
Laterally Driven Resonant Pressure Sensor with Etched Silicon Dual Diaphragms and Combined Beams

Abstract
:1. Introduction
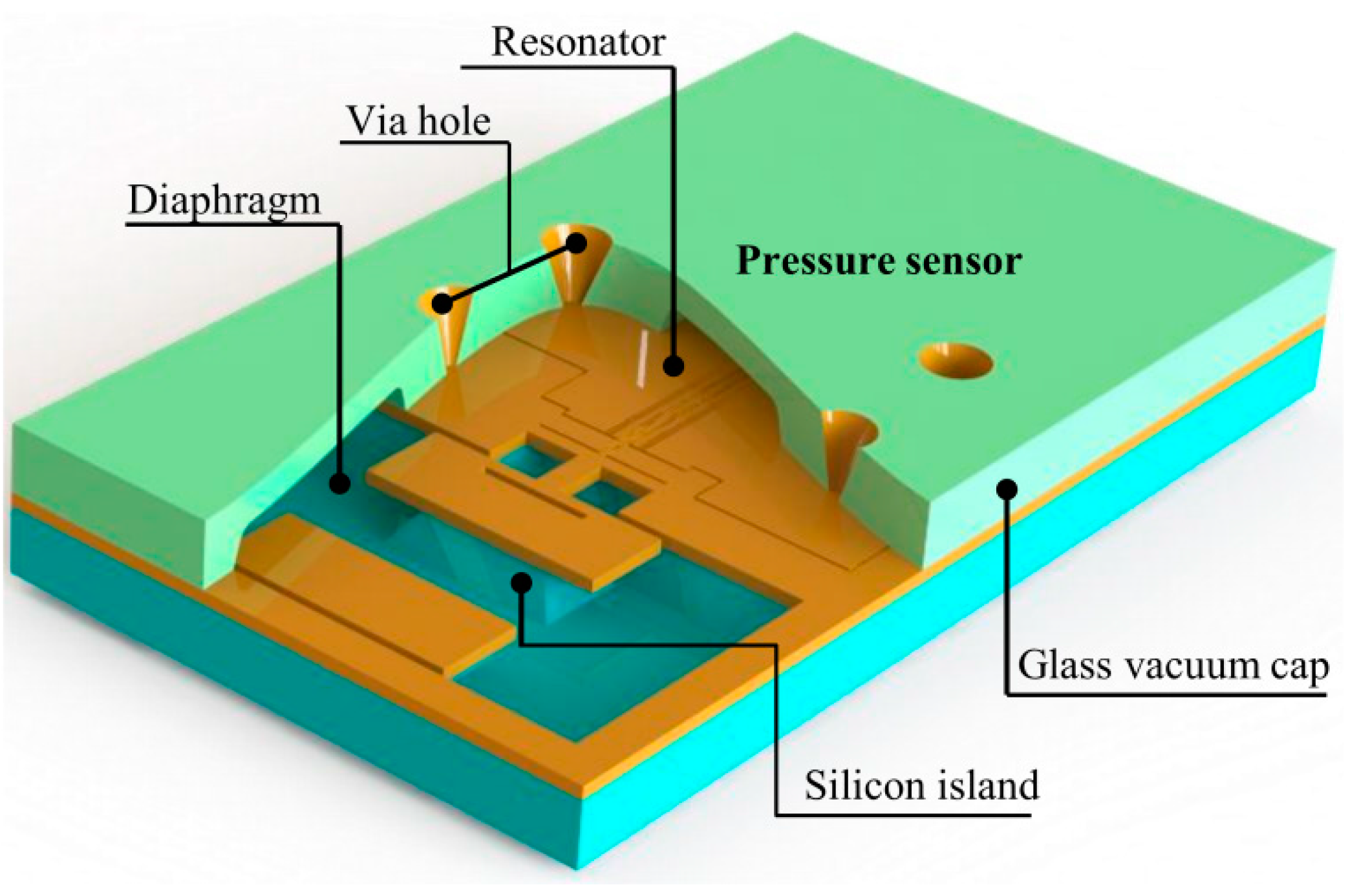
2. Sensor Design
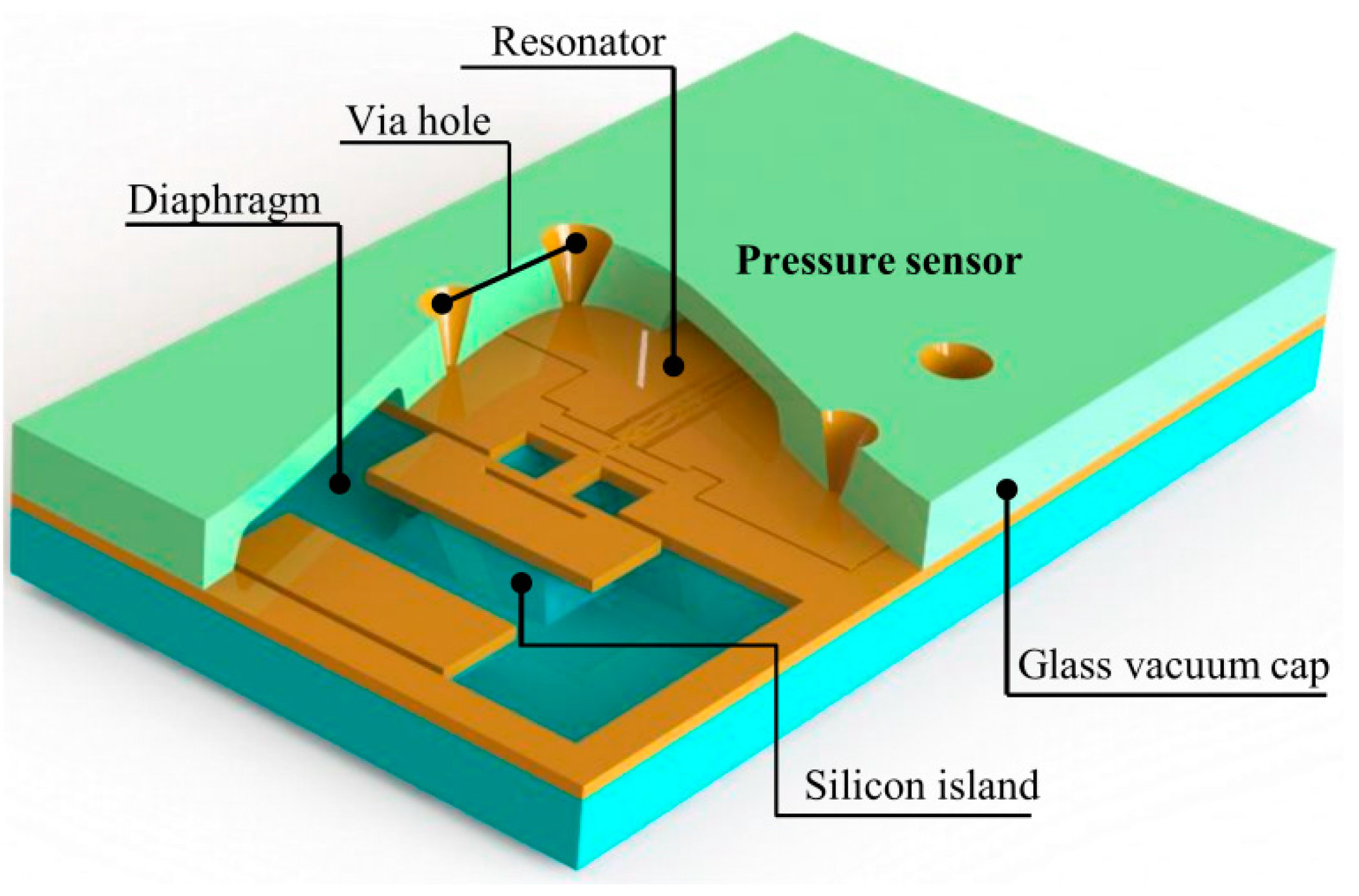
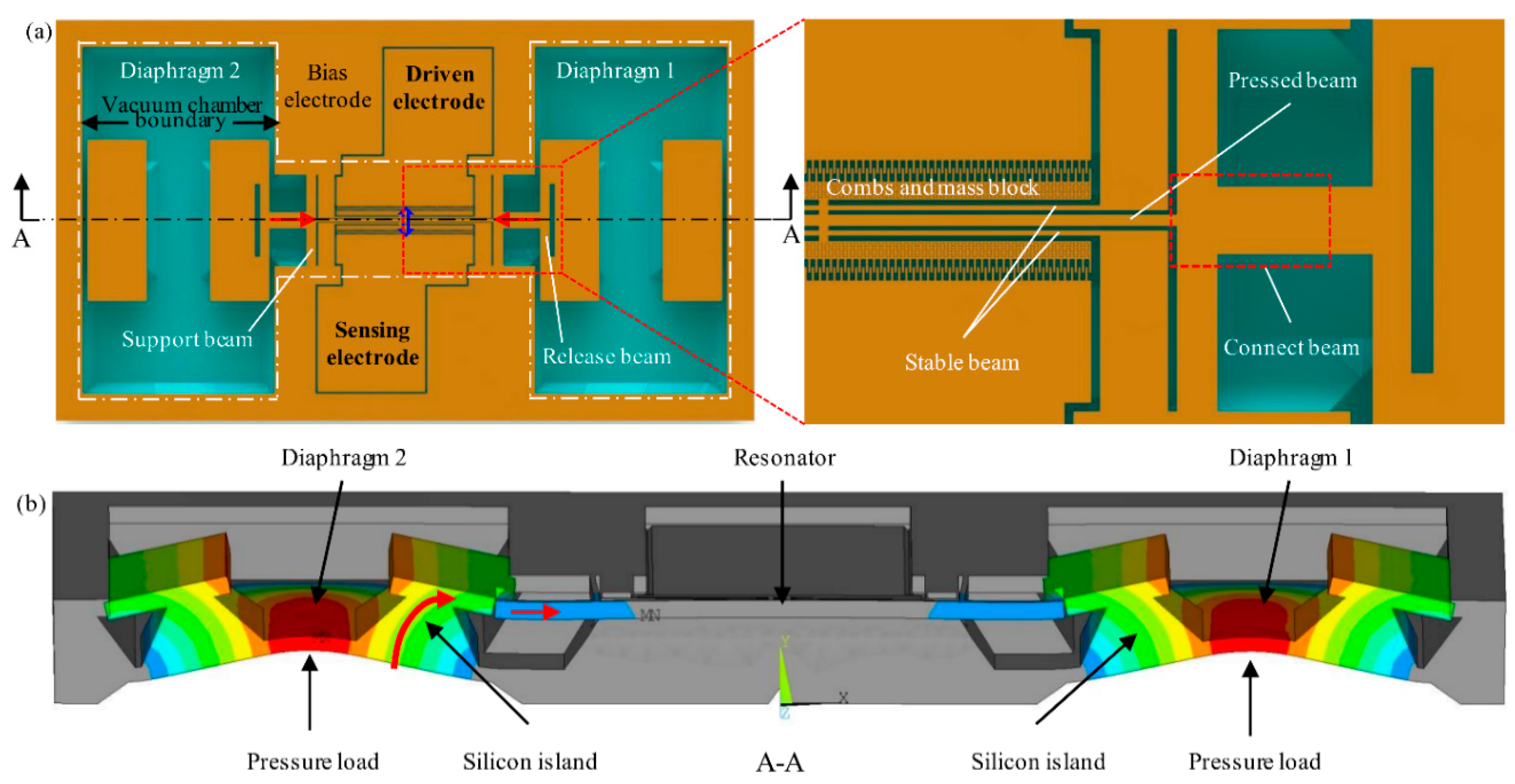
2.1. Coupling Mechanical Mechanism between Diaphragms and Resonator
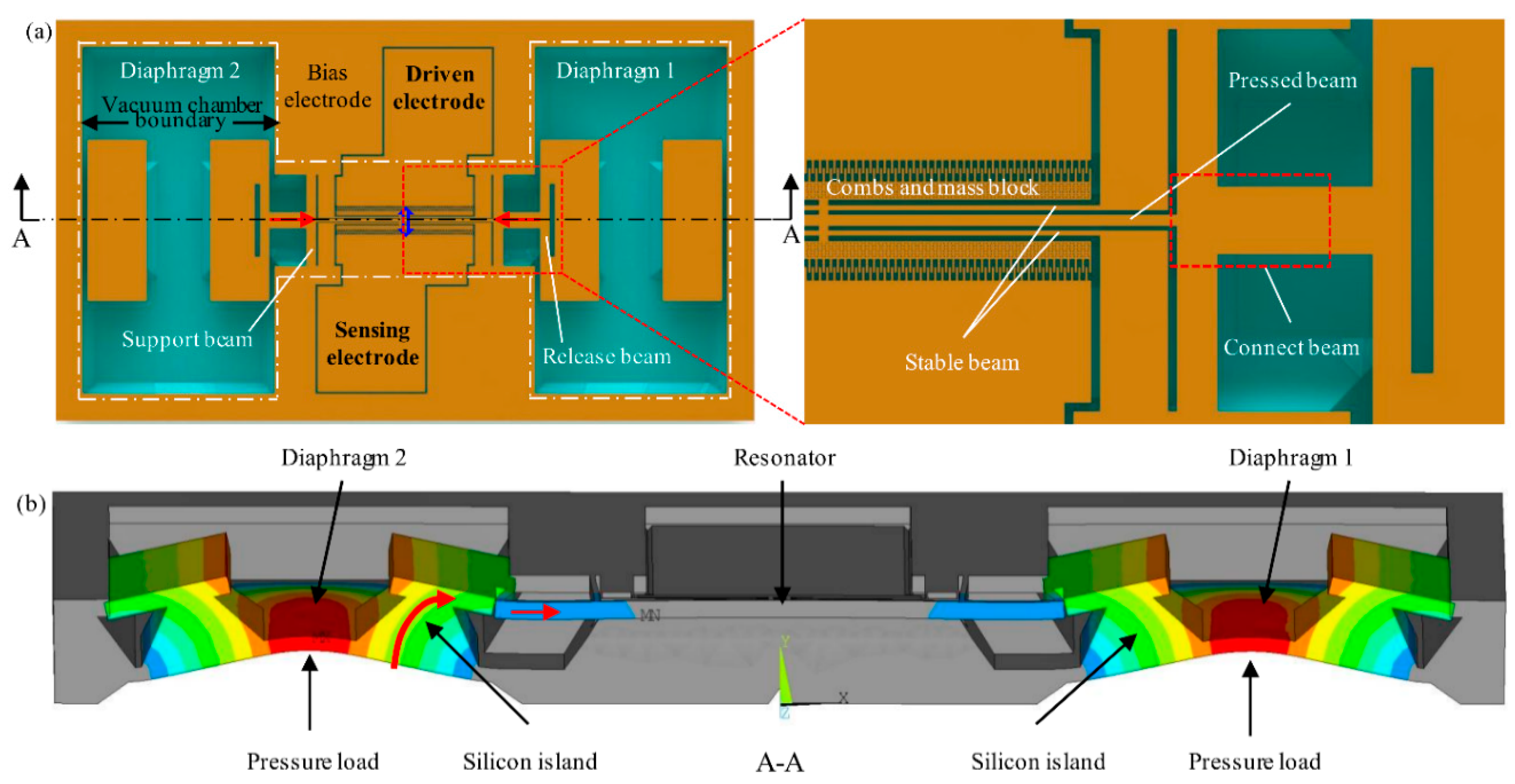
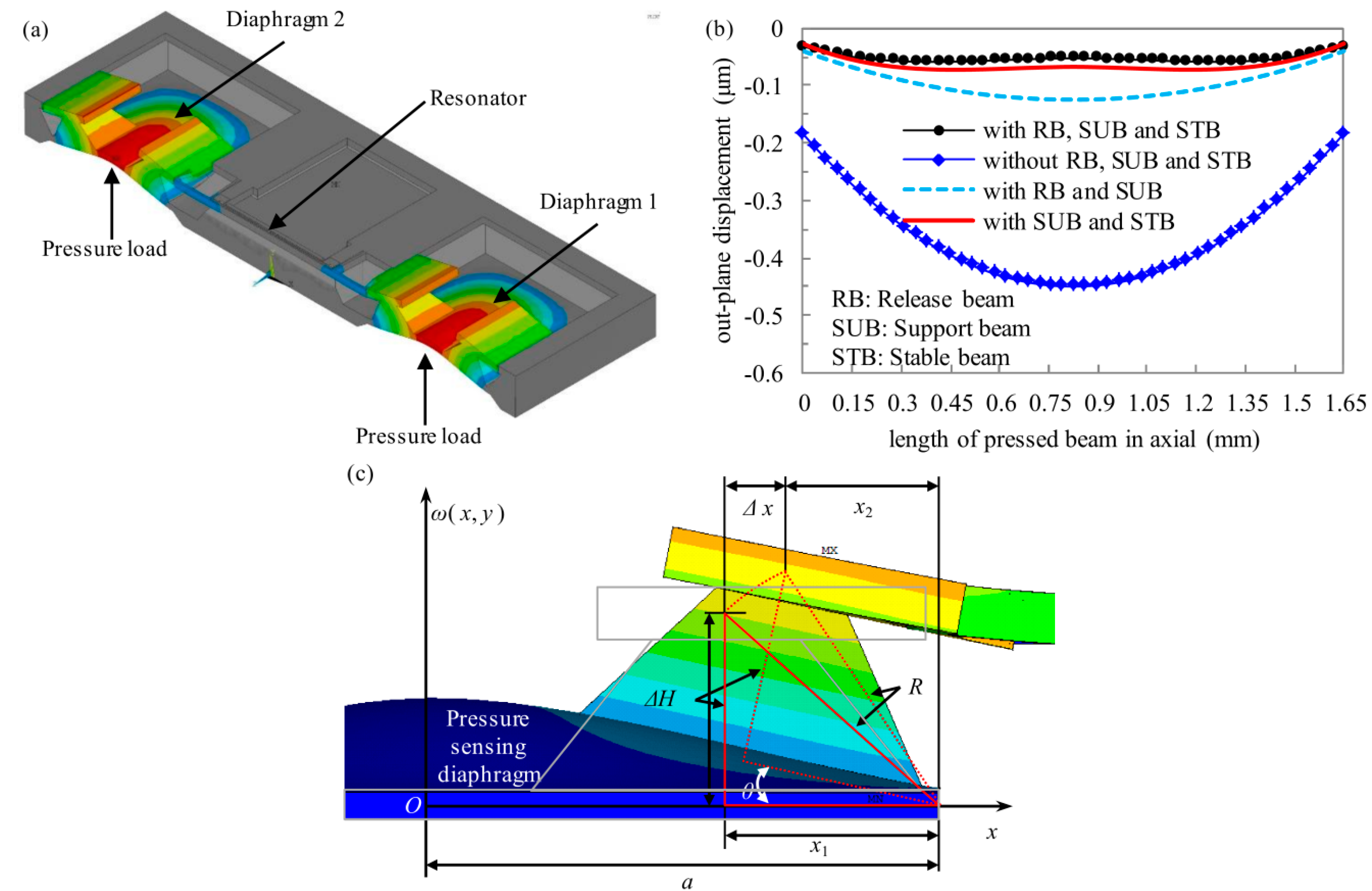
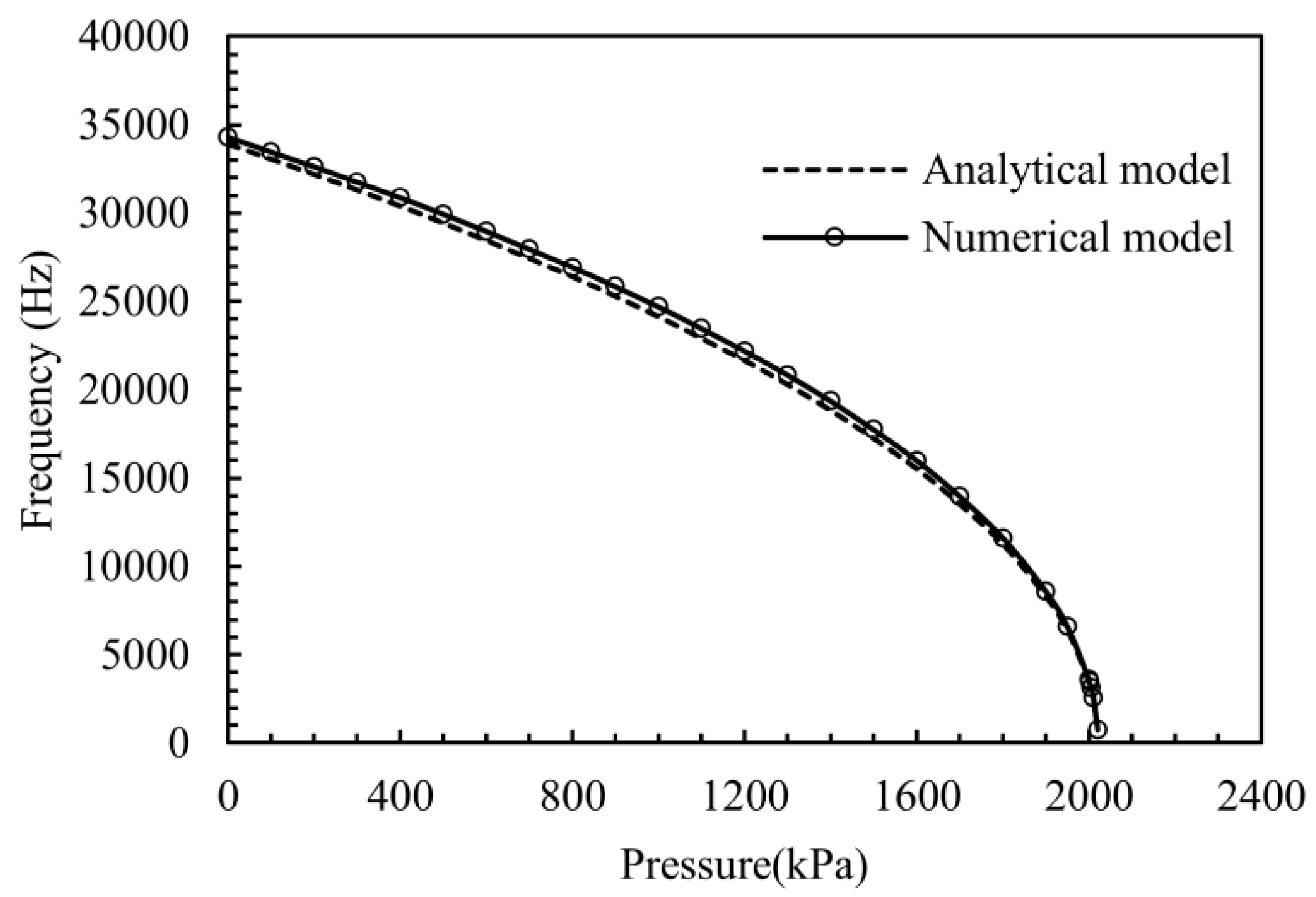
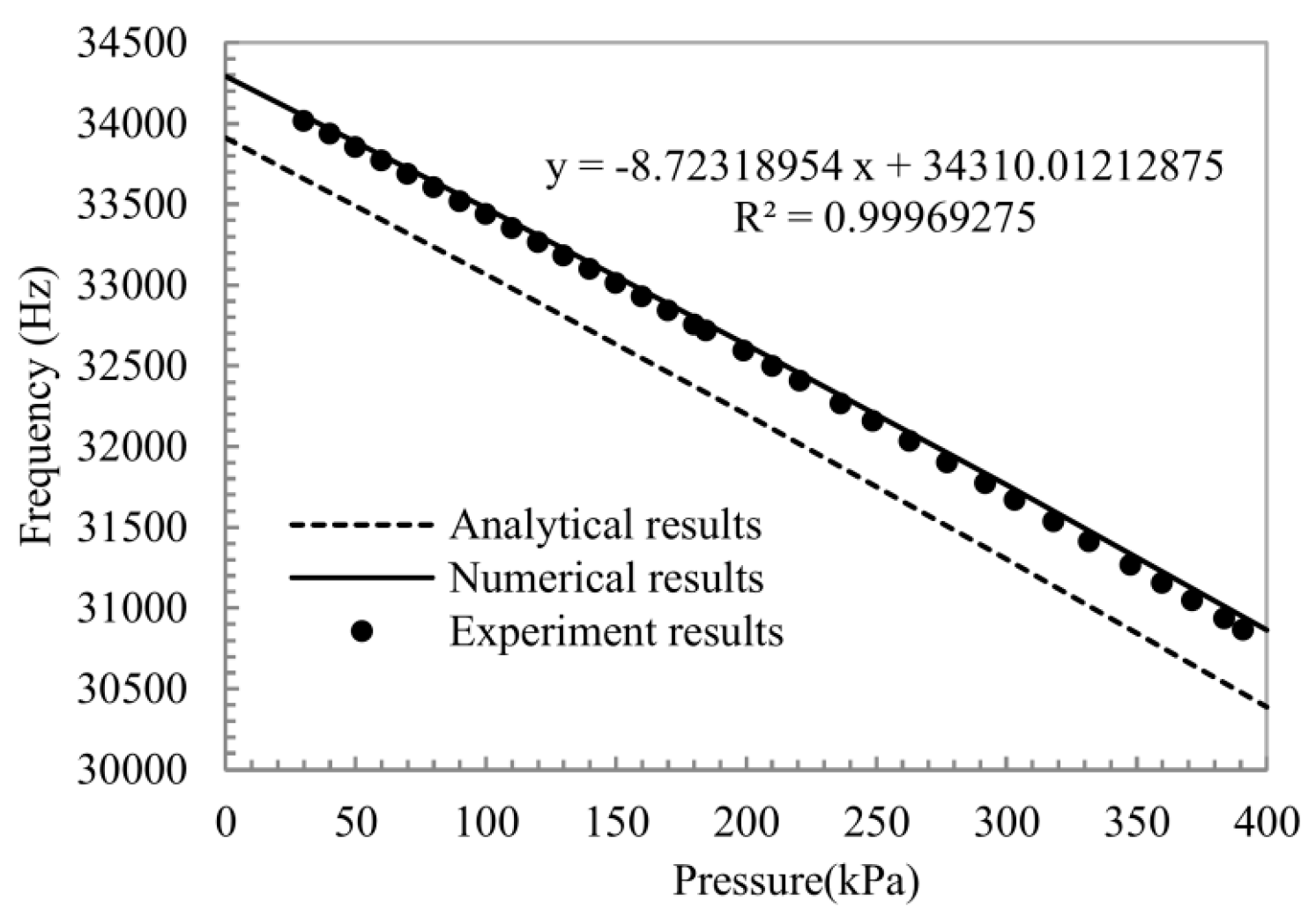
2.2. Finite Element Simulation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quantity | Symbol | Value |
|---|---|---|
| Pressed beam length | Lpress | 1650 μm |
| Pressed beam cross area | Apress | 2000 μm2 |
| second moment of area of pressed beam | Ipress | 1.0417 × 10−19 m4 |
| Pressed beam mass | Mpress | 7.5900 × 10−9 kg |
| Support beam stiffness | ksup | 343.8574 N/m |
| Release beam stiffness | Krelea | 7141.4063 N/m |
