Sensor
3.1. Introduction
3.2. PMUT Sensor Structural Mechanism of Operation
3.3. Fabrication Techniques for PMUT
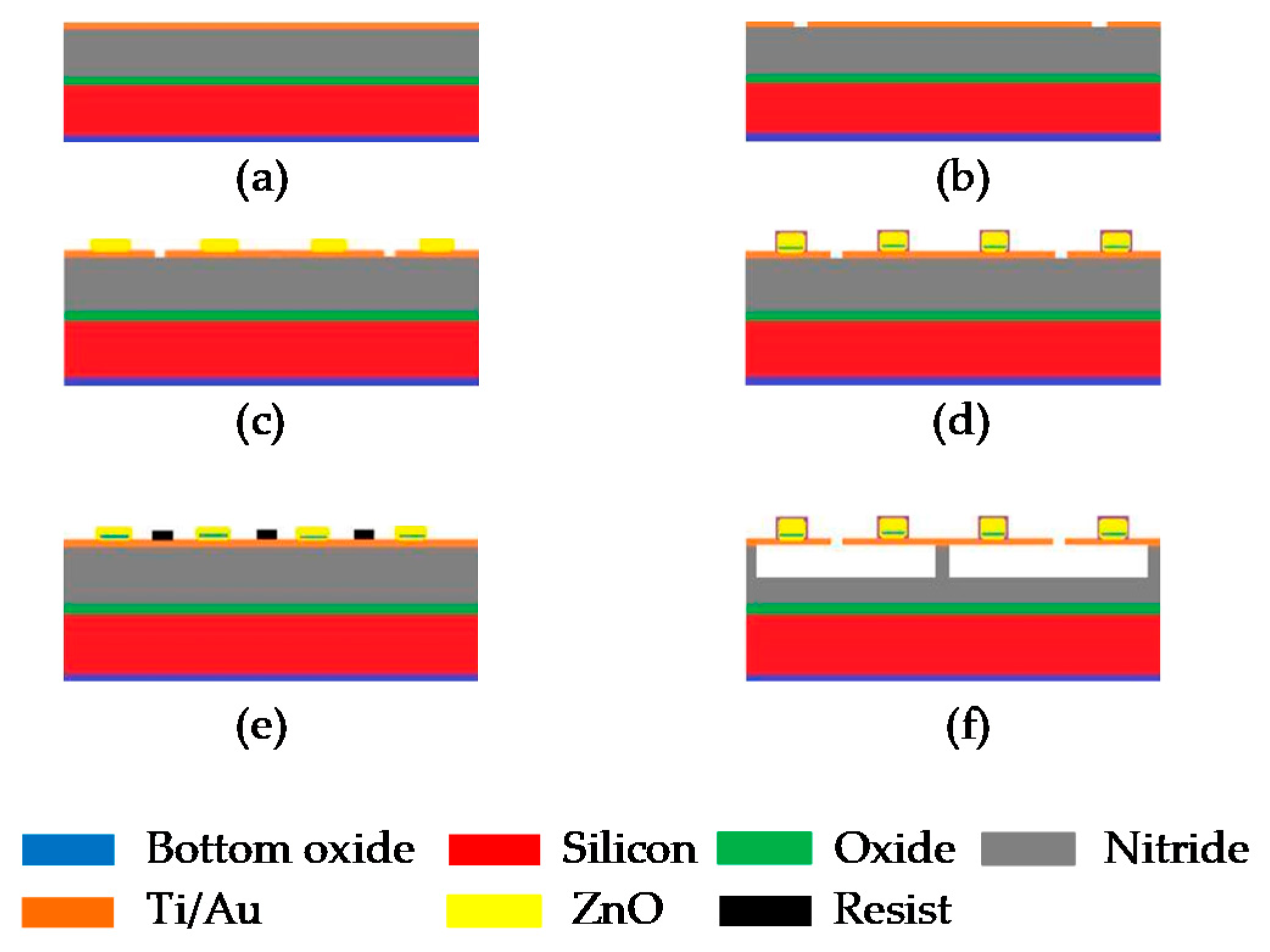
Sacrificial Technique
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Nazemi, H.; Joseph, A.; Park, J.; Emadi, A. Advanced Micro- and Nano-Gas Sensor Technology: A Review. Sensors 2019, 19, 1285. [Google Scholar] [CrossRef]
- Fiorillo, A.S.; Critello, C.; Pullano, S.A. Theory, technology and applications of piezoresistive sensors: A review. Sens. Actuators A Phys. 2018, 281, 156–175. [Google Scholar] [CrossRef]
- Fanget, S.; Hentz, S.; Puget, P.; Arcamone, J.; Matheron, M.; Colinet, E.; Andreucci, P.; Duraffourg, L.; Myers, E.; Roukes, M.L. Gas sensors based on gravimetric detection—A review. Sens. Actuators B Chem. 2011, 160, 804–821. [Google Scholar] [CrossRef]
- Barauskas, D.; Pelenis, D.; Vanagas, G.; Viržonis, D.; Baltrušaitis, J. Methylated Poly(ethylene)imine Modified Capacitive Micromachined Ultrasonic Transducer for Measurements of CO2 and SO2 in Their Mixtures. Sensors 2019, 19, 3236. [Google Scholar] [CrossRef] [PubMed]
- Jung, J.; Lee, W.; Kang, W.; Shin, E.; Ryu, J.; Choi, H. Review of piezoelectric micromachined ultrasonic transducers and their applications. Micromech. Microeng. 2017, 27, 113001. [Google Scholar] [CrossRef]
- You, W. Exploring multiple-mode vibrations of capacitive micromachined ultrasonic transducers (CMUTs). PH.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2013. [Google Scholar]
- Emadi, A.; Shafai, C.; Thomson, D.J.; Freund, M.F.; White, N.D.G.; Jayas, D.J. Polymer-based chemicapacitor sensor for 1-octanol and relative humidity detections at different temperatures and frequencies. IEEE Sens. J. 2012, 13, 519–527. [Google Scholar] [CrossRef]
- Ergun, A.S.; Yaralioglu, G.G.; Khuri-Yakub, B.T. Capacitive Micromachined Ultrasonic Transducers: Theory and Technology. Aerosp. Eng. 2003, 16, 76–84. [Google Scholar] [CrossRef]
- Emadi, A.; Buchanan, D.A. Wide range beam steering capability of a 1-D MEMS transducer imager array with directional beam pattern. Sens. Actuators A Phys. 2013, 202, 193–196. [Google Scholar] [CrossRef]
- Nazemi, H.; Emadi, A. A New Advanced Analytical Model for Bi-Layer Circular CMUT-Based Gas Sensors. In Proceedings of the 2019 IEEE Sensors, Montreal, QC, Canada, 27–30 October 2019; pp. 1–4. [Google Scholar]
