Ferroelectret-based Hydrophone Employed in Oil Identification—A Machine Learning Approach

 , , ,
, , ,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Related Works
3. Problem Definition and Paper Contributions
- a non-invasive acoustic method technique for diagnosing the IMO quality without dependence on partial discharges events;
- a preventive, local and fast-diagnosing technique complementary to a high-cost and offline Physical-chemical IMO quality analysis;
- a low-cost solution for IMO quality evaluation based on an in-home built acoustic transducer;
- an analysis of real-life transformer’s IMO measurements, and the proposal of two classification approaches using machine learning to recognize IMO quality;
- an improved experimental setup compared to Reference [31].
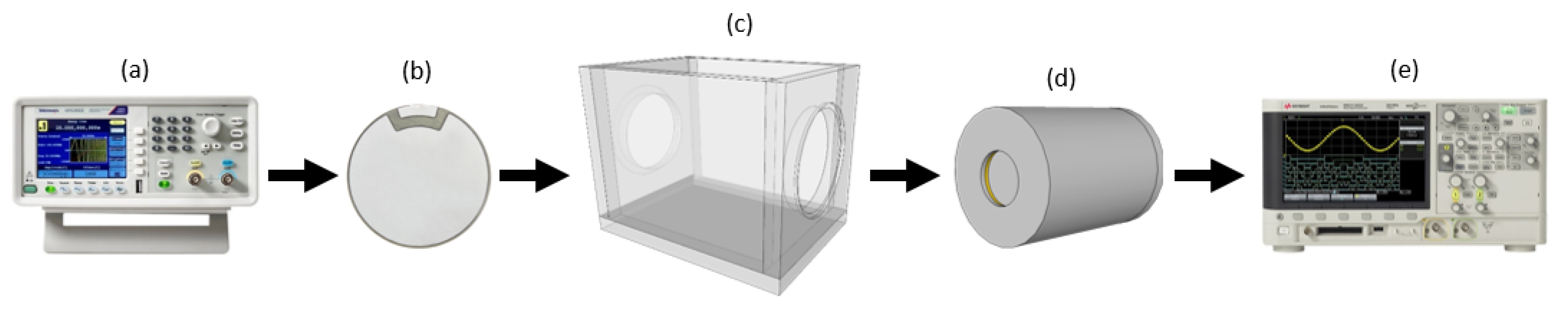
4. Experimental Setup
4.1. Ultrasonic Emitter
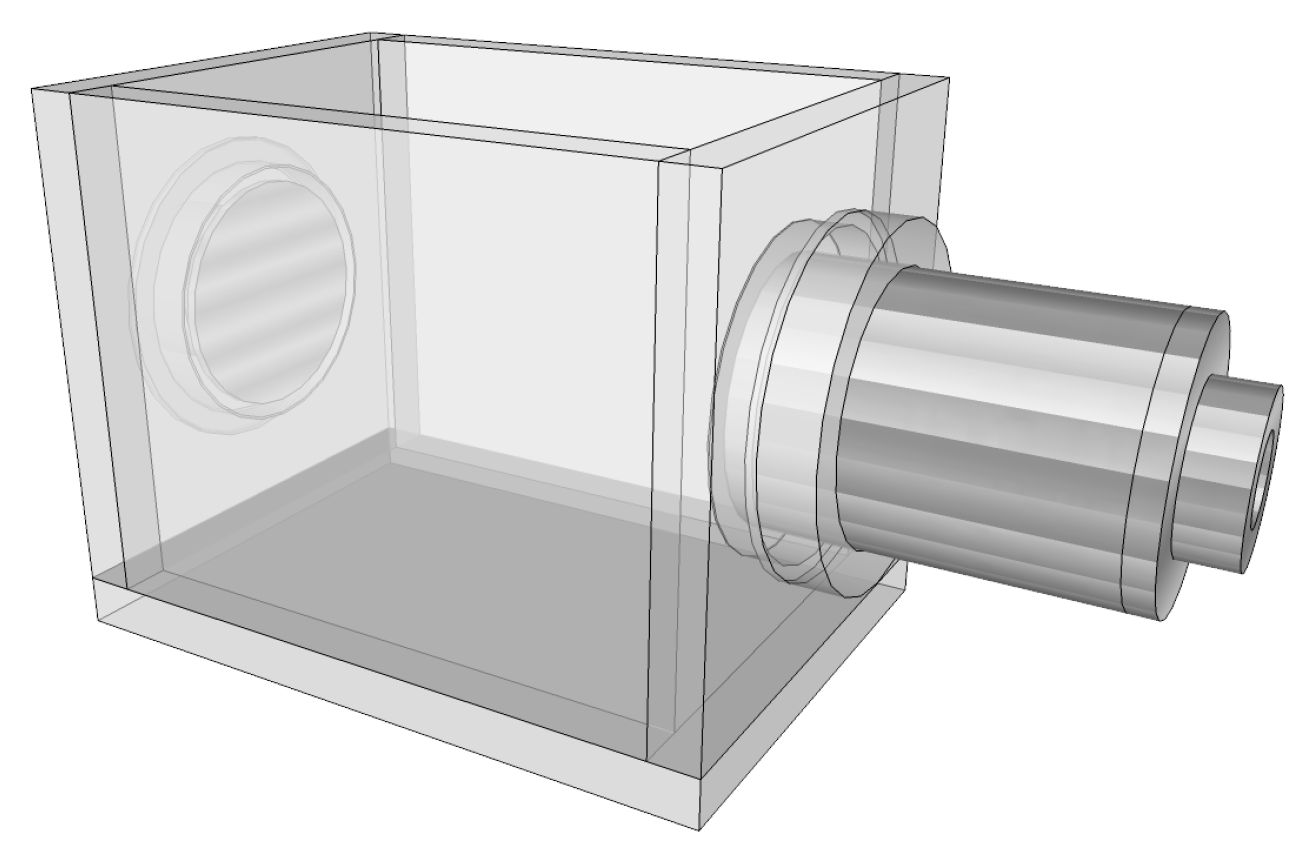
4.2. Acoustic Chamber
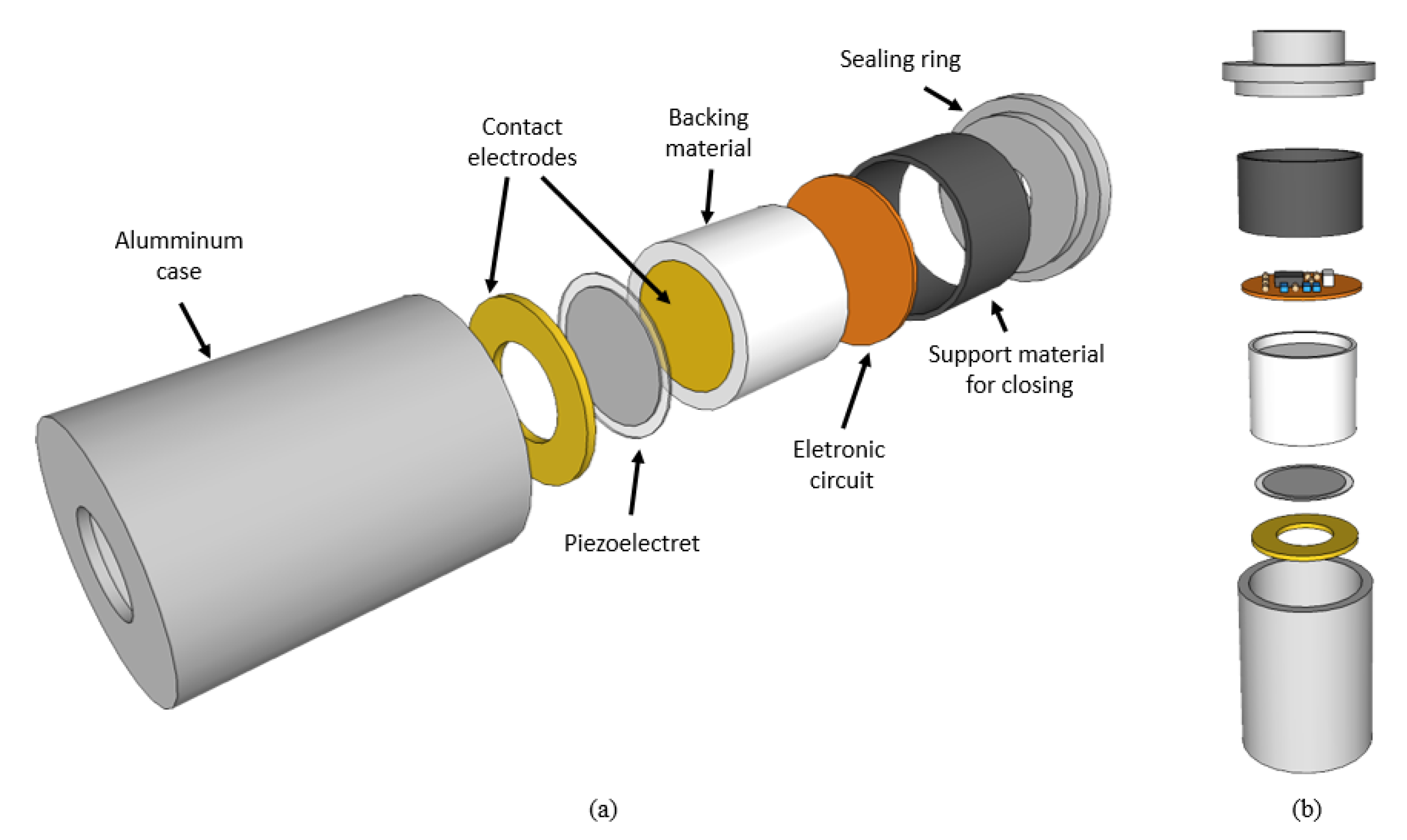
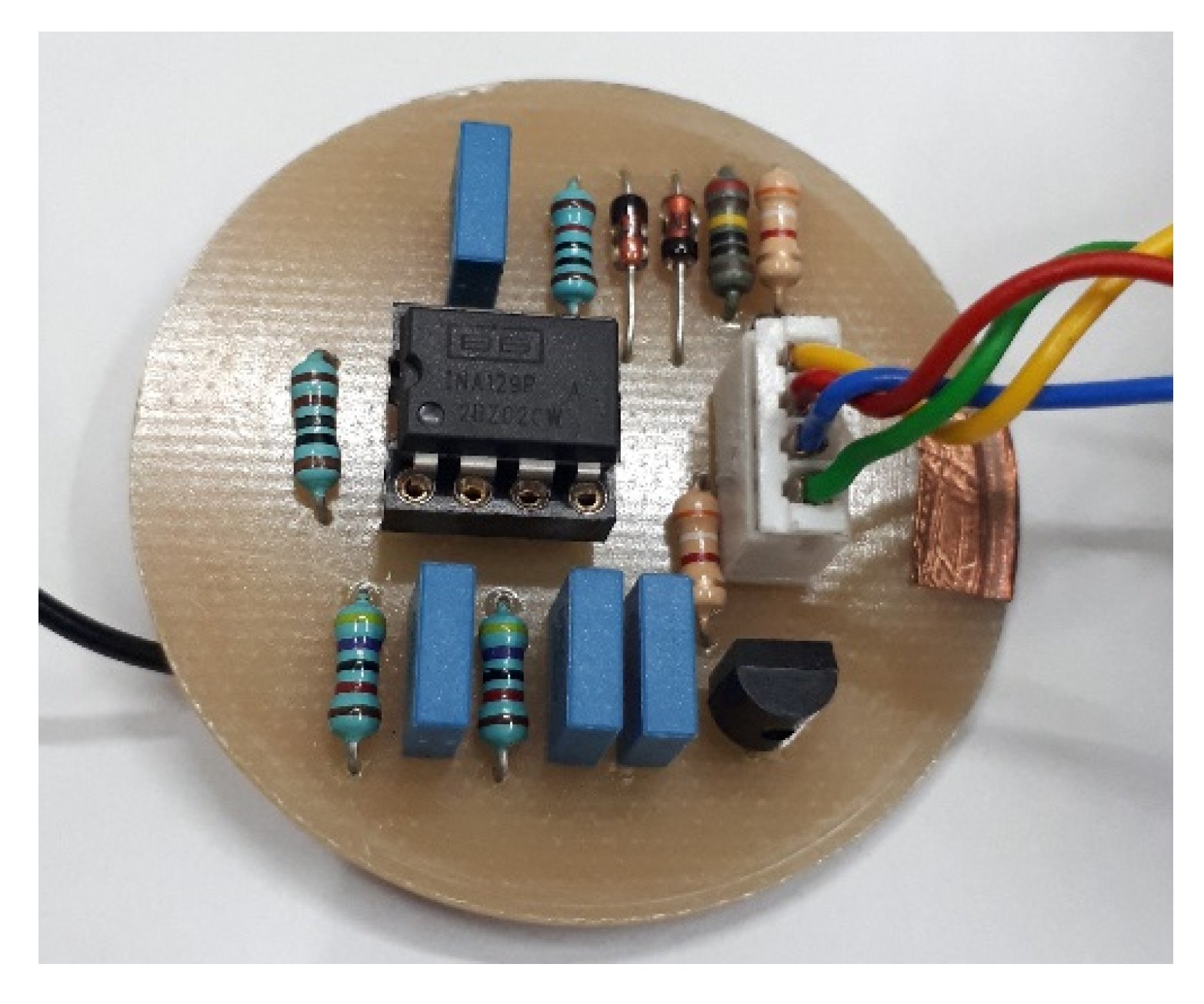
4.3. Acoustic Transducer
4.4. Ferroelectret