| Connect beam length | lcon | 442.5000 μm |
| Connect beam cross area | Acon | 4000 μm2 |
| Stable beam length | Lstable | 1308 μm |
| second moment of area of stable beam | Istable | 8.8733 × 10−21 m4 |
| Stable beam mass | Mstable | 2.6474 × 10−9 kg |
| Comb and mass block mass | mmass | 1.9847 × 10−8 kg |
| Distance between island and the long side of the diaphragm | x1 | 305 μm |
| Silicon island height | ΔH | 300 μm |
| Pressure sensing diaphragm thickness | t | 40 μm |
| Young’s modulus of <100> silicon | E | 165 GPa |
| Poisson ratio of silicon | μ | 0.22 |
| Length coefficient of compressive bar | ε | 0.5 |

3. Fabrication of the Sensor and Test Scheme
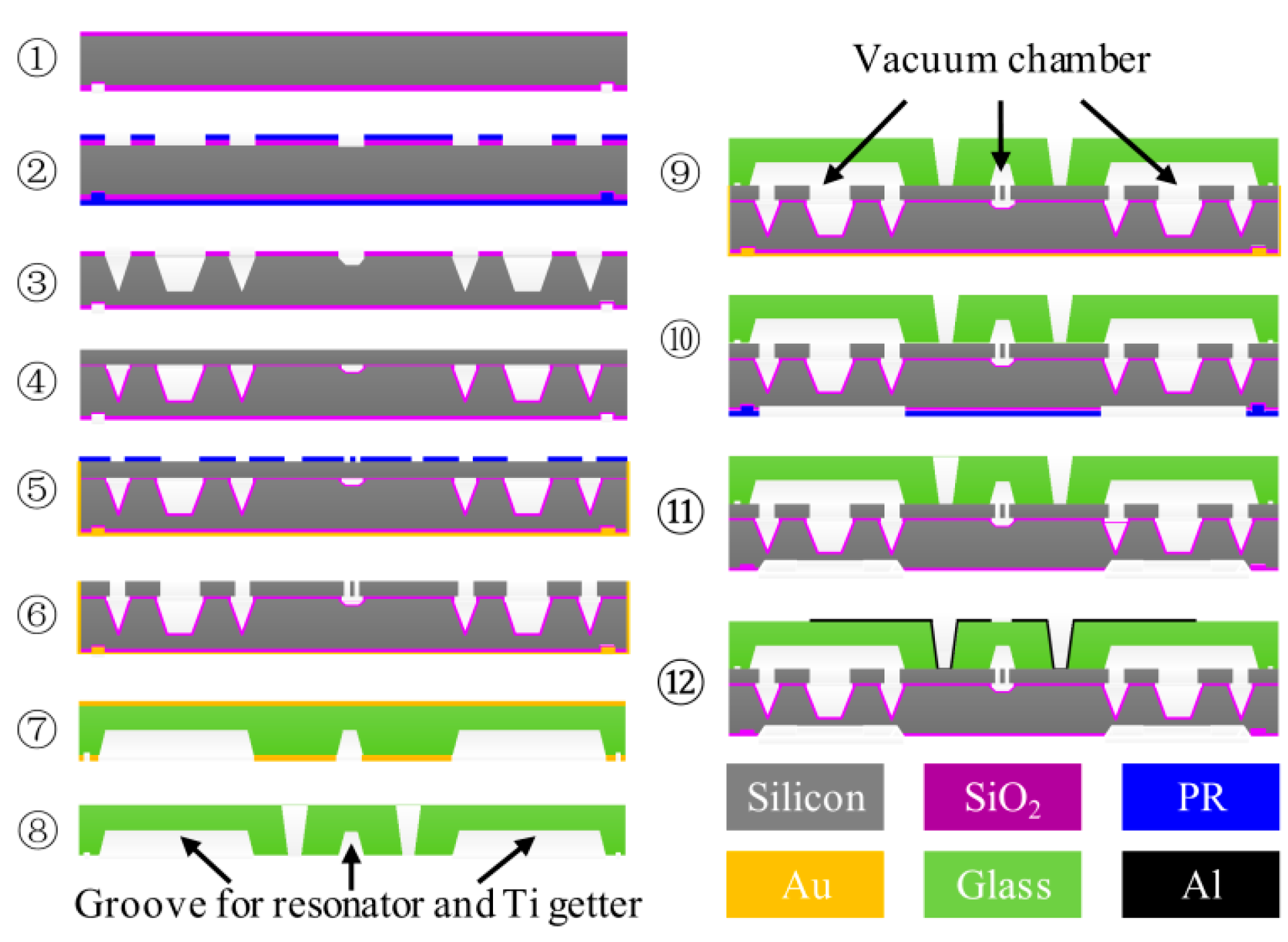
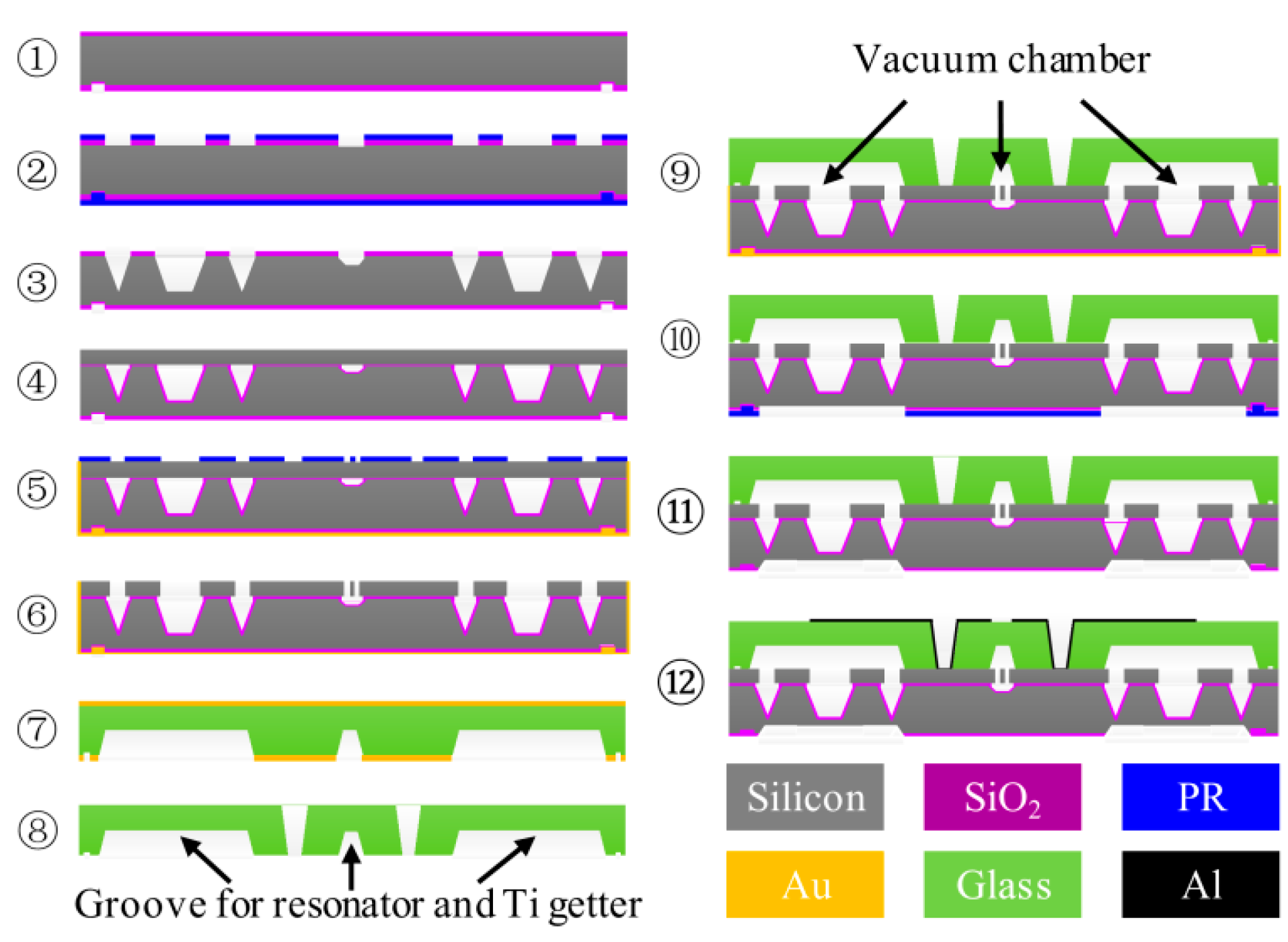
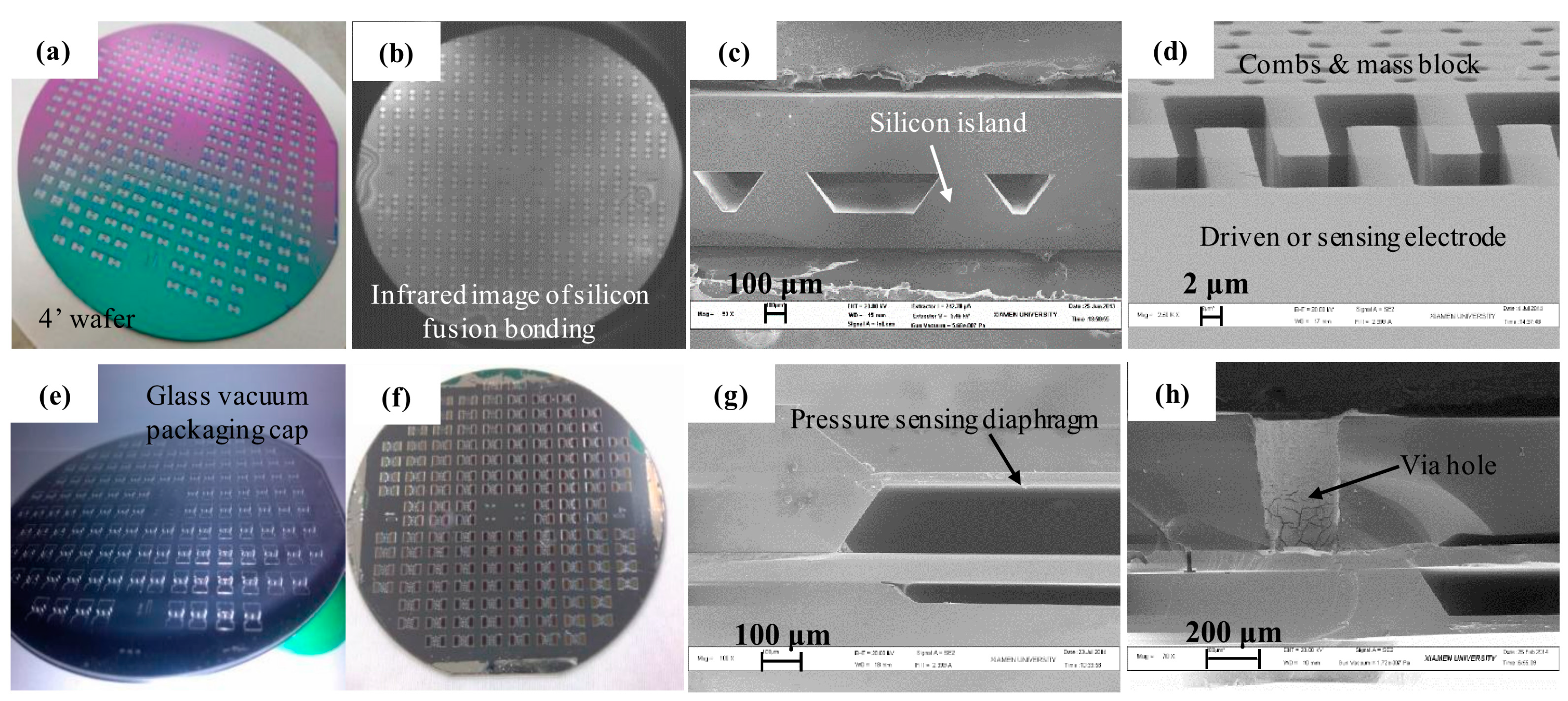
3.1. Fabrication Process
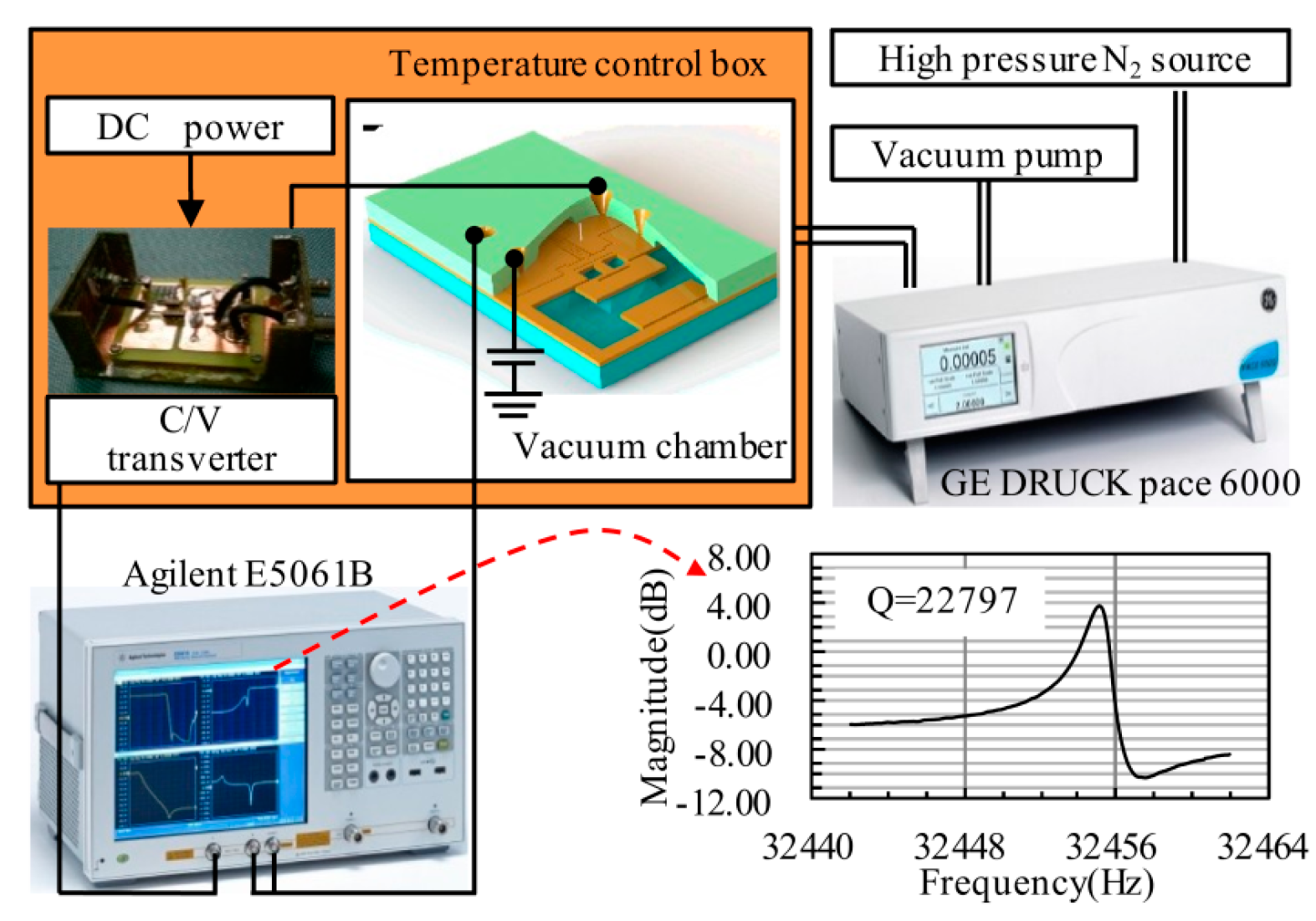
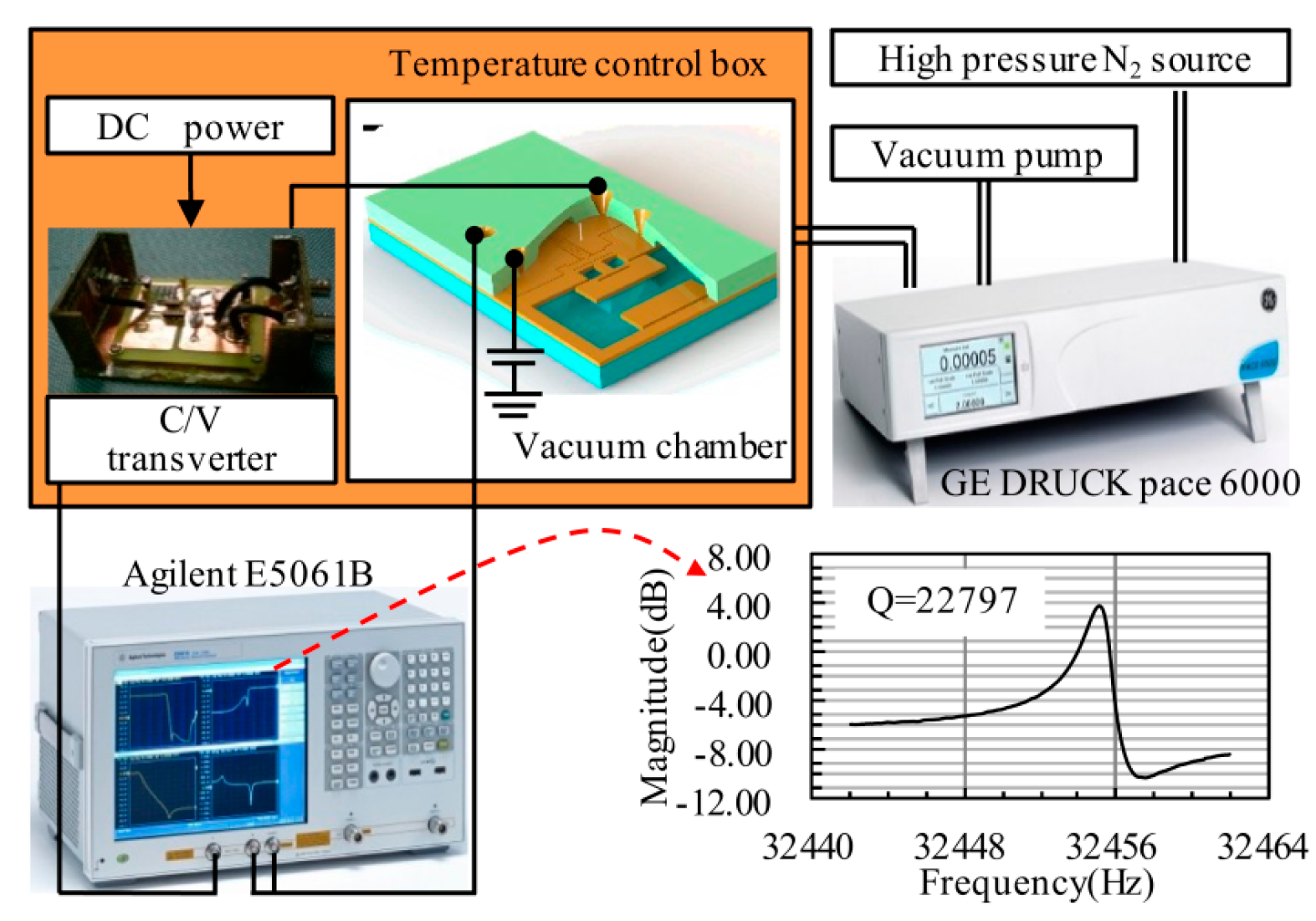
