



Production of Sugars and Ethanol from Acid–Alkaline-Pretreated Agave sisalana Residue

 , , , , and
, , , , and
Abstract

1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Lignocellulosic Biomass
2.3. Chemical Pretreatments
2.4. Biomass Characterization
2.5. Enzymatic Hydrolysis of Sisal Residue
2.6. Saccharification and Fermentation of Sisal Residue
2.7. HPLC Analyses
2.8. Plotting and Statistical Analysis
3. Results
3.1. Effects of Chemical Pretreatments on the Composition of Sisal Residue
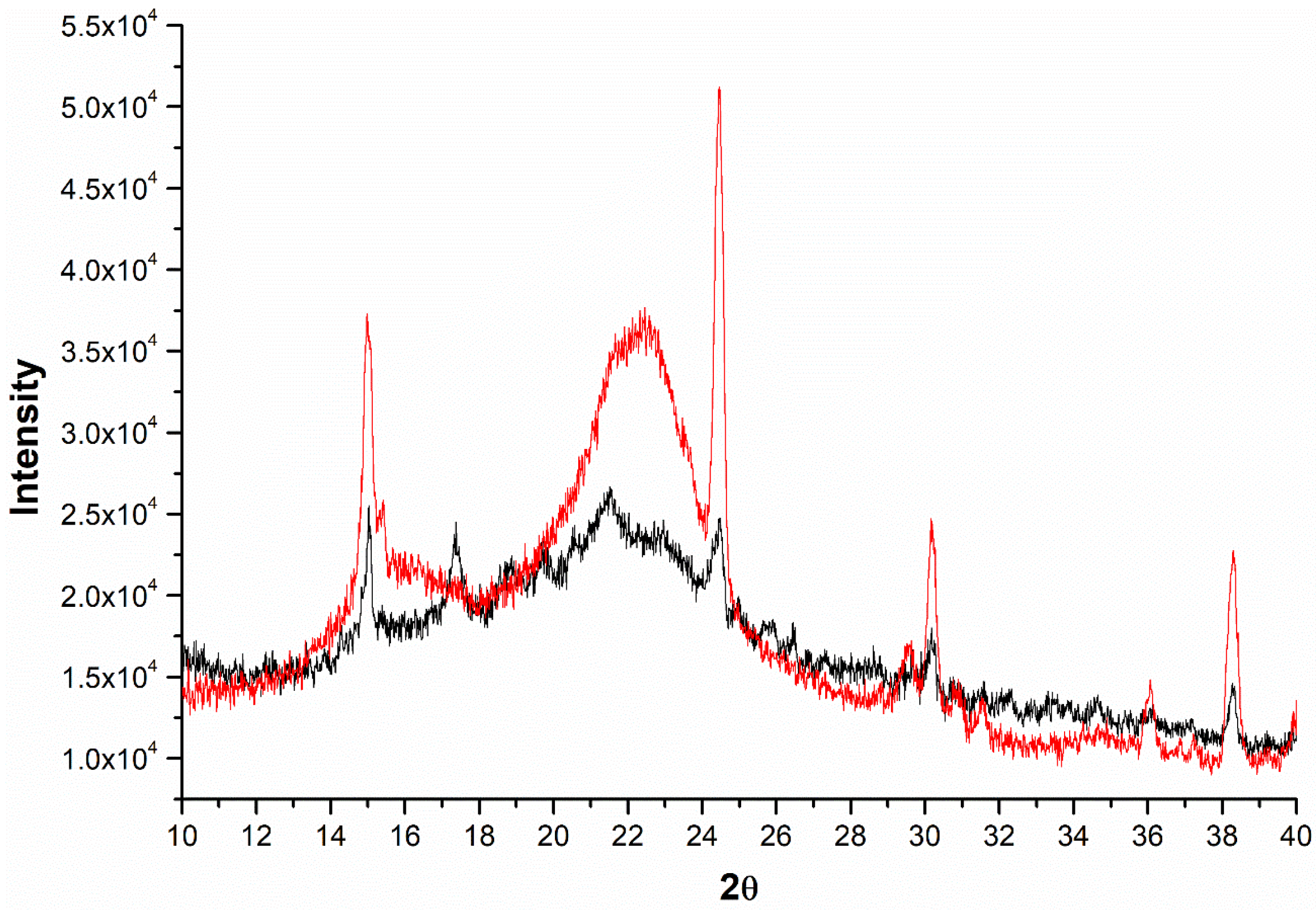
3.2. Effects of Pretreatments on the Crystallinity of Sisal Residues
3.3. Effects of Pretreatments on the Enzymatic Digestibility of Sisal Residues
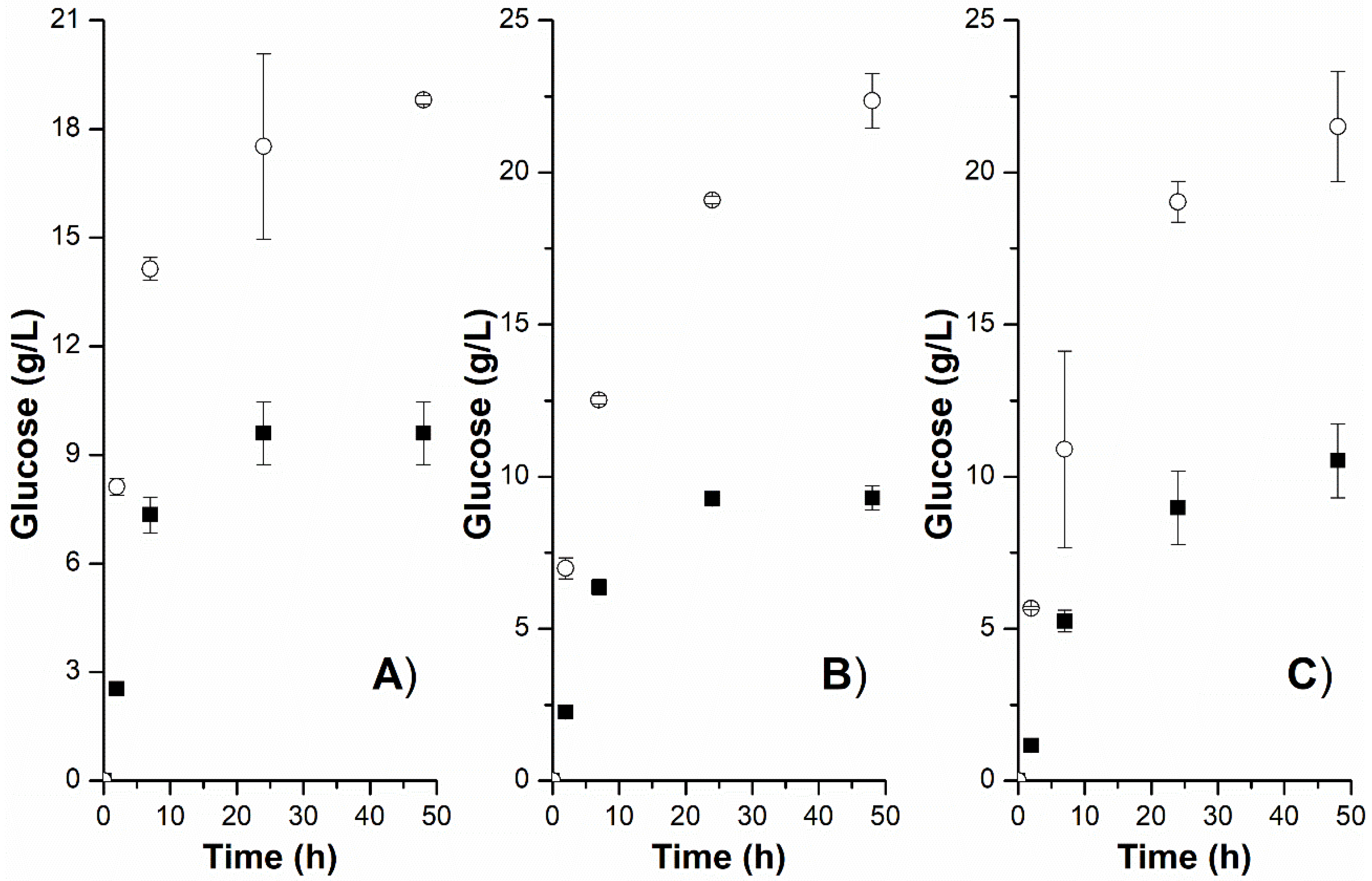
3.4. Effects of Solid Loading on SSSF of Acid–Alkaline-Pretreated Sisal Residue
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eduardo, C.; Padilha, D.A.; Nogueira, C.; Fabiano, D.; Souza, D.S.; Araújo, J.; Oliveira, D. Industrial Crops & Products Valorization of green coconut fibre: Use of the black liquor of organolsolv pretreatment for ethanol production and the washing water for production of rhamnolipids by Pseudomonas aeruginosa ATCC 27583. Ind. Crop Prod. 2019, 140, 111604. [Google Scholar] [CrossRef]
- Choudhary, P.; Sharma, R.; Kumar, V.; Singh, A.; Sharma, N. Synthesis, Characterization and Catalytic Activity of Bio-MCM-41 for Production of Bio Crude Oil via Pyrolysis of Rice Straw. Waste Biomass Valorization 2023, 14, 4173–4186. [Google Scholar] [CrossRef]
- Sandor, D.; Wallace, R. Understanding the Growth of the Cellulosic Ethanol Industry; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2008; pp. 1–49. [Google Scholar]