4.5. Measurement Methodology
- Database 1: from oil samples collected in 2016;
- Database 2: with data samples collected in 2018.
- New;
- Processed oil;
- Contaminated oil;
- Out of service oil;
5. Proposed Classification Framework
5.1. Statistical Dataset
5.2. Machine Learning Classifiers
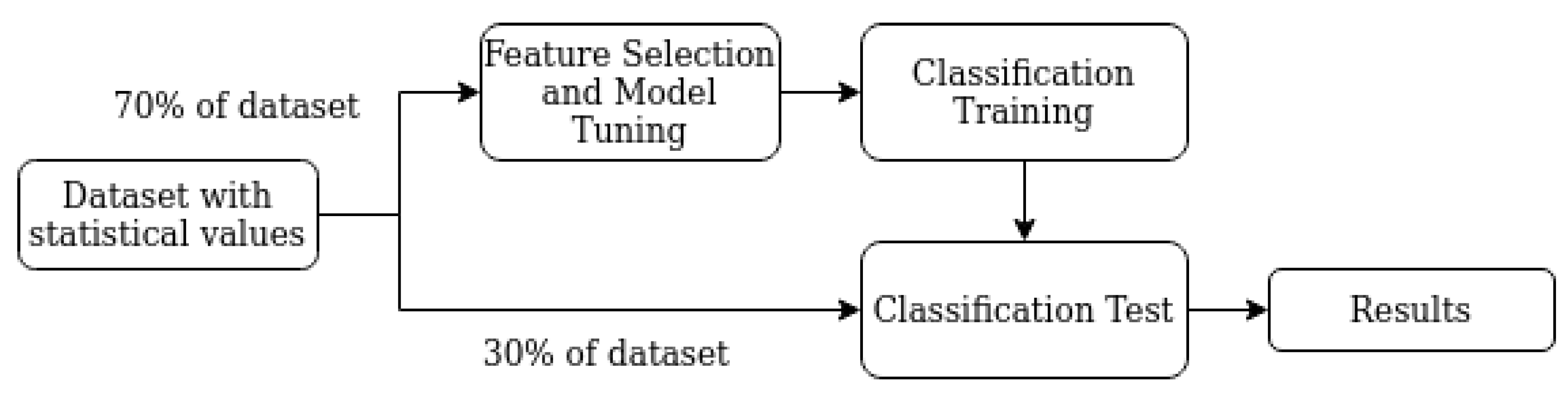
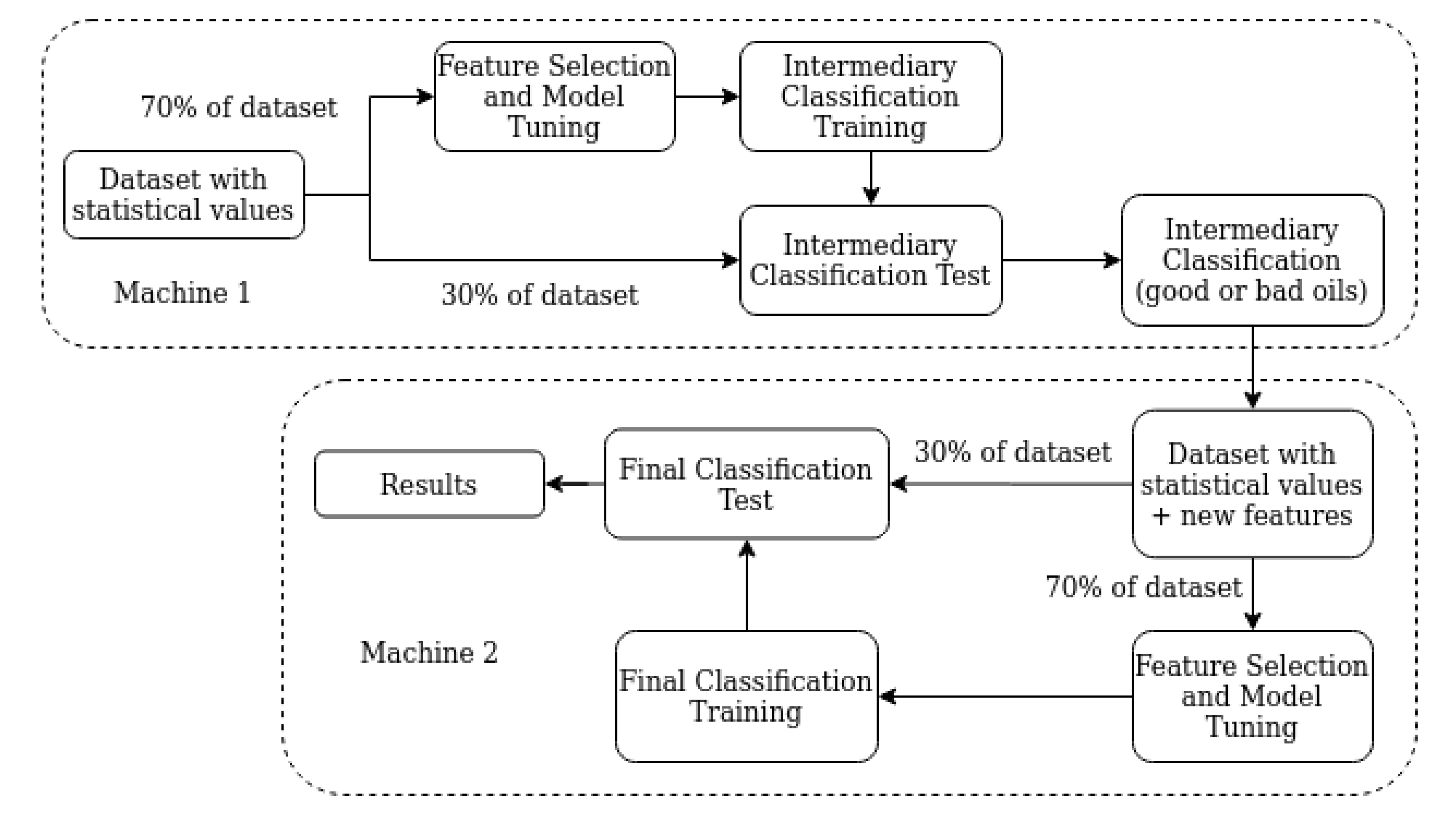
- Classification Training: step where the chosen classifier is trained by feeding with 70% of the values from the statistical dataset. Final and Intermediary Classification Training refers to machine committee breaking classification;
- Classification Test: step where we feed the classifier with values that were not used in the training set, in order to test its performance;
- Dataset with Statistical Values: dataset with statistical values from the SWEEP signals;
- Dataset with Statistical Values plus new features: dataset with statistical values from the SWEEP signals and new features generated from the first classification machine (machine committee);
