2.1. Case Study Description
The prospective CHP power plant is considered to power a village of 1500 residents located in Thessaly, Greece, which is the leading area of Greek large-scale farming and farming-related industry (fertilizers, agricultural tooling and machinery production, dairy and cereal production). Therefore, biomass in the form of agricultural residues is abundant and can potentially be used for the production of electricity and heat for local villages and industries. Given that the plant installed capacity depends on biomass availability and on costs associated with plant construction and operation, biomass collection, storage and transport, the biomass gasification the CHP plant is proposed to have an electricity output of 1 MW
el, in order to provide local self-sufficiency at a reasonable cost [
35,
36].
Certain assumptions had to be made regarding the specific CHP technologies considered in the integrated process and Life Cycle Assessment modeling. The power-to-heat ratio as well as the electrical and thermal efficiency of the investigated plant were taken from data available in the literature on an actual CHP plant, situated in Güssing, Austria. The Güssing plant is a 2 MW
el state-of-the-art and well optimized unit, operating since 2002 [
37]. Its basic operational parameters (power-to-heat ratio, electrical, thermal and total efficiency) are considered in the 1 MW
el Greek prospective plant. The assumed operational parameters in the prospective Thessaly plant are summarized in
Table 1.
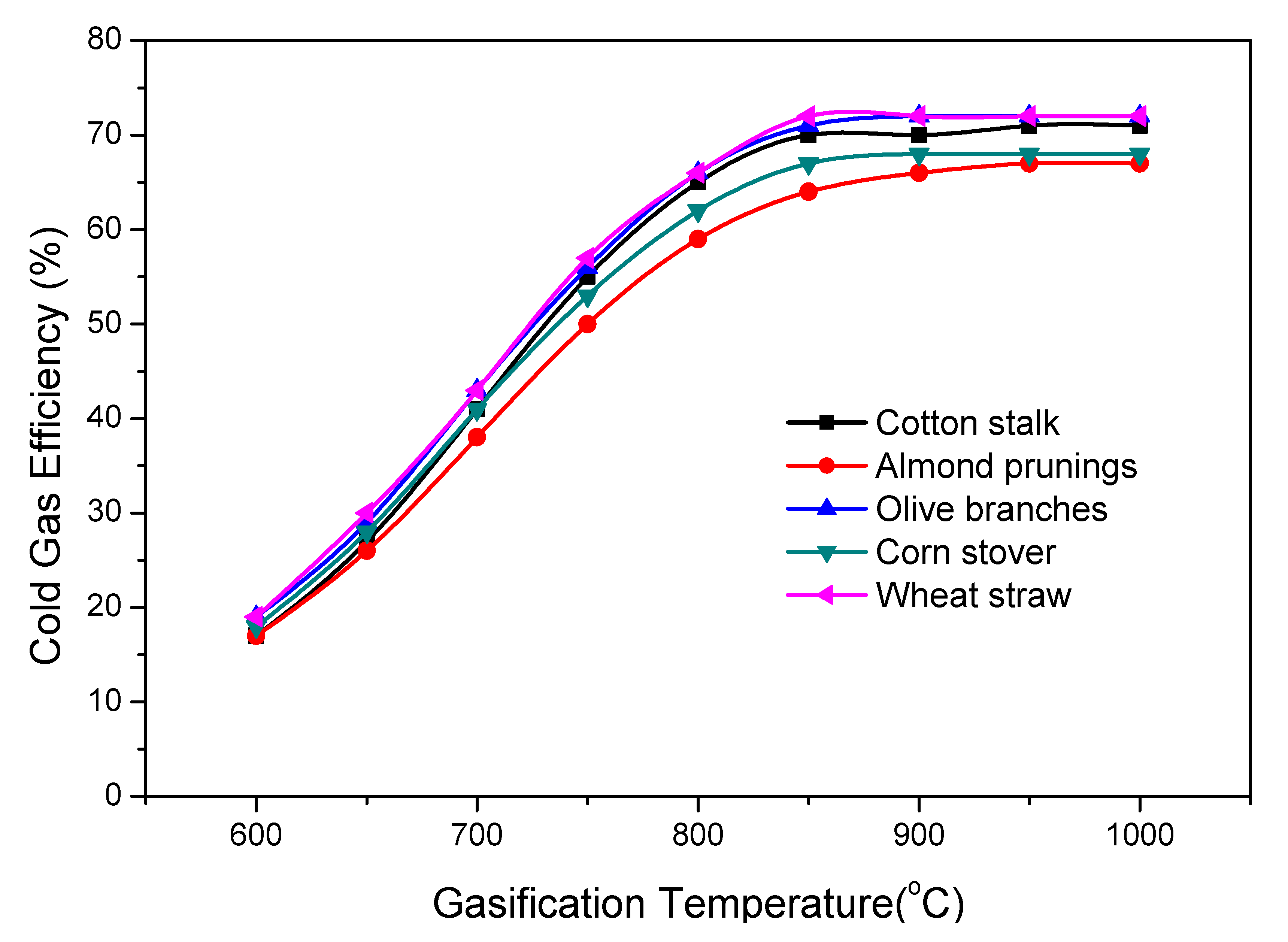
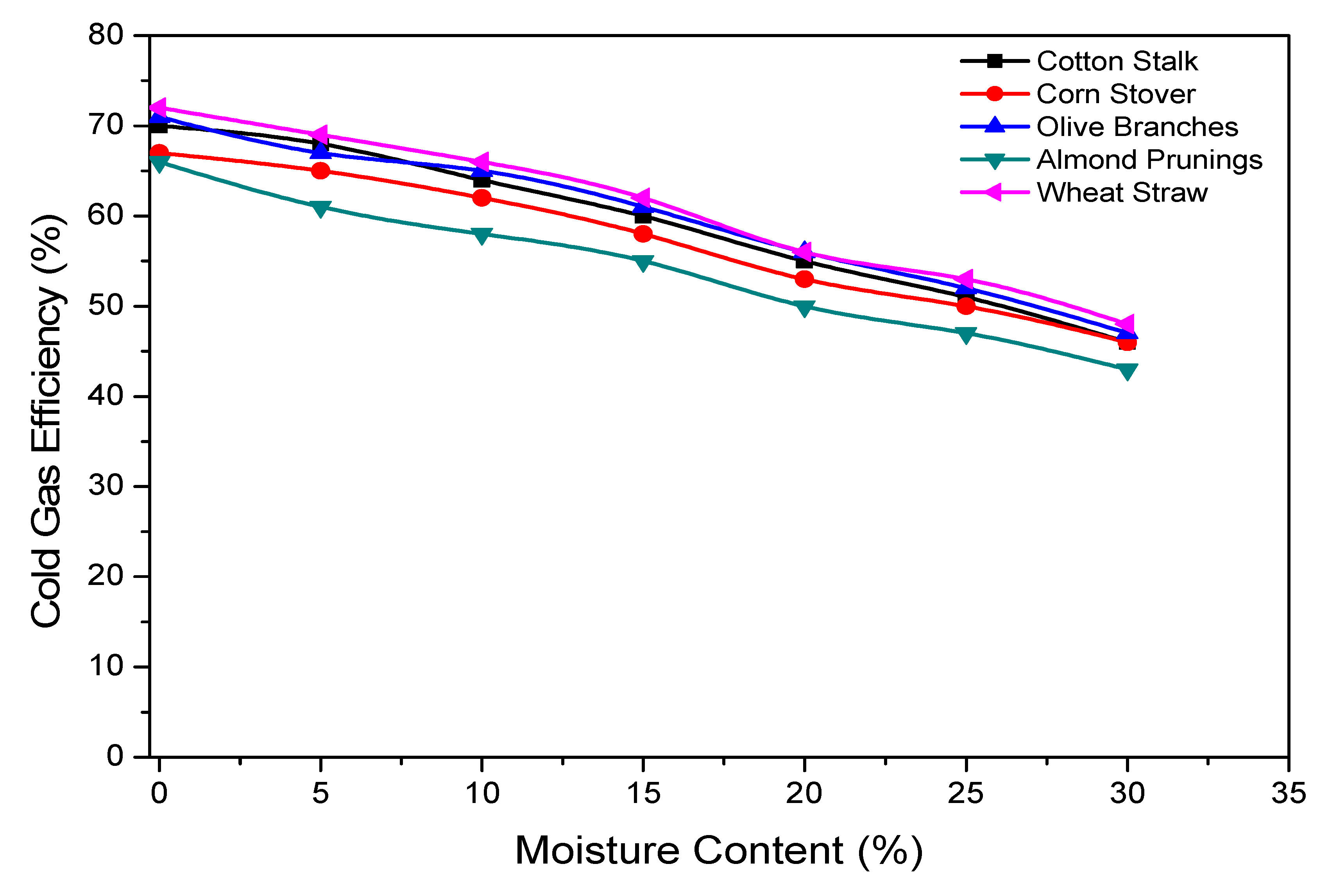
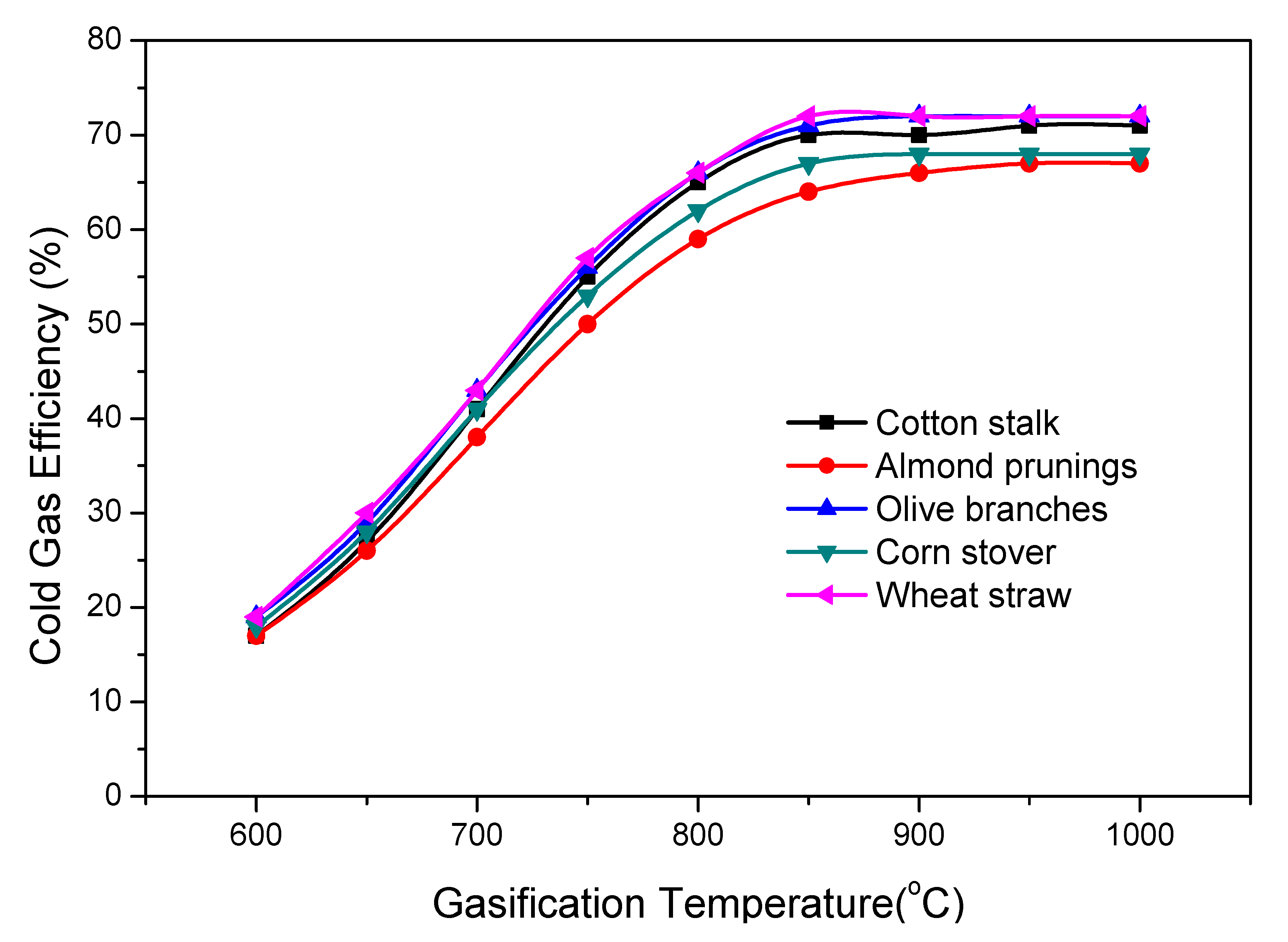
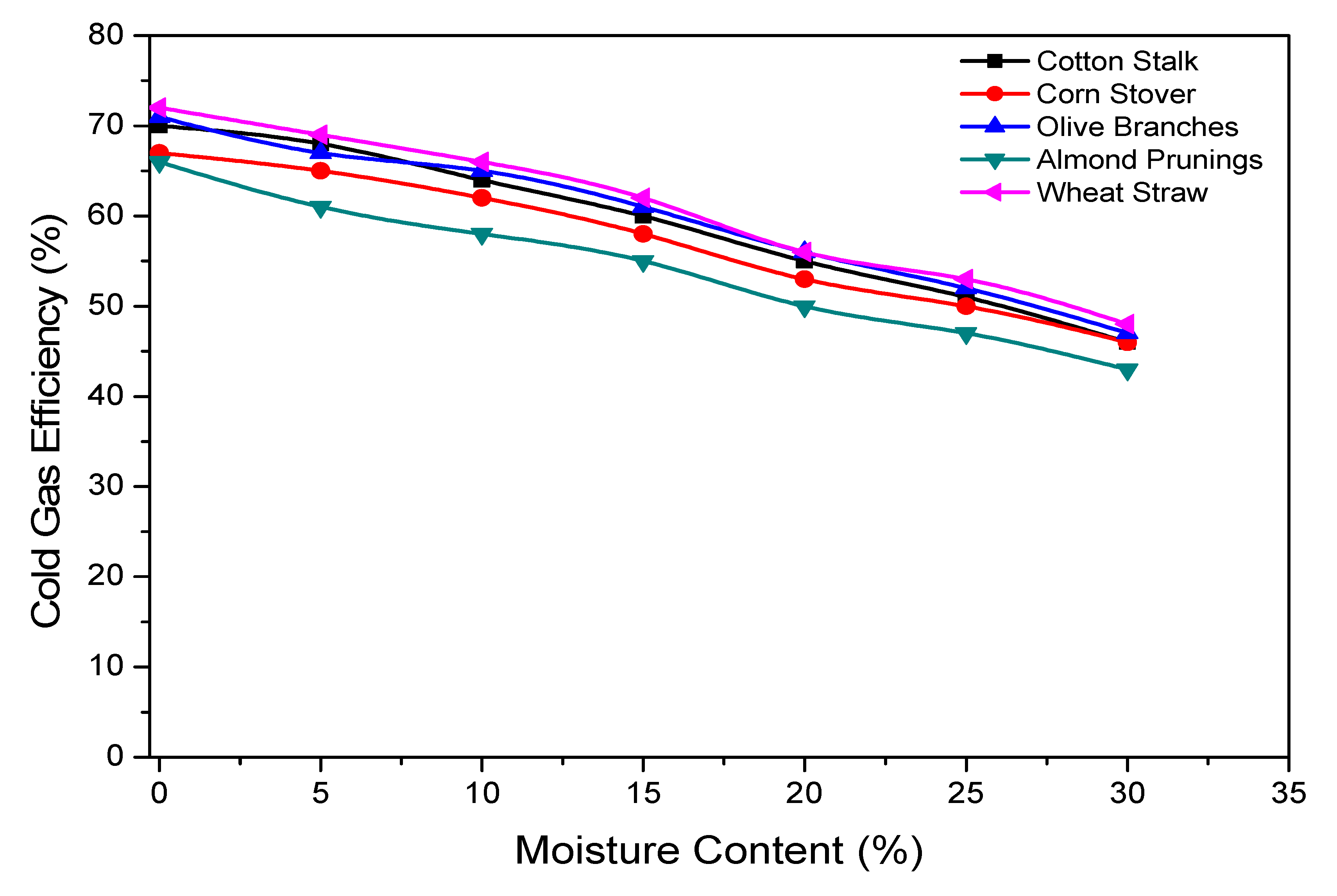
Wheat straw, corn stover, cotton stalk, olive branches and almond prunings are identified as the most common agricultural residues in Thessaly, Greece [
38]. Their most significant characteristics are described in the works or Rentizelas et al. (2009), Voivontas et al. (2001) and Papadopoulos and Katsigiannis (2002) [
38,
39,
40] and are presented in
Table 2. Rentizelas et al. (2009) also suggested that, in order to power a 1 MW
el tri-generation plant, based in Thessaly, Greece, 52,849 m
3 of agricultural residues of all types are required per year. This amount of biomass is considered to be the total available supply to the prospective CHP biomass gasification plant examined in this study.