- Niechayev, N.A.; Pereira, P.N.; Cushman, J.C. Understanding trait diversity associated with crassulacean acid metabolism (CAM). Curr. Opin. Plant Biol. 2019, 49, 74–85. [Google Scholar] [CrossRef] [PubMed]
- Buckland, C.E.; Thomas, D.S.G. Analysing the potential for CAM-fed bio-economic uses in sub-Saharan Africa. Appl. Geogr. 2021, 132, 102463. [Google Scholar] [CrossRef]
- Christin, P.A.; Wood, D. C4 and CAM Photosynthesis in Land Plants, Evolution and Diversification of. Encycl. Evol. Biol. 2016, 1, 254–259. [Google Scholar] [CrossRef]
- Lueangwattanapong, K.; Ammam, F.; Mason, P.M.; Whitehead, C.; McQueen-Mason, S.J.; Gomez, L.D.; Smith, J.A.C.; Thompson, I.P. Anaerobic digestion of Crassulacean Acid Metabolism plants: Exploring alternative feedstocks for semi-arid lands. Bioresour. Technol. 2020, 297, 122262. [Google Scholar] [CrossRef] [PubMed]
- Guerra, G.N.; Cabral Albuquerque, E.C.D.M.; Campos, L.M.A.; Pontes, L.A.M. Chemical and Physicochemical Characterization of Alkali Pretreated and in Natura Sisal Solid Waste. J. Nat. Fibers 2021, 18, 203–212. [Google Scholar] [CrossRef]
- Thomas, H.Y.; Cavalcante, J.D.N.; de Araújo Padilha, C.E.; dos Santos, E.S.; Gasparin, F.P.; da Silva Ries, L.A.; Sales, A.T.; Menezes, R.S.C.; Dutra, E.D. Valorization of lignocellulosic agave residues via pyrolysis and its use as adsorbent for methylene blue removal. Biomass Conv. Bioref. 2024. [Google Scholar] [CrossRef]
- Brodeur, G.; Yau, E.; Badal, K.; Collier, J.; Ramachandran, K.B.; Ramakrishnan, S. Chemical and physicochemical pretreatment of lignocellulosic biomass: A review. Enzym. Res. 2011, 2011, 787532. [Google Scholar] [CrossRef]