- Feature Selection and Model Tuning: step in which it is evaluated the classifiers used in this work. The techniques Grid Search Hyperparameters [37] and Cross-Validation [38] are used in conjunction to find the best classifier (with the highest score). Thus, this step helps to increase the overall system score and reduce the number of features;
- Intermediary Classification: step where the intermediary machine classifies the signals in good or bad oils;
- Final Classification Training: step where the final machine classifies the signals among one of the four types of oils (New, Processed, Contaminated, and Out of service);
- Results: main results are gathered in this final step.
- Random Forest: it is a estimator that fits a number of Decision Tree classifiers of several sub-samples of the dataset and uses the average to improve the predictive accuracy and to control the over-fitting [39].
- ExtraTree Classifier: it is a learning technique very similar to Random Forest, in which it aggregates several decisions trees. However, it differentiates by using multiple de-correlated decision trees collected in a “forest” to output its classification result [40];
- Logistic Regression: it is a statistical model that uses a logistic function to model a binary variable. In other words, a binary logistic function or variable has only two possible values, such as yes/no. It has low implementation complexity, is suitable for linearly separable data, and is less prone to over-fitting [41];
- Support Vector Machines (SVM): it is a discriminative classifier formally used to separate data between hyperplanes [42].
- k-Nearest Neighbors (KNN): it is a type of supervised learning technique, where the data is classified to the class most common among its k nearest neighbors (where k is a positive small integer and the neighbors are other data belonged to the same dataset) [43];
- Stochastic Gradient Descent (SGD): it is a very efficient approach used to find the values of coefficients of a function that minimizes a cost function, such as convex functions used in linear Support Vector Machines (SVM) and Logistic Regression [44].
