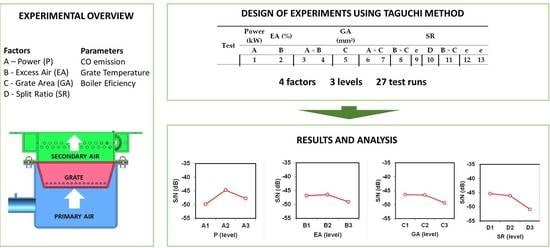
Considering four factors and three levels, in a normal matrix it would be necessary for 81 tests (without interactions) to perform all the combinations. The implementation of the Taguchi method allowed the reduction to 27 tests and added interactions and external factors to the matrix, substantially reducing the cost and time needed to understand the interaction between factors.
The statistical analysis (ANOVA) from the Taguchi method gives a better understanding on the influence of each parameter, which is important to understand and optimize the process.
For all the 27 tests, the overall efficiency of the boiler varied between 64% and 92% with an average of 83%.
Figure 5 depicts the relationship between GA and thermal efficiency at different power, SR, and EA.
Figure 5a shows that at 10 kW with 50% of EA (EA1), the efficiency was higher for the combination of middle GA (GA2) with middle SR (SR2). For 70% of EA (middle EA: EA2), the best combination was found using the middle GA (GA2), but with higher SR (SR3). As for an EA of 110% (EA3), it was noted that the thermal efficiency was higher for both the combination of smaller GA (GA1) with SR3 and larger GA (GA3) with middle SR (SR2).
Figure 5b shows the results for the 13 kW load. It can be observed that at 50% of EA the thermal efficiency was higher for both the combination of smaller GA (GA1) with SR3 and larger GA (GA3) with middle SR (SR2). For 70% of EA (EA2), the combination of GA1 with lower SR (SR1) and GA3 with higher SR (SR3) presented the highest thermal efficiencies. For 110% of EA, the thermal efficiency was slightly higher for GA1 and GA2, with the combination with SR2 and SR3, respectively. These results show that, at medium power (13 kW), the best combination of the parameters is either EA2-GA1-SR1 or EA2-GA3-SR3 in order to produce the highest thermal efficiency.
Figure 5c depicts the results for the 16 kW load. In this condition, for 50% of EA, the thermal efficiency was higher at middle GA (GA2) combined with SR3. For 110% of EA (EA3), the maximum efficiency occurred at the combination of GA2 with middle SR (SR2). For 70% of EA, the thermal efficiency was higher for the combination of GA3 with SR2. Globally, this analysis shows that the best combination of the parameters was EA1-GA2-SR3. This means that at a higher power level, a lower EA and middle GA with higher SR most likely result in high thermal efficiency.
Overall, the data in
Figure 5 indicate that an efficient combustion can be obtained with any grate, once the EA and SR are properly adjusted for any specific power level. This is in line with the results obtained from Verma et al. [
27]. High efficiencies usually cannot be obtained at high EA due to thermal stack losses, as stated by Serrano et al. [
28]. On the other hand, high CO emission can also induce low efficiencies because this condition shows, basically, that some fuel was left unburned. At low power levels, increasing excess air promotes a better air/fuel mixing and higher carbon conversion which decreases CO emissions. So, the efficiency of the boiler is a compromise between thermal and chemical losses on the stack [
29]. This can explain the higher level of excess air required at low power level to guarantee maximum efficiency.
