
An Overview on 3D Printing of Ceramics Using Binder Jetting Process †

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
Abstract
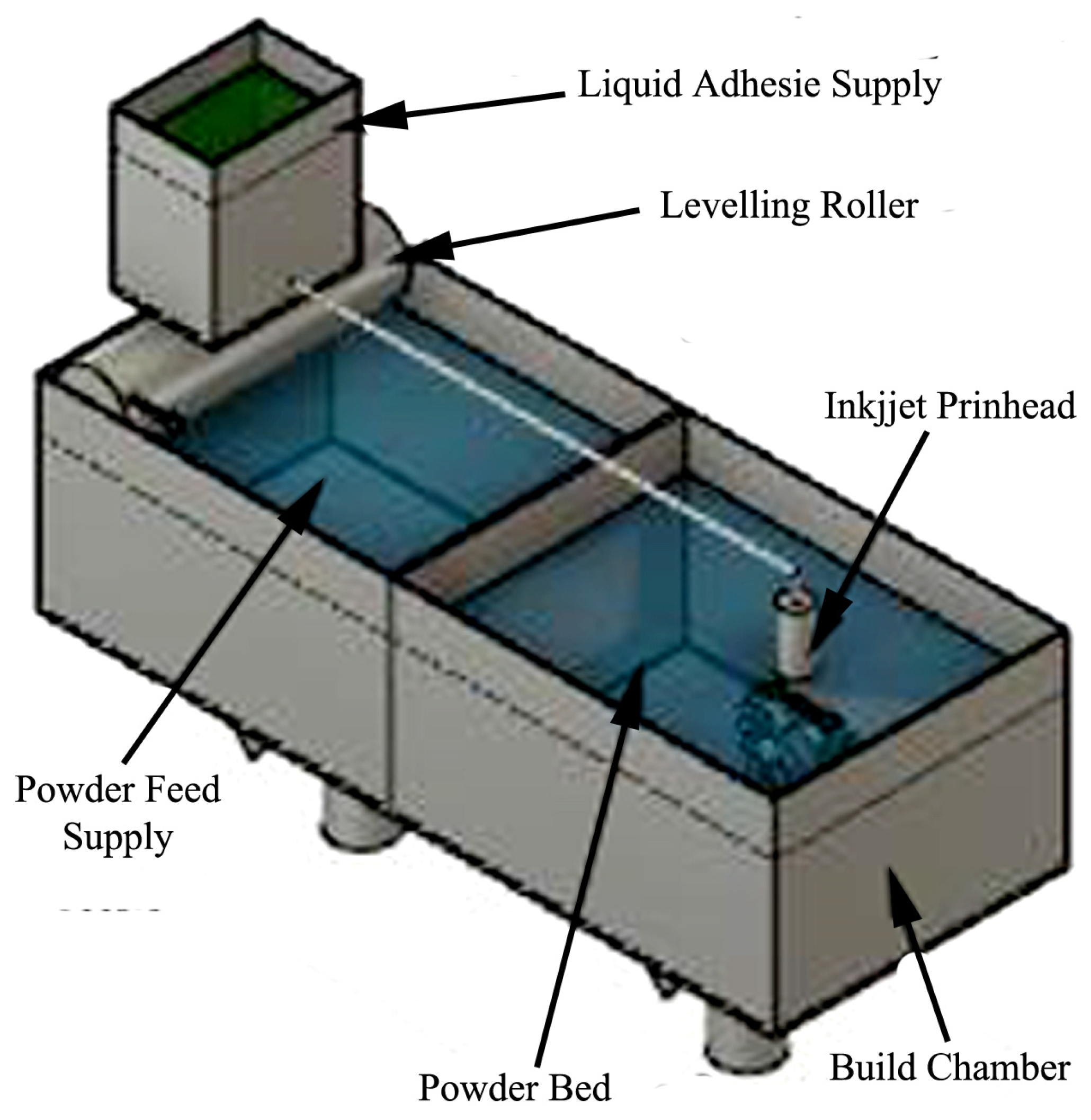
1. Introduction
2. Different Ceramics
2.1. Alumina Ceramics
2.2. Silicon Carbide Ceramics
2.3. Calcium Phosphate Ceramics
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ISO/ASTM 52900:2015; Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2015.