However, since the contribution of each biomass type to the total feedstock demand is not available, specific assumptions have been made. The mass residue yield is converted to volume yield by considering a constant density for each residue (
Table 2). As a result, the individual percentage of each feedstock to the total biomass volume is calculated by dividing its volume residue yield to the total residue demand. Consequently, the emerging annual volume of each feedstock can be converted back to mass units, using the constant residue density. The results of this analysis are presented in
Table 3 and
Table 4 and provide a feedstock availability scenario for the simulated CHP biomass gasification plant. They are used as an input in the LCA study.
As data for the Greek agricultural residues examined in this work were not available, the Phyllis2 database of the Energy Research of the Netherlands (ECN) was used, which contains information about the composition of different biomass feedstocks used for biogas, biochar and torrefied biomass production. The proximate and ultimate analyses of the five biomass types considered, as well as their Phyllis2 database IDs, are presented in
Table 5 and
Table 6 [
41].
2.2. Gasification Modelling
Process modelling provides an essential tool for the simulation of the biomass gasification unit powering the CHP plant. By developing simple, yet accurate mathematical modeling tools, further design and optimization studies can be achieved [
17]. In the present study, a computational model has been developed in Aspen Plus in order to simulate a standard case of a fixed bed downdraft gasifier and to accurately predict the produced syngas composition as well as the overall gasification process efficiency at various operating conditions. This type of gasifier is considered to be more suitable for small-scale (up to 10 MW
th) and decentralized applications. Furthermore, due to the high temperatures identified in the oxidation zone, tar cracking reactions are promoted and the produced syngas has a low tar content [
43,
44,
45].
The gasification process takes place in four stages; (a) Drying (less than 150 °C), (b) Pyrolysis (150–700 °C), (c) Oxidation (700–1500 °C) and (d) Reduction (800–1100 °C) [
10]. In the drying stage, raw biomass is stripped out of a high portion of its moisture content, which is transformed into steam [
10]. In the pyrolysis stage, the volatile content of biomass is vaporized into a mixture of various substances like H
2, CO, CO
2 and CH
4. Furthermore, high molecular mass hydrocarbons are produced. They are considered as tars and char, a solid residue, which is considered mainly as carbon [
13,
14]. In the oxidation stage, oxygen of the gasification medium reacts with the combustible products of pyrolysis, resulting in the formation of CO
2 and H
2O [
10]. In the reduction stage, which is mainly endothermic, gaseous products react via a series of reactions like (i) the Water-Gas Shift Reaction, (ii) the Boudouard Reaction and (iii) methanation [
15]. Also, they come into contact with the solid char, and thus a series of solid-gas reactions occur. Due to the endothermic nature of the reduction stage, its temperature is significantly lowered. The final product of the gasification process is the synthesis gas (or syngas), which is a mixture of CO, CO
2, H
2 and CH
4 [
14]. The main reactions taking place in the gasifier are presented in
Table 7. The reaction enthalpies for the single and multi-phase reactions are taken from the literature [
10].