- Yoo, C.G.; Meng, X.; Pu, Y.; Ragauskas, A.J. Bioresource Technology The critical role of lignin in lignocellulosic biomass conversion and recent pretreatment strategies: A comprehensive review. Bioresour. Technol. 2020, 301, 122784. [Google Scholar] [CrossRef]
- Kłosowski, G.; Mikulski, D. Impact of lignocellulose pretreatment by-products on S. cerevisiae strain ethanol red metabolism during aerobic and an-aerobic growth. Molecules 2021, 26, 806. [Google Scholar] [CrossRef] [PubMed]
- Ríos-González, L.J.; Medina-Morales, M.A.; Rodríguez-De la Garza, J.A.; Romero-Galarza, A.; Medina, D.D.; Morales-Martínez, T.K. Comparison of dilute acid pretreatment of agave assisted by microwave versus ultrasound to enhance enzymatic hydrolysis. Bioresour. Technol. 2021, 319, 124099. [Google Scholar] [CrossRef]
- Julio-Altamiranda, Y.T.; Mercado-Pacheco, J.D.; Sánchez-Tuirán, E.L.; González-Delgado, Á.D.; Ojeda, K.A. Evaluation of mechanical-green solvent pretreatment of oil palm wastes for reducing sugars production in North-Colombia. Sustain. Chem. Pharm. 2020, 16, 100256. [Google Scholar] [CrossRef]
- Prasad, S.; Malav, M.K.; Kumar, S.; Singh, A.; Pant, D.; Radhakrishnan, S. Enhancement of bio-ethanol production potential of wheat straw by reducing furfural and 5-hydroxymethylfurfural (HMF). Bioresour. Technol. Rep. 2018, 4, 50–56. [Google Scholar] [CrossRef]
- Mafa, M.S.; Malgas, S.; Bhattacharya, A.; Rashamuse, K. The Effects of Alkaline Pretreatment on Agricultural Biomasses (Corn Cob and Sweet Sorghum Bagasse). Agronomy 2020, 10, 1211. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples Laboratory Analytical Procedure (LAP) Issue Date: 12/08/2006 Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Proce. 2008. Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf (accessed on 1 September 2024).