6. Results and Analysis
6.1. Feature Selection and Model Tuning
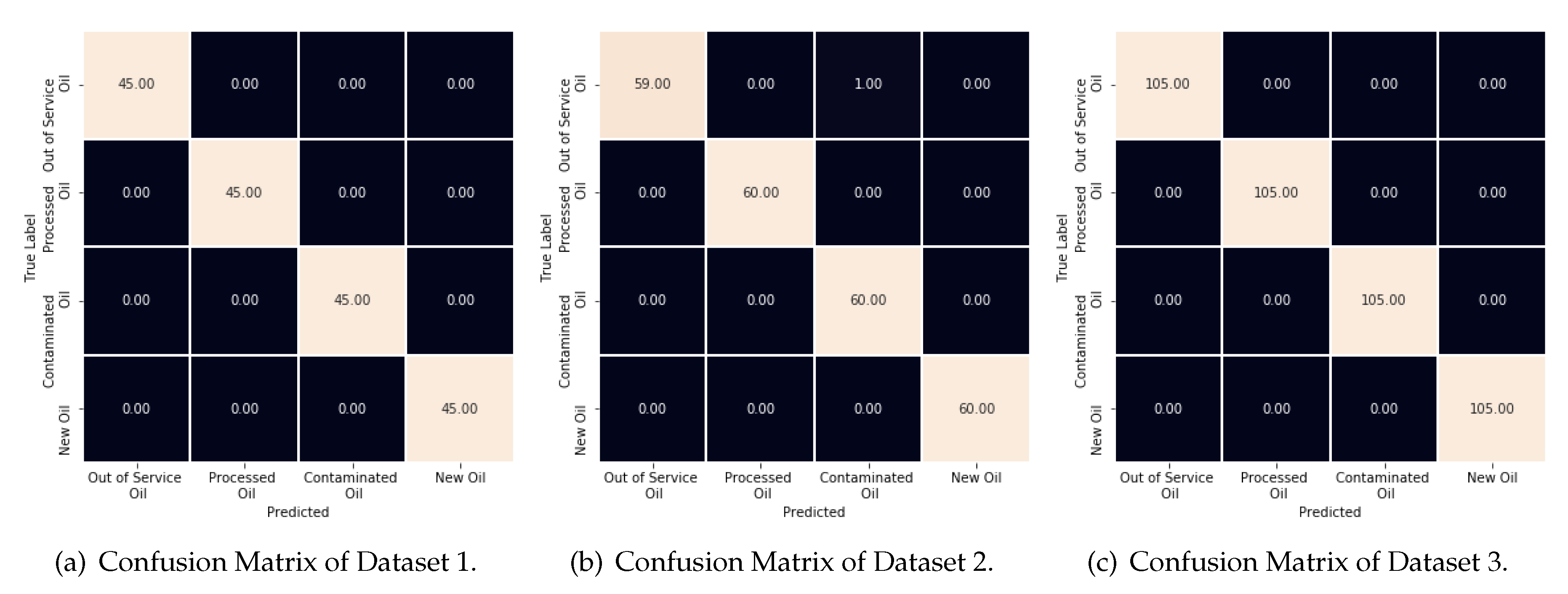
6.2. Classification Approach 1
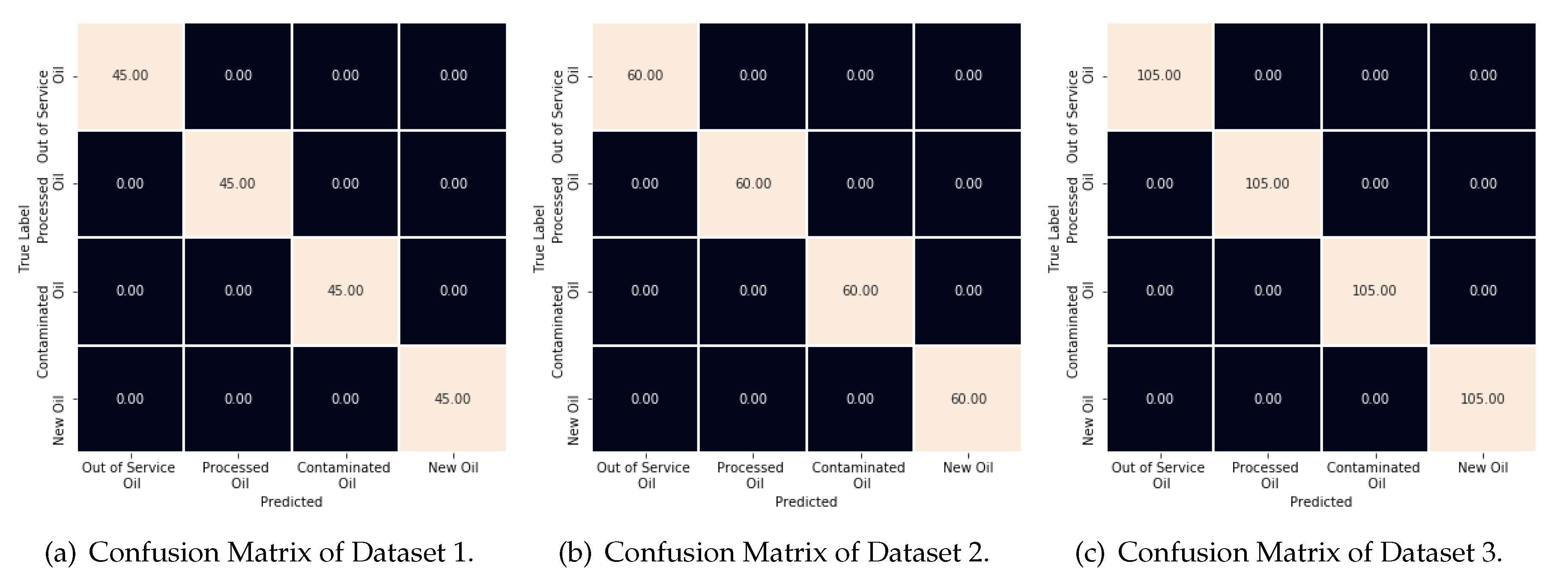
6.3. Classification Approach 2
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Arvind, D.; Khushdeep, S.; Deepak, K. Condition monitoring of power transformer: A review. In Proceedings of the 2008 IEEE/PES Transmission and Distribution Conference and Exposition, Chicago, IL, USA, 21–24 April 2008; pp. 1–6. [Google Scholar] [CrossRef]
- Castro, B.; Clerice, G.; Ramos, C.; Andreoli, A.; Baptista, F.; Campos, F.; Ulson, J. Partial Discharge Monitoring in Power Transformers Using Low-Cost Piezoelectric Sensors. Sensors 2016, 16, 1266. [Google Scholar] [CrossRef] [PubMed]
- Ma, H.; Saha, T.K.; Ekanayake, C. Statistical learning techniques and their applications for condition assessment of power transformer. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 481–489. [Google Scholar] [CrossRef]
- Zhang, X.; Gockenbach, E. Asset-Management of Transformers Based on Condition Monitoring and Standard Diagnosis [Feature Article]. IEEE Electr. Insul. Mag. 2008, 24, 26–40. [Google Scholar] [CrossRef]
- Moravej, Z.; Bagheri, S. Condition Monitoring Techniques of Power Transformers: A Review. J. Oper. Autom. Power Eng. 2015, 3, 71–82. [Google Scholar]
- Emsley, A.M.; Xiao, X.; Heywood, R.J.; Ali, M. Degradation of cellulosic insulation in power transformers. Part 3: effects of oxygen and water on ageing in oil. IEE Proc. Sci. Meas. Technol. 2000, 147, 115–119. [Google Scholar] [CrossRef]
- Phadungthin, R.; Chaidee, E.; Haema, J.; Suwanasri, T. Analysis of insulating oil to evaluate the condition of power transformer. In Proceedings of the ECTI-CON2010: The 2010 ECTI International Confernce on Electrical Engineering/Electronics, Computer, Telecommunications and Information Technology, Chiang Mai, Thailand, 9–21 May 2010; pp. 108–111. [Google Scholar]
- Marques, A.; de Moura, N.K.; Dias, Y.A.; de Jesus Ribeiro, C.; Rocha, A.S.; da Cunha Brito, L.; Bezerra Azevedo, C.H.; Lopes dos Santos, J.A. Method for the evaluation and classification of power transformer insulating oil based on physicochemical analyses. IEEE Electr. Insul. Mag. 2017, 33, 39–49. [Google Scholar] [CrossRef]
- Mahanta, D.K.; Laskar, S. Investigation of transformer oil breakdown using optical fiber as sensor. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 316–320. [Google Scholar] [CrossRef]
- Tokitou, K.I.; Shida, K. The Discrimination Between Water and Oil Using Ultrasonic Sensor. IEEJ Trans. Sens. Micromach. 2004, 124, 415–420. [Google Scholar] [CrossRef][Green Version]