The simplification of the process modeling and conformity with Aspen Plus simulation software required several assumptions. First of all, due to the 0-D nature of the aforementioned software, the fluid mechanics equations that characterize the process were not taken into account, and a uniform distribution of gases was considered inside the gasifier. The target was to provide a simple biomass gasification model with the ability to evaluate the influence of the basic parameters affecting the process, without taking into account the gasifier’s configuration and dimensions. Towards this aim, an equilibrium approach has been implemented. The process was examined considering steady-state and isothermal conditions, and the gasification medium was air at 1 atm and 25 °C. The products of biomass devolatilization were H
2, CO, CO
2, CH
4 and H
2O. Tars produced during the pyrolysis stage were not taken into account. This is considered to be a reasonable assumption for downdraft gasification [
46]. Furthermore, sulfur and nitrogen reactions are not considered in this study [
46]. Char is modeled as the sum of fixed carbon and ash which are both reported in the respective biomass proximate analyses [
46]. Thus, the percentage of carbon in volatiles was calculated by subtracting the fixed carbon percentage from the percentage of the total carbon in the biomass (included in the ultimate analysis of the dried biomass) [
17].
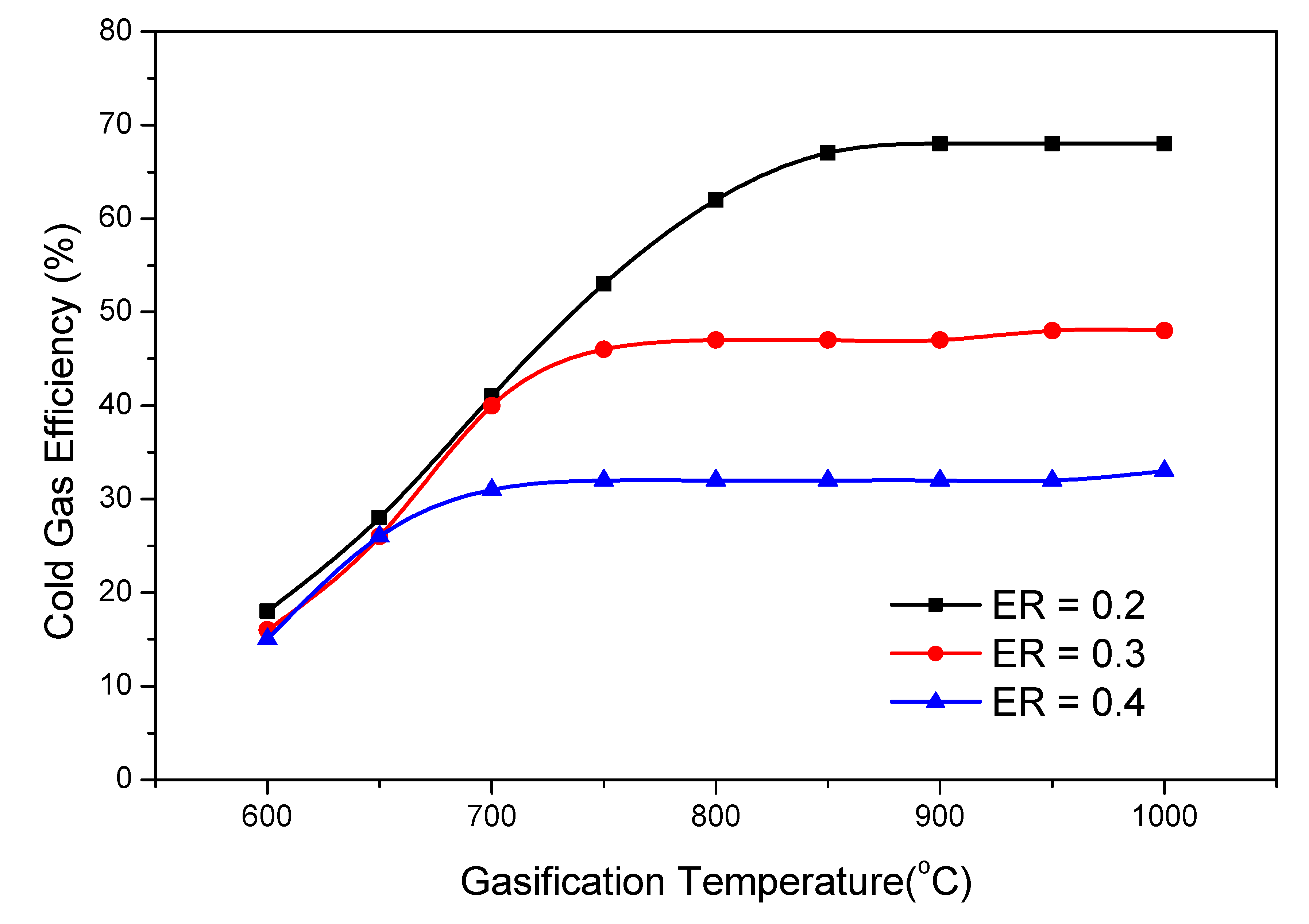
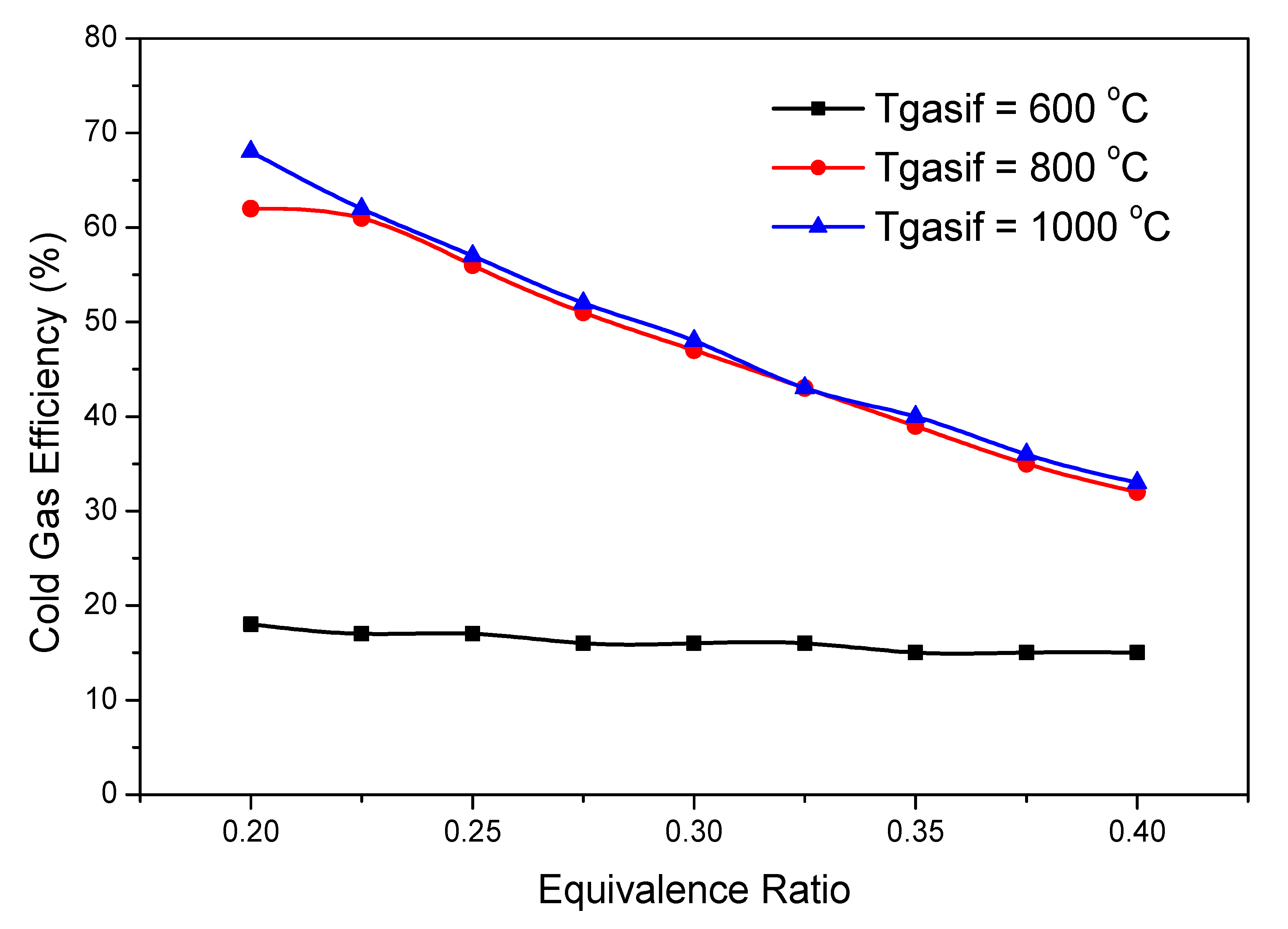
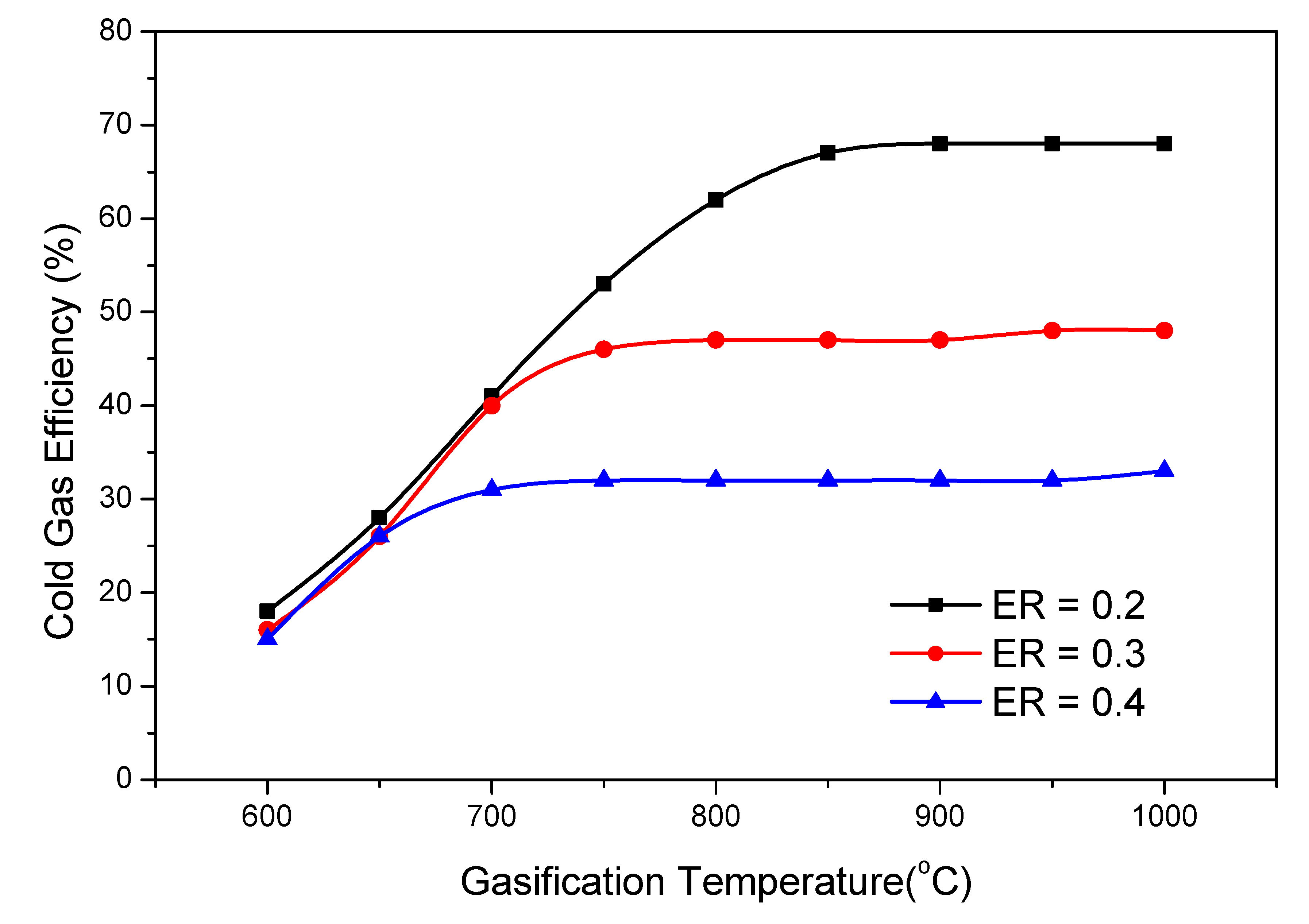
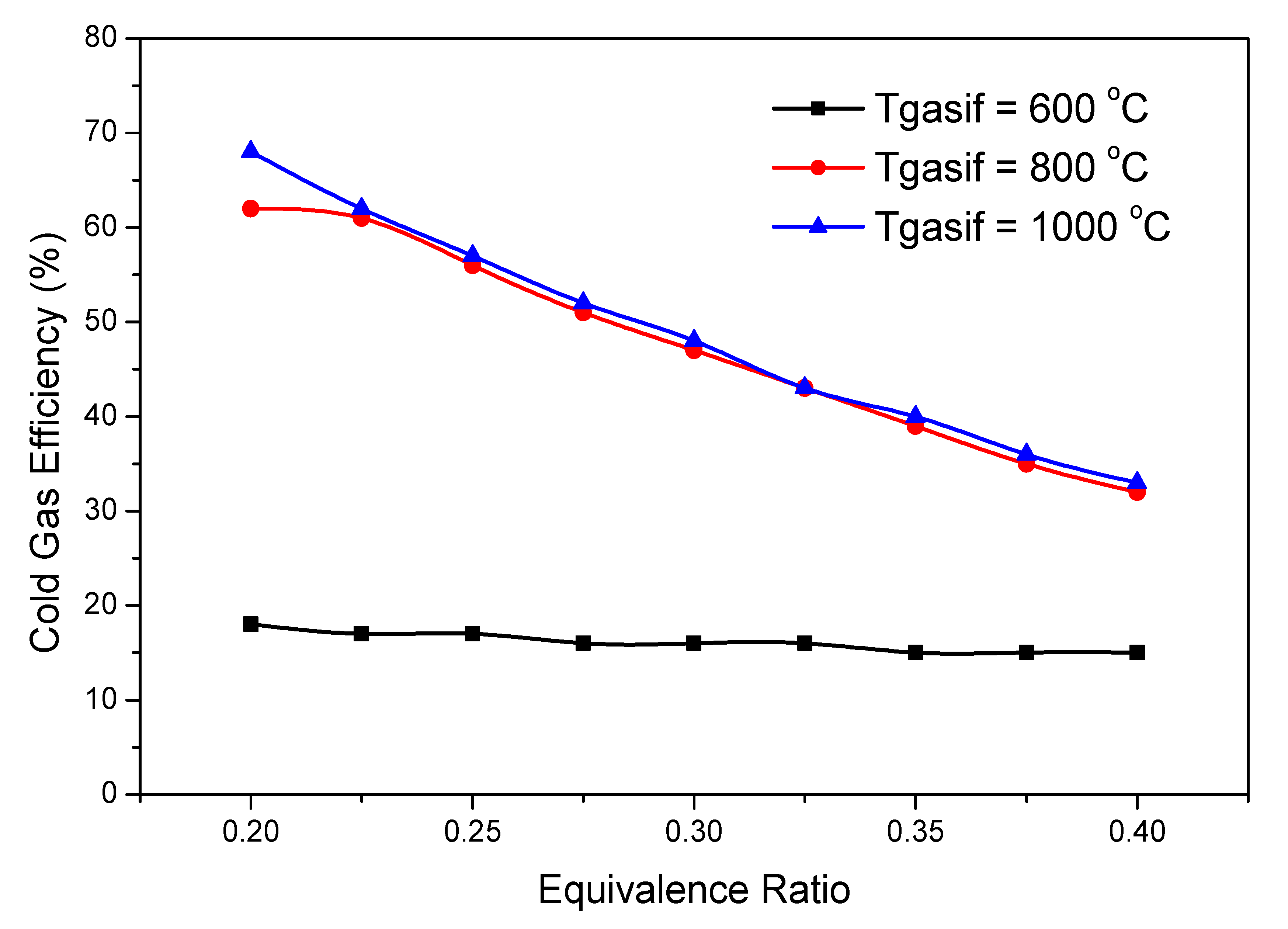
In order to assess the energetic performance of the considered gasification process, the influence of the air equivalence ratio on the quality of the produced syngas must be evaluated. Furthermore, the lower heating value of the produced syngas and the efficiency of the gasification process must be determined. It should be noted that the air equivalence ratio plays a major role in the quantity and the quality of the produced synthesis gas. Previous studies concluded that an optimum operation and quality of produced syngas can be expected for an equivalence ratio ranging between 0.2 and 0.4 [
12,
47]. Equivalence ratios lower than 0.2 promote pyrolysis conditions, whereas values higher than 0.4 promote oxidation conditions. The equivalence ratio is calculated by the following equation:
where (A/F)
stoic is the stoichiometric air to biomass ratio, which is calculated by Equation (2) (γ
i are the mass fractions of C, H, S and O elements in the dried biomass) [
48]:
The lower heating value of the synthesis gas is calculated for standard conditions (0 °C, 1 atm) using Equation (3) [
49]:
where Xi are the volume fractions of CO, H
2 and CH
4 in the synthesis gas. Then, it is converted to actual gasification conditions (25 °C, 1 atm). Evidently, the gasification’s main target is to produce syngas with high LHV. Thus, increased values of the aforementioned species volume fractions are anticipated.
The gasification efficiency corresponds to the chemical efficiency: the greater part, that takes into account only the chemical energy and the enthalpy that is associated with the thermal energy. Chemical efficiency is named cold gas efficiency and represents the chemical energy content of the synthesis gas. It is calculated via Equation (4):
where V
syngas and m
biomass were the volume flow of the produced syngas and the biomass mass feed respectively.
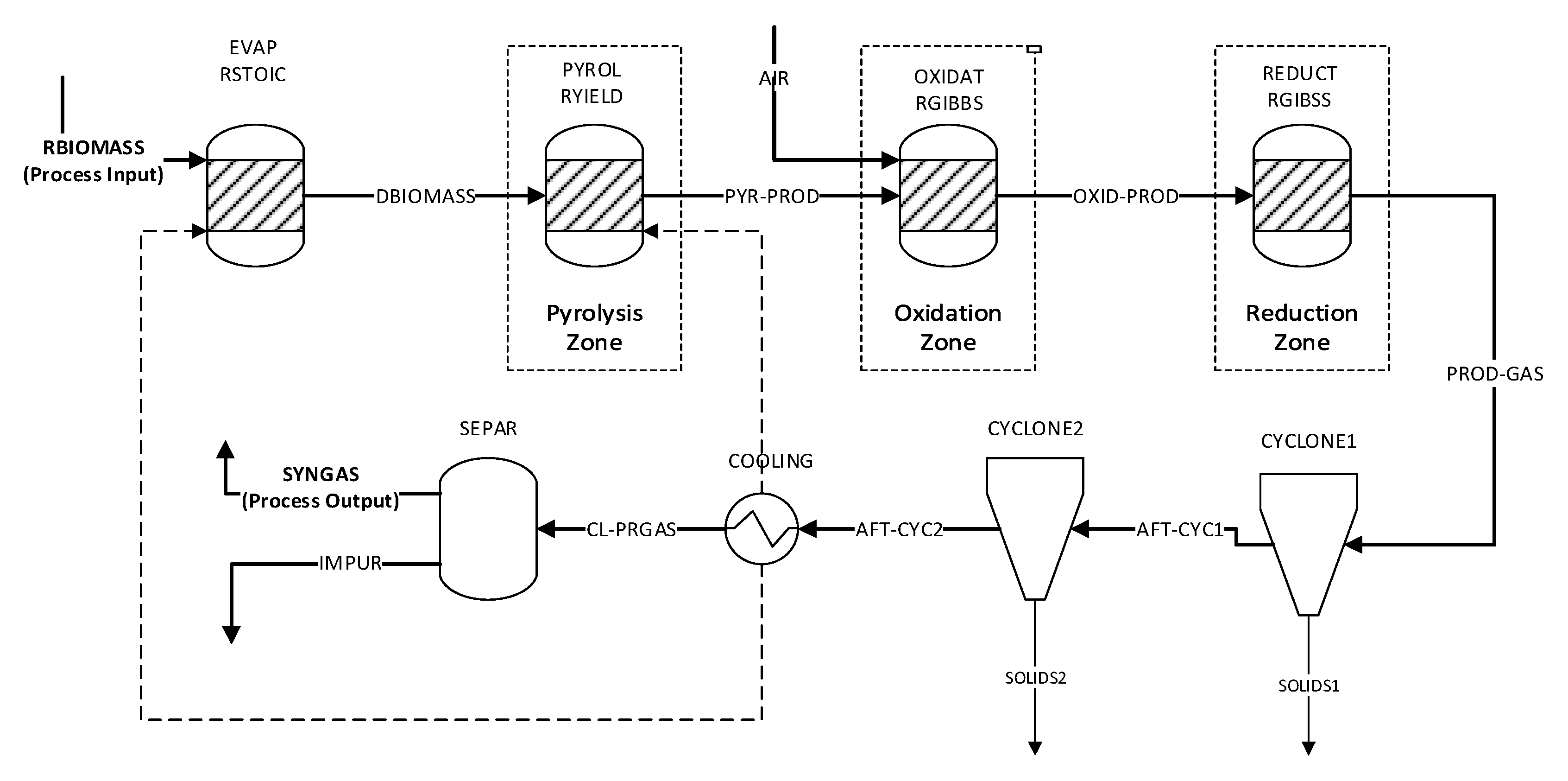
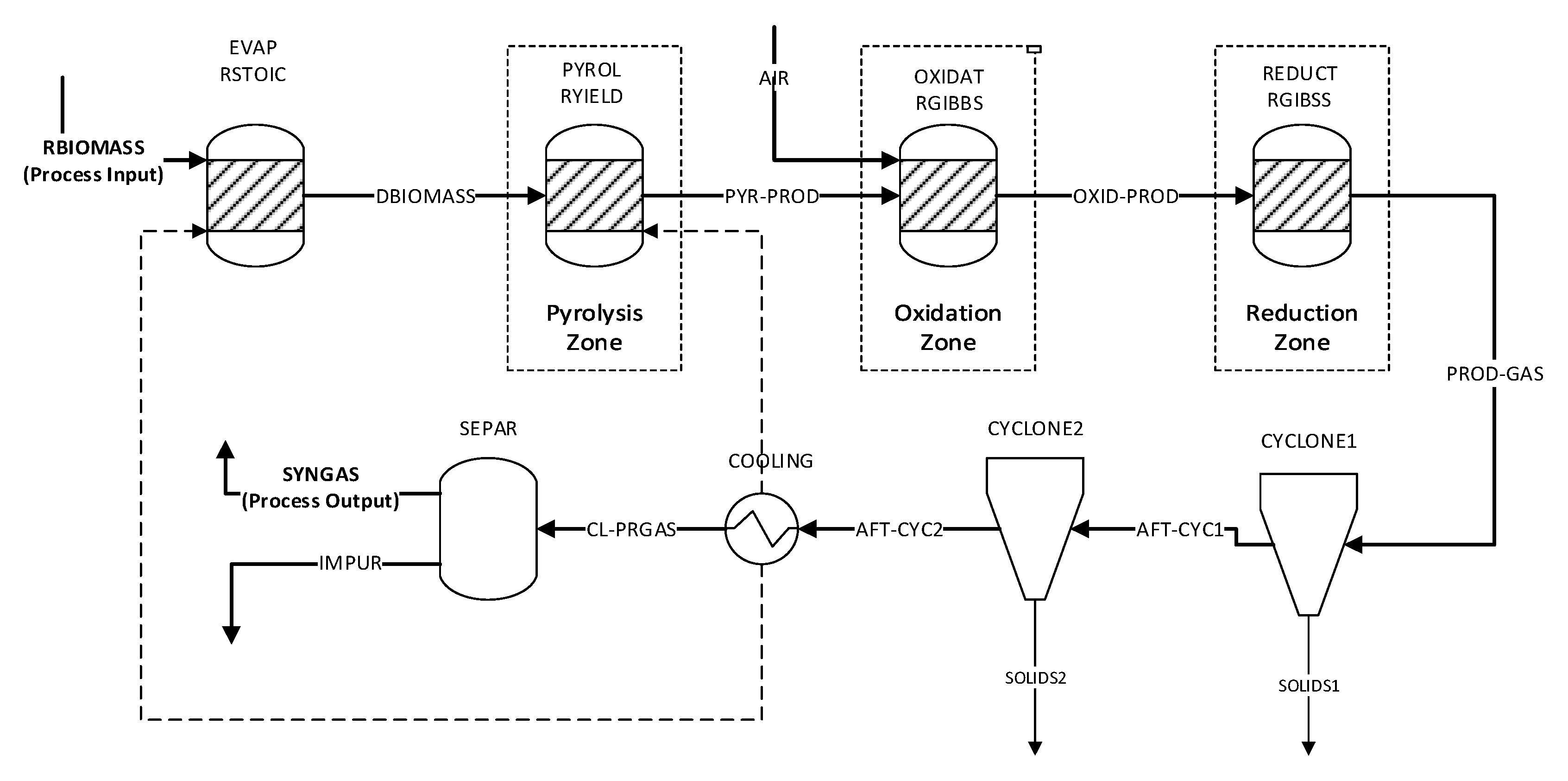
The development of the gasification model is based on using different modules of the Aspen Plus software in order to simulate the gasifier operation, followed by an after-treatment of the produced gas, which consists of (a) cleaning the synthesis gas using cyclones and (b) cooling it with the use of heat exchangers. The gasifier is modeled via a combination of different blocks, each corresponding to a specific gasification step (i.e., drying, pyrolysis, oxidation, reduction). The simulation flowchart of the process is presented in
Figure 1. Input data used for the simulation are summarized in
Table 8. For the modeling of the behavior of gases, the Peng–Robinson equation of state was used.