- Sluiter, A.; Hames, B.; Hyman, D.; Payne, C.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Nrel, J.W. Determination of total solids in biomass and total dissolved solids in liquid process samples. Natl. Renew. Energy Lab. 2008, 3–5. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. NREL/TP-510-42618 analytical procedure-Determination of structural carbohydrates and lignin in Biomass. Lab. Anal. Proced. 2012, 17. [Google Scholar]
- De Padilha, C.E.A.; da Nogueira, C.C.; Alencar, B.R.A.; de Abreu, Í.B.S.; Dutra, E.D.; Ruiz, J.A.C.; Fabiano, D.; de Souza, S.; dos Santos, E.S. Production and Application of Lignin-Based Chemicals and Materials in the Cellulosic Ethanol Production: An Overview on Lignin Closed-Loop Production and Application of Lignin-Based Chemicals and Materials in the Cellulosic Ethanol Production: An Over. Waste Biomass Valorization 2022, 12, 6309–6337. [Google Scholar] [CrossRef]
- Sampaio, T.Q.S.; Cunha, F.S.; Campos, L.M.A.; Pires, C.A.M. Evaluation of the influence of hydrophilic extractives on the formation of bio-oil from the micro-pyrolysis of biomass waste. J. Anal. Appl. Pyrolysis 2024, 178, 106417. [Google Scholar] [CrossRef]
- Rigo, P.D.; Siluk, J.C.M.; Lacerda, D.P.; Rosa, C.B.; Rediske, G. Is the success of small-scale photovoltaic solar energy generation achievable in Brazil? J. Clean. Prod. 2019, 240, 118243. [Google Scholar] [CrossRef]
- Monje, P.V.; Baran, E.J. Characterization of calcium oxalate biominerals in some (non-cactaceae) succulent plant species. Z. Naturforsch. Sect. C J. Biosci. 2010, 65, 429–432. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Wang, Z.; Hu, D.; Xiao, K.; Wu, J.Y. Efficient extraction of pectin from sisal waste by combined enzymatic and ultrasonic process. Food Hydrocoll. 2018, 79, 189–196. [Google Scholar] [CrossRef]
- Marulanda, V.A.; Gutierrez, C.D.B.; Alzate, C.A.C. Thermochemical, biological, biochemical, and hybrid conversion methods of bio-derived molecules into renewable fuels. In Advanced Bioprocessing for Alternative Fuels, Biobased Chemicals, and Bioproducts; Woodhead Publishing: Sawston, UK, 2019; pp. 59–81. [Google Scholar] [CrossRef]
- Frei, M. Lignin: Characterization of a multifaceted crop component. Sci. World J. 2013, 2013, 436517. [Google Scholar] [CrossRef] [PubMed]
- Shahbaz, M.; AlNouss, A.; Parthasarathy, P.; Abdelaal, A.H.; Mackey, H.; McKay, G.; Al-Ansari, T. Investigation of biomass components on the slow pyrolysis products yield using Aspen Plus for techno-economic analysis. Biomass Convers. Biorefinery 2020, 12, 669–681. [Google Scholar] [CrossRef]