- Zhu, C.; Huang, Y.; Shan, M.; Lu, L. The research of moisture detection in transformer oil based on ultrasonic method. In Proceedings of the 2nd International Conference on Information Science and Engineering, Hangzhou, China, 4–6 December 2010; pp. 1621–1624. [Google Scholar] [CrossRef]
- Tyuryumina, A.; Batrak, A.; Sekackiy, V. Determination of transformer oil quality by the acoustic method. Matec Web Conf. 2017, 113, 01008. [Google Scholar] [CrossRef]
- Liu, L.; Wu, H.; Liu, T.; Feng, H.; Tian, H.; Peng, Z. Influence of moisture and temperature on the frequency domain spectroscopy characteristics of transformer oil. In Proceedings of the 2016 IEEE International Conference on Dielectrics (ICD), Montpellier, France, 3–7 July 2016; pp. 565–568. [Google Scholar] [CrossRef]
- Koch, M.; Krüger, M. Measuring and analyzing the dielectric response of power transformers. High Volt. Eng. 2009, 35, 1933–1939. [Google Scholar]
- Palitó, T.T.C.; Assagra, Y.A.O.; Altafim, R.A.C.; Carmo, J.P.P.; Carneiro, A.A.O.; Altafim, R.A.P. Investigation of Water Content in Power Transformer Oils through Ultrasonic Measurements. In Proceedings of the 2018 IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), Cancun, Mexico, 21–24 October 2018; pp. 279–282. [Google Scholar] [CrossRef]
- Kunicki, M.; Wotzka, D. A Classification Method for Select Defects in Power Transformers Based on the Acoustic Signals. Sensors 2019, 19, 5212. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Vandermaar, A.J.; Srivastava, K.D. Review of condition assessment of power transformers in service. IEEE Electr. Insul. Mag. 2002, 18, 12–25. [Google Scholar] [CrossRef]
- Duval, M. A review of faults detectable by gas-in-oil analysis in transformers. IEEE Electr. Insul. Mag. 2002, 18, 8–17. [Google Scholar] [CrossRef]
- Saha, T.K. Review of modern diagnostic techniques for assessing insulation condition in aged transformers. IEEE Trans. Dielectr. Electr. Insul. 2003, 10, 903–917. [Google Scholar] [CrossRef]
- Bustamante, S.; Manana, M.; Arroyo, A.; Castro, P.; Laso, A.; Martinez, R. Dissolved Gas Analysis Equipment for Online Monitoring of Transformer Oil: A Review. Sensors 2019, 19, 4057. [Google Scholar] [CrossRef] [PubMed]
- Tan, T.; Sun, J.; Chen, T.; Zhang, X.; Zhu, X. Fabrication of Thermal Conductivity Detector Based on MEMS for Monitoring Dissolved Gases in Power Transformer. Sensors 2019, 20, 106. [Google Scholar] [CrossRef] [PubMed]
- IEEE Guide for Acceptance and Maintenance of Insulating Mineral Oil in Electrical Equipment. IEEE Std. 2016, 1–38. [CrossRef]
- Kumar Saha, T. Review of time-domain polarization measurements for assessing insulation condition in aged transformers. IEEE Trans. Power Deliv. 2003, 18, 1293–1301. [Google Scholar] [CrossRef]
- D1533-12 Standard Test Method for Water in Insulating Liquids by Coulometric Karl Fischer Titration; ASTM: West Conshohocken, PA, UK, 2012.