The biomass drying step is simulated via the stoichiometric reactor RSTOIC. The drying process achieved a total drying of the biomass feed at a temperature of 150 °C.
After being stripped from the moisture, dried biomass enters an RYIELD block in order to be decomposed into its constituent, conventional components (carbon, hydrogen, oxygen, nitrogen, sulfur, ash). Decomposition calculations are based on the ultimate and proximate analyses of the five biomass types considering a 100% conversion. A temperature of 500 °C was selected. The RYIELD block practically corresponds to a simplified pyrolysis step.
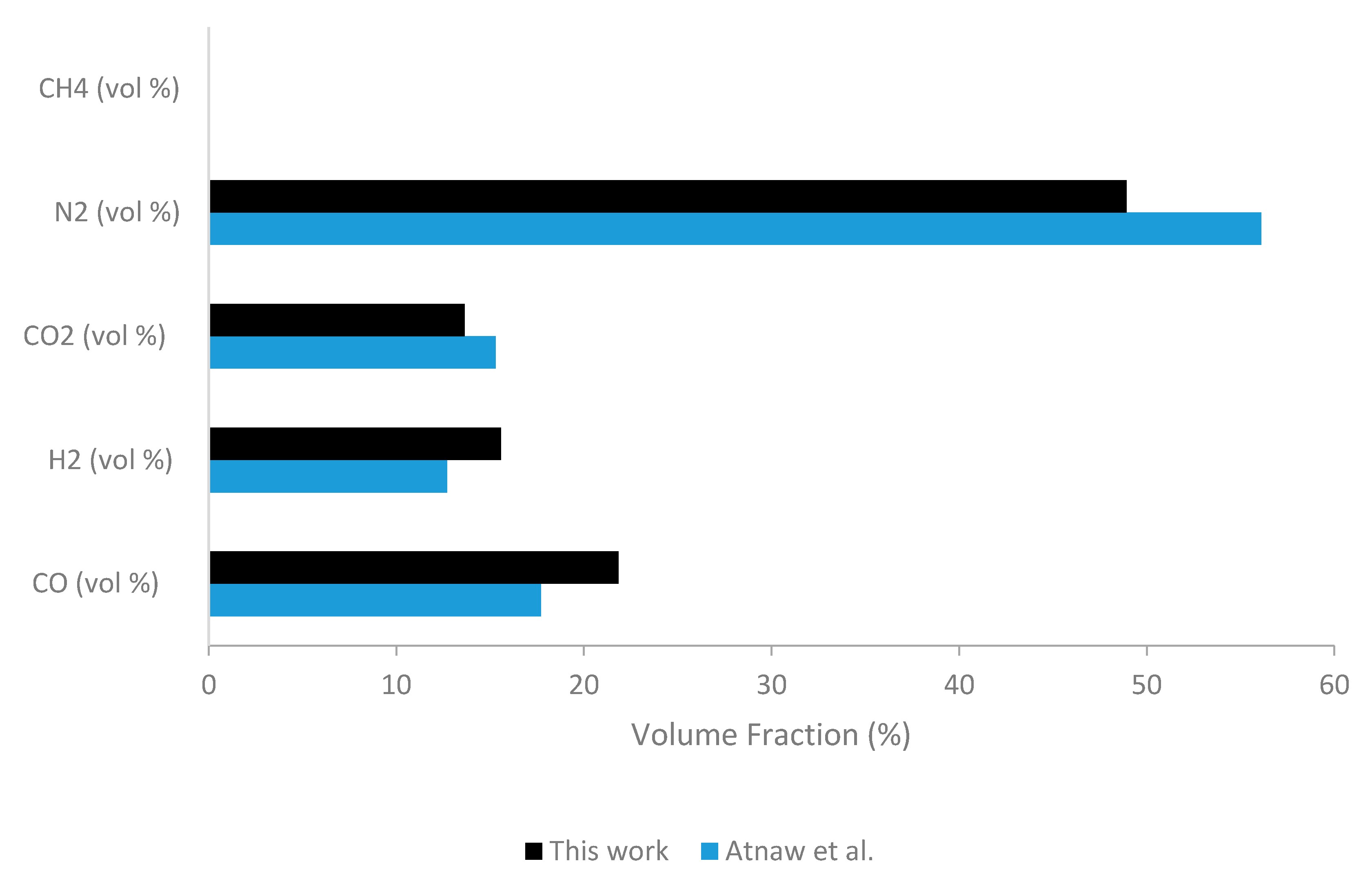
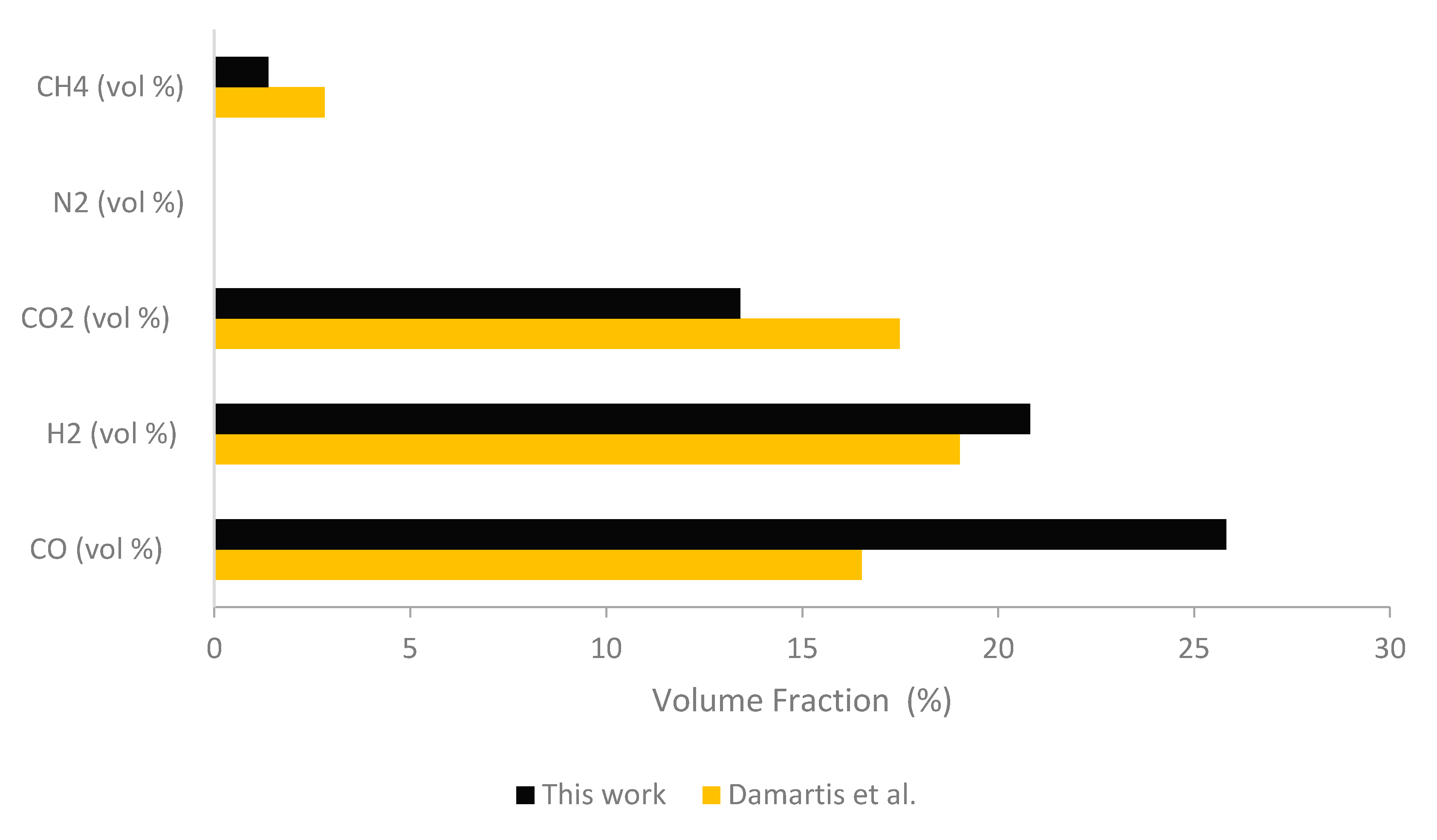
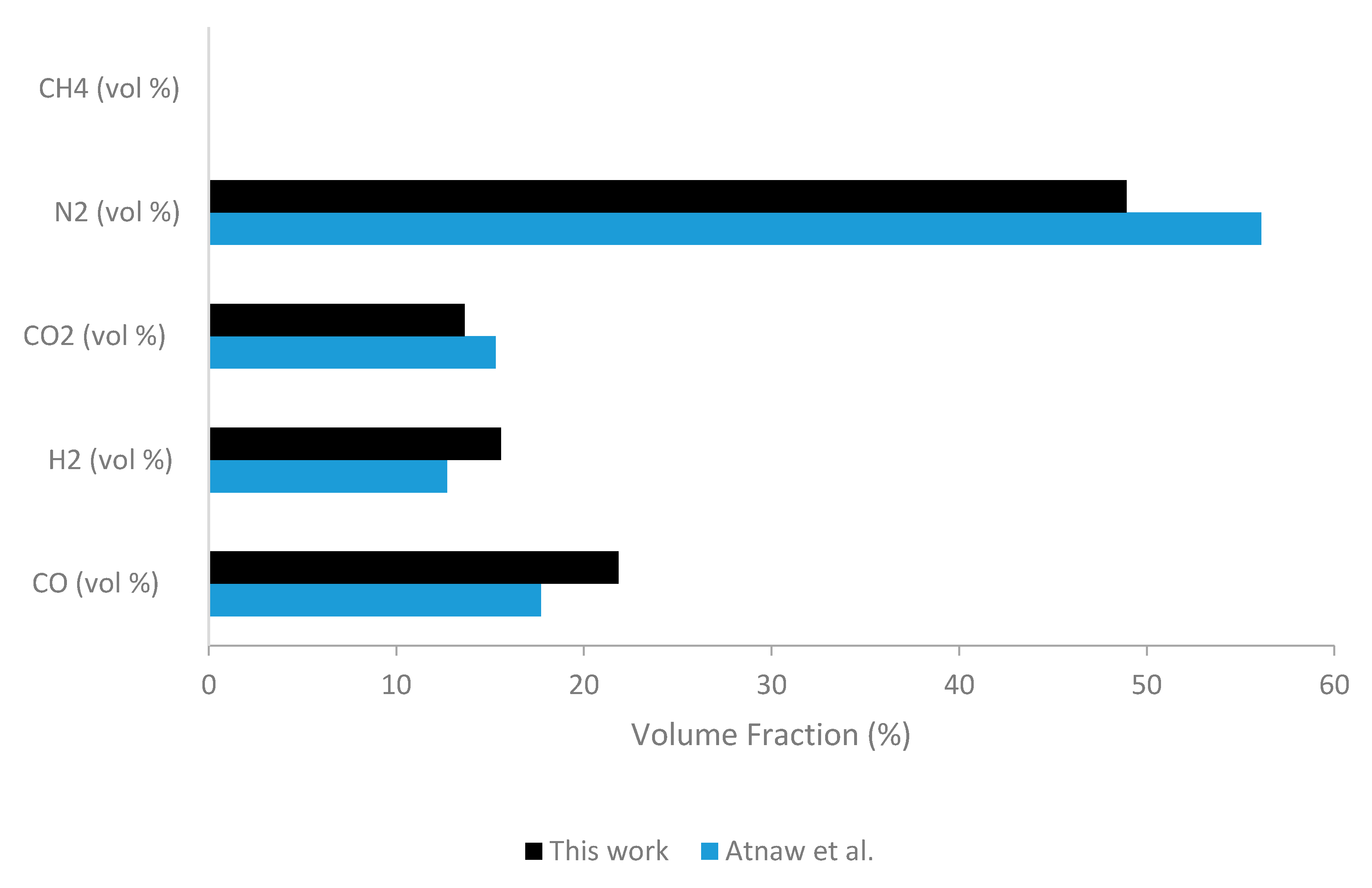
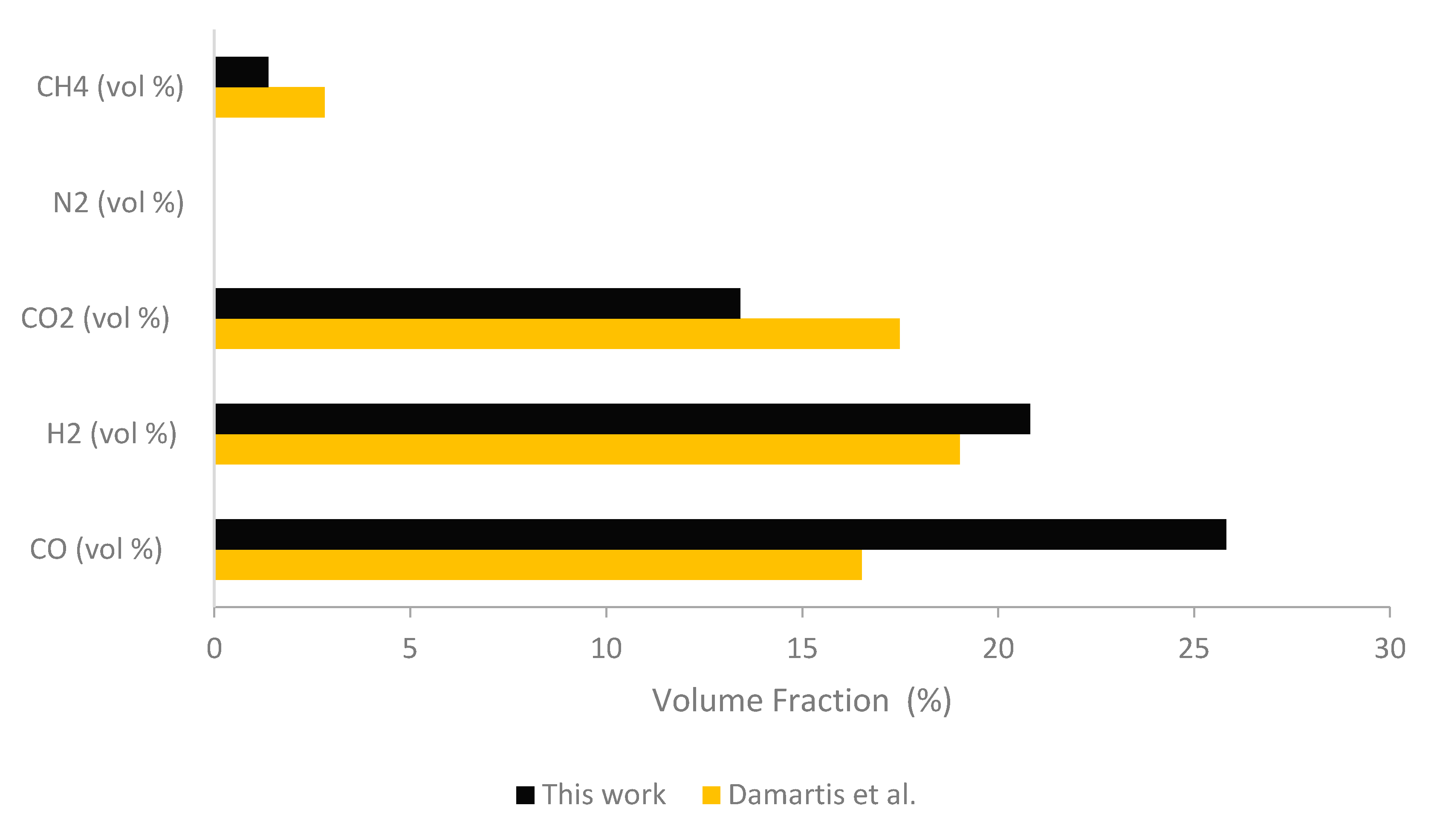
Two RGIBBS reactors have been implemented for the modeling of the oxidation and reduction zones, respectively. Thus, it is assumed that, in both stages, all compounds involved have reached chemical equilibrium. The first reactor is fed with air to simulate the oxidation zone, and the second one simulates the reduction zone at a lower temperature than that of the oxidation zone. According to various literature sources, equilibrium models, implementing RGIBBS reactors, tend to overestimate CO and H
2 and underestimate CH
4 and CO
2 volume fractions [
50,
51]. Various solutions have been proposed. In order to tune the syngas composition to more realistic figures, Fernandez-Lopez et al. (2017) specifically defined the chemical equilibrium of reactions 5 and 6 to occur at a different temperature than the overall temperature of the reduction zone block [
52]. This solution, although it produces more accurate results, has limited applicability, since it is compliant only with the experimental data used for the tuning. Atnaw et al. (2018) suggested that, in a downdraft gasifier, the chemical equilibrium of the reduction zone reactions (presented in