3.1. ANOVA Analysis of CO Emissions
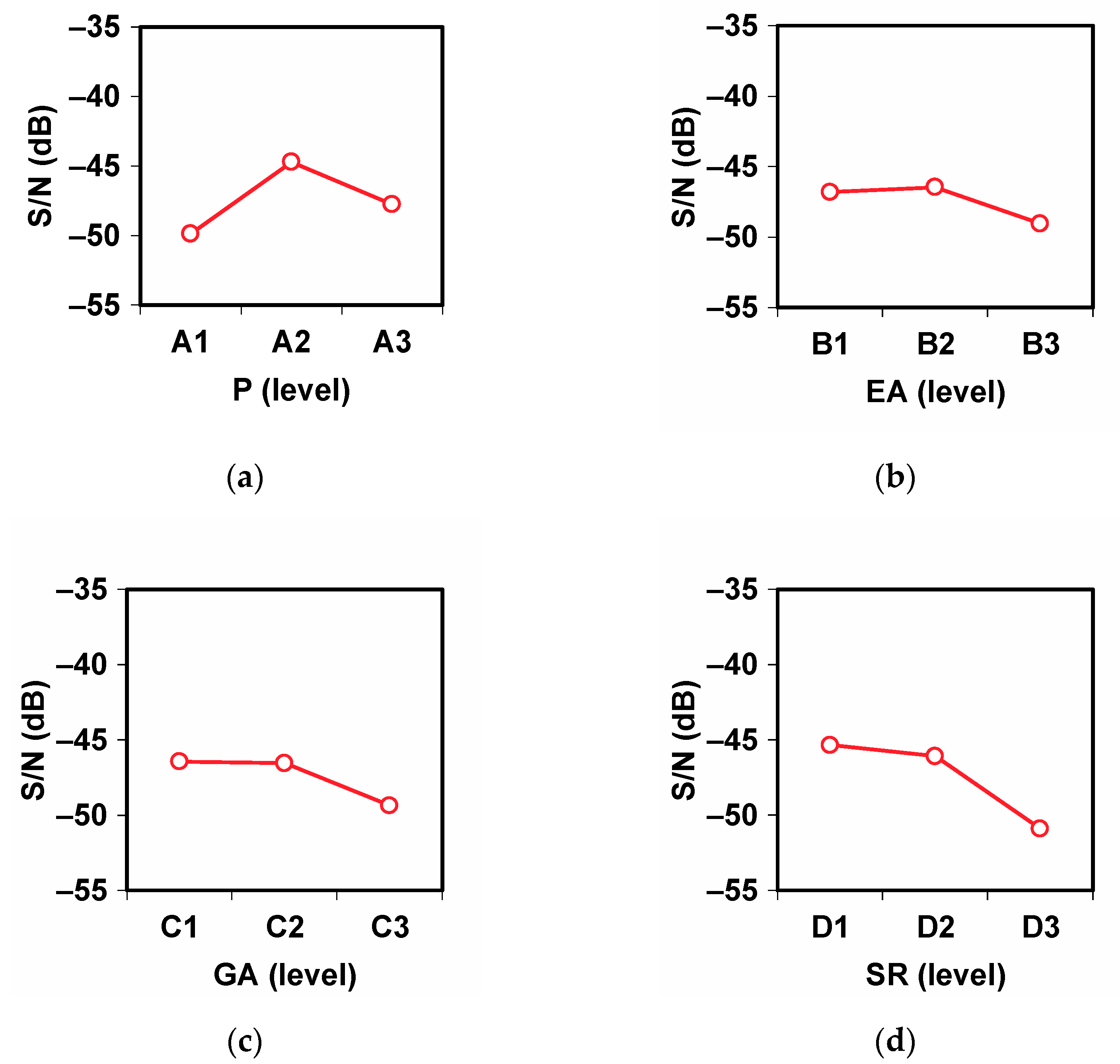
The mean values of the S/N indices for each of the three levels of each parameter or interaction on CO are presented in
Table 4. The last line of each table shows the maximum value of the difference between the averages of the indices for each of the parameters. These results evaluate the relative weight of the influence of each parameter on the response value. Based on its analysis, it can be verified that the split ratio (SR) index (parameter D, dif. = 5.6) has the highest contribution to CO reduction, followed by parameter A (power, dif. = 5.2), the interaction of parameters power and EA (dif. = 3.1), parameter C (GA, dif. = 2.9) and parameter B (EA, dif. = 2.6). There is a parameter that was not identified, whose influence is higher than that of the interaction of parameters power and EA, GA, and EA. This indication is supported by the value of the left-hand column of the SR value (column 10 is identified as “e”) and presents a dif. = 3.3. This result may show the influence of parameters that were not considered but make some significant contribution to the process, for example the combustion chamber temperature.
Table 5 presents the analysis based only on the mean values of the CO concentration for each parameter. These data confirm the trend observed by the analysis of the S/N indices, on how to minimize the response value. It shows that the most important is SR, with a difference of about 207 ppm, followed by power at 194 ppm, and other unidentified parameters (column 9 is identified as “e”) at 144 ppm.