- Couderc, D.; Bourassa, P.; Muiras, J.M. Gas-in-oil criteria for the monitoring of self-contained oil-filled power cables. In Proceedings of the Proceedings of Conference on Electrical Insulation and Dielectric Phenomena-CEIDP ’96, Millbrae, CA, USA, 23 October 1996; Volume 1, pp. 283–286. [Google Scholar]
- Yang, H.; Huang, Y. Intelligent decision support for diagnosis of incipient transformer faults using self-organizing polynomial networks. IEEE Trans. Power Syst. 1998, 13, 946–952. [Google Scholar] [CrossRef]
- Bakar, N.A.; Abu-Siada, A.; Islam, S. A review of dissolved gas analysis measurement and interpretation techniques. IEEE Electr. Insul. Mag. 2014, 30, 39–49. [Google Scholar] [CrossRef]
- McClements, D.; Fairley, P. Ultrasonic pulse echo reflectometer. Ultrasonics 1991, 29, 58–62. [Google Scholar] [CrossRef]
- Eggers, F.; Kaatze, U. Broad-band ultrasonic measurement techniques for liquids. Meas. Sci. Technol. 1996, 7, 1–19. [Google Scholar] [CrossRef]
- Higuti, R.T.; Furukawa, C.M.; Adamowski, J.C. Characterization of Lubricating Oil Using Ultrasound. J. Braz. Soc. Mech. Sci. 2001, 23, 453–461. [Google Scholar] [CrossRef]
- Palitó, T.; Assagra, Y.; Altafim, R.; Carmo, J.; Altafim, R. Low-cost electro-acoustic system based on ferroelectret transducer for characterizing liquids. Measurement 2019, 131, 42–49. [Google Scholar] [CrossRef]
- Gomes, L.T. Effect of damping and relaxed clamping on a new vibration theory of piezoelectric diaphragms. Sens. Actuators Phys. 2011, 169, 12–17. [Google Scholar] [CrossRef]
- Aulestia Viera, M.A.; Aguiar, P.R.; Oliveira Junior, P.; Alexandre, F.A.; Lopes, W.N.; Bianchi, E.C.; da Silva, R.B.; D’addona, D.; Andreoli, A. A Time–Frequency Acoustic Emission-Based Technique to Assess Workpiece Surface Quality in Ceramic Grinding with PZT Transducer. Sensors 2019, 19, 3913. [Google Scholar] [CrossRef]
- Altafim, R.A.P.; Qiu, X.; Wirges, W.; Gerhard, R.; Altafim, R.A.C.; Basso, H.C.; Jenninger, W.; Wagner, J. Template-based fluoroethylenepropylene piezoelectrets with tubular channels for transducer applications. J. Appl. Phys. 2009, 106, 014106. [Google Scholar] [CrossRef]
- Awad, M.; Khanna, R. Efficient Learning Machines: Theories, Concepts, and Applications for Engineers and System Designers, 1st ed.; Apress Open: Berkeley, CA, USA, 2015. [Google Scholar]
- Feature Selection User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/feature_selection.html (accessed on 30 March 2020).
- Tuning the Hyper-Parameters of an Estimator User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/grid_search.html (accessed on 30 March 2020).
- Cross-Validation: Evaluating Estimator Performance User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/cross_validation.html (accessed on 30 March 2020).
- RandomForest Classifier User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/generated/sklearn.ensemble.RandomForestClassifier.html (accessed on 30 March 2020).
- ExtraTree Classifier User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/generated/sklearn.ensemble.ExtraTreesClassifier.html (accessed on 30 March 2020).
- Logistic Regression Classifier User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/generated/sklearn.linear_model.LogisticRegression.html (accessed on 30 March 2020).
- SVM Classifier User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/generated/sklearn.svm.SVC.html (accessed on 30 March 2020).
- Nearest Neighbors Classification User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/neighbors.html#nearest-neighbors-classification (accessed on 30 March 2020).