- Park, K.K.; Lee, H.; Kupnik, M.; Oralkan, Ö.; Ramseyer, J.-P.; Lang, H.P.; Hegner, M.; Gerber, C.; Khuri-Yakub, B.T. Capacitive micromachined ultrasonic transducer (CMUT) as a chemical sensor for DMMP detection. Sens. Actuators B Chem. 2011, 160, 1120–1127. [Google Scholar] [CrossRef]
- Salim, M.S.; Abd Malek, M.F.; Heng, R.B.W.; Juni, K.M.; Sabri, N. Capacitive Micromachined Ultrasonic Transducers: Technology and Application. J. Med. Ultrasound 2012, 20, 8–31. [Google Scholar] [CrossRef]
- Hsu, T.-R. MEMS and Microsystems: Design, Manufacture, and Nanoscale Engineering, 2nd ed.; John Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Wang, J.; Pun, S.H.; Mak, P.U.; Cheng, C.-H.; Yu, Y.; Mak, P.-I.; Vai, M.I. Improved Analytical Modeling of Membrane Large Deflection With Lateral Force for the Underwater CMUT Based on Von Kármán Equations. IEEE Sens. J. 2016, 16, 6633–6640. [Google Scholar] [CrossRef]
- Emadi, T.A.; Buchanan, D.A. Design and Fabrication of a Novel MEMS Capacitive Transducer with Multiple Moving Membrane, M3-CMUT. IEEE Trans. Electron Devices 2014, 61, 890–896. [Google Scholar] [CrossRef]
- Lee, H.J.; Park, K.K.; Oralkan, O.; Kupnik, M.; Khuri-Yakub, B.T. CMUT as a chemical sensor for DMMP detection. In Proceedings of the 2008 IEEE International Frequency Control Symposium, Honolulu, HI, USA, 19–21 May 2008; pp. 434–439. [Google Scholar]
- Lee, H.J.; Park, K.K.; Kupnik, M.; Oralkan, Ö.; Khuri-Yakub, B.T. Chemical Vapor Detection Using a Capacitive Micromachined Ultrasonic Transducer. Anal. Chem. 2011, 83, 9314–9320. [Google Scholar] [CrossRef] [PubMed]
- Nazemi, H. A Miniaturized Chemical Vapor Detector Using MEMS Flexible Platform. Master’s Thesis, Applied Science, University of Windsor, Windsor, ON, Canada, 2019. [Google Scholar]
- Xuecheng, J.; Ladabaum, I.; Degertekin, F.L.; Calmes, S.; Khuri-Yakub, B.T. Fabrication and characterization of surface micromachined capacitive ultrasonic immersion transducers. Microelectromech. Syst. 1999, 8, 100–114. [Google Scholar] [CrossRef]
- Lee, H.J.; Park, K.K.; Kupnik, M.; Oralkan, Ö.; Khuri-Yakub, B.T. Highly sensitive detection of DMMP using a CMUT-based chemical sensor. In Proceedings of the 2010 IEEE Sensors, Kona, HI, USA, 1–4 November 2010; pp. 2122–2126. [Google Scholar]
- Brenner, K.; Ergun, A.S.; Firouzi, K.; Rasmussen, M.F.; Stedman, Q.; Khuri–Yakub, B. (Pierre) Advances in Capacitive Micromachined Ultrasonic Transducers. Micromachines 2019, 10, 152. [Google Scholar] [CrossRef]