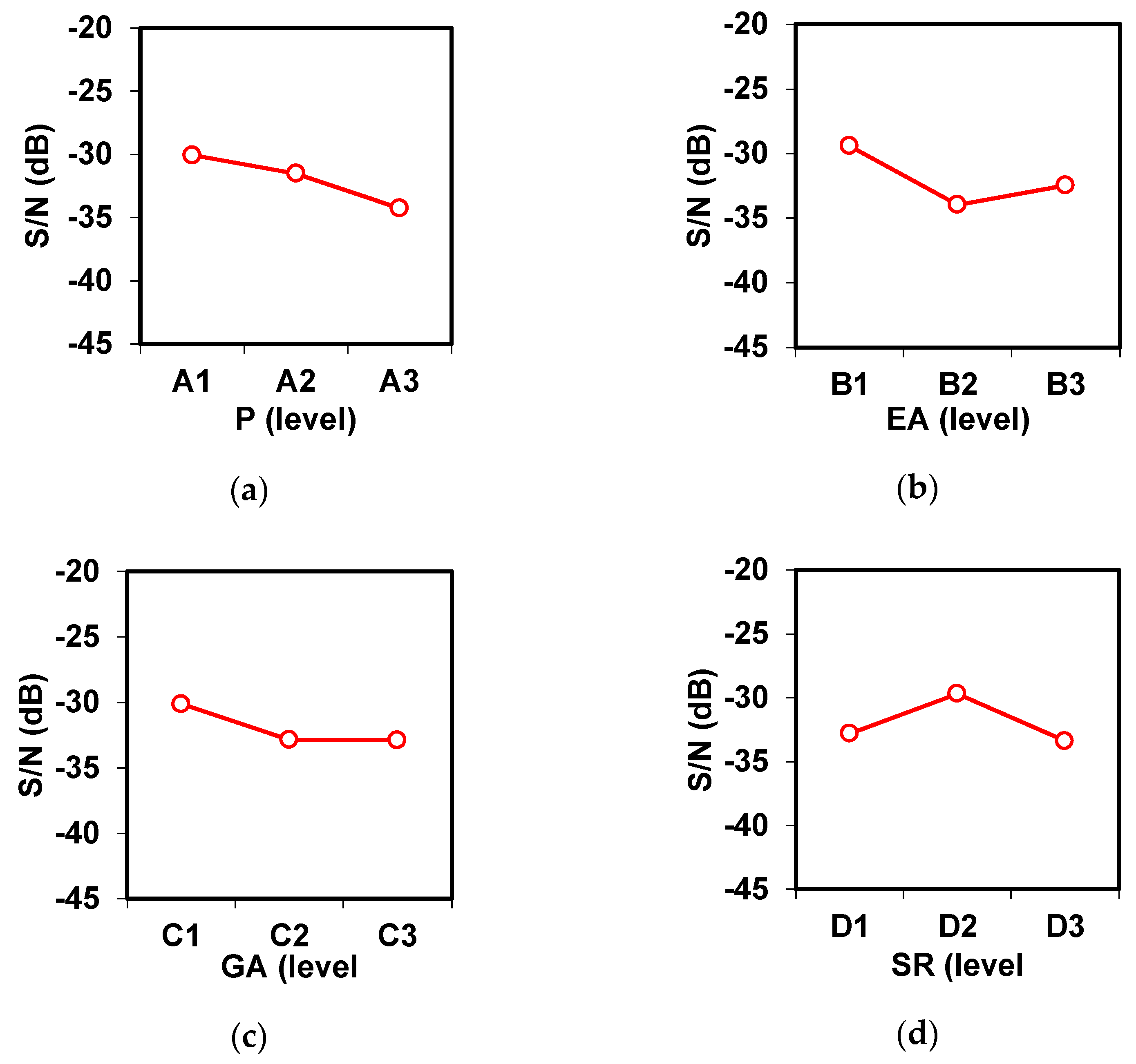
Figure 6 shows the dependence of the response value with the different parameters, for the various levels of analysis. These data show the evolution through the three levels for each of the parameters with respect to the CO concentration.
Figure 6a shows that the lowest observed CO emission occurs at medium power (13 kW). Meanwhile,
Figure 6b–d demonstrates that CO emission is lower at the lower level of the parameter applied and increases with the increasing of the EA, GA, and SR, respectively. This means that an isolated increase of any one of those parameters creates more unburned substances, translating into a rise in CO emissions.