- Wu, Y.; Cao, J.; Zhao, X.; Hao, Z.; Zhuang, Q.; Zhu, J.; Wang, X.; Wei, X.; Zhou, M.; Pu, F.; et al. KOH activated carbon derived from biomass-banana fibers as an efficient negative electrode in high performance asymmetric. J. Energy Chem. 2017, 26, 56–62. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, H.; Zhang, B.; Gong, F.; Feng, J.; Huang, H.; Vanka, S.; Fan, R.; Cao, Q.; Shen, M.; et al. Renewable formate from sunlight, biomass and carbon dioxide in a photoelectrochemical cell. Nat. Commun. 2023, 14, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Virgínio e Silva, J.O.V.; Almeida, M.F.; da Conceição Alvim-Ferraz, M.; Dias, J.M. Integrated production of biodiesel and bioethanol from sweet potato. Renew. Energy 2018, 124, 114–120. [Google Scholar] [CrossRef]
- Tarasov, D.; Schlee, P.; Pranovich, A.; Moreno, A.; Wang, L.; Rigo, D.; Sipponen, M.H.; Xu, C.; Balakshin, M. AqSO biorefinery: A green and parameter-controlled process for the production of lignin-carbohydrate hybrid materials. Green Chem. 2022, 24, 6639–6656. [Google Scholar] [CrossRef]
- Yuan, H.; Song, X.; Guan, R.; Zhang, L.; Li, X.; Zuo, X. Effect of low severity hydrothermal pretreatment on anaerobic digestion performance of corn stover. Bioresour. Technol. 2019, 294, 122238. [Google Scholar] [CrossRef] [PubMed]
- Nava-Cruz, N.Y.; Contreras-Esquivel, J.C.; Aguilar-González, M.A.; Nuncio, A.; Rodríguez-Herrera, R.; Aguilar, C.N. Agave atrovirens fibers as substrate and support for solid-state fermentation for cellulase production by Trichoderma asperellum. 3 Biotech 2016, 6, 1–12. [Google Scholar] [CrossRef]
- Dutra, E.D.; Santos, F.A.; Alencar, B.R.A.; Reis, A.L.S.; de Souza, R.D.F.R.; da Aquino, K.A.S.; Morais, M.A.; Menezes, R.S.C. Alkaline hydrogen peroxide pretreatment of lignocellulosic biomass: Status and perspectives. Biomass Convers. Biorefinery 2018, 8, 225–234. [Google Scholar] [CrossRef]
- Raya, F.T.; Marone, M.P.; Carvalho, L.M.; Rabelo, S.C.; de Paula, M.S.; Campanari, M.F.Z.; Freschi, L.; Mayer, J.L.S.; Silva, O.R.R.F.; Mieczkowski, P.; et al. Extreme physiology: Biomass and transcriptional profiling of three abandoned Agave cultivars. Ind. Crops Prod. 2021, 172, 114043. [Google Scholar] [CrossRef]
- Pino, M.S.; Rodríguez-Jasso, R.M.; Michelin, M.; Ruiz, H.A. Enhancement and modeling of enzymatic hydrolysis on cellulose from agave bagasse hydrothermally pretreated in a horizontal bioreactor. Carbohydr. Polym. 2019, 211, 349–359. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Gu, Z.; Bjornson, B.E.; Muthukumarappan, A. Biochar based solid acid catalyst hydrolyze biomass. J. Environ. Chem. Eng. 2013, 1, 1174–1181. [Google Scholar] [CrossRef]
- Matei, J.C.; Soares, M.; Bonato, A.C.H.; de Freitas, M.P.A.; Helm, C.V.; Maroldi, W.V.; Magalhães, W.L.E.; Haminiuk, C.W.I.; Maciel, G.M. Enzymatic delignification of sugar cane bagasse and rice husks and its effect in saccharification. Renew. Energy 2020, 157, 987–997. [Google Scholar] [CrossRef]
- Satlewal, A.; Agrawal, R.; Bhagia, S.; Sangoro, J.; Ragauskas, A.J. Natural deep eutectic solvents for lignocellulosic biomass pretreatment: Recent developments, challenges and novel opportunities. Biotechnol. Adv. 2018, 36, 2032–2050. [Google Scholar] [CrossRef]