Table 7), which are highly endothermal and therefore lower the gasification temperature, should be set at a temperature 200 °C lower than that of the oxidation zone reactions [
53]. This approach is expected to produce reasonable results for fixed bed as well as for fluidized bed gasifiers under various operating conditions and for different biomass feeds. Therefore, it has been implemented in the developed model.
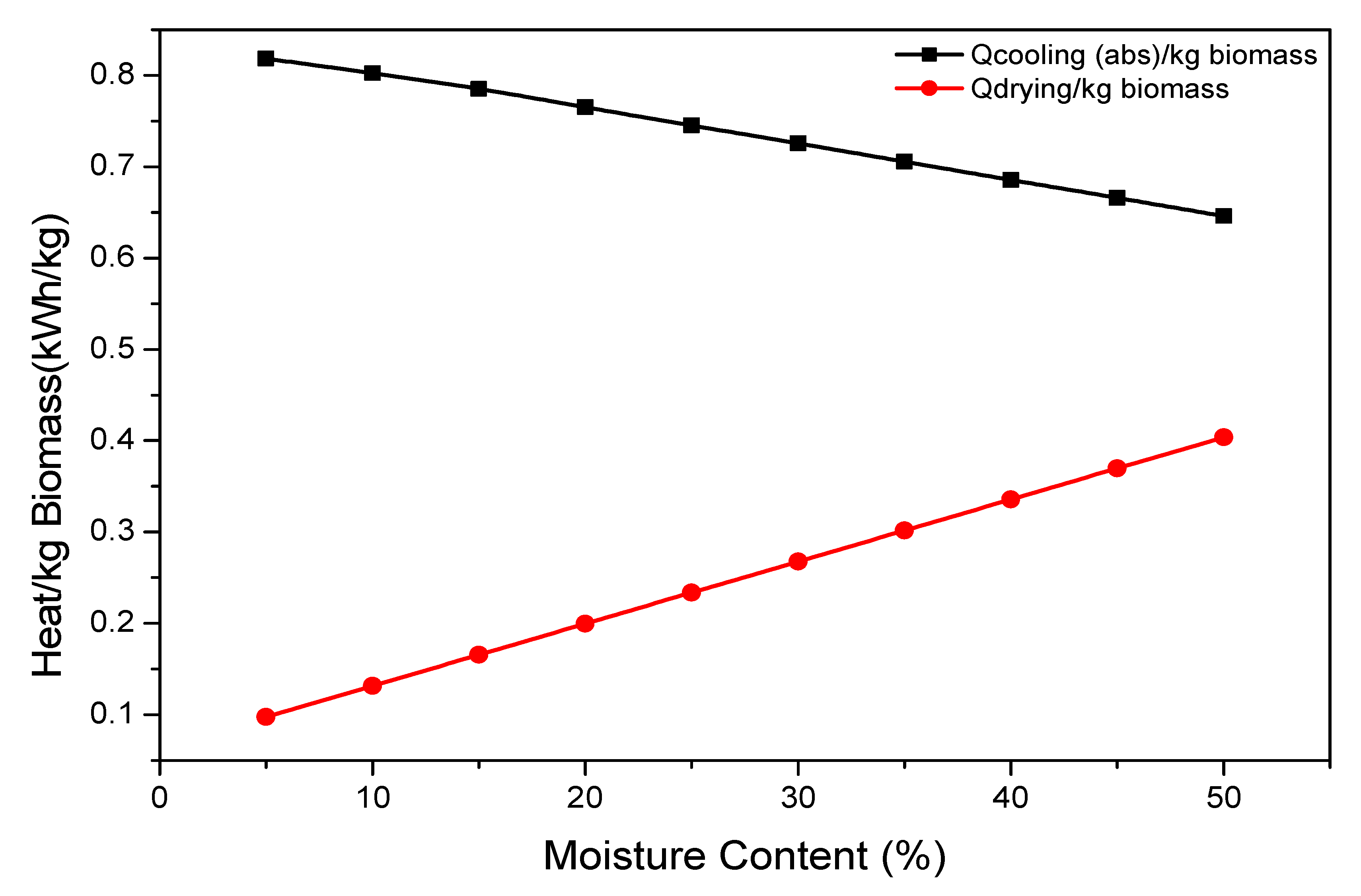
The next step of the gasification modelling is the refinement process of the product gas. At first, it enters two CYCLONE blocks that simulate the separation of the solid impurities (ash, occasional char residues) from the gas phase. Then, the gas stream enters a COOLING block, which simulates the operation of a heat exchanger. The synthesis gas is cooled to a final temperature of 30 °C, with respect to being potentially used as a fuel in an internal combustion engine implemented in the prospective CHP plant. The generated heat can be used for the drying process [
54]. Finally, N
2, which is contained in the air feed and considered to be unreactive, is removed via the use of a SEPARATOR block, which simulates syngas cleaning via a one-step simplified process. From the above processes, the purified syngas produced is ready to power internal combustion engines or boilers in power plants.
2.3. LCA Modelling
2.3.1. LCA Framework
Life Cycle Assessment is one of the most developed and widely used methods for the quantification of the amount of materials and energy used for a process, as well as its emissions, by considering the complete supply chain of the goods and services involved [
55]. It also contributes to the detection and the refinement of specific system activities, which have the most severe environmental impact. The whole LCA process follows the ISO 14040 and 14044 protocols.