- Gerardo, C.D.; Cretu, E.; Rohling, R. Fabrication and testing of polymer-based capacitive micromachined ultrasound transducers for medical imaging. Microsyst. Nanoeng. 2018, 4, 19. [Google Scholar] [CrossRef]
- Ergun, A.S.; Zhuang, X.; Huang, Y.; Oralkan, O.; Yaralioglu, G.G.; Khuri-Yakub, B.T. Capacitive Micromachined Ultrasonic Transducer Technology for Medical Ultrasound Imaging; Walker, W.F., Emelianov, S.Y., Eds.; International Society for Optics and Photonics: San Diego, CA, USA, 2005; p. 58. [Google Scholar]
- Roy, R.B.; Bozkurt, A.; Farhanieh, O.; Ergun, A.S. Embedded sacrificial layers for CMUT fabrication. In Proceedings of the 2015 IEEE Sensors, Busan, Korea, 1–4 November 2015; pp. 1–4. [Google Scholar]
- Miki, N.; Spearing, S.M. Effect of nanoscale surface roughness on the bonding energy of direct-bonded silicon wafers. Appl. Phys. 2003, 94, 6800–6806. [Google Scholar] [CrossRef]
- Yongli, H.; Ergun, A.S.; Haeggstrom, E.; Badi, M.H.; Khuri-Yakub, B.T. Fabricating capacitive micromachined ultrasonic transducers with wafer-bonding technology. Microelectromech. Syst. 2003, 12, 128–137. [Google Scholar] [CrossRef]
- Molgaard, M.J.G.; Hansen, J.M.F.; Jakobsen, M.H.; Thomsen, E.V. Sensitivity Optimization of Wafer Bonded Gravimetric CMUT Sensors. Microelectromech. Syst. 2018, 27, 1089–1096. [Google Scholar] [CrossRef]
- Erguri, A.S.; Huang, Y.; Zhuang, X.; Oralkan, O.; Yarahoglu, G.G.; Khuri-Yakub, B.T. Capacitive micromachined ultrasonic transducers: Fabrication technology. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2005, 52, 2242–2258. [Google Scholar] [CrossRef]
- Pang, D.-C.; Chang, C.-M. Development of a Novel Transparent Flexible Capacitive Micromachined Ultrasonic Transducer. Sensors 2017, 17, 1443. [Google Scholar] [CrossRef] [PubMed]
- Park, S.; Yoon, I.; Lee, S.; Kim, H.; Seo, J.-W.; Chung, Y.; Unger, A.; Kupnik, M.; Lee, H.J. CMUT-based resonant gas sensor array for VOC detection with low operating voltage. Sens. Actuators B Chem. 2018, 273, 1556–1563. [Google Scholar] [CrossRef]
- Tekin, E.; de Gans, B.-J.; Schubert, U.S. Ink-jet printing of polymers—From single dots to thin film libraries. Mater. Chem. 2004, 14, 2627. [Google Scholar] [CrossRef]
- Yildiz, F.; Matsunaga, T.; Haga, Y. Fabrication and Packaging of CMUT Using Low Temperature Co-Fired Ceramic. Micromachines 2018, 9, 553. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.J.; Park, K.K.; Kupnik, M.; Melosh, N.A.; Khuri-Yakub, B.T. Mesoporous Thin-Film on Highly-Sensitive Resonant Chemical Sensor for Relative Humidity and CO2 Detection. Anal. Chem. 2012, 84, 3063–3066. [Google Scholar] [CrossRef] [PubMed]