- Du, J.; Liang, J.; Zhang, X.; Wang, J.; Li, W.; Song, P.; Feng, X. Identifying the negative cooperation between major inhibitors of cellulase activity and minimizing their inhibitory potential during hydrolysis of acid-pretreated corn stover. Bioresour. Technol. 2022, 343, 126113. [Google Scholar] [CrossRef]
- Prasad, B.R.; Padhi, R.K.; Ghosh, G. A review on key pretreatment approaches for lignocellulosic biomass to produce biofuel and value-added products. Int. J. Environ. Sci. Technol. 2023, 20, 6929–6944. [Google Scholar] [CrossRef]
- Avila-Gaxiol, J.C.A.-G. Ethanol production from Agave tequilana leaves powder by Saccharomyces cerevisiae yeast applying enzymatic saccharification without detoxification. Ind. Crops Prod. 2022, 177, 114515. [Google Scholar] [CrossRef]
- Flores-Gómez, C.A.; Escamilla Silva, E.M.; Zhong, C.; Dale, B.E.; Da Costa Sousa, L.; Balan, V. Conversion of lignocellulosic agave residues into liquid biofuels using an AFEXTM-based biorefinery. Biotechnol. Biofuels 2018, 11, 1–18. [Google Scholar] [CrossRef]
- Lee, D.S.; Lee, Y.G.; Song, Y.; Cho, E.J.; Bae, H.J. Hydrolysis Patterns of Xylem Tissues of Hardwood Pretreated with Acetic Acid and Hydrogen Peroxide. Front. Energy Res. 2020, 8, 1–12. [Google Scholar] [CrossRef]
- Gonçalves, F.A.; Ruiz, H.A.; Dos Santos, E.S.; Teixeira, J.A.; De Macedo, G.R. Bioethanol production from coconuts and cactus pretreated by autohydrolysis. Ind. Crops Prod. 2015, 77, 1–12. [Google Scholar] [CrossRef]
- Barbanera, M.; Lascaro, E.; Foschini, D.; Cotana, F.; Buratti, C. Optimization of bioethanol production from steam exploded hornbeam wood (Ostrya carpinifolia) by enzymatic hydrolysis. Renew. Energy 2018, 124, 136–143. [Google Scholar] [CrossRef]
- Nogueira, C.; Eduardo, C.; Padilha, D.A. Enzymatic hydrolysis and simultaneous saccharification and fermentation of green coconut fiber under high concentrations of ethylene oxide-based polymers. Renew. Energy 2021, 163, 1536–1547. [Google Scholar] [CrossRef]
- Guilherme, A.D.A.; Victor, P.; Dantas, F.; Eduardo, C.; Padilha, D.A.; Silvino, E.; Macedo, G.R. De Ethanol production from sugarcane bagasse: Use of different fermentation strategies to enhance an environmental-friendly process. J. Environ. Manag. 2019, 234, 44–51. [Google Scholar] [CrossRef]
- Meléndez-Hernández, P.A.; Hernández-Beltrán, J.U.; Hernández-Guzmán, A.; Morales-Rodríguez, R.; Torres-Guzmán, J.C.; Hernández-Escoto, H. Comparative of alkaline hydrogen peroxide pretreatment using NaOH and Ca(OH)2 and their effects on enzymatic hydrolysis and fermentation steps. Biomass Convers. Biorefinery 2019, 11, 1897–1907. [Google Scholar] [CrossRef]
- Michailos, S.E.; Webb, C. Biorefinery Approach for Ethanol Production from Bagasse; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128137666. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pretreatments | Concentration (% w/v) | Time (min) | Code |
|---|---|---|---|