2.3.2. Goal and Scope Definition–Functional Unit-System Boundaries
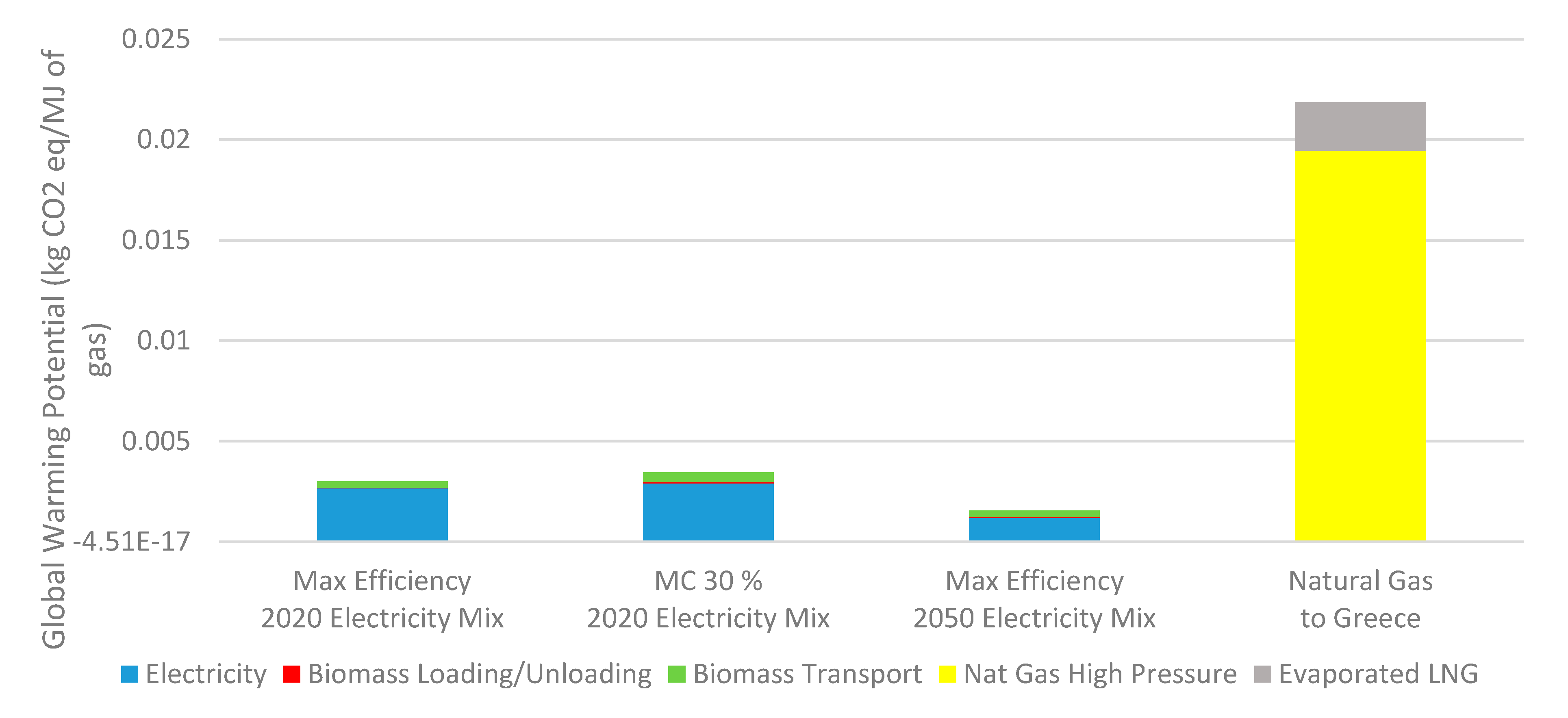
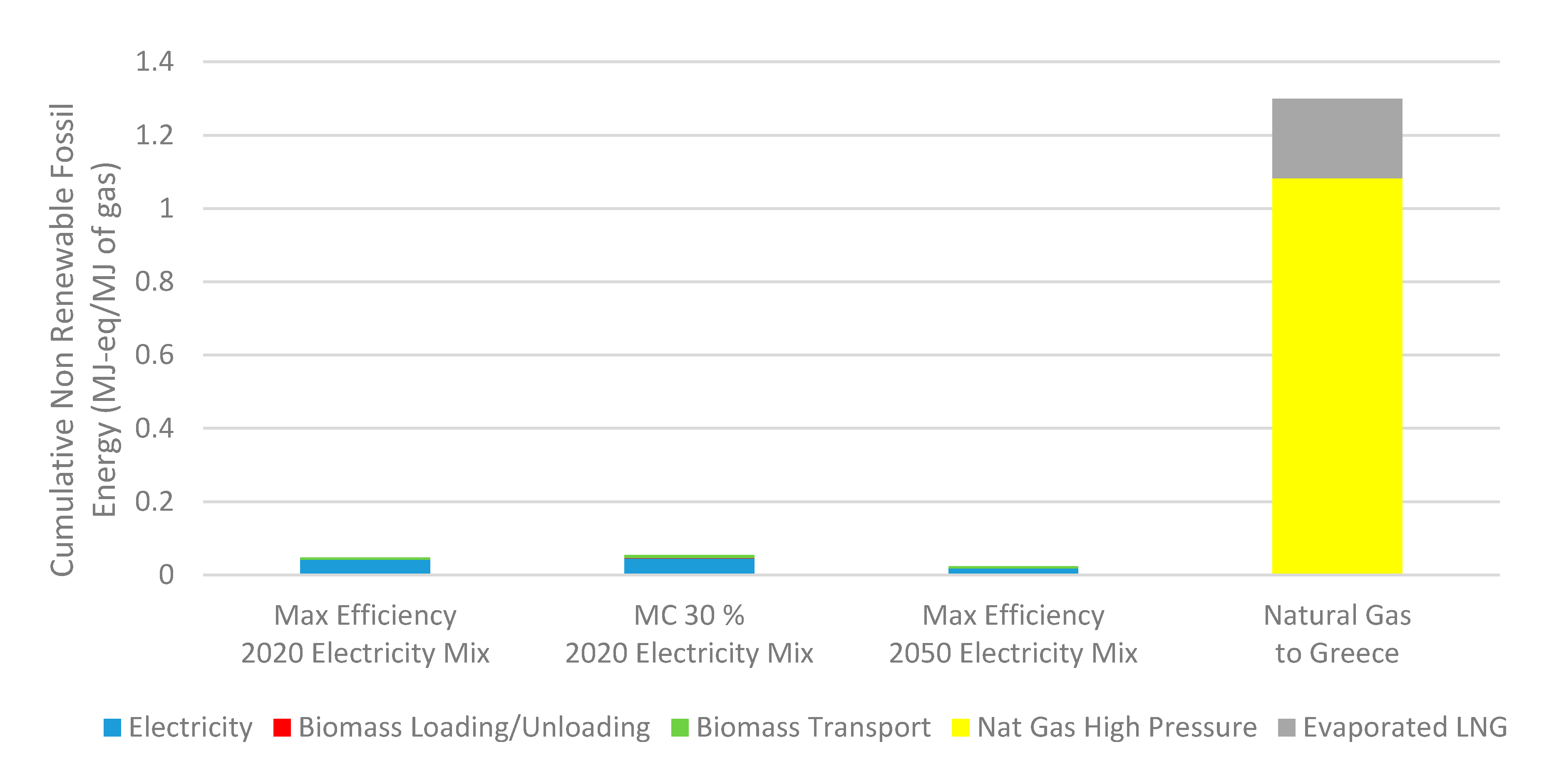
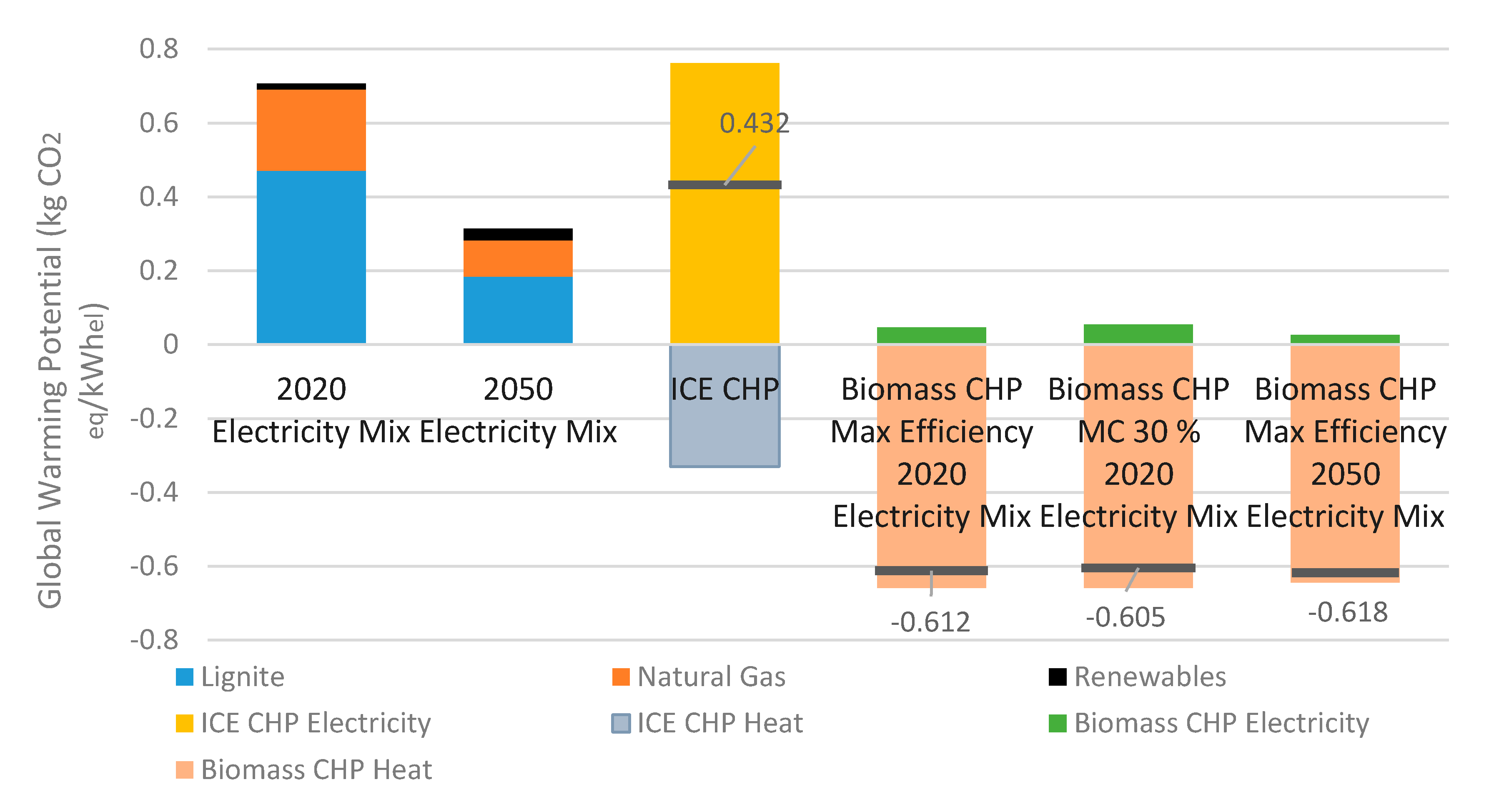
The aim of the study is to assess the environmental impacts associated with the operation of a combined heat and power biomass gasification power plant, powered with the most dominant agricultural residues of the Thessaly region, Greece, to identify the environmental “hotspots” of the whole energy production process and to compare the environmental burdens of syngas produced by the plant versus those of the Greek natural gas supply chain. The environmental footprint of the considered biomass gasification CHP plant was compared with conventional energy production alternatives, namely:
Electricity from the grid of mainland Greece according to the current energy mix.
Electricity from the grid of mainland Greece according to the current 2050 policy projections.
Electricity from a natural gas internal combustion engine on CHP mode.
The functional unit of the study was 1 kWh of electrical output. The thermal energy produced by the plant, as it is described in ISO 14040, was treated as an avoided product of a conventional condensing boiler, fired by natural gas. An additional functional unit of 1 MJ energy content was considered in the case of comparing the syngas production versus natural gas supply. The software used for the Life Cycle assessment was Simapro 7.2, which was equipped with Ecoinvent 2.0 database.
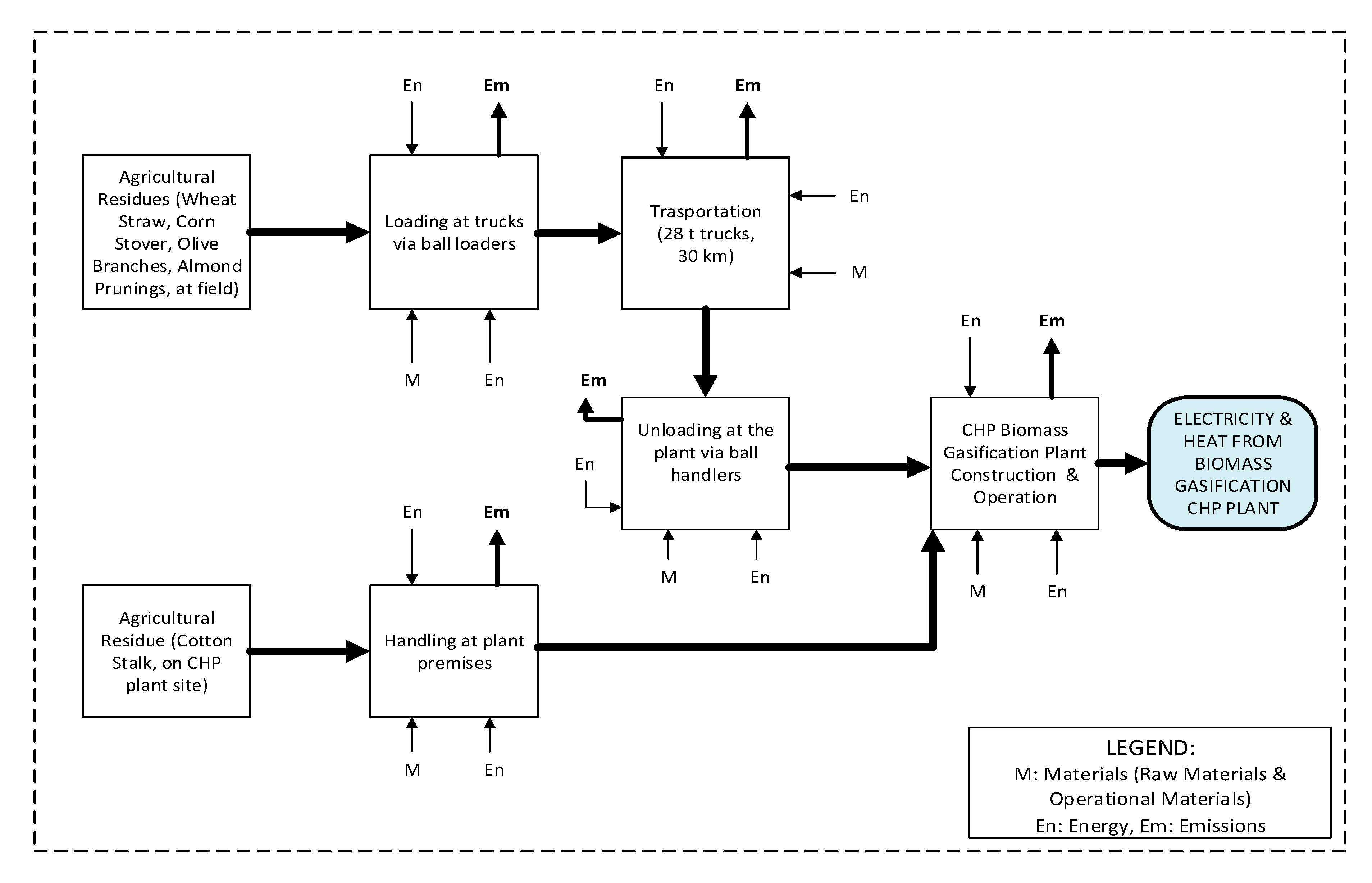
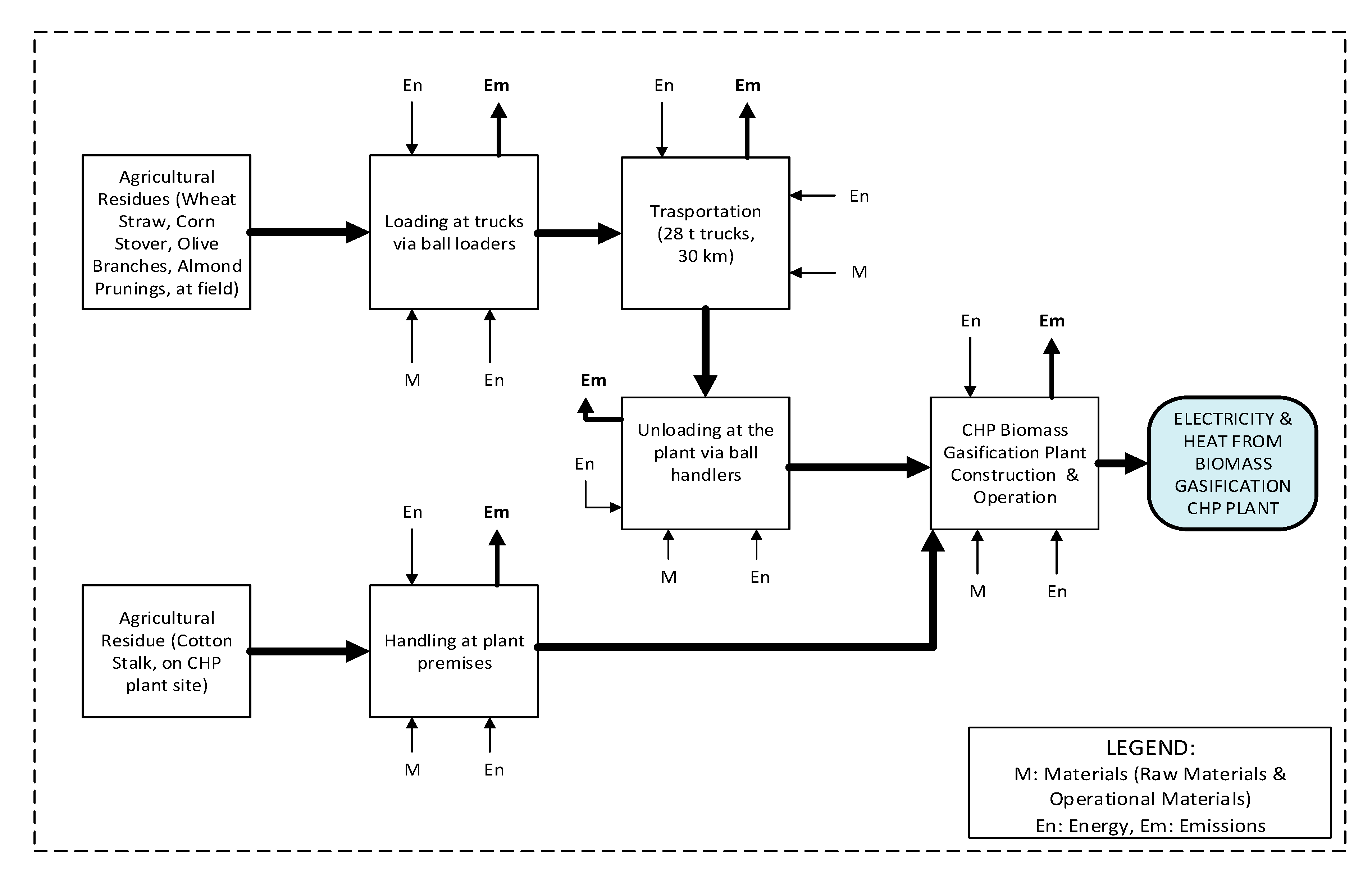
In this study, a “Cradle to Gate” Life Cycle Assessment was performed. Cotton stalk was determined to be the main biomass type used, so the plant is thought to be installed in the cotton stalk production area. It was assumed that all other biomass types were transported to the plant for an average distance of 30 km via 28 t trucks. The trucks were loaded in the biomass production site and unloaded in the CHP plant via loading machines. Cotton stalk was handled inside the plant premises via proper handling equipment. The main operations of the evaluated CHP biomass gasification plant that were considered in the LCA study are (i.) Loading of agricultural residues to trucks, (ii.) Transportation to the plant, (iii.) Unloading at the plant, (iv.) Plant construction and operation and (v.) Biomass handling. The system boundaries are presented in
Figure 2.