3.2. Sensor Static Test Scheme
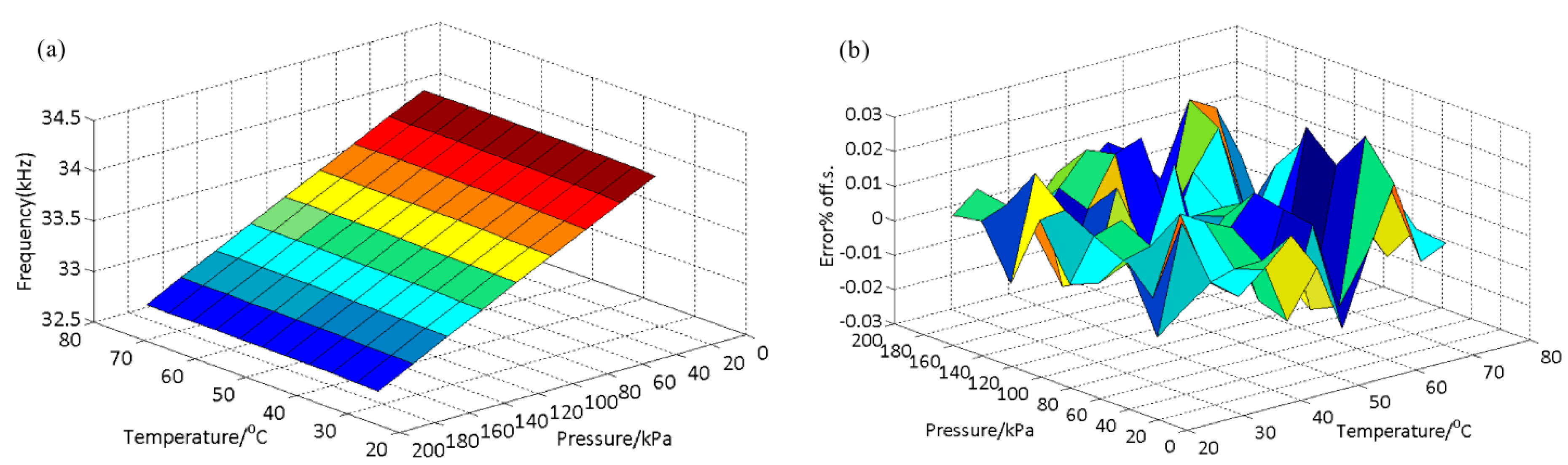
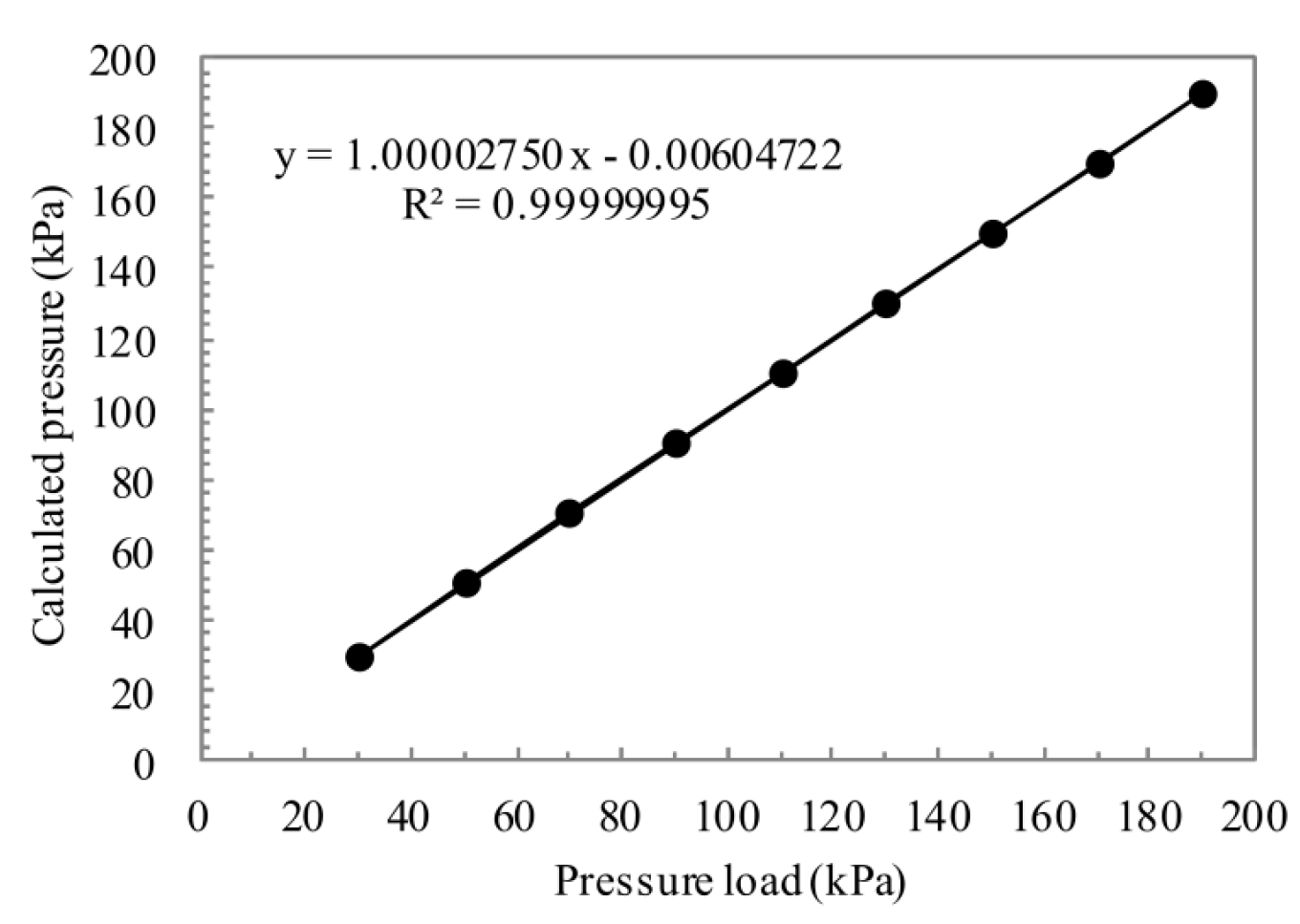
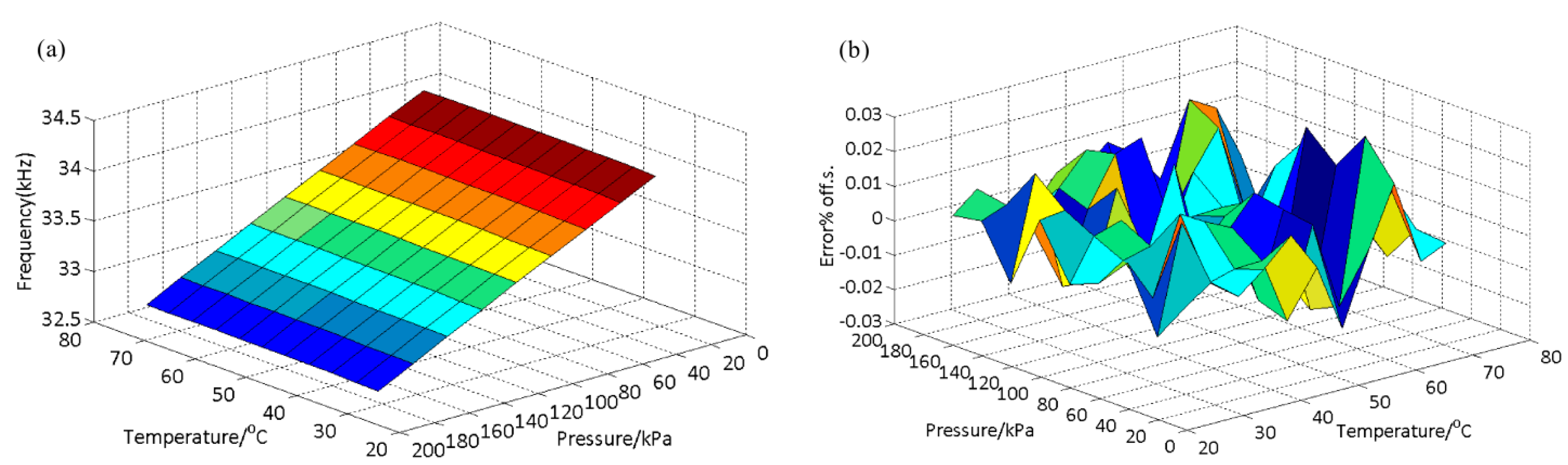
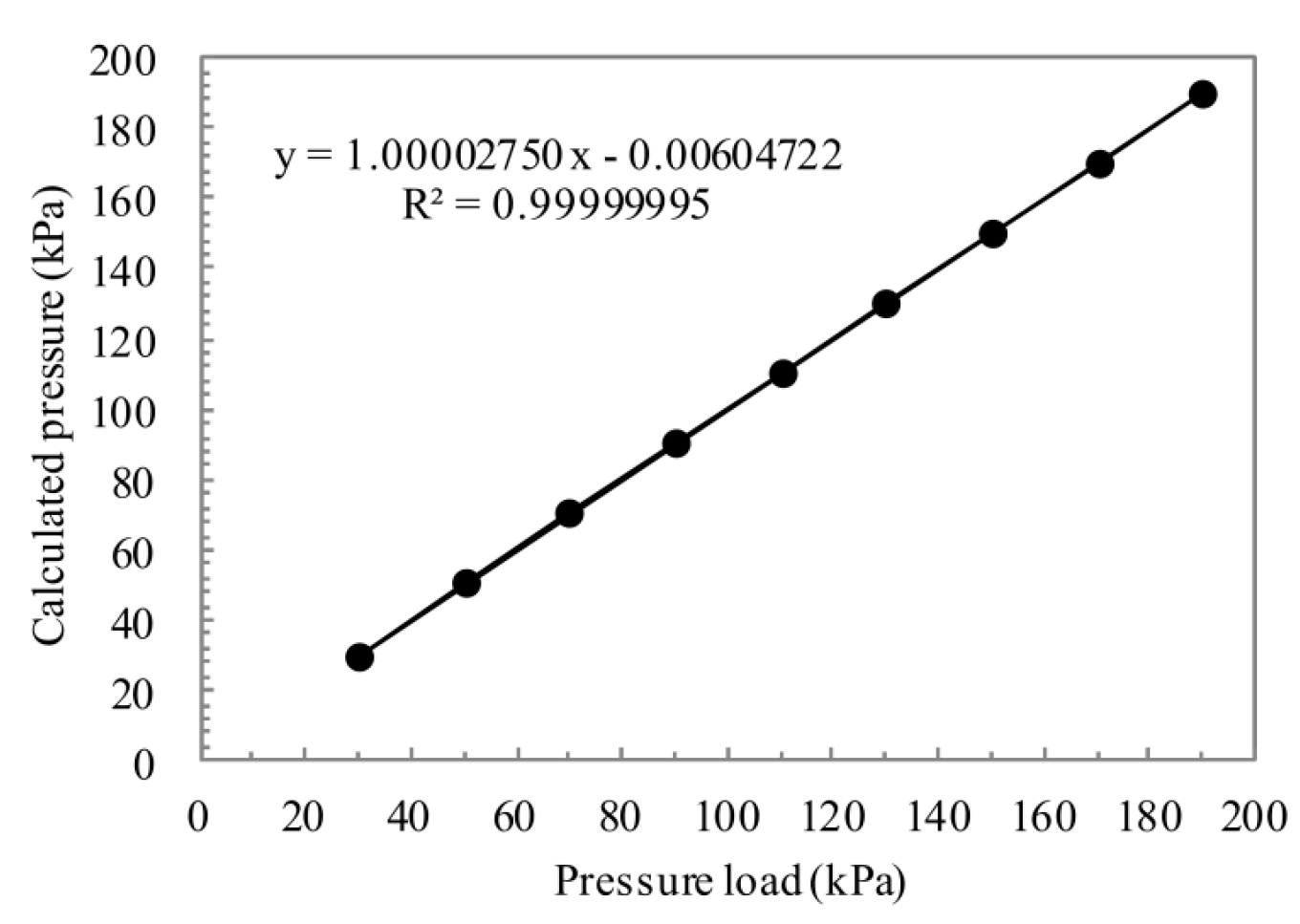
4. Characterization Results and Discussions

5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yuan, W.; Ren, S.; Deng, J.; Qiao, D. A Review of Silicon Micromachined Resonant Pressure Sensor. J. Mech. Eng. 2013, 49, 1–9. [Google Scholar] [CrossRef]
- Thornton, K.E.B.; Utamchandani, D.; Culshaw, B. Novel optically excited resonant pressure sensor. Electron. Lett. 1988, 24, 573–574. [Google Scholar] [CrossRef]
- Stemme, E.; Stemme, G. A Balanced Dual-Diaphragm Resonant Pressure Sensor in Silicon. IEEE Trans. Electron Dev. 1990, 37, 648–653. [Google Scholar] [CrossRef]
- Petersen, K.; Pourabmadi, F.; Brown, J.; Parsons, P.; Skinner, M.; Tudor, J. Resonant beam pressure sensor fabricated with silicon fusion