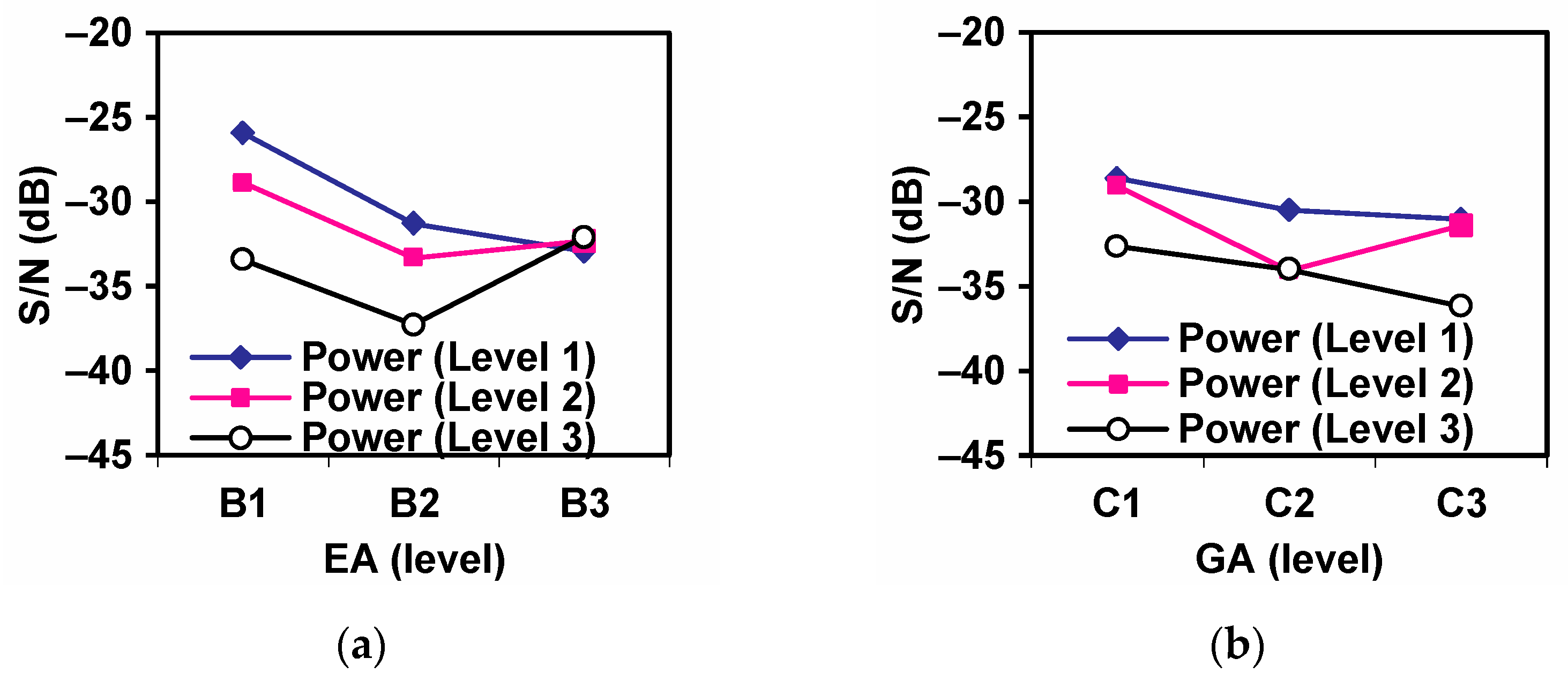
Figure 7 presents the interaction between all parameters on CO emission. From its analysis one can identify that there is an important interaction between middle power and lower EA (
Figure 7a), and between middle power and lower GA (
Figure 7b). Based on
Figure 7 and the value of maximum differences between levels on CO (
Figure 6), we can conclude that the best combination to reduce the variance (more stable and best result) is A2-B1-C1-D1, corresponding to middle power, at low excess air, small grate area and low split ratio.
For the analysis of variance (ANOVA), an
F-test was performed. On an
F-test, the
F value corresponds to a ratio between the variance of a parameter and the variance of the error.
Table 6 shows the results of the
F-test from the analysis of variance. To determine whether an
F value of two variances is statistically high, one should consider: (i) the level of confidence required; (ii) the degrees of freedom associated with the variance of the sample in the numerator; and (iii) the degrees of freedom (
df) associated with the sample variance in the denominator. The critical value of
F is then compared with the
F value of a ratio of sample variances. The analysis of variance is a more objective and quantifiable test, allowing conclusions which are not possible with the simple analysis of the means or the S/N indices.