The cultivation of biomass was not included in this study, because agricultural residues are wastes of farming activities, and thus their cultivation does not contribute to the environmental burdens of the system examined. The life span of the plant was determined to be 20 years, while plant decommissioning and ash treatment were not taken into account. The electricity required for the operation of the gasification plant is thought to be obtained directly from the mainland Greek electricity grid.
2.3.3. Life Cycle Inventory Analysis
The energy production via biomass gasification includes various subprocesses which involve energy and material exchange between the CHP plant, the technosphere and the environment. As a result, mass and energy flows between all operations which characterize the CHP biomass gasification plant (shown in
Figure 2) should be modeled and eventually quantified. The main inventory data used in the LCA study of this work are summarized in
Table 9.
Since the aim of this study is to provide an insight into the environmental impact of the simulated CHP biomass gasification plant, life cycle inventory data were obtained from the Ecoinvent 2.0 database, which was modified in order to include case-specific data such as the performance of the simulated biomass gasification plant and all information associated with the local biomass supply chain [
56].
As already described, the simulated CHP plant has an output power of 1 MWel and 2.25 MWth and is supplied with syngas, which is the output of the gasification process simulated in Aspen Plus V8.8. In this study, the plant was considered to run only at full load, whereas partial load scenarios were not examined. In order to couple the operation of the CHP plant with the operation of the gasifier, the major data input requirements were the characteristics (cold gas efficiency, syngas and raw biomass LHV) of the optimal operating points in terms of maximum gasification efficiency as well as the variation of the aforementioned parameters with respect to raw biomass moisture content variation. Thus, the designed load of the CHP plant (3.25 MW) determines not only the amount of the required syngas volume flow from the gasification process but also the biomass feed which is supplied into the reactor for every raw biomass moisture content scenario. For simplicity reasons, all feedstocks examined in different moisture content scenarios have the same initial moisture content, which varies from 0% (optimal operating point) to 30% (most unfavorable scenario).
The equipment used for loading biomass into trucks and unloading it onto the plant site was considered to be a bale loader. The same equipment is used to handle in-house cotton stalk residues inside the CHP plant. It was modeled via “Baling” and “Loading Bales” processes, which were modified in order to calculate all flows per mass unit and to include both loading and unloading processes.
The CHP plant was assumed to be situated in the location of production of cotton stalk, because it was considered as the main biomass type in this study. All other residues were transferred with fleet average, 28 ton trucks, from distances lower than, or equal to, 30 km, in order to minimize transfer costs [
38]. For simplicity, the transfer distance was considered to be constant and no intermediate distances were examined. Thus, the ton-kilometer value used in the LCA study was 0.03. Trucks return empty to the loading site, so a loading factor of 50% was considered.
The operation of the biomass gasification plant was modeled via the datasheet “Synthetic gas, from wood, at fixed bed gasifier”, assuming that only the gasification plant operation contributed to the total environmental burdens of the plant. This could also be justified by the fact that all CO2 emissions were considered to be carbon-neutral, and other byproducts and byprocesses of the CHP plant, such as the disposal of bottom ash, were not considered in this study. The datasheet was modified to account for the current and 2050 projection electricity mixture and relates the biomass quantity required in order to produce 1 m3 of syngas. Furthermore, the volume and energy content of syngas were associated using custom datasheets via the syngas LHV, for every feedstock, moisture content and electricity grid mixture examined.
However, an assumption should be made regarding the fact that the energy from syngas produced from each feedstock was taken into account in the production of electricity and heat from the CHP biomass gasification plant. For this reason, it was assumed that the energy released by syngas burn could be allocated to the five feedstocks which were simulated in this work. Allocation to each feedstock was done by calculating the normalized working hours of the plant for each feedstock examined, using as input their annual available mass (presented in
Table 4). More specifically, by calculating the required feed rate (kg/h) of each feedstock in order to reach the designed power output of the plant and by dividing it by the annual supply of its type, the plant’s annual working hours for each feedstock could be determined. The normalized working hours for each feedstock could be calculated as a fraction of each feedstock working hours to the total plant working hours for the two operational scenarios examined. The calculation of syngas energy allocation to different feedstocks examined in this study is summarized in
Table 10.
Finally, the energy conversion in the CHP plant was simulated in a custom datasheet, in which electricity from the CHP plant was associated with the required energy from the syngas energetic mixture via the plant’s electrical efficiency (presented in
Table 1). The thermal energy produced in the CHP plant was included in the aforementioned datasheet as the heat produced by a conventional condensing boiler, fired by natural gas, which is treated as an avoided product.
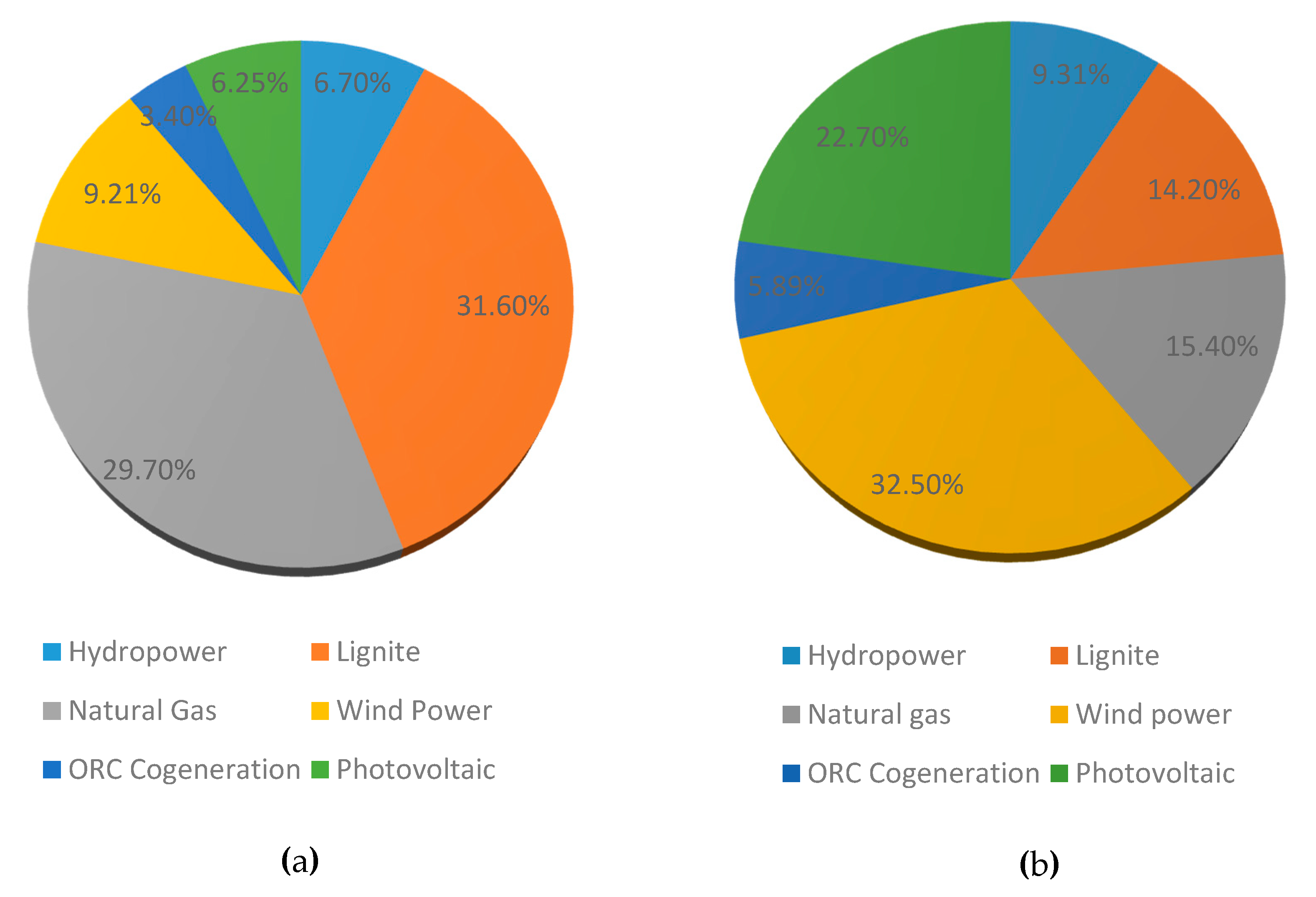
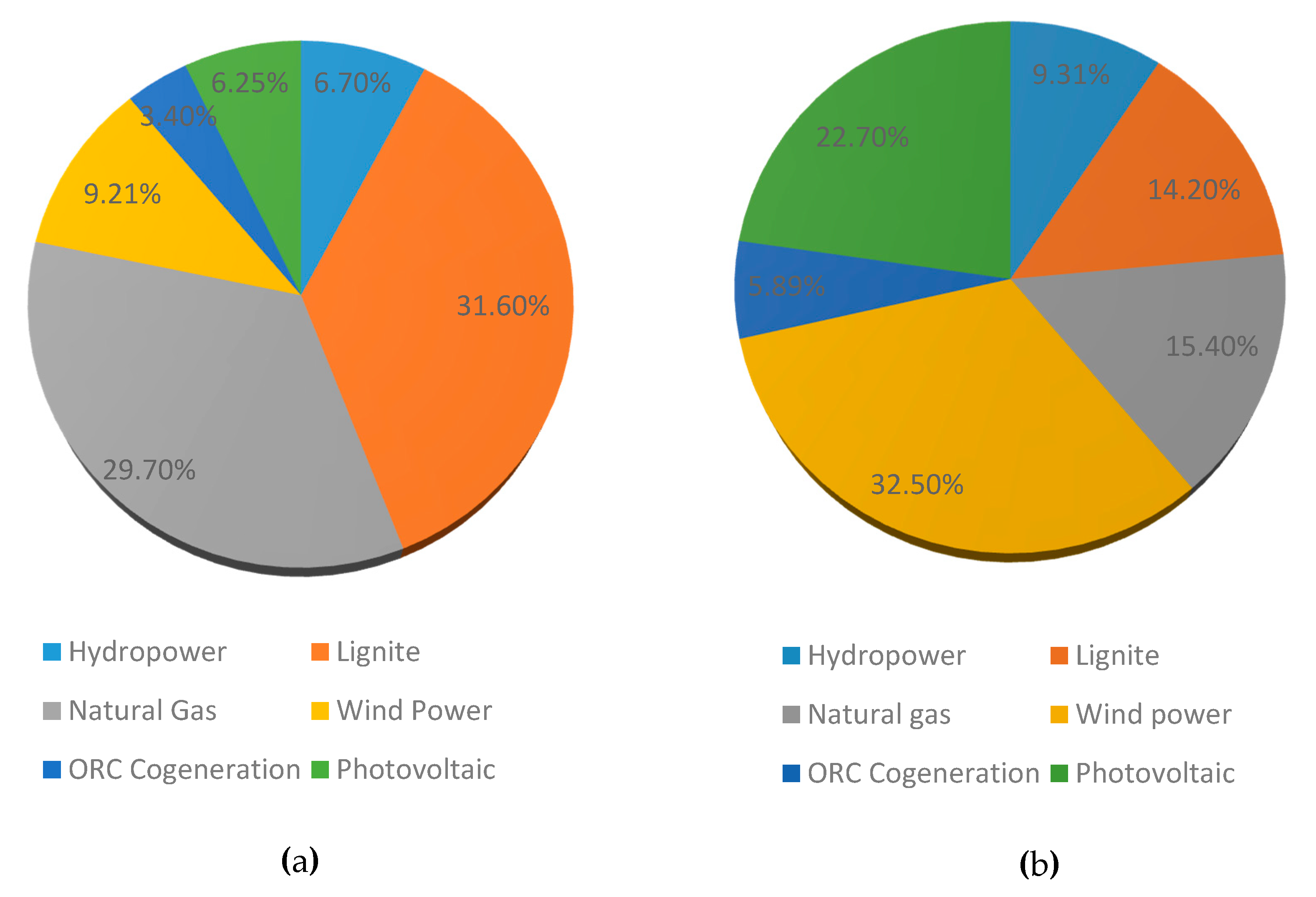
The electricity production from the CHP biomass gasification plant was compared with the electricity from the grid of mainland Greece. The operation of the gasification plant was assumed to require electricity from the grid. The present energy mixture of Greece, as well as the 2050 projection under current energy policies, were obtained from the DAS Monthly Reports of the Greek Operator of Electricity Market and are presented in
Figure 3a,b [Source:
http://www.lagie.gr]. The two electricity mixtures examined were inserted in the Greek Electricity mix datasheet.