| Oxalic acid | 1.0 | 30 | O1 |
| 1.5 | 30 | O2 | |
| 2.0 | 30 | O3 | |
| 1.0 | 90 | O4 | |
| 1.5 | 90 | O5 | |
| 2.0 | 90 | O6 | |
| Sulfuric acid | 1.0 | 30 | S |
| Oxalic acid + sodium hydroxide | 1.0; 2.0 | 30; 60 | ON |
| Sulfuric acid + sodium hydroxide | 1.0; 2.0 | 30; 60 | SN |
| Samples | Mass Yield (%) | Moisture (% w/w) | Cellulose (% w/w) | Hemicellulose (% w/w) | Klason Lignin (% w/w) | Extractives (% w/w) | Ashes (% w/w) |
|---|---|---|---|---|---|---|---|
| UT | - | 6.28 ± 0.15 | 16.34 ± 0.64 | 12.24 ± 0.46 | 10.68 ± 1.21 | 50.20 ± 1.41 | 11.16 ± 0.10 |
| O1 | 41.22 | 2.26 ± 0.57 | 21.57 ± 0.29 | 8.39 ± 0.04 | 30.08 ± 0.61 | 7.66 ± 3.12 | 14.38 ± 1.20 |
| O2 | 38.49 | 2.50 ± 0.30 | 20.85 ± 0.03 | 6.45 ± 0.03 | 30.55 ± 2.03 | 10.47 ± 0.70 | 12.04 ± 0.83 |
| O3 | 37.56 | 2.33 ± 0.41 | 23.55 ± 0.19 | 5.85 ± 0.19 | 29.89 ± 2.66 | 11.56 ± 1.23 | 12.44 ± 0.30 |
| O4 | 37.16 | 2.10 ± 0.24 | 22.31 ± 0.66 | 6.85 ± 0.66 | 28.93 ± 0.54 | 8.43 ± 0.83 | 11.98 ± 0.21 |
| O5 | 37.55 | 2.28 ± 0.10 | 22.67 ± 0.45 | 6.12 ± 0.13 | 28.42 ± 0.92 | 9.15 ± 2.37 | 10.17 ± 2.90 |
| O6 | 37.63 | 2.59 ± 0.01 | 22.87 ± 0.43 | 4.99 ± 0.39 | 29.24 ± 0.82 | 13.50 ± 0.54 | 11.75 ± 0.21 |
| S | 22.75 | 4.90 ± 0.11 | 22.67 ± 0.10 | 7.95 ± 0.42 | 29.45 ± 1.5 | 7.16 ± 2.11 | 5.75 ± 0.22 |
| ON | 19.58 | 5.10 ± 0.24 | 32.50 ± 3.50 | 5.77 ± 0.16 | 41.09 ± 1.2 | 4.43 ± 1.27 | 11.99 ± 0.30 |
| SN | 21.18 | 4.80 ± 0.21 | 42.25 ± 0.14 | 6.95 ± 0.10 | 38.50 ± 1.1 | 3.67 ± 2.11 | 8.20 ± 0.64 |
| Samples | CrI (%) |
|---|---|
| UT | 30.04 |
| O1 | 40.78 |
| S | 38.48 |
| ON | 41.42 |
| SN | 46.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thomas, H.Y.; Cavalcante, J.D.N.; dos Santos, W.M.; Souza, D.F.d.S.; Padilha, C.E.d.A.; Menezes, R.S.C.; de Souza, R.B.; Dutra, E.D. Production of Sugars and Ethanol from Acid–Alkaline-Pretreated Agave sisalana Residue. Reactions 2024, 5, 765-777. https://doi.org/10.3390/reactions5040038
Thomas HY, Cavalcante JDN, dos Santos WM, Souza DFdS, Padilha CEdA, Menezes RSC, de Souza RB, Dutra ED. Production of Sugars and Ethanol from Acid–Alkaline-Pretreated Agave sisalana Residue. Reactions. 2024; 5(4):765-777. https://doi.org/10.3390/reactions5040038
Chicago/Turabian StyleThomas, Habila Yusuf, José Demétrio Nery Cavalcante, Willame Marinho dos Santos, Domingos Fabiano de Santana Souza, Carlos Eduardo de Araújo Padilha, Rômulo Simões Cezar Menezes, Rafael Barros de Souza, and Emmanuel Damilano Dutra. 2024. "Production of Sugars and Ethanol from Acid–Alkaline-Pretreated Agave sisalana Residue" Reactions 5, no. 4: 765-777. https://doi.org/10.3390/reactions5040038
APA StyleThomas, H. Y., Cavalcante, J. D. N., dos Santos, W. M., Souza, D. F. d. S., Padilha, C. E. d. A., Menezes, R. S. C., de Souza, R. B., & Dutra, E. D. (2024). Production of Sugars and Ethanol from Acid–Alkaline-Pretreated Agave sisalana Residue. Reactions, 5(4), 765-777. https://doi.org/10.3390/reactions5040038