- Sachs, E.M.; Haggerty, J.S.; Cima, M.J.; Williams, P.A. Three-Dimensional Printing Techniques. U.S. Patent US5340656A, 1993. [Google Scholar]
- Cima, M.J.; Sachs, E.; Fan, T.; Michaels, S.P.; Khanuja, S.; Lauder, A.; Lee, S.-J.J.; Brancazio, D.; Curodeau, A.; Tuerck, H. Three-Dimensional Printing Techniques. U.S. Patent US5387380A, 1993. [Google Scholar]
- ExOne. History|ExOne. Available online: https://www.exone.com/About-ExOne/History (accessed on 9 February 2019).
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Sarila, V.K.; Moinuddin, S.Q.; Cheepu, M.; Rajendran, H.; Kantumuchu, V.C. Characterization of Microstructural Anisotropy in 17–4 PH Stainless Steel Fabricated by DMLS Additive Manufacturing and Laser Shot Peening. Trans. Indian Inst. Met. 2023, 76, 403–410. [Google Scholar] [CrossRef]
- Mavrič, A.; Valant, M.; Cui, C.; Wang, Z.M. Advanced applications of amorphous alumina: From nano to bulk. J. Non. Cryst. Solids 2019, 521, 119493. [Google Scholar] [CrossRef]
- Marczyk, J.; Hebda, M. Effect of the Particle Size Distribution of Irregular Al Powder on Properties of Parts for Electronics Fabricated by Binder Jetting. Electron 2023, 12, 2733. [Google Scholar] [CrossRef]
- Mariani, M.; Beltrami, R.; Brusa, P.; Galassi, C.; Ardito, R.; Lecis, N. 3D printing of fine alumina powders by binder jetting. J. Eur. Ceram. Soc. 2021, 41, 5307–5315. [Google Scholar] [CrossRef]
- Manotham, S.; Channasanon, S.; Nanthananon, P.; Tanodekaew, S.; Tesavibul, P. Photosensitive binder jetting technique for the fabrication of alumina ceramic. J. Manuf. 2021, 62, 313–322. [Google Scholar] [CrossRef]
- Solis, D.M.; Silva, A.V.; Volpato, N.; Berti, L.F. Reaction-bonding of aluminum oxide processed by binder jetting. J. Manuf. 2019, 41, 267–272. [Google Scholar] [CrossRef]
- Chen, Q.; Juste, E.; Lasgorceix, M.; Petit, F.; Leriche, A. Binder jetting process with ceramic powders: Influence of powder properties and printing parameters. Open Ceram. 2022, 9, 100218. [Google Scholar] [CrossRef]
- Yamada, K.; Mohri, M. Properties and Applications of Silicon Carbide Ceramics. In Silicon Carbide Ceramics—1; Sömiya, S., Inomata, Y., Eds.; Springer: Dordrecht, The Netherlands, 1991; pp. 13–44. [Google Scholar]
- Cramer, C.L.; Elliott, A.M.; Lara-Curzio, E.; Flores-Betancourt, A.; Lance, M.J.; Han, L.; Blacker, J.; Trofimov, A.A.; Wang, H.; Cakmak, E.; et al. Properties of SiC-Si made via binder jet 3D printing of SiC powder, carbon addition, and silicon melt infiltration. J. Am. Ceram. Soc. 2021, 104, 5467–5478. [Google Scholar] [CrossRef]
- Du, W.; Singh, M.; Singh, D. Binder jetting additive manufacturing of silicon carbide ceramics: Development of bimodal powder feedstocks by modeling and experimental methods. Ceram. Int. 2020, 46, 19701–19707. [Google Scholar] [CrossRef]
- Thomas, J.; Banda, M.; Du, W.; Yu, W.; Chuang, A.; France, D.M.; Singh, D. Development of a silicon carbide ceramic based counter-flow heat exchanger by binder jetting and liquid silicon infiltration for concentrating solar power. Ceram. Int. 2022, 48, 22975–22984. [Google Scholar] [CrossRef]
- Rabinskiy, L.N.; Sitnikov, S.A.; Pogodin, V.A.; Ripetskiy, A.A.; Solyaev, Y.O. Binder Jetting of Si3N4 Ceramics with Different Porosity. Solid State Phenom. 2017, 269, 37–50. [Google Scholar] [CrossRef]
- Canillas, M.; Pena, P.; de Aza, A.H.; Rodríguez, M.A. Calcium phosphates for biomedical applications. Boletín De La Soc. Española De Cerámica Y Vidr. 2017, 56, 91–112. [Google Scholar] [CrossRef]
- Sun, H.; Hu, C.; Zhou, C.; Wu, L.; Sun, J.; Zhou, X.; Xing, F.; Long, C.; Kong, Q.; Liang, J.; et al. 3D printing of calcium phosphate scaffolds with controlled release of antibacterial functions for jaw bone repair. Mater. Des. 2020, 189, 08540. [Google Scholar] [CrossRef]