Furthermore, for the conventional alternative of the natural gas internal combustion engine, which is used for electricity and heat production, a Deutz TBG 620K genset was considered. Technical specifications for the aforementioned engine were obtained from the official site of the manufacturer and are presented in
Table 11. The engine was modeled in a custom datasheet, which connected the electrical output of the engine with the natural gas energy required via the existing “Natural Gas, burned in Cogen 1MW
el lean burn” datasheet and the electrical efficiency of the engine. It should be mentioned that the thermal power produced by the engine is included in the study as an avoided product. It should be noted that the datasheet, which modeled the natural gas burn, included combustion, plant operation and natural gas supply chain emissions.
Finally, the use of natural gas in the grid electricity mixture and the CHP internal combustion engine required a modeling of the Greek natural gas supply chain. According to the Greek Public Gas Corporation (DEPA), high-pressure natural gas is transferred via pipelines (83%) and LNG is transferred via ships (17%) [
https://www.depa.gr/natural-gas-commerce]. In this work, for the sake of simplicity, the allocation of natural gas originating from different sources into the total mixture was determined by its energy and not by its quantity, assuming that the pipeline natural gas and the LNG have the same lower heating value.
2.3.4. Life Cycle Impact Assessment Method
The impact categories assessed in this study are:
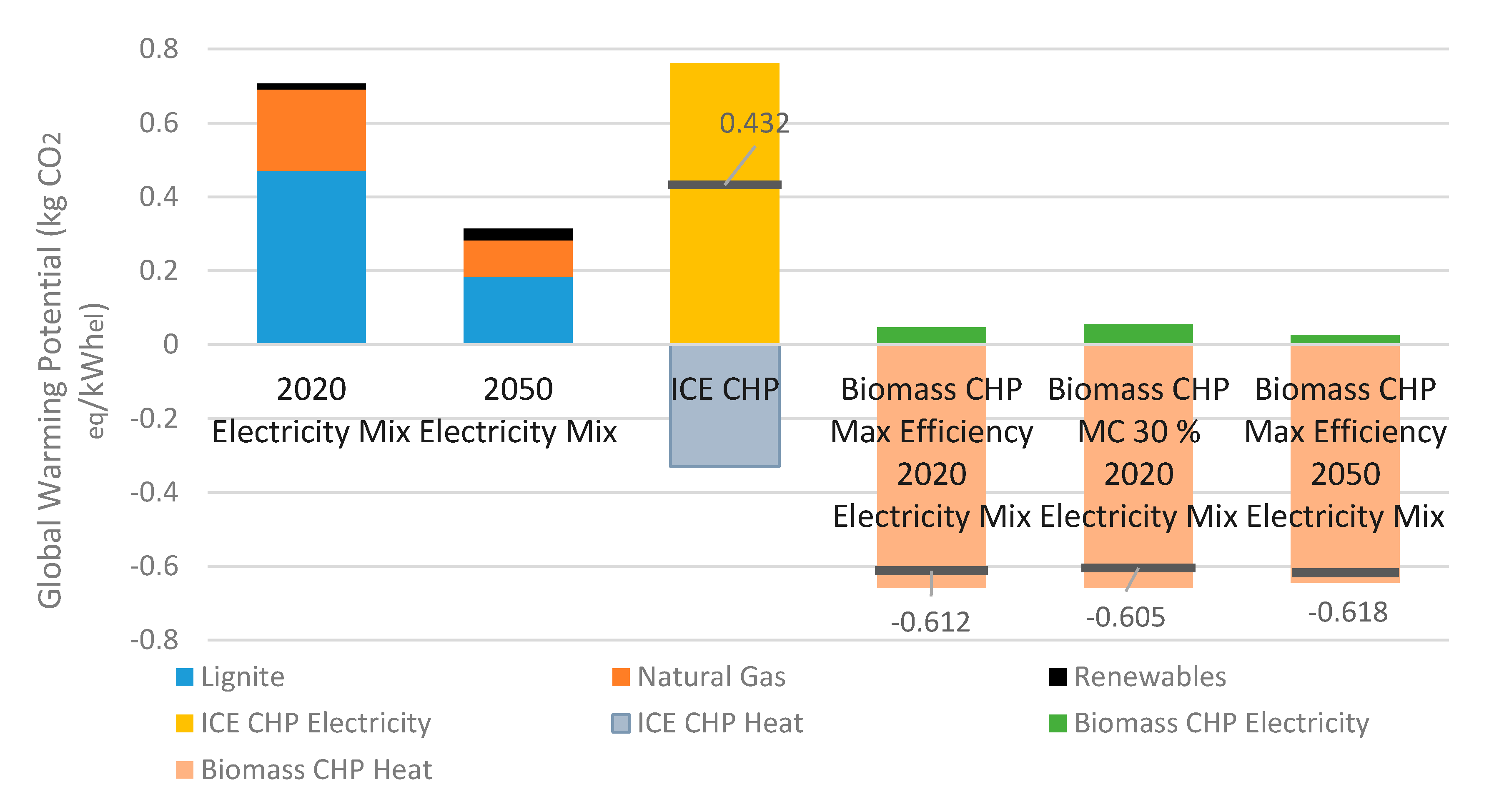
Global Warming Potential (GWP) (units: kg CO
2eq/ kWh
el) It was assessed via the IPCC GWP 100a method [
57].
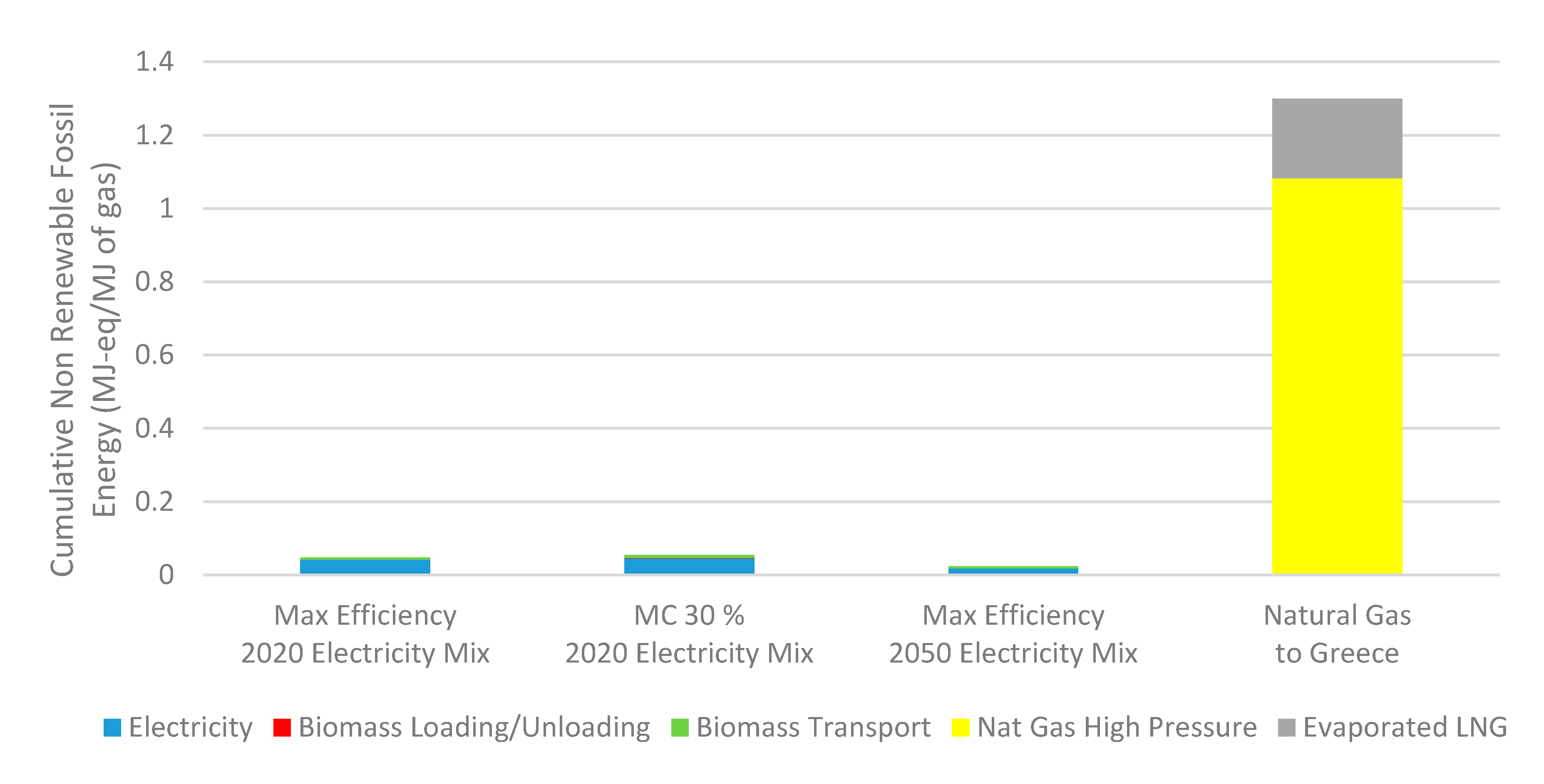
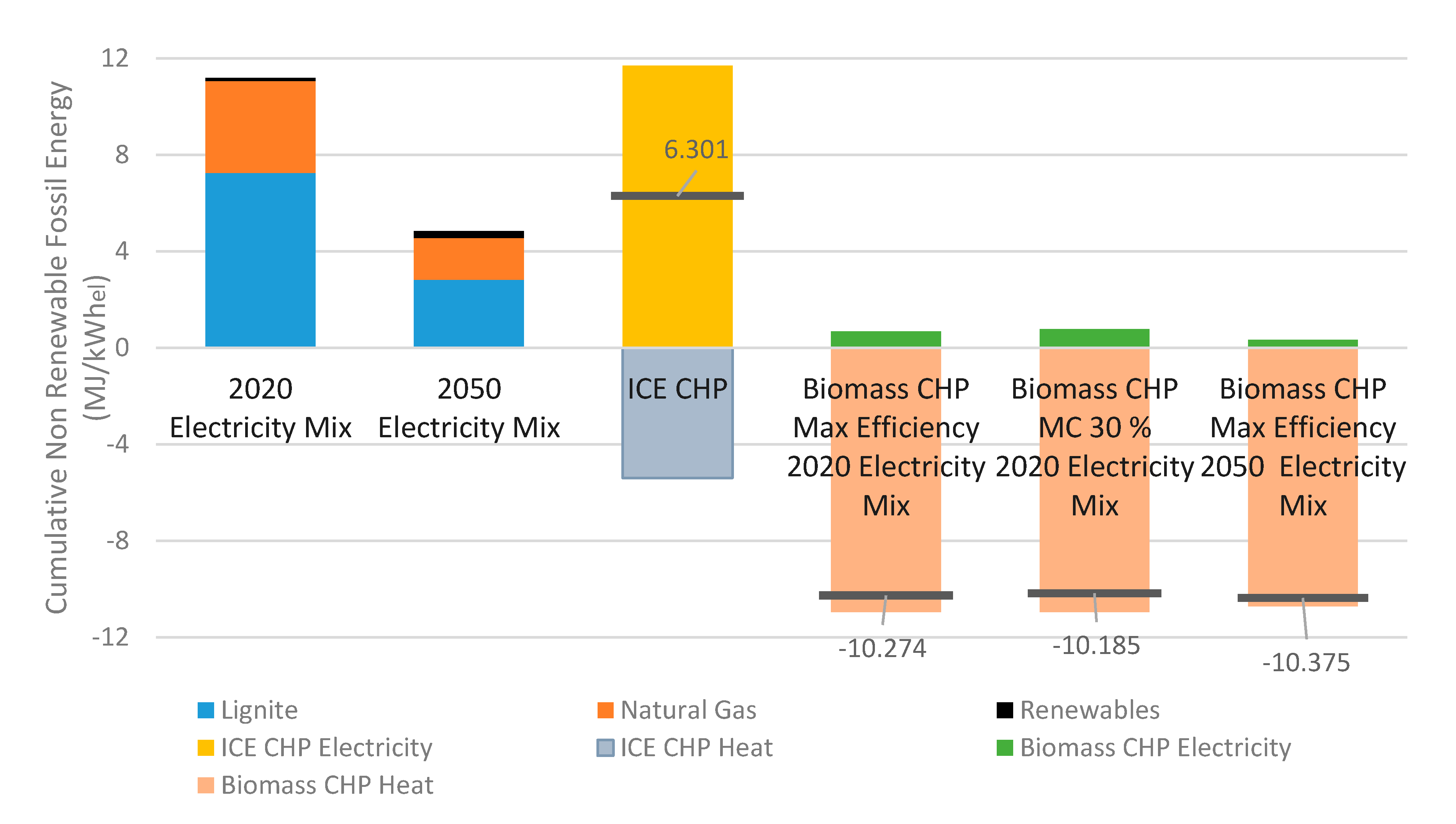
Cumulative Energy Demand of Non-Renewable Fossil Energy (units: MJ of fossil energy/kWh). It was assessed using the Cumulative Energy Demand V1.07 method [
58]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}