- SGD Classifier User Guide Scikit-Learn. Available online: https://scikit-learn.org/stable/modules/generated/sklearn.linear_model.SGDClassifier.html (accessed on 30 March 2020).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Method | Value for Voltage Class | ||
|---|---|---|---|---|
| ≤ 69 kV | >69 kV-<230 kV | ≥ 230 kV | ||
| Color ASTM units, maximum | ASTM D1500 | 1.0 | 1.0 | 0.5 |
| Neutralization Number (acidity) mg KOH/g, maximum | ASTM D974 | 0.03 | 0.03 | 0.03 |
| Interfacial Tension mN/m, minimum | ASTM D971 | 38 | 38 | 38 |
| Dissipation Factor (Power Factor) 25 °C, % maximum | ASTM D924 | 0.05 | 0.05 | 0.05 |
| Water Content mg/kg, maximum | ASTM D1533 | 20 | 10 | 10 |
| Dielectric breakdown voltage kV, minimum, 1mm gap | ASTM D1816 | 25 | 30 | 35 |
| Test | New_1 | Processed_1 | Contaminated_1 | Out of service_1 |
|---|---|---|---|---|
| Color | <0.5 | 0.5 | 1.0 | 3.0 |
| Density-20/4 °C | 0.878 | 0.880 | 0.872 | 0.866 |
| Tension Interfacial [nN/m] | 44.8 | 41.0 | 37.0 | 20.0 |
| Water Content [ppm] | 11.0 | 14.6 | 38.1 | 40.4 |
| Neutral Index [mgKOH/g] | 0.013 | 0.028 | 0.042 | 0.406 |
| Electrical Breakdown Strength [kV] | 63.1 | 60.5 | 16.7 | 17.3 |
| Power Factor [%] | 0.02 | 0.02 | 0.02 | 0.02 |
| Test | New_2 | Processed_2 | Contaminated_2 | Out of service_2 |
|---|---|---|---|---|
| Color | <0.5 | 1.5 | 1.5 | 5.0 |
| Density-20/4 °C | 0.876 | 0.878 | 0.878 | 0.870 |
| Tension Interfacial [nN/m] | 40.3 | 40.0 | 25.4 | 26.0 |
| Water Content [ppm] | 8.2 | 11.0 | 46.9 | 31.0 |
| Neutral Index [mgKOH/g] | 0.002 | 0.021 | 0.025 | 0.45 |
| Electrical Breakdown Strength [kV] | 70.2 | 63.2 | 16.9 | 28.0 |
| Power Factor [%] | 0.02 | 0.02 | 0.02 | 0.03 |
| Parameters | Value |
|---|---|
| Datasets | 3 |
| Year | 2016 and 2018 |
| Entries | 180, 240 and 420 |
| Features | 84 |
| Window | 5.000 samples |
| SWEEP signal | 100.000 samples |
| Statistics | Mean, Moving Mean, Variance, Moving Variance, Vpb, Moving Vpb, Correlation and Moving Correlation |
| Classifiers | Mean Scores |
|---|---|
| Random Forest | 0.98412698 |
| Extra Tree | 0.9984127 |
| Logistic Regression | 0.94761905 |
| SVM | 0.8 |
| k-Nearest Neighbors | 0.97619048 |
| SGD | 0.71904762 |
| Classification Approach: # | Classifiers with Score >0.98 | Classifiers with Score >0.99 | Classifiers with Score = 1 |
|---|---|---|---|
| 1: Dataset 1 | 2 | 1 | 1 |
| 1: Dataset 2 | 1 | 0 | 0 |
| 1: Dataset 3 | 4 | 3 | 1 |
| Total | 7 | 4 | 2 |
| Classification Approach: # | Comitte with Score >0.98 | Comitte with Score >0.99 | Comitte with Score = 1 |
|---|---|---|---|
| 2: Dataset 1 | 45 | 35 | 35 |
| 2: Dataset 2 | 23 | 9 | 9 |
| 2: Dataset 3 | 26 | 15 | 8 |
| Total | 94 | 59 | 52 |
| Classification Approach: # | Dataset 1 | Dataset 2 | Dataset 3 |
|---|---|---|---|
| 1: Classifier 1 | ExtraTreesClassifier - # of features: 38 - criterion: gini | ExtraTreesClassifier # of features: 53 - criterion: gini | ExtraTreesClassifier # of features: 47 - criterion: gini |
| 2: Classifier 1 | k-Nearest Neighbors - k neighbors: 5 - # of features: 7 | ExtraTreesClassifier - # of features: 20 - criterion: gini | RandomForestClassifier - # of features: 68 - criterion: gini |
| 2: Classifier 2 | RandomForestClassifier - # of features: 33 - criterion: gini | RandomForestClassifier - # of features: 33 - criterion: gini | ExtraTreesClassifier - # of features: 63 - criterion: gini |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Luna, D.R.; Palitó, T.T.C.; Assagra, Y.A.O.; Altafim, R.A.P.; Carmo, J.P.; Altafim, R.A.C.; Carneiro, A.A.O.; de Sousa, V.A., Jr. Ferroelectret-based Hydrophone Employed in Oil Identification—A Machine Learning Approach. Sensors 2020, 20, 2979. https://doi.org/10.3390/s20102979
de Luna DR, Palitó TTC, Assagra YAO, Altafim RAP, Carmo JP, Altafim RAC, Carneiro AAO, de Sousa VA Jr. Ferroelectret-based Hydrophone Employed in Oil Identification—A Machine Learning Approach. Sensors. 2020; 20(10):2979. https://doi.org/10.3390/s20102979
Chicago/Turabian Stylede Luna, Daniel R., T.T.C. Palitó, Y.A.O. Assagra, R.A.P. Altafim, J.P. Carmo, R.A.C. Altafim, A.A.O. Carneiro, and Vicente A. de Sousa, Jr. 2020. "Ferroelectret-based Hydrophone Employed in Oil Identification—A Machine Learning Approach" Sensors 20, no. 10: 2979. https://doi.org/10.3390/s20102979
APA Stylede Luna, D. R., Palitó, T. T. C., Assagra, Y. A. O., Altafim, R. A. P., Carmo, J. P., Altafim, R. A. C., Carneiro, A. A. O., & de Sousa, V. A., Jr. (2020). Ferroelectret-based Hydrophone Employed in Oil Identification—A Machine Learning Approach. Sensors, 20(10), 2979. https://doi.org/10.3390/s20102979