bonding. In Proceedings of the International Conference on Solid-State Sensors and Actuators, San Francisco, CA, USA, 24–27 June 1991; pp. 664–667.
- Tilmans, H.A.C.; Bouwstra, S. A novel design of a highly Sensitive low differential-pressure sensor using built-in resonant strain gauges. J. Micromech. Microeng. 1993, 3, 198–202. [Google Scholar] [CrossRef]
- Burns, D.W.; Zook, J.D.; Horning, R.D.; Herb, W.R.; Guckel, H. Seal-cavity resonant microbeam pressure sensor. Sens. Actuators A Phys. 1995, 48, 179–186. [Google Scholar] [CrossRef]
- Gao, F.; Li, X. Research on the Sensing Performance of the Tuning Fork-Probe as a Micro Interaction Sensor. Sensors 2015, 15, 24530–24552. [Google Scholar] [CrossRef] [PubMed]
- Welham, C.J.; Gardner, J.W.; Greenwood, J. A laterally driven micromachined resonant pressure sensor. Sens. Actuators A Phys. 1996, 52, 86–91. [Google Scholar] [CrossRef]
- Welham, C.J.; Greenwood, J.; Bertioli, M.M. A high accuracy resonant pressure sensor by fusion bonding and trench. Sens. Actuators A Phys. 1999, 76, 298–304. [Google Scholar] [CrossRef]
- Azgin, K.; Ro, C.; Torrents, A.; Akin, T.; Valdevit, L. A resonant tuning fork force sensor with unprecedented combination of resolution and range. In Proceedings of the IEEE 24th International Conference on Micro Electro Mechanical Systems (MEMS), Cancun, Mexico, 23–27 January 2011; pp. 545–548.
- Bao, M. Micro Mechanical Transducers: Pressure Sensors, Accelerometers and Gyroscope; Middelhoek, S., Ed.; EISEVIER: New York, NY, USA, 2000. [Google Scholar]
- Jiao, H.; Xie, B.; Wang, J.; Chen, D.; Chen, J. Electrostatically driven and capacitively detected differential lateral resonant pressure microsensor. Micro Nano Lett. 2013, 8, 650–653. [Google Scholar] [CrossRef]
- Greenwod, J.C. Etched silicon vibrating sensor. J. Phys. E Sci. Instrum. 1984, 17, 650–652. [Google Scholar] [CrossRef]