- Zhou, Z.; Lennon, A.; Buchanan, F.; McCarthy, H.O.; Dunne, N. Binder jetting additive manufacturing of hydroxyapatite powders: Effects of adhesives on geometrical accuracy and green compressive strength. Addit. Manuf. 2020, 36, 101645. [Google Scholar] [CrossRef]
- Hamano, R.; Nakagawa, Y.; Irawan, V.; Ikoma, T. Mechanical anisotropy and fracture mode of binder jetting 3D printed calcium sulfate moldings. Appl. Mater. Today 2021, 25, 101160. [Google Scholar] [CrossRef]
- Ke, D.; Bose, S. Effects of pore distribution and chemistry on physical, mechanical, and biological properties of tricalcium phosphate scaffolds by binder-jet 3D printing. Addit. Manuf. 2018, 22, 111–117. [Google Scholar] [CrossRef]
- Muralimohan, C.H.; Haribabu, S.; Hariprasada Reddy, Y.; Muthupandi, V.; Sivaprasad, K. Evaluation of microstructures and mechanical properties of dissimilar materials by friction welding. Procedia Mater. Sci. 2014, 5, 1107–1113. [Google Scholar] [CrossRef]
- Bandi, A.; Cheepu, M.; Bakshi, S.R. Unveiling heat-affected zone softening in dissimilar AZ31B and WE43 alloy welds. Mater. Sci. Technol. 2024, 02670836231212289. [Google Scholar] [CrossRef]
- Sonar, T.; Ivanov, M.; Sambath, S.; Rajendran, C.; Ramachandran, N.; Kumar, P.S.; Cheepu, M.; Xu, J. Effect of gas metal arc and cold metal transfer arc welding processes on microstructure and mechanical properties of AA8011-H18 alloy joints. Mater. Test. 2023, 66, 129–136. [Google Scholar] [CrossRef]
- Cheepu, M.; Baek, H.J.; Kim, Y.S.; Cho, S.M. Melting characteristics of C-type filler metal in GTAW. Weld. J. 2023, 102, 201–216. [Google Scholar] [CrossRef]
- Kumar, G.P.; Balasubramanian, K.R.; Cheepu, M.; Kottala, R.K. Characterization of corrosion behavior of inconel 617 welded joints using cmt-gmaw multi-control welding. Surf. Rev. Lett. 2023, 2450023. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Karri, T.; Chetti, S.N.; Bhiogade, G.; Kottala, R.K.; Cheepu, M. A Review on Recent Trends and Applications of IoT in Additive Manufacturing. Appl. Syst. Innov. 2023, 6, 50. [Google Scholar] [CrossRef]
- Kocharla, R.P.B.; Kolli, M.; Cheepu, M. Real-Time Detection of Faults in Rotating Blades Using Frequency Response Function Analysis. Appl. Mech. 2023, 4, 356–370. [Google Scholar] [CrossRef]
- Pramod Kumar, G.; Balasubramanian, K.R.; Phani Prabhakar, K.V.; Cheepu, M. Investigation of microstructure, mechanical, and corrosion properties of Inconel 617 joints welded by laser–MIG hybrid welding. Proc. Inst. Mech. Eng. Part L: J. Mater. Des. Appl. 2023, 14644207231161992. [Google Scholar] [CrossRef]
- Moinuddin, S.Q.; Machireddy, V.V.; Raghavender, V.; Kaniganti, T.B.; Sarila, V.; Ponnappan, S.M.; Shanmugam, R.; Cheepu, M. Analysis on Bonding Interface during Solid State Additive Manufacturing between 18Cr-8Ni and 42CrMo4 High Performance Alloys. Metals 2023, 13, 488. [Google Scholar] [CrossRef]
- Xian, G.; Cheepu, M.; Yu, J.; Cho, S.M.; Yeom, J.-T.; Choi, Y.S.; Kang, N. Enhancing Tensile Properties of Wire-Arc Additively Manufactured Ti-6Al-4 V Deposits Via Cryogenic Vaporised Ar Shielding/Cooling. Met. Mater. Int. 2022, 29, 501–514. [Google Scholar] [CrossRef]
- Lee, J.M.; Cheepu, M.; Chung, H. Experiment-based distortion prediction model for wire-based additive manufactured parts. J. Mech. Sci. Technol. 2022, 36, 6227–6237. [Google Scholar] [CrossRef]
- Xian, G.; Yu, J.; Cheepu, M.; Cho, S.M.; Kang, N. Effect of Welding Speed on Microstructure and Anisotropic Properties of Wire-Arc Additive-Manufactured Ti-6Al-4V alloy. Trans. Indian Inst. Met. 2022, 76, 483–489. [Google Scholar] [CrossRef]