- Barauskas, D.; Park, S.J.; Pelenis, D.; Vanagas, G.; Lee, J.J.; Viržonis, D.; Jones, C.W.; Baltrusaitis, J. CO2 and SO2 Interactions with Methylated Poly(ethylenimine)-Functionalized Capacitive Micromachined Ultrasonic Transducers (CMUTs): Gas Sensing and Degradation Mechanism. ACS Appl. Electron. Mater. 2019, 1, 1150–1161. [Google Scholar] [CrossRef]
- Lakard, B.; Carquigny, S.; Segut, O.; Patois, T.; Lakard, S. Gas Sensors Based on Electrodeposited Polymers. Metals 2015, 5, 1371–1386. [Google Scholar] [CrossRef]
- Grosso, D. How to exploit the full potential of the dip-coating process to better control film formation. Mater. Chem. 2011, 21, 17033. [Google Scholar] [CrossRef]
- Lau, G.-K.; Shrestha, M. Ink-Jet Printing of Micro-Electro-Mechanical Systems (MEMS). Micromachines 2017, 8, 194. [Google Scholar] [CrossRef]
- Stedman, Q.; Park, K.K.; Khuri-Yakub, B.T. An 8-channel CMUT chemical sensor array on a single chip. In Proceedings of the 2017 IEEE International Ultrasonics Symposium (IUS), Washington, DC, USA, 6–9 September 2017; pp. 1–4. [Google Scholar]
- Yoon, I.; Eom, G.; Lee, S.; Kim, B.K.; Kim, S.K.; Lee, H.J. A Capacitive Micromachined Ultrasonic Transducer-Based Resonant Sensor Array for Portable Volatile Organic Compound Detection with Wireless Systems. Sensors 2019, 19, 1401. [Google Scholar] [CrossRef]
- Seok, C.; Mahmud, M.M.; Kumar, M.; Adelegan, O.J.; Yamaner, F.Y.; Oralkan, Ö. A Low-Power Wireless Multichannel Gas Sensing System Based on a Capacitive Micromachined Ultrasonic Transducer (CMUT) Array. IEEE Internet Things J. 2019, 6, 831–843. [Google Scholar] [CrossRef]
- Zhao, L.; Zhao, Y.; Xia, Y.; Li, Z.; Li, J.; Zhang, J.; Wang, J.; Zhou, X.; Li, Y.; Zhao, Y.; et al. A Novel CMUT-Based Resonant Biochemical Sensor Using Electrospinning Technology. IEEE Trans. Ind. Electron. 2019, 66, 7356–7365. [Google Scholar] [CrossRef]
- Qiu, Y.; Gigliotti, J.; Wallace, M.; Griggio, F.; Demore, C.; Cochran, S.; Trolier-McKinstry, S. Piezoelectric Micromachined Ultrasound Transducer (PMUT) Arrays for Integrated Sensing, Actuation and Imaging. Sensors 2015, 15, 8020–8041. [Google Scholar] [CrossRef] [PubMed]
- Beeby, S. MEMS Mechanical Sensors; Artech House: Norwood, MA, USA, 2004. [Google Scholar]
- Korotcenkov, G. Materials for Piezoelectric-Based Gas Sensors. In Handbook of Gas Sensor Materials; Springer: New York, NY, USA, 2013; pp. 307–328. [Google Scholar]