- Alexander, A.T.; Andrei, M.S. Capacitive detection in resonant MEMS with arbitrary amplitude of motion. J. Micromech. Microeng. 2007, 17, 1583–1592. [Google Scholar]
- Ren, S.; Yuan, W.; Qiao, D.; Deng, J.; Sun, X. A Micromachined Pressure Sensor with Integrated Resonator Operating at Atmospheric Pressure. Sensors 2013, 13, 17006–17024. [Google Scholar] [CrossRef]
- Xie, B.; Xing, Y.; Wang, Y.; Chen, J.; Chen, D.; Wang, J. A Lateral Differential Resonant Pressure Microsensor Based on SOI-Glass Wafer-Level Vacuum Packaging. Sensors 2015, 15, 24257–24268. [Google Scholar] [CrossRef] [PubMed]
- Timoshenko, S.; Woinowsky-Krieger, S. Theory of Plates and Shells, 2nd ed.; McGraw-Hill: New York, NY, USA, 1959. [Google Scholar]
- Tang, W.C.; Nguyen, T.-C.H.; Howe, R.T. Laterally Driven Polysilicon Resonant Microstructures. In Proceedings of the IEEE Micro Electro Mechanical Systems, An Investigation of Micro Structures, Sensors, Actuators, Machines and Robots, Salt Lake City, UT, USA, 20–22 February 1989; pp. 53–59.
- Wojciechowski, K.E. Electronics for Resonant Sensors. PhD Dissertation, University of California, Berkeley, CA, USA, 2005. [Google Scholar]
- Finot, E.; Passian, A.; Thundat, T. Measurement of Mechanical Properties of Cantilever Shaped Materials. Sensors 2008, 8, 3497–3541. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Luo, Z.; Chen, D.; Chen, J. A Resonant Pressure Microsensor Capable of Self-Temperature Compensation. Sensors 2015, 15, 10048–10058. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Rhim, J. Temperature compensation method for the resonant frequency of a differential vibrating accelerometer using electrostatic stiffness control. J. Micromech. Microeng. 