- Cheepu, M.; Venkateswarlu, D.; Rao, P.N.; Muthupandi, V.; Sivaprasad, K.; Che, W.S. Microstructure characterization of superalloy 718 during dissimilar rotary friction welding. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2019; Volume 969, pp. 211–217. [Google Scholar]
- Anuradha, M.; Das Vemulapalli, C.; Cheepu, M. Effect of filler materials on dissimilar TIG welding of Inconel 718 to high strength steel. Mater. Today Proc. 2021, 52, 1314–1320. [Google Scholar]
- Karpagaraj, A.; Kumar, N.R.; Thiyaneshwaran, N.; Shanmugam, N.S.; Cheepu, M.; Sarala, R. Experimental and numerical studies on gas tungsten arc welding of Ti–6Al–4V tailor-welded blank. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–11. [Google Scholar] [CrossRef]
- Cheepu, M. Machine Learning Approach for the Prediction of Defect Characteristics in Wire Arc Additive Manufacturing. Trans. Indian Inst. Met. 2022, 76, 447–455. [Google Scholar] [CrossRef]
- Cheepu, M.; Society, A.W.; Baek, H.J.; Kim, Y.S.; Cho, S.M. Penetration Estimation of GTAW with C-Type Filler by Net Heat Input Ratio. Weld. J. 2022, 101, 240s–248s. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Characterization of Interfacial Microstructure in Friction Welds Between Inconel 718 and SM45C Steel. Trans. Indian Inst. Met. 2020, 73, 1567–1571. [Google Scholar] [CrossRef]
- Shanmugam, R.; Ramoni, M.; Gnanavel, B.K. A Review on Additive Manufacturing for Aerospace Application. Mater. Res. Express 2024, 11, 022001. [Google Scholar] [CrossRef]
- Raja, R.; Shanmugam, R.; Jannet, S.; Kumar, G.V.; Venkateshwaran, N.; Naresh, K.; Ramoni, M. Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation. Materials 2023, 16, 4131. [Google Scholar] [CrossRef]
- Shanmugam, R.; Bee, S.H.; Manikandan, C.; Sreehariharan, K.K.; Manikanta, K.V. A study on fly ash, M− Sand and bottom ash incorporated ecological geo polymer blocks with banana fiber. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Salunkhe, S.; Murali, A.P.; Mohammed Abdel Moneam, H.; Naranje, V.; Shanmugam, R. 3D printing of plant fiber reinforced polymer composites (PFRC’s): An insight into methods, challenges and opportunities. Polym. -Plast. Technol. Mater. 2023, 62, 816–838. [Google Scholar] [CrossRef]
- Kang, S.; Lee, J. Wear Properties of High-Hardness Tool Steel by Directed Energy Deposition Based Additive Manufacturing. J. Weld. Join. 2023, 41, 169–174. [Google Scholar]
- Muralimohan, C.H.V.; Muthupandi, V.; Sivaprasad, K. The influence of aluminium intermediate layer in dissimilar friction welds, Inter. J. Mater. Res. 2014, 105, 350–357. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarila, V.; Koneru, H.P.; Pyatla, S.; Cheepu, M.; Kantumunchu, V.C.; Ramachandran, D. An Overview on 3D Printing of Ceramics Using Binder Jetting Process. Eng. Proc. 2024, 61, 44. https://doi.org/10.3390/engproc2024061044
Sarila V, Koneru HP, Pyatla S, Cheepu M, Kantumunchu VC, Ramachandran D. An Overview on 3D Printing of Ceramics Using Binder Jetting Process. Engineering Proceedings. 2024; 61(1):44. https://doi.org/10.3390/engproc2024061044
Chicago/Turabian StyleSarila, Venukumar, Harisivasri Phanindra Koneru, Saritha Pyatla, Muralimohan Cheepu, Venkata Charan Kantumunchu, and Damodaram Ramachandran. 2024. "An Overview on 3D Printing of Ceramics Using Binder Jetting Process" Engineering Proceedings 61, no. 1: 44. https://doi.org/10.3390/engproc2024061044
APA StyleSarila, V., Koneru, H. P., Pyatla, S., Cheepu, M., Kantumunchu, V. C., & Ramachandran, D. (2024). An Overview on 3D Printing of Ceramics Using Binder Jetting Process. Engineering Proceedings, 61(1), 44. https://doi.org/10.3390/engproc2024061044