Table 7 presents the statistical calculation of the
F critical according to the level of risk
(1%, 5%, and 10%), for the final configuration of
Table 6. This method of analysis was previously applied by Ferreira [
22].
In
Table 6, only the parameters that contribute significantly to the reduction of CO concentration are identified. After applying the analysis of variance, from
Table 6, it is observed that the
F value associated to parameter D (SR) is higher than the critical value for the confidence index (risk
= 0.05) but less than
= 0.01, calculated for the same number of degrees of freedom (
df = 2). From these results, one can conclude that, with a confidence index higher than 95%, it can be stated that the SR intensity contributes by about 21% to the reduction of CO concentration. The same scenario occurs for the
F value associated with power, which is higher than the value for
= 0.05. This means that the confidence index is the same as the previous parameter referred to the SR. Based on that, it can be said that, with a confidence index of over 95%, the influence of power contributes approximately 15% to the reduction of CO concentration.
Looking at
Table 6, one can conclude that the main effect comes from the SR followed by power (A). However, the value associated with the experimental error is 63.96%. This value is indeed significant and deserves careful consideration, as it has a dimension to mask the influence of the most significant parameters. In practice, this error can be the result of several factors: an important parameter not considered in the study, unsuitability of the selected levels, misadjustment with the level of factors, and any deficiency in the control of the chosen parameters or instabilities in the operation, as stated by Ferreira [
22].
3.2. ANOVA Analysis on Temperature
The mean values of the S/N indices for each of the three levels of all parameters or interaction with fuel bed temperature are presented in
Table 8. The data show the maximum value of the difference between the averages of the indices for each of the parameters. These results evaluate the relative weight of influence of each parameter on the response value.
Table 8 presents the mean value of the S/N index and the maximum difference between levels on the temperature at different heights in the fuel bed. For temperatures at 5 mm, the excess air (EA) has the highest contribution to increasing the temperature, followed by power, SR, the interaction of parameters power and EA, and the parameter GA. For temperatures at 15 mm, the highest contribution is the interaction of parameters EA and GA, SR, and one unidentified parameter (column 10) followed by another unidentified parameter (column 14), the interaction of power and EA, and power and GA. For temperatures at 25 mm, the highest contribution is from the parameter SR, followed by interaction of parameters power and EA, GA, the interaction of power and GA, and two unidentified parameters (column 13 and 10). For temperatures at 60 mm, the highest contribution is from parameter SR, followed by interaction of parameters power and EA, GA, one unidentified parameter (column 13), and the interaction of EA and GA.
The temperature behaviour on the fuel bed at 5, 15, 25, and 60 mm was also studied.
Table 9 presents the analysis based only on the mean values of temperature at 5, 15, 25, and 60 mm observed for each parameter. The data confirms the trend observed by the analysis of the S/N indices.
Figure 8 shows the evolution of S/N for temperature at 5 mm height with the different parameters, for the various levels of analysis. The temperature decreases as power increases, a behaviour that may result from the accumulation of wood pellets on the burner at high power levels, moving away the reaction zone from the grate. The parameters EA and GA present almost the same behaviour, showing that lower power levels yield higher temperatures. This phenomenon can be explained by the fact that higher EA and GA provide more air into the grate that may reduce the temperature. For SR, the higher temperature was observed at the middle set point, a situation that may represent the competition between two effects: a temperature increase as a result of the heat generated by higher devolatilization that occurs with increasing primary air and the cooling effect of a greater air mass crossing the fuel bed.
Figure 9 presents the interaction between all parameters for the temperature at 5 mm. From these graphs it can identified that there is an important interaction between lower power and lower EA (
Figure 9a), and between lower power and lower GA (
Figure 9b). Based on
Figure 9 and the value of maximum differences between levels on temperature at 5 mm (
Table 8), the best combination to reduce the variance (more stable and best result) is A1-B1-C1-D2, corresponding to low power level, low excess air, low grate area and intermediate split ratio.
Table 10 presents the overall influences of the parameters applied in this study on the fuel bed temperature at different heights. The data show that the most influencing parameter on the temperature at different heights is the SR, which is contributing about 12%, 21%, and 19% at 5, 25, and 60 mm respectively. The second parameter that most influences the temperature is power, which contributes approximately 14% and 5% at 5 and 60 mm.



 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}