- Muralt, P. Piezoelectric thin films for mems. Integr. Ferroelectr. 1997, 17, 297–307. [Google Scholar] [CrossRef]
- Sun, C.; Shi, Q.; Yazici, M.; Lee, C.; Liu, Y. Development of a Highly Sensitive Humidity Sensor Based on a Piezoelectric Micromachined Ultrasonic Transducer Array Functionalized with Graphene Oxide Thin Film. Sensors 2018, 18, 4352. [Google Scholar] [CrossRef] [PubMed]
- Hong, E.; Trolier-McKinstry, S.; Smith, R.; Krishnaswamy, S.V.; Freidhoff, C.B. Vibration of micromachined circular piezoelectric diaphragms. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2006, 53, 697–706. [Google Scholar] [CrossRef]
- Percin, G.; Khuri-Yakub, B.T. Piezoelectrically actuated flextensional MUTs. In Proceedings of the 2001 IEEE Ultrasonics Symposium, Atlanta, GA, USA, 7–10 October 2001; Volume 2, pp. 903–906. [Google Scholar]
- Ren, W.; Fan, G.; Wang, C. Design and Fabrication of Piezoelectric Micromachined Ultrasound Transducer (pMUT) with Partially-Etched ZnO Film. Sensors 2017, 17, 1381. [Google Scholar]
- Filipovic, L.; Lahlalia, A. Review—System-on-Chip SMO Gas Sensor Integration in Advanced CMOS Technology. Electrochem. Soc. 2018, 165, B862–B879. [Google Scholar] [CrossRef]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazemi, H.; Antony Balasingam, J.; Swaminathan, S.; Ambrose, K.; Nathani, M.U.; Ahmadi, T.; Babu Lopez, Y.; Emadi, A. Mass Sensors Based on Capacitive and Piezoelectric Micromachined Ultrasonic Transducers—CMUT and PMUT. Sensors 2020, 20, 2010. https://doi.org/10.3390/s20072010
Nazemi H, Antony Balasingam J, Swaminathan S, Ambrose K, Nathani MU, Ahmadi T, Babu Lopez Y, Emadi A. Mass Sensors Based on Capacitive and Piezoelectric Micromachined Ultrasonic Transducers—CMUT and PMUT. Sensors. 2020; 20(7):2010. https://doi.org/10.3390/s20072010
Chicago/Turabian StyleNazemi, Haleh, Jenitha Antony Balasingam, Siddharth Swaminathan, Kenson Ambrose, Muhammad Umair Nathani, Tara Ahmadi, Yameema Babu Lopez, and Arezoo Emadi. 2020. "Mass Sensors Based on Capacitive and Piezoelectric Micromachined Ultrasonic Transducers—CMUT and PMUT" Sensors 20, no. 7: 2010. https://doi.org/10.3390/s20072010
APA StyleNazemi, H., Antony Balasingam, J., Swaminathan, S., Ambrose, K., Nathani, M. U., Ahmadi, T., Babu Lopez, Y., & Emadi, A. (2020). Mass Sensors Based on Capacitive and Piezoelectric Micromachined Ultrasonic Transducers—CMUT and PMUT. Sensors, 20(7), 2010. https://doi.org/10.3390/s20072010