2012, 22, 95016–95026. [Google Scholar] [CrossRef]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, X.; Liu, Y.; Li, A.; Zhou, Z.; Sun, D.; Wang, L. Laterally Driven Resonant Pressure Sensor with Etched Silicon Dual Diaphragms and Combined Beams. Sensors 2016, 16, 158. https://doi.org/10.3390/s16020158
Du X, Liu Y, Li A, Zhou Z, Sun D, Wang L. Laterally Driven Resonant Pressure Sensor with Etched Silicon Dual Diaphragms and Combined Beams. Sensors. 2016; 16(2):158. https://doi.org/10.3390/s16020158
Chicago/Turabian StyleDu, Xiaohui, Yifang Liu, Anlin Li, Zhou Zhou, Daoheng Sun, and Lingyun Wang. 2016. "Laterally Driven Resonant Pressure Sensor with Etched Silicon Dual Diaphragms and Combined Beams" Sensors 16, no. 2: 158. https://doi.org/10.3390/s16020158
APA StyleDu, X., Liu, Y., Li, A., Zhou, Z., Sun, D., & Wang, L. (2016). Laterally Driven Resonant Pressure Sensor with Etched Silicon Dual Diaphragms and Combined Beams. Sensors, 16(2), 158. https://doi.org/10